Abrir - Congresos
Anuncio

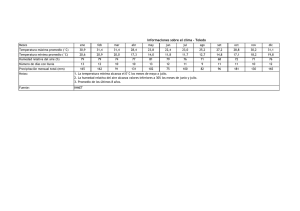
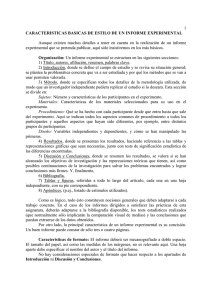
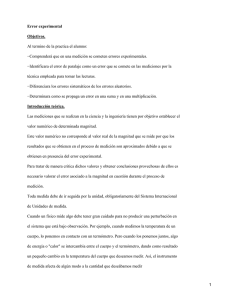
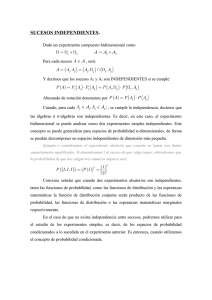
8º CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre de 2007 DISEÑO Y CONSTRUCCIÓN DE UN PROTOTIPO PARA DESHIDRATAR SANGRE BOVINA A NIVEL DE LABORATORIO Silva Larrotta J R*, Chocontá Ortega V Eº. *ºUniversidad Libre. Seccional Bogotá, Facultad de Ingeniería, Departamento de Mecánica. Carrera 70 Nº 53-40 Edificio de laboratorios de Ingeniería. Teléfono 4232731. *e-mail: [email protected], ºe-mail: [email protected] RESUMEN El grupo de investigación Desarrollo Tecnológico y Calidad “DETECAL” de la Facultad de Ingeniería de la Universidad Libre Sede Bogotá, formuló a principios de 2006 el proyecto de investigación: “Diseño y construcción de un prototipo para deshidratar sangre bovina a nivel de laboratorio”. La sangre es una rica fuente de proteínas, aprovechable en diversas formas, como fertilizantes, concentrados para animales y consumo humano; teniendo amplia aplicación en la industria alimentaria, farmacéutica, agrícola y hasta cosmética. En países industrializados la obtención de harina de sangre ha cobrado especial interés por la concientización ambiental y económica al recuperar y aprovechar el despojo de los animales de abasto sacrificados en los mataderos. En Colombia, previa investigación, fue evidente la escasa aplicación de los subproductos cárnicos, y más específicamente de los obtenidos de sangre; por razones como falta de conocimiento de los técnicos del proceso, los estrechos hábitos de consumo, y condiciones inapropiadas de manipulación que redundan en la deficiente calidad microbiológica. En la investigación desarrollada, se caracterizó el proceso de deshidratación por agitación y transferencia de calor para conceptualizar un diseño mecánico a nivel de laboratorio favorable a las condiciones técnico-económicas del país, para su aplicación posterior una vez evaluado su desempeño. Palabras clave: sangre (blood), mataderos (slaughterhouse), contaminación ambiental (environmental contamination), diseño experimental (design experimental). 182 INTRODUCCIÓN Cada animal de abasto sacrificado es una rica fuente de subproductos y despojos, que pueden ser aprovechados por diversas industrias en las que sobresalen la industria agropecuaria, alimenticia, farmacéutica y hasta la cosmética entre otras. El aprovechamiento de la sangre animal, ya sea en la obtención de harina de sangre y/o plasma sanguíneo, ofrece una gran variedad de proteínas y nutrientes, que en la actualidad están siendo desperdiciados, y están ocasionando un gran impacto ambiental debido al vertimiento deliberado de la sangre a las fuentes hídricas. En Colombia el tratamiento dado a los subproductos cárnicos es escaso y en la mayoría de las situaciones se opta por la contaminación ambiental por limitaciones de carácter técnico y económico, razón por la cual es común conocer la noticia de cierres temporales y definitivos de mataderos, así como de sanciones y multas [1] [2][3] por no cumplir con lo establecido por las leyes sanitarias [4] establecidas por autoridades competentes y el Ministerio de Salud y Protección Social, que obligan a los establecimientos de beneficio de animales a cumplir con algunos requisitos mínimos para garantizar la salubridad de los consumidores; sin embargo, en algunos casos, se presenta la evasión permanentemente a las autoridades o la búsqueda de alternativas para continuar con el procesamiento irregular, incluyendo el establecimiento de lugares clandestinos. Durante la investigación técnica realizada, se evaluaron numerosos métodos de aprovechamiento de sangre [5] [6] desde sistemas sencillos de secado al sol hasta complejos sistemas de secado por atomización, determinándose, que el más conveniente técnico y económico, correspondía a la deshidratación por agitación o remoción suave y transferencia de calor. Sobre el cual, se desarrolló el diseño experimental con el objetivo de caracterizar el proceso y diseñar un prototipo a nivel de laboratorio que pudiera extenderse a los mataderos municipales del país. En este documento se presenta el desarrollo experimental y el diseño del primer prototipo para obtener harina de sangre a partir de la deshidratación. Al momento se han construido dos prototipos con los que se desarrollan pruebas experimentales permanentes, a fin de optimizar el modelo a partir de sus componentes mecánicos y de las variables del proceso. DESCRIPCIÓN DEL PROBLEMA El Decreto 1036 de 1991 expedido por el Ministerio de Salud de la República de Colombia clasifica las plantas de procesamiento con base a la capacidad de sacrificio, disponibilidad técnica y dotación, en cuatro clases, siendo las categorías I y II las correspondientes a plantas de corte semi-industrial y las categorías III y IV a los mataderos. Las plantas de corte semi-industrial actualmente sacrifican cerca del 50% del consumo nacional y representan el 5% con 40 establecimientos; los mataderos representan el 16% y el 79% restante corresponde a los denominados planchones con infraestructura mínima que no son contemplados por la norma como establecimientos de beneficio animal por el atraso evidente en tecnología y manejo de residuos [7]. Hay muy pocos mataderos con mayor capacidad y tecnología pero en muchos casos incumplen con el Plan de Ordenamiento Territorial POT. Por otra parte la clandestinidad en el comercio cárnico, hace que la industria cárnica pierda fortalezas económicas, administrativas, tecnológicas, etc., y ésta no pueda enfrentar con seguridad los Tratados de Libre Comercio (TLC’s). Los estudios más recientes del Instituto Nacional de Vigilancia de Medicamentos y Alimentos (INVIMA), la Federación Nacional de Ganaderos (FEDEGAN) [8] y el Instituto Colombiano Agropecuario (ICA), indican no solo serias carencias de los procesos de sacrificio, faenado y manipulación de derivados cárnicos, sino la ausencia de programas educativos y estrategias de mejoramiento de la calidad de los procesos y de reducción de impacto ambiental. Particularmente las aguas de desagüe y residuales deben ser recogidas, tratadas y eliminadas teniendo en cuenta las cantidades, el tipo de ganado, la índole de los líquidos, las posibilidades de su uso después del tratamiento, la necesidad de evitar la contaminación del medio ambiente y la protección de la salud pública [9] lo que implica una inversión elevada que no están dispuestos a realizar los municipios del país ni los procesadores privados. La sangre por su alta demanda bioquímica de oxigeno, es uno de los despojos más contaminantes para los ecosistemas hídricos; junto con los demás desperdicios, se constituye en una fuente permanente de contaminación orgánica que al descomponerse sirve de alimentos a las bacterias, las cuales usan el oxígeno disuelto en el agua y oxidan la materia orgánica. Los productos de la descomposición bacterial son dióxidos de carbono y nitrato, que sirven a su vez de alimentos a las algas produciendo un crecimiento explosivo en las mismas. Las algas absorben el oxígeno disuelto del agua y dejan a los demás seres vivos sin oxígeno, provocando efectos perjudiciales y fuertemente contaminantes [10]. PROPIEDADES DE LA SANGRE Densidad Por su alto contenido de agua presenta una densidad muy similar a este líquido. En la Tabla 1 se presenta la densidad de la sangre para la especie vacuna [11]. Tabla 1: Densidad de la sangre de la especie vacuna. Especie Vacuno Componente Sangre entera Glóbulos rojos Plasma Densidad (k/m3) 1052 1084 1029 Viscosidad El viscosímetro Haake permite establecer la viscosidad de la sangre, plasma y paquete celular a dos temperaturas que se consideran básicas. La primera es próxima a la del momento de recolección de la sangre durante la sangría, es decir, cuando el material se quiera procesar tan pronto se obtenga de la sangría, para tal fin se determina una temperatura de 35,3 ºC. La otra opción es cuando la sangre se ha recolectado y refrigerado para su posterior procesamiento, en este caso se fija una temperatura de 5,5 ºC (cuarto frío). Grass – Villa [5], presenta valores de la viscosidad, para la sangre bovina, evaluados a las temperaturas de 5,5 ºC (refrigeración,) y a 35,3 ºC (sangría) (Tabla 2). En ambos casos el comportamiento reológico de la sangre corresponde a un fluido Newtoniano. Tabla 2: Viscosimetría y reología de la sangre bovina. Temperatura (ºC) 5,5 35,3 Viscosidad (cP) 9,87 4,22 Reología Newtoniano Newtoniano Calor específico Los calores específicos, latentes de congelación se pueden calcular si se conoce su porcentaje de agua (P) [12]. A continuación se relacionan las ecuaciones correspondientes de acuerdo con cada propiedad. Calor específico por encima de la congelación C PO = P (100 − P ) + 0,2 100 100 (1) Calor específico por debajo de la congelación C PB = 0,5( P ) (100 − P ) + 0,2 100 100 (2) Valor Nutritivo La sangre contiene el 82% de agua y el 18% de sólidos, de los cuales, la gran mayoría son proteínas; por cada 1000 g hay 185 g. Cuando se seca, hasta llegar a un 8 ó 10% de humedad, su contenido es del orden del 75 – 85%. Es tan importante alimento que se obtiene la misma cantidad de proteínas de un 1 kg de harina, que de 1 kg de carne. Cuando se transforma posee el mayor coeficiente de digestibilidad cercano al 99%. Otro valor agregado es su alto contenido de lisina, uno de los aminoácidos más importantes para el desarrollo humano y animal. Este suele ser un factor limitante en el crecimiento de muchos seres vivos, y su contenido en los cereales (que constituyen el grueso de alimentación del ganado) es bajo. Por ello suplementar la dieta del animal, con un pequeño porcentaje de harina es interesante desde el punto de vista del valor nutritivo agregado. Disponibilidad de la Sangre El ganado vacuno rinde en sangre a razón del 7,7% de su peso corporal, y en ovinos y caprinos el rendimiento es de 6,2%. En general, la disponibilidad de sangre en ganado vacuno, ovino y caprino es 5% de sus respectivos pesos corporales, y la de cerdos, el 3,5%. Un método aproximado para calcular el rendimiento de sangre del ganado vacuno en los primeros 60 segundos de la sangría ha sido indicado por Johnson [13]. %Re n dim iento = 767 + 0,7 P" canal" (3) DESARROLLO EXPERIMENTAL El desarrollo experimental se realizó en el laboratorio de microbiología de la Universidad Libre. Luego de varias alternativas experimentales se determinó que con una plancha de calefacción y un floculador de aguas con su respectiva instrumentación, se podía realizar una aproximación válida al método seleccionado (deshidratación por agitación y transferencia de calor). Por las características constructivas del floculador se podía ajustar la velocidad requerida (máximo 320 rpm), la posición de las paletas de agitación al interior de la sangre y se garantizaba una agitación homogénea del producto. Mientras que con la plancha, se podían suministrar doce diferentes flujos de calor. En la Figura 1 se presenta el esquema del experimento y una fotografía del montaje. (a) (b) Figura 1: Esquema del experimento. (a) Posición de la paleta del floculador al interior del recipiente. (b) Montaje. Las variables controlables del proceso fueron: velocidad de agitación, cantidad de sangre, posición de la paleta con respecto al vaso de borosilicato y flujo de calor, (nivel de la plancha de calefacción). La cantidad de sangre se descartó por cuanto guarda una dependencia directa con el tiempo de deshidratación y se constituye en un parámetro de diseño para el prototipo cuya capacidad será de 12 litros, volumen estándar de una res. Los factores de ruido o no controlables fueron: condiciones ambientales, masa final y tiempo del proceso. Como el experimento se limita a 3 factores controlables, su diseño se fundamenta en un experimento factorial (2k), donde k corresponde a los factores, cada uno con 2 niveles (bajo y alto) [14]. El tamaño de muestra preliminar para este tipo de experimento es 23 = 8 observaciones. Este diseño permite estimar tres efectos principales (A, B y C) junto con tres interacciones de dos factores (AB, AC y BC) y una interacción de los tres factores (ABC). Factores y dominio experimental En la Tabla 3 se presentan los factores y el dominio experimental para determinar los niveles bajos y altos (- y +) de los factores. Tabla 3: Factores y dominio experimental. Factores A: Velocidad (ω) B: Nivel de la plancha de calefacción C: Distancia de la paleta con respecto al fondo del vaso Dominio Nivel bajo (-) Nivel alto (+) A < 30rpm A > 30rpm B<6 B>6 C < 4 mm C > 4 mm RESULTADOS EXPERIMENTALES A pesar del tamaño de muestra del experimento factorial, en total se realizaron 12 experimentos, de los cuales se seleccionaron los 8 mejores (Nº 1, 2, 4, 6, 8, 9, 11 y 12), teniendo como referencia la humedad final aparente. Se consideraba importante realizar el mayor número de pruebas, superiores a las 12 iniciales, sin embargo se presentó una limitante relacionada con la consecución de la sangre. En cada experimento se determinó la humedad final, la apariencia final, densidad final y la consistencia al tacto. El procedimiento de humedad no está fundamentado en la norma técnica para la valoración de productos alimenticios, debido a limitaciones técnicas en el laboratorio, sin embargo las pruebas están patronadas bajo el mismo esquema, lo que permite realizar una comparación de resultados. Por tanto no se calculó la humedad final real, sino una humedad aparente. Análisis Dimensional Se consideró importante realizar el análisis dimensional a las pruebas experimentales para que a partir de los resultados se estableciera una similitud dinámica con el prototipo que se proyectaba diseñar. El parámetro de valoración fue la humedad aparente del producto harina de sangre. En la Tabla 4 se relacionan las variables independientes del experimento. Otros parámetros como proteínas, cenizas, coliformes, etc., no se pudieron evaluar por la falta de recursos específicos para dichas pruebas. Tabla 4: Variables Independientes. Cantidad Masa Velocidad Distancia Flujo de calor Símbolo m ω x Dimensiones M T-1 L ML2T-3 • Q Utilizando el teorema π de Buckingham [15], se obtuvo el siguiente número adimensional: NúmeroΘ1/ 5 = mω 3 x 2 (4) • Q En la Tabla 5 se resumen las variables involucradas en los experimentos con su respectivo número Θ1/5. Se puede apreciar que los experimentos que entregaron las humedades aparentes más bajas fueron el Nº 1 y el Nº 9. Tabla 5: Variables experimentales durante las pruebas. Variables Masa Inicial (kg) Masa Final (kg) Velocidad ω (rad/s) Distancia (m) Temperatura de Plancha (ºC) Flujo de Calor (W) Número Θ1/5 Humedad Aparente (%) Experimento Nº 1 2 4 6 8 0,1561 0,193 0,1937 0,356 0,3453 0,1341 0,1667 0,1635 0,3286 0,316 1,57 2,3 2,82 3,14 5,23 0,0015 0,007 0,0035 0,0372 0,016 90 100 520 200 238 164,12 186,69 1916,2 615,48 767,3 8,28 6,16 2,77 2,56 1,64 E-9 E-7 E-8 E-5 E-5 26,25 30,35 31,1 28,5 27,95 9 0,3162 0,2611 8,37 0,01 210 652,41 2,84 E-5 26,68 11 12 0,1917 0,1636 0,1649 0,1462 12,04 17,17 0,0035 0,002 127 355 328,25 1237,11 1,24 2,67 E-5 E-6 32,8 31,15 Cuando se evaluó por separado la relación entre la humedad aparente y las variables, no se encontró una tendencia útil para determinar una dependencia directa; razón por la cual se recurrió a la relación con el número adimensional Θ1/5 para evaluar la intervención simultánea de las variables (Figura 2). El número Θ1/5 se presenta en orden ascendente de cada experimento, indicando su correspondiente humedad aparente. 33 3,00E-05 Número Θ^1/5 31 2,00E-05 30 NÚMERO Θ^1/5 1,50E-05 29 28 1,00E-05 Humedad aparente (%) 32 2,50E-05 27 5,01E-06 26 8,00E-09 25 1 4 2 12 11 8 6 9 Experimento Nº Figura 2: Números Θ1/5 - % Humedad Aparente. A pesar de que la Figura 2 no presenta un comportamiento regular de la humedad con Θ1/5, si se encuentran relaciones entre los experimentos 2, 12 y 11 cuyos números están comprendidos entre 6,16x10-7 y 1,24x10-5, con humedades aparentes superiores al 30%. Mientras que los experimentos 8, 6 y 9 con Θ1/5 entre 1,64x10-5, y 2,84x10-5 presentan humedades inferiores al 30%. El experimento 1, a pesar de presentar la menor humedad, resulta atípico para los intervalos mencionados y al momento, no se tienen criterios claros para dar una explicación consistente. Interpretación de los resultados experimentales. Los resultados de los experimentos se analizaron sobre la estadística del diseño experimental, hallando los efectos de cada factor y su interacción. En la Tabla 6 se presenta cada uno de los experimentos con la humedad aparente y la clasificación de acuerdo a las combinaciones de los tratamientos, mostrando los niveles de cada factor. Tabla 6: Combinaciones de tratamientos y humedad aparente. Exp Nº Factores Nivel de la Plancha Distancia Combinación de Tratamientos rpm A B C % Humedad Aparente 26,25 1 (1) - - - 11 a + - - 32,8 4 b - + - 31,1 8 ab + + - 31,15 6 c - - + 28,5 9 ac + - + 26,68 2 bc - + + 30,35 12 abc + + + 27,95 En la Figura 3 se presentan los resultados de los efectos de los factores y sus respectivas interacciones. 2 1 Efecto 0,5 ABC B 1,5 A BC 0 -0,5 -1 -1,5 -2 C AB -2,5 AC -3 Factor Figura 3: Efectos de los factores y sus interacciones. Se puede apreciar que el factor que más efecto produce en la humedad aparente es el nivel de la plancha, asociado al flujo de calor; seguido por la combinación de los tres factores. Mientras que la interacción de la velocidad y la distancia es la que menos efecto produce sobre el resultado final. SIMILITUD DINÁMICA El primer prototipo que se construyó, correspondió a un modelo tipo cooker, asociado con el método seleccionado para la obtención de harina. Consiste en un recipiente con una camisa interna por la que fluye vapor para suministrar el calor requerido y unas paletas de agitación distribuidas a lo largo de todo su volumen. El eje de agitación es uno de los elementos más importantes del prototipo ya que su correcto dimensionamiento evita que la sangre se carbonice y se adhiera a las paredes del tanque interno. Su diseño se hizo por similitud dinámica, fundamentado en el análisis dimensional anterior (experimentos Nº 8, 6 y 9). La distancia (x) a la que deben quedar las paletas del agitador con respecto a la pared del tanque interno, se calculó utilizando la Ec. (4) con los siguientes valores: masa 14,11 kg de sangre (12 litros), flujo de calor requerido 17,06 kW y velocidad de agitación 30 rpm la cual se ajusta para el intervalo de números Θ1/5, representando el menor consumo de energía. En la Tabla 7 se presentan las distancias propuestas según los experimentos Nº 8, 6 y 9. Para efectos de cálculo y como no se presenta una diferencia significativa, se trabajó con el valor promedio de 30 mm. Tabla 7: Posibles distancias de la paleta a la pared del tanque. Experimento Nº 8 6 9 Número Θ1/5 1,64x10-5 2,56 x10-5 2,84 x10-5 Distancia “x” experimentos (mm) 16 37,2 10 Distancia “x” prototipo (mm) 25,3 31,6 33,2 ENERGÍA TÉRMICA REQUERIDA Y TRANSFERENCIA DE CALOR La temperatura inicial (T0) de la sangre es 5 ºC aproximadamente, y se necesita secar a una temperatura (TF) de 92 ºC (temperatura de evaporación del agua en Bogotá). La energía necesaria para cada kg de sangre es la energía térmica para alcanzar los 92 ºC más el calor latente para evaporarla. El calor necesario para calentar los 12 litros de sangre desde 5 ºC hasta 92 ºC se calcula con la siguiente expresión: (5) q = mC P O ΔT Reemplazando en la Ec. (1) y en la Ec. (5), se obtiene un valor de 4397,78 kJ. Para los 12 L de sangre se deben evaporar 11,29 kg de agua [5] a 92 ºC y 74,66 kPa, la entalpía a estas condiciones es de 2278 kJ/kg, siendo el calor necesario: (6) q = mh fg Reemplazando se obtiene un valor de 25718,62 kJ. El tiempo necesario para calentamiento se determinó en 258 s y el tiempo de evaporación en 1507 s, considerando el uso de una caldera pirotubular de 5BHP de los laboratorios de la Universidad Libre, con una condensación aproximada del 50% (de acuerdo con los primeros experimentos) y una temperatura de operación máxima de 100ºC. Entonces el flujo de calor estimado en calentamiento es de 17,04 kW y en evaporación de 17,06 kW. Coeficiente global de transferencia de calor A partir del coeficiente global de transferencia de calor, se determinó el área total del prototipo, teniendo en cuenta todos los parámetros mencionados en este documento y la expresión general de transferencia de calor: • (7) Q = UAΔTML Para la determinación del coeficiente de transferencia de calor por convección del lado de la sangre, se recurrió a la correlación de recipientes con agitación mecánica de Chilton, Drew & Jebens [16]. ⎛ L2 Nρ ⎞ hD ⎟⎟ = a⎜⎜ P ks ⎝ μ ⎠ b 1/ 3 ⎛ cμ ⎞ ⎜⎜ ⎟⎟ ⎝ ks ⎠ ⎛ μb ⎞ ⎜⎜ ⎟⎟ ⎝ μw ⎠ m (8) El coeficiente de transferencia de calor para la condensación del vapor [17] se determinó a partir de la expresión: ⎛ gρ l ( ρ l − ρ v ) kl3 h fg hv = C ⎜ ⎜ μ (T − T ) D l sa s ⎝ 1/ 4 ⎞ ⎟ ⎟ ⎠ (9) Reemplazando los valores respectivos en la Ec. (8) y en la Ec. (9), se obtuvo un h para el lado de la sangre de 1874 W/m2K y un hv para el lado del vapor de 7564,1 W/m2K. Por tanto el coeficiente global de transferencia de calor U, fue igual a: U= (1874,5W / m 2 º C )(7564,1W / m 2 º C ) = 1502,22W / m 2 º C 1874,5W / m 2 º C + 7564,1W / m 2 º C (10) Diferencia de temperatura media logarítmica ΔTML La ΔTML para el proceso de calentamiento se determina conociendo las diferencias de temperatura iniciales y finales a partir de la temperatura de evaporación en Bogotá, de 92ºC, así: ΔTML = (92 − 8)º C = 34,4º C ⎡ 92º C ⎤ ln ⎢ ⎣ 8º C ⎥⎦ (11) El proceso de evaporación ocurre a temperatura constante, por lo cual no se evalúa una diferencia de temperatura, a pesar de estimar una temperatura del vapor un poco superior de 100ºC. Área de transferencia de calor Reemplazando en la Ec. (7) se obtuvo un área de 0,322 m2 que fue distribuida en un diámetro interno de 0,2m y una longitud de 0,51 m. Con tales dimensiones el prototipo es de fácil construcción y manipulación. CONCLUSIONES 1. El diseño experimental se constituye en una herramienta valiosa para el análisis de fenómenos físicos y para el diseño de prototipos a nivel de laboratorio a través de la aplicación de leyes de similitud. 2. A pesar del tamaño de muestra, producto del análisis factorial, es necesario realizar nuevas pruebas experimentales considerando que los resultados iniciales representan la población en estudio. Con dicho análisis se puede determinar el grado de confiabilidad de los nuevos resultados para una mayor validez experimental. Las principales limitantes al respecto corresponden al ciclo experimental de obtención, manipulación y conservación de la sangre. 3. Para el próximo desarrollo experimental es fundamental evaluar con otros criterios el producto final. Por tanto se requiere el apoyo de profesionales del área química para determinar humedades absolutas, contenidos de proteínas, cenizas y coliformes. 4. Colombia requiere la educación y concientización de todos los participantes del proceso productivo de la carne para mejorar la productividad del sector y reducir sustancialmente los efectos ambientales nocivos para las fuentes hídricas, suelos y aire. 5. Las entidades promotoras y vigilantes de la industria cárnica necesitan crecer tecnológicamente a nivel de sanidad para controlar el deterioro ambiental y poder enfrentar el Tratado de Libre Comercio TLC con los Estados Unidos. REFERENCIAS 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. http://www.contraloriagdeant.gov.co/dtll_noticias.asp?offset=210&id=72. Activos 50 mataderos - El Mundo. martes, 03 de febrero de 2004. http://www.cam.gov.co/camh/cam/index.php?option=com_content&task=view&id=245&Itemid=221. Ultima modificación (viernes, 13 enero 2006). http://www.gobhuila.gov.co/utilidades/prensa/default.php?ano_act=2006&mes_act=8&dia_act=19. República de Colombia. Decreto 1036. Abril 18 de 1991. Decreto 1594. Junio 26 de 1984. Decreto 2278. Agosto 2 de 1982. J. Grass y J. Villa, Aprovechamiento Agroindustrial de la Sangre Proveniente de las Plantas de Beneficio Animal, Colombia, 2002. V.A Madrid, Aprovechamiento de los Subproductos Cárnicos, España, 1999. Minambiente, vivienda y desarrollo territorial, Seminario de Gestión Ambiental de la Carne, Duitama Boyacá, Noviembre 2004. El País, Ganadería, Presidente de Fedegán dice que el ICA y el Invima deben modernizarse para derrumbar barreras sanitarias, “Se necesita CONPES sanitario para el TLC”, Octubre 04 de 2004. http://www.fao.org/DOCREP/004/T0566s/T0566S05.htm. http://www.ema-amb.com/ca/actualitat/documents/contaminacion-industria-carnica.pdf. S Divakaran, Industrialización y Aprovechamiento de la Sangre Animal, Boletín FAO # 32, Roma, 1983. R.L. Earle, Ingeniería de los Alimentos, España, 1967. B.Y. Jonhson. , CSIRO, Meat Research Laboratory, Melbourne, 1974. D. Montgomery y G Runger, Probabilidad y Estadística Aplicada a la Ingeniería. 2003. M.C. Potter y D.C. Wiggert, Mecánica de fluidos, segunda edición, p.p 226 - 240, Prentice Hall, México, 1998. R.H. Perry. Manual del Ingeniero Químico, 1992. F.P. Incropera y D.P. DeWitt, Fundamentos de transferencia de calor, cuarta edición, p.p 565 – 566, Pearson, México, 1996. NOMENCLATURA P Cpo CpB P“canal” ω x • Q m To Tf ΔT hfg ΔTML h D Ks LP N ρ μ c μb μw hv Porcentaje de agua (%) Calor específico por encima del punto de congelación (kcal/kg ºC) Calor específico por debajo del punto de congelación (kcal/kg ºC) Peso de la res en canal (kg) Velocidad de rotación (rpm) Separación entre la paleta de agitación y la pared del recipiente que contiene la sangre (m) Flujo de calor (W) Masa de la sangre (kg) Temperatura inicial de la sangre (ºC) Temperatura final de la sangre Diferencia de temperatura (ºC) Diferencia de entalpías para un cambio de fase (kJ/kg) Diferencia de temperatura media logaritmicas (ºC) Coeficiente de convección de la sangre al interior del prototipo (W/m2 ºC) Diámetro interno del tanque para la sangre (m) Conductividad Térmica de la sangre (W/mºC) Diámetro de las aspas del agitador (m) Velocidad del agitador (rad/s) Densidad de la sangre (kg/m3) Viscosidad de la sangre (Pa s) Calor específico de la sangre a presión constante (kJ/kg ºC) Viscosidad a la temperatura global (Pa s) Viscosidad a la temperatura de pared (Pa s) Coeficiente de convección del vapor (W/m2 ºC) C g ρL ρv K μl Tsa Ts D Factor de corrección (adimensional) Aceleración de la gravedad (m/s2) Densidad del agua líquida (kg/m3) Densidad del vapor (kg/m3) Conductividad Térmica del vapor (W/m ºC) Viscosidad del vapor (Pa s) Temperatura del vapor (ºC) Temperatura de la sangre (ºC) Diámetro del tanque de la sangre (m)