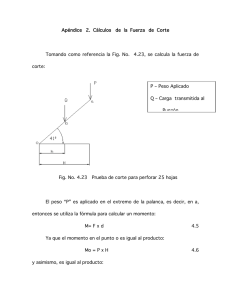
deformación metálicadigital
Anuncio

Editorial Deformación Metálica visitó la pasada edición de la feria Bi-Mu, celebrada en Milán del 5 al 8 de octubre. De lo visto allí queremos destacar los datos positivos que mostraron los responsables de la asociación italiana de fabricantes de máquina-herramienta, como por ejemplo el incremento del 4,7% en el consumo interno que ha registrado este país en 2010. Los datos de la industria italiana se pueden interpretar como signos positivos de cara al mercado internacional. Otro aspecto destacable de la feria fue el espacio para jóvenes, estudiantes de instituto y futuros universitarios, con el que se pretendía motivarles a formarse en esta industria a través de conferencias y actividades como la posibilidad de simular por unas horas que trabajaban en una industria del metal, programa con el que se quería ayudar a paliar la falta de estudiantes en este ámbito. Y es que la formación es la base para cualquier industria. Ante esto me pregunto cómo estará en España el nivel de formación. Por lo que he visto, más de una decena de universidades españolas ofrecen formación en Ingeniería Metalúrgica, además de diversos centros formativos específicos. Más allá de la formación previa, la actualidad del sector nos muestra que los profesionales continúan formándose y avanzando cuando ya desarrollan su actividad a través de varios centros de innovación, como los que han puesto en marcha Fagor junto a la Universidad de Mondragón o el IMH, por ejemplo. Sin innovación no hay avance, así que adelante con los nuevos proyectos. Sumario Artículo Técnico Aplicación integrada para el cálculo de esfuerzos en punzonado de chapa Reportaje Manual de ergonomía para máquinas del sector del metal Tecnología Lantek aborda el sector de las estructuras metálicas deformación metálica digital Año XXXVI - nº 314 - 2010 Actualidad AMI adquiere los derechos sobre cabezal de soldadura TIG e inaugura una división de servicios de ingeniería Arc Machines, Inc. (AMI), empresa especializada en soldadura orbital GTAW de tubos y tuberías, ha comprado los derechos sobre la avanzada gama de cabezales de soldadura TIG, patentados por la empresa estadounidense Apparent Technologies. Estos cabezales de soldadura tienen cierre neumático, centrado automático de los componentes soldados y alineación previa a la soldadura, que reducen de forma importante los tiempos de colocación y los errores de soldadura en operaciones que requieran alta productividad y aplicaciones de soldadura de alta pureza. Estos cabezales se suman a su gama de fuentes de alimentación y cabezales de soldadura, que incluyen la serie de productos Exel, con lo que ofrece una amplia gama de productos para soldadura orbital. AMI ha anunciado, además, el establecimiento de una división de servicios de ingeniería. Esta división prestará un completo abanico de aplicaciones de servicios de ingeniería que incluyen la gestión de pro- gramas, el desarrollo de equipamientos y de procesos, y los servicios de apoyo para la generación de electricidad, además de otras aplicaciones avanzadas de soldadura. En los próximos meses se creará un equipo humano de ingenieros de diseño y de soldadura para atender las aplicaciones de sus clientes mediante soldadura avanzada y otras tecnologías afines. AMI Fagor Arrasate, Koniker y la Universidad de Mondragón van a investigar en máquina-herramienta La Escuela Politécnica Superior de Mondragón Unibertsitatea (MU), Fagor Arrasate y el centro tecnológico Koniker han suscrito un acuerdo para impulsar la investigación en el ámbito del diseño y construcción de máquina-herramienta. Una quincena de investigadores, pertenecientes a estas tres instituciones colaborarán en adelante en este proyecto que inicialmente abordará dos líneas de trabajo. La primera de ellas estará centrada en la investigación de los mecanismos de fatiga de los materiales utilizados en la construcción de máquinas, al objeto de incrementar el tiempo de vida de las mismas. La segunda línea de trabajo permitirá modelizar procesos de deformación de chapa (simulación a través de ordenador para predecir el comportamiento de la chapa), lo que tendrá dos consecuencias: mejorar la calidad de la chapa procesada y disponer de diseños de máquinas adecuados para conseguirlo. José María Balzategi, director gerente de Fagor Arrasate, se mostró «convencido de que con el desarrollo de este acuerdo conseguiremos que Fagor Arrasate pueda mejorar la investigación de los procesos de deformación y comportamiento de las estructuras de las máquinas». Balzategi recordó que Arrasate fue uno de los fundadores del centro tecnológico Koniker que se creó en 2002, y elogió la “cantera” de jóvenes procedentes de MU que se han integrado en esta cooperativa y que son fuente de numerosos proyectos de fin de carrera. Fagor Arrasate IMH impulsará el centro innovador Asmaloa El Instituto de Máquina Herramienta-IMH, centro de formación e innovación tecnológica que forma parte del grupo AFM, ha firmado un acuerdo con Kutxa para crear Asmaloa, un nuevo centro de innovación en procesos de fabricación para pymes industriales. Este proyecto nace con la vocación de ayudar a la pequeña empresa en proyectos de innovación prácticos, de corta duración y de presupuesto limitado, y de colaborar en red con empresas, centros tecnológicos y universidades. Asmaloa ofrece un elevado valor añadido único, ya que su proximidad al IMH le permitirá devolver a la industria el conocimiento que se adquiere trabajando para las empresas a través de la capacidad formativa del instituto de Elgoibar. Kutxa, a través de su Obra Social, potenciará con 500.000 euros la puesta en marcha de este novedoso centro de innovación y transferencia de tecnología para incrementar la competitividad de las pymes industriales. El centro ofrecerá a las pequeñas y medianas empresas la posibilidad de mejorar sus procesos en aquellos casos que no alcanzan la envergadura suficiente para ser abordados por un centro tecnológico, con lo que cubrirán un hueco existente. Como se establece en el acuerdo firmado entre Kutxa y el Instituto de Máquina-herramienta de Elgoibar, se trata de impulsar la innovación industrial. IMH Femeval, pionera en España en la puesta en marcha de un informe de gobierno corporativo La Federación Empresarial Metalúrgica Valenciana (Femeval) se ha convertido en la organización empresarial pionera en España en la puesta en marcha de un Informe de Gobierno Corporativo y en la primera en someterse a un análisis tan exhaustivo en materia de Buen Gobierno por una entidad independiente como la Fundación ETNOR (Ética de los Negocios y las Organizaciones). Según refleja el Informe realizado por Femeval se ha afianzado su apuesta por una gestión ética durante 2009, y en él se reconoce el compromiso de esta federación por mostrarse 2 Deformación Metálica no 314 como una entidad responsable, creíble, comprometida socialmente y de confianza. El Informe de Buen Gobierno emitido por ÉTNOR destaca la transparencia de la patronal del metal en los cauces de comunicación con sus socios y valora positivamente la estructura de participación amplia y estable de la que disponen. Además, subraya el cumplimiento de los procesos en la toma de decisiones y su adecuación a los estatutos y otras normativas y directrices. El análisis, que se realiza por segundo año consecutivo, ha valorado diferentes aspectos de la federación, como su independencia, transparencia de cuentas y procesos electorales, colaboración institucional y defensa de los intereses empresariales. Este Código es un documento de compromiso que regula las pautas de actuación de Femeval y que ha asumido toda la organización de manera voluntaria. Femeval Actualidad Lortek desarrolla una tecnología innovadora de fabricación aditiva a partir de láser y polvo metálico El centro de investigación vasco Lortek lleva dos años inmerso en el proyecto de investigación IBERM, enmarcado en tecnologías de Rapid Manufacturing. En concreto, Lortek está investigando en un proceso de fabricación aditiva basado en el láser y el polvo metálico. Es un proyecto de ámbito nacional en el que participan más de 20 entidades, entre empresas y centros de investigación. Su objetivo es desarrollar tecnologías propias de Rapid Manufacturing e impulsar su uso entre la industria nacional. El proyecto está parcialmente financiado por el Ministerio de Ciencia e Innovación, así como por la Unión Europea dentro del Programa Operativo de I+D+i por y para el beneficio de las empresas (Fondo Tecnológico) del FEDER. El Rapid Manufacturing es el proceso de crear objetos (prototipos y piezas funcionales) a partir de diseños 3D. Con la tecnología aditiva SLM (Selective Laser Melting), el polvo metálico se deposita de forma uniforme y se funde selectivamente por medio de un láser hasta conseguir la figura que se desee. El SLM es una innovadora tecnología impulsada por Lortek en sectores estratégicos como el de la salud y la aeronáutica así como en otros campos matricería, joyería, prototipado, etc. Pero esta tecnología no es solo ventajosa por las innovaciones que permite y sus numerosas aplicaciones, sino que además colabora con el respeto medioambiental ya que no genera residuos, tan solo aporta material allí donde se necesite en vez de eliminar el material existente como hacen otras tecnologías más convencionales. Detalle de pieza de SLM, tipo estructura reticular. Una aplicación posible es la sustitución biomimética de huesos en implantes. Lortek La Cumbre Industrial y Tecnológica prepara su próxima edición El equipo organizador de la Cumbre Industrial y Tecnológica ya se ha puesto en marcha para celebrar del 27 al 30 de septiembre de 2011 una nueva edición de este evento que se concibe como un espacio dinamizador de negocios, de alto valor añadido. Para ello, el diseño de la próxima edición se presenta marcado por iniciativas como la figura del país de honor, el área de innovación, las jornadas sobre diversificación y herramientas on line con aplicaciones dedicadas a la concertación de agendas, entre otras. La política de precios favorable que se ha presentado en la actual campaña completará el perfil del certamen, que quiere ofrecer a las empresas un punto de encuentro rentable en un año decisivo para el desarrollo de estrategias y operaciones comerciales. Desde Bilbao Exhibition Centre, el equipo organizador de la Cumbre ha iniciado el contacto con contratistas y compradores estratégicos para cerrar acuerdos de colaboración y ya han confirmado su compromiso con la feria empresas como Aernnova, Daewoo, Danobat, Epsilon Euskadi, Hiriko, Inm o t e c , I r i z a r, I t p , L a N a v a l , M i c h e l í n , Peddinghaus y Tubos Reunidos. Carácter internacional En 2011, la Cumbre contará con un nuevo espacio dedicado a la presencia destacada de un país, y en esta primera edición el espacio lo ocupó Francia. El país galo ha sido elegido por los organizadores del certamen por el importante volumen de negocio que genera en el mercado nacional. Sus empresas constituirán uno de los principales grupos expositores del certamen, mientras que también habrá en él una delegación muy significativa de compradores y contratistas franceses. Las oportunidades que ofrece el mercado francés serán analizadas en distintas jornadas que se desarrollarán en una programación especial que, además incluirá la celebración del Día de Francia y la organización de agendas para todos los participantes. Además, el carácter global del certamen permitirá al visitante contactar con profesionales internacionales de todos los ámbitos de interés para su actividad productiva, relacionados con la fabricación de bienes de equipo. Esta vertiente participativa también se fomentará a través de otras fórmulas de entrevistas y networking. Así, muchos meses antes de que la feria abra sus puertas existirá la posibilidad de interactuar con otras empresas a través de los programas que se ofrecerán desde el catálogo on line, donde se divulgarán las novedades y tanto expositores como visitantes podrán programar encuentros interesantes. Las tres grandes áreas que agruparán la oferta de la Cumbre serán las de subcontratación, automatización y trasmet, esta última relacionada con la maquinaria y el suministro para siderurgia, fundición, forja, laminación y tratamiento de superficies. 30 años al servicio de la subcontratación En el marco de la Cumbre de 2011, Subcontratación cumplirá 30 años como única feria internacional en su especialidad en nuestro país. En este tiempo, el certamen ha querido dar respuesta al sector de la subcontratación industrial, facilitando una herramienta eficaz a las pequeñas y medianas empresas para la promoción de sus actividades y el intercambio informativo, técnico y comercial. Para reforzar este objetivo, en su 15ª edición la Feria bienal contará con dos elementos muy destacados: el área de nuevos proyectos y las jornadas sobre diversificación. El área de nuevos proyectos ofrecerá a empresas fabricantes, procedentes de sectores no tan habituales en subcontratación, la posibilidad de presentar sus novedades en la exposición. De este modo, los subcontratistas podrán conocer de primera mano las necesidades y objetivos de los fabricantes de aquellos ámbitos más innovadores. Por su parte, en las Jornadas sobre Diversificación, el Consejo Superior de Cámaras ofrecerá a los subcontratistas claves concretas para ampliar su actividad con los medios existentes en cada subsector, analizando las demandas de los nuevos sectores emergentes. Bilbao Exhibition Centre Deformación Metálica no 314 3 Actualidad El ITC desarrolla cerámica, madera, piedra natural, metal y cemento capaces de autolimpiarse El Instituto de Tecnología Cerámica (ITC) ha desarrollado un sistema que permite obtener productos cerámicos, de madera, metal, piedra natural y cementos con propiedades autolimpiables e hidrófilas en su superficie gracias a la nanotecnología. La investigación, liderada por el Instituto de la Red Impiva, se ha centrado en el desarrollo de recubrimientos fotocatalíticos, es decir, aquellos que reaccionan con el efecto de la luz solar y que aplicados en distintos tipos de sustratos tienen un efecto antivaho, retrasando de manera considerable el envejecimiento del producto y logrando un ahorro en gastos de limpieza y reparación. Estos recubrimientos se han aplicado a distintos tipos de materiales y productos de los sectores de la madera, la cerámica y la construc- ción, que sufren un deterioro progresivo debido a su exposición al ambiente en el exterior y la acción de la suciedad que se adhiere a la superficie y que con el tiempo oscurece, produciendo un envejecimiento acelerado. Otra de las grandes aportaciones de la investigación ha sido su aplicación en los procesos industriales, algo que hasta el momento era de gran dificultad ya que suponía un elevado coste de producción, equipamiento y posterior implantación. En esta investigación, el Instituto cerámico ha contado con la participación del Instituto Tecnológico de la Construcción (AIDICO), el Instituto Tecnológico de la Madera- Mueble (AIDIMA), el Instituto de Ciencia de los Materiales de la Universidad de Valencia (ICM-UV) y el Instituto de Tecnología de los Materiales de la Universidad Politécnica de Valencia (ITM-UPV). ITC Clausura del Congreso de la Innovación Industrial de AFM La decimoctava edición del Congreso de Máquinas-herramienta se clausuró el pasado 12 de noviembre en el Palacio del Kursaal de San Sebastián. El acto lo presidieron el Secretario General de Innovación, Juan Tomás Hernani, y el Consejero de Industria, Bernabé Unda, junto a Koldo Arandia, presidente de AFM. Entre el 10 y el 12 de noviembre más de 350 personas han debatido acerca de las tecnologías de fabricación más avanzadas con motivo del congreso, organizado por la Asociación Española de Fabricantes de Máquina-herramienta, que ha convocado a numerosas empresas fabricantes, investigadores y empresas cliente como Airbus, AJL, Cie Automotive o CAF, entre otras. Así, empresas usuarias han conocido a través del Congreso nuevos desarrollos de los centros tecnológicos que en algunos casos están interesados en industrializar. En el acto de cierre, además del Secretario General de Innovación del Ministerio de Ciencia e Innovación y del Consejero de Industria del Gobierno Vasco, han tomado parte numerosos representantes de las diferentes administraciones y de organizaciones empresariales, centros tecnológi- cos y empresas. Durante la clausura se entregaron los premios del Congreso, el premio Kutxa y el premio Diputación. El premio Kutxa al mejor trabajo presentado por una Universidad ha recaído en la ponencia desarrollada conjuntamente por Tecnum y UPV, “Modelo para la predicción de la topografía superficial en fresado periférico considerando la vibración de la herramienta”. Por otra parte, la empresa Ibarmia ha recibido el Premio Diputación Foral de Gipuzkoa a la comunicación más innovadora con participación de una empresa, ponencia que lleva por título “El desarrollo de máquinas multiproceso para compatibilizar las necesidades de fabricación flexible y eficiente”. Esta comunicación, desarrollada en colaboración con Fatronik, es una muestra del esfuerzo innovador de una empresa por aplicar conocimientos propios en colaboración con agentes externos para desarrollar soluciones innovadoras y buscar una diversificación en el producto que aporte valor al mercado. El acto de inauguración del congreso, celebrado el 10 de noviembre, estuvo presidido por Markel Olano, Diputado General de Gipuzkoa, acompañado de Koldo Arandia, presidente de AFM e INVEMA, que dieron la bienvenida a los casi trescientos participantes de este congreso que se celebra cada dos años desde 1976, y en el que toman parte empresas fabricantes de máquinas-herramienta, clientes de sectores diversos e investigadores de centros tecnológicos y universidades. AFM Coaching de innovación para Pymes La consultoría Booster-Tek y la empresa Innovación Sistemática han anunciado la creación de la Incubadora de Innovación, un servicio de coaching para ayudar a las pequeñas y medianas empresas a identificar la metodología de innovación más adecuada. La Incubadora de Innovación facilita la integración de la innovación como un proceso más dentro de la empresa. El servicio incluye trabajo en equipo potenciado y guiado; identificación del potencial innovador presente y futuro; apoyo en la ejecución de los proyectos de innovación; y la creación de material para optar a ayudas de I + D y nacionales y europeas. El programa que propone la Incubadora de la In- 4 Deformación Metálica no 314 novación se desarrolla por espacio de 100 días (14 semanas). Durante este tiempo, grupos de entre 6 y 10 empresas siguen un coaching que consta de cuatro etapas: focalización, oportuni- dad, soluciones y modelo de negocio. El programa, que se acompaña de tutorías, material de apoyo diverso y reuniones semanales, permite a las empresas poner en marcha uno o más de sus proyectos de innovación. Este coaching se basa en los actuales modelos de negocio que están difundiendo las escuelas de negocios más importantes de todo el mundo. Ahora, con la Incubadora de la Innovación, estas metodologías se utilizarán conjuntamente por primera vez. Esto puede ayudar a colocar las pymes de nuestro entorno en la vanguardia de las herramientas de innovación Booster-Tek aplicada. Actualidad ATEG entrega sus Premios de Galvanización en Construcción 2010 En su reunión del pasado 20 de octubre se dictaminaron los ganadores de la sexta convocatoria de los Premios ATEG de Galvanización en Construcción, instituidos por la Asociación Técnica Española de Galvanización (ATEG) para distinguir obras destacadas de edificación, obra civil y equipamientos urbanos en las que se haya hecho un uso significativo o novedoso del acero galvanizado. El primer premio, dotado con 7.000 euros, se entregó al proyecto titulado Edificio de Laboratorios y Almacenes Químicos en la Universidad de Alcalá de Henares, Madrid, cuyo autor es Héctor Fernández Elorza. Además, se entregaron dos segundos premios ex-aequo, dotados con 1.750 euros cada uno a los siguientes proyectos: Caja Mágica, Centro Olímpico de Tenis en Madrid, del que es autor Dominique Perrault y Centro de Tecnificación de Actividades Físico-Deportivas y de Ocio en el Término Municipal de Guijo de Granadilla, Cáceres, cuyo autor es José María Sánchez García. Igualmente, se distinguió con menciones honoríficas (sin dotación económica) a otros cuatro proyectos: Pabellón de la Naturaleza en Centro de Educación Medioambiental, El Chaparrillo, de Ciudad Real; 140 Viviendas Sociales en Monte La Caja Mágica, Centro Olímpico de Tenis en Madrid. Hacho, Ceuta; Centro Deportivo y de Ocio en Langreo, Asturias; Zona Deportiva Salvador Espriu en Badalona, Barcelona. Por otra parte, el Premio Especial instituido por Asturiana de Zinc / Xstrata Zinc, dotado con 6.000 Euros, ha sido concedido por dicha empresa para “reconocer la utilización intensa del acero galvanizado en la construcción y la valoración de sus muchas posibilidades estéticas” al proyecto Centro Deportivo y de Ocio en Langreo, Asturias. ATEG Agenda 2010/2011 23 - 26 noviembre Shangai (China) Bauma China 2010 - Salón Internacional de Maquinaria para Obras, Materiales de Construcción y Minería; Equipos y Vehículos para obras Información: Shanghai New International Expo Centre (SNIEC) 30 noviembre - 2 diciembre Düsseldorf (Alemania) Valve Word Expo 2010 Frankfurt (Alemania) EuroMold 2010 Información: Messe Frankfurt 21 - 25 enero Metz (Francia) Proceed 2011, Salón centroeuropeo de la subcontratación, el suministro y los servicios industriales Información: Parc des Expositions de Metz Métropole 23- 26 marzo Bilbao Ferroforma 2011, Feria Internacional de Ferretería Información: Bilbao Exhibition Centre Información: Messe Düsseldorf 1 - 4 diciembre 22 - 24 febrero 2 - 4 junio Zaragoza Matic 2011, Feria internacional de la automatización industrial Información: Feria de Zaragoza Coimbatore (India) Fabtec India 2011: Feria internacional de chapa, tecnologías de soldadura, pinturas y recubrimientos Información: Codissa Trade Fair Complex 2 - 4 junio Zaragoza Moldexpo 2011, Feria internacional de moldes y matrices Información: Feria de Zaragoza Deformación Metálica no 314 5 Reportaje Bi-Mu, la cita italiana de la máquina-herramienta Por: Charo Toribio Redacción Deformación Metálica El recinto ferial de Milán acogió entre el 5 y el 9 de octubre la 27ª edición de la feria Bi-Mu, Salón de maquinaria para el corte, la deformación y el tratamiento del metal, robots, automatización y tecnologías auxiliares. Dentro de la oferta expositiva total, se dedicó una parte específica a las empresas del sector de la deformación metálica. Ocho empresas españolas del sector de la máquina-herramienta participaron como expositoras en el certamen italiano. S egún las cifras facilitadas por la organización, la 27 edición de Bi-Mu/Sfortec, congregó a 60.047 visitantes, entre los que se encontraban profesionales de todo el mundo de la industria del metal, la robótica y la automatización, que acudieron a Milán para conocer las novedades de las 1.223 empresas que participaron en un área de 90.000 m2. La vertiente internacional del certamen se plasmó en los 2.996 visitantes extranjeros provenientes de 75 países y en que el 44% de los expositores eran compañías extranjeras. En total se mostraron en la feria 3.000 máquinas en exposición que tenían un valor general de 300 millones de euros, que además contaban con un apoyo extra a través de un extenso programa de eventos paralelos diseñados para aportar valor añadido a la participación de los operadores que visitaban el evento. Según Alfredo Mariotti, director general de UCIMU Sistemi per Produrre, asociación que Entrada de Bi-Mu en el moderno edificio de Feria de Milán. Instantánea de una de las conferencias dirigidas a los jóvenes que se ofrecieron en la zona Planeta Giovani. 6 Deformación Metálica no 314 agrupa a las empresas del sector del metal y que promueve la organización de Bi-Mu, “los datos de esta edición de Bi-Mu reflejan la situación actual, ya que se han notado algo los efectos de la crisis, con un descenso en las cifras de participación de 2008, año que marcó los récords del certamen”. La oferta expositiva se organizó en los diferentes pabellones en función del sector específico al que se dedicaban las empresas. Así se podían identificar varias agrupaciones como El Mundo de la Soldadura, El Mundo del Ensamblaje, El Mundo de la Estampación y El Mundo del Acabado. En esta edición se han incorporado nuevos sectores a la oferta expositiva como la óptica, las telecomunicaciones, la joyería y la electrónica de precisión, que se suman a otros con presencia consolidada como el automovilístico, los electrodomésticos o la industria aeroespacial. Próximas fechas Los organizadores del certamen ya han anunciado que la próxima edición se celebrará del 2 al 6 de octubre de 2012. industriales, que ocupó parte de uno de los cinco pabellones ocupados por Bi-Mu. Marco general Uno de los pabellones estaba centrado en el sector de deformación metálica. Entre los expositores del certamen se encontraban las empresas españolas CMA, Danobat, Fagor, Gurutzpe, Juaristi, Kendu, Ona Electro-Erosión, Soraluce, Talleres de Guernika, Zayer, Zuazo y Fagor Automation, que acudieron al evento con el patrocinio de la asociación AFM. Actividades paralelas Los representantes de todos los sectores implicados tomaron partido en el programa de conferencias Quality Bridge, en las que participaron 900 personas dedicadas al análisis de aspectos técnicos. Otra de las actividades paralelas que más destacó en el evento fue el área Pianeta Giovani (Planeta Joven) que ofreció un intenso programa de charlas y actividades (algunas tan diverti- das como partidos de futbolín en los que competían pequeños robots). Más de 5.000 estudiantes de institutos y universidades participaron en este programa. A través de esta iniciativa la organización de la feria quería acercar el sector del metal a los jóvenes, ya que en los últimos años ha disminuido el número de estudiantes ialianos que se forman para trabajar en la industria metálica. Por otro lado, como ha sucedido en todas las ediciones del salón se organizó el área Made by Italians, coordinada por UCIMU-Sistemi Per Produrre, y que supuso la organización de un ciclo de reuniones entre expositores italianos y 90 compañías usuarias de diversas partes del mundo. Como es habitual, Bi-Mu se celebró de forma conjunta con Sfortec, la feria sobre subcontratación técnica, de componentes y de procesos Para contextualizar la situación del mercado, el presidente y el director de UCIMU ofrecieron una rueda de prensa en la que mencionaron la evolución internacional del mercado de los bienes de equipo. En este sentido citaron que el bloqueo del consumo de bienes de equipo que se sufrió en 2009 estaba experimentando ahora un repunte en cuanto a la demanda. Además, el consumo interno de sistemas de producción ha crecido un 4,7% en los primeros meses de este año si se compara con las cifras del año anterior. Por otro lado, los datos aportados por UCIMU (facilitados por el instituto británico de econometría Oxford Economics) apuntan unas perspectivas positivas de cara al 2014, cuando está previsto duplicar las cifras. Centrándose en el mercado italiano, tanto Giancarlo Losma como Alfredo Mariotti, presidente y director general de UCIMU respectivamente, mencionaron que a pesar de la crisis, Italia sigue situándose como el 4º país en cuanto a la producción de máquina-herramienta y 3º en exportación. Además del crecimiento del consumo interno en Italia (del 4,7%) en 2010, las perspectivas también son positivas por el crecimiento de demanda en varios países, entre los que se encuentra Italia, en la sexta posición. Por otro lado, Giancarlo Losma, el presidente de UCIMU Sistemi per Produrre, ha comentado la intención de la asociación italiana de potenciar la libre depreciación/amortización de herramientas, algo que los constructores habían demandado fuertemente en los últimos años y que el gobierno de Estados Unidos ya está estudiando para potenciar la economía del país. Es esencial introducir políticas de reducción de impuestos sobre los beneficios de las reinversiones en la compra de maquinaria de alta tecnología, a través de iniciativas para el mercado de maquina-herramienta obsoleta que, entre otras cosas, ayudará a mantener la competitividad de nuestro sistema económico. UCIMU Deformación Metálica no 314 7 Artículo Técnico Aplicación integrada para el cálculo de esfuerzos en punzonado de chapa Por: E duardo Cuesta González, David López Muñiz, Braulio Álvarez Álvarez, Sabino Mateos Díaz, David Blanco Fernández Área de Ingeniería de los Procesos de Fabricación. Universidad de Oviedo. Escuela Politécnica de Ingeniería de Gijón. Resumen El presente trabajo se fundamenta en el estudio, recopilación y análisis de la variabilidad entre las numerosas soluciones aportadas para el cálculo de esfuerzos en punzonado de la chapa. Se presentan aquí distintos modelos de cálculo encontrados, evaluando y fijando los parámetros más representativos de cada uno de ellos; entre los que se pueden citar no sólo el material de chapa y de punzón y el perímetro de corte, sino también el juego de corte y su relación con la calidad de la pieza. Posteriormente se analizan las diferencias entre los métodos, proponiendo un modelo integrador y que pueda funcionar a modo de calculadora genérica aglutinando la mayoría de los parámetros de cálculo existentes. El objetivo último que se pretende con el trabajo es desarrollar un aplicación prototipo que permita el ajuste de los esfuerzos de punzonado teniendo en cuenta, además de las variables teóricas, las nuevas variables de influencia más significativas de los fabricantes actuales. Constatando que hoy en día un modelo excesivamente teórico, que no tenga en cuenta las particularidades de los nuevos afilados, las nuevas geometrías o la relación con el juego de corte y la calidad de la pieza punzonada, puede tener discrepancias muy grandes con el valor real. Palabras clave: Punzonado de chapa, esfuerzo de corte. 8 Deformación Metálica no 314 implemente con un breve análisis de la situación actual en la industria del metal, y más concretamente estudiando el proceso de punzonado en particular, se observa una cierta controversia respecto al estudio de las variables fundamentales presentes en el cálculo de esfuerzos en dicho proceso. Esto se debe a que el modelo teórico resulta insuficiente para definir las nuevas tecnologías en cuanto a materiales, forma del filo de punzones y matrices, control del juego, etc. que se utilizan en la actualidad. Multitud de fabricantes coinciden en algunos aspectos generales, pero no se constata una solución única en el mercado. Aprovechando esta situación es muy interesante profundizar en el estudio del proceso desde la experiencia y resultados obtenidos por los principales fabricantes y que, combinándolo con otros estudios más teóricos, pueda darle un enfoque más integrador y eminentemente útil. Desde el punto de vista teórico, los principales parámetros que gobiernan el modelo para el cálculo del esfuerzo necesario para el punzonado de chapa son relativamente pocos y bien conocidos. Sin embargo, en la práctica suele ocurrir que los valores reales del esfuerzo difieren de los anteriores en cantidades significativas. Como se ha comentado anteriormente, esto se debe a que aparecen otros parámetros (juego, tipo de afilado, etc.), que no se tienen en cuenta en todos los métodos. En este trabajo se profundiza en el estudio de esta diferencia, poniendo de manifiesto la existencia de diversas fuentes (métodos) de cálculo e integrándolas todas en un método genérico, con objeto de dar un valor del esfuerzo de corte más ajustado al que se necesita en las modernas punzonadoras CNC actuales. S Se pueden citar como parámetros “teóricos”, que podrían considerarse como obligatorios en la ecuación: el material, el espesor de chapa y el perímetro de corte del punzón; y como parámetros “optativos”: el juego, ciertas propiedades del material de chapa (dirección de laminación, tratamientos térmicos, tenacidad, etc.), del material punzón, y la geometría tridimensional del mismo (tipo de afilado, p.e.). La consideración o no (y el valor) de estos parámetros optativos puede conducir a importantes diferencias en el valor del esfuerzo de corte necesario. De hecho, aún hoy en día no están bien ajustados los valores exactos que deben darse a cada parámetro y existen fuertes discrepancias entre fabricantes de punzonadoras CNC, fabricantes de utillaje (punzón-matriz), académicos y desarrolladores de software en general. Esta controversia, en cuanto a qué valores debemos tener en cuenta y qué ponderación debe darse a cada parámetro (ya sea de los citados como teóricos o de los optativos), se alimenta además de los intereses particulares de cada “sector”. Por ejemplo, un fabricante de punzones particulariza su modelo de esfuerzos para la gama de productos que distribuye –es decir, a las geometrías de sus punzones y a los materiales a los que va destinado–, pero su modelo no contempla otras particularidades que posee la competencia u otros materiales, gamas de espesores, etc. que, puntualmente, puede requerir el cliente o usuario final. En este entorno de variabilidad, y solo desde el punto de vista computacional, en este trabajo se han encontrado discrepancias de más del 15-20% entre los distintos modelos estudiados, lo que lleva indefectiblemente al usuario profano a utilizar siempre un sobreesfuerzo de punzonado para cualquier trabajo que se realice. En estos tiempos de crisis, que exigen por parte de todos un esfuerzo de ajuste económico (y por tanto tecnológico) aún mayor, la utilización de un modelo ajustado del esfuerzo de corte permitirá reducir gastos de herramientas, consumo de Máquina-Herramienta, menores niveles de ruido e incluso mejor acabado en las piezas. Hasta hace poco estos aspectos eran muy secundarios, comparados con la cadencia de producción, pero que si ahora se pueden conseguir sin merma de esta última, entonces estamos obligados a contemplarlas. Además de la recopilación y análisis obligado de la variabilidad en los modelos de cálculo de esfuerzos en el punzonado de la chapa, el presente trabajo presenta una aplicación que permite el cálculo (a modo de “calculadora” de esfuerzos) según un único modelo más genérico. Este modelo se ajusta a la tecnología actual de punzonado y tiene en cuenta todas las variables de influencia, o al menos las más significativas. Para facilitar su uso se ha implementado utilizando macros VBA sobre una hoja de cálculo (MS Excel), de forma que además de realizar el cálculo permite su comparación con el resto de métodos de cálculo existentes, tanto en forma textual como gráfica. Mecánica del corte por punzonado de chapa Para el cálculo de esfuerzos en el punzonado es posible acudir a una ecuación general del tipo: Fc = p · e · Kmat · Kcorte Siendo Fc la fuerza de corte [N], y: p: perímetro de corte (mm). e: espesor de chapa (mm). Kmat: es la fuerza de corte específica del material, dado por la resistencia que ofrece el material a ser cortado a cizalladura. Kcorte: factor de corte, dado por el tipo de punzón que se utiliza. Realmente la problemática aparece en los dos últimos factores, tanto en la fuerza específica de corte de un determinado material (Kmat), como en el factor de corte (Kcorte). Este último, depende sobre todo de la utilización de diferentes tipos de punzón y además del material del mismo. Principales variables de influencia Con el objetivo de dar una visión inicial acerca de los parámetros que intervienen en el cálculo de la fuerza de punzonado se enumeran a continuación de manera general los principales: •Perímetro de corte •Espesor de la chapa •Tipo de material a cortar (características tales como resistencia a cizalladura, tratamientos térmicos, etc.). •Tipo de corte (forma del filo del punzón). •Juego (clearance). •Geometría del punzón. •Desplazamiento del punzón y deformación de la chapa. •Otros [1,2]: velocidad de punzonado, lubricación, composición y recubrimiento del filo, afilado de la herramienta, material del punzón, etc. Los tres primeros parámetros forman parte de la ecuación de forma directa, pero los siguientes son los que pueden conducir a un nivel de precisión en el cálculo del esfuerzo mucho mayor. A continuación se analizan en detalle cada uno de ellos. Perímetro de corte, material y espesor de chapa A la hora de calcular la fuerza de punzonado, los parámetros más significativos son obviamente el perímetro, el espesor de chapa y el tipo de material a cortar. El producto de los dos primeros (p.e.) define el equivalente a la sección de viruta (mm2) en procesos de mecanizado por arranque de viruta. Mientras que el “tipo de material a cortar” sería el equivalente a la fuerza de corte específica (Kmat) en N/mm2 y representa la resistencia del material a ser cortado por punzonado. Para este factor ya se encuentra cierta disparidad en la bibliografía (también en la versión electrónica), diferenciándose entre ellos en cuanto a los materiales, el valor y las unidades que toman. De hecho, es habitual utilizar directamente la tensión de cizalladura ““ (N/mm2), aunque también la fuerza específica de corte suele venir dada en función (fracción, p.e., el 80%) de la resistencia a rotura del material “R” (N/mm2). Aunque como veremos más adelante se trata de una aproximación, lo que sí resulta obvio es que a mayor resistencia del material, mayor será la fuerza requerida. En la figura 1 puede observarse como varía la fuerza para distintos materiales: desde los más blandos, como el aluminio, hasta los más duros, como el Figura 1. Influencia del material en la fuerza de punzonado. Izq.: para un punzón plano redondo; der.: para un punzón plano, geometría de ranura circular (coliso) y espesor de chapa de 2 mm. Deformación Metálica no 314 9 Artículo Técnico acero inoxidable, considerando punzones con forma redonda y con forma de ranura circular (coliso). Influencia del tipo de corte (forma del filo del punzón) Al analizar la influencia del tipo de corte, se debe tener muy en cuenta la forma del filo del punzón [referencias 21 y 22 de la bibliografía]: pues se tienen punzones planos, con un filo en ángulo (modelos como los Whisper, los One way), cóncavos (según un radio de concavidad), y recientemente otras geometrías con varios ángulos de corte (como los Rooftop, los Four way), y/o combinaciones entre ellas. A la hora de trabajar con un tipo u otro de punzón se deben analizar los pros y contras de su utilización. Si se utiliza un punzón plano aparecerán mayores fuerzas de punzonado que si se utilizan punzones con filo en ángulo (Whisper) o cóncavos. Por el contrario, si se utiliza un punzón de tipo Whisper, se tendrá un mejor comportamiento en cuanto a fuerza; pues el corte se realiza de forma progresiva y más silenciosa, pero surgirán problemas de flexión en el punzón y puede ocurrir que si se trabaja con materiales duros o en una gama de espesores alta, el desgaste Figura 2. Distintas formas de filo de los punzones. 10 Deformación Metálica no 314 Tipo 1 Tipo 2 Tipo 3 Tipo 4 Tipo 5 14º - 16º 8º - 11º 7º - 11º 6º - 11º – Deformación 10 - 20% e 8 - 10% e 6 - 8% e 4 - 7% e 2 - 5% e Bruñido 10 - 20% e 15 - 25% e 25 - 40% e 35 - 45% e 50 - 70% e Fractura 70 - 80% e 60 - 75% e 50 - 60% e 35 - 50% e 25 - 45% e Rebaba Larga Normal Normal Media Larga Ángulo de fractura Tabla 1. Características definidas por el tipo. Calidades del corte en función del juego. sea prematuro y se pierda su ventaja frente al punzón plano en muy poco tiempo. Como se verá más adelante la variación en el radio de concavidad implica en la fuerza de corte una relación inversamente proporcional al mismo, es decir, a mayor radio de concavidad, menor fuerza de corte requerida. Influencia del juego de corte Con respecto al juego de corte (J, clearance) se puede decir que es un parámetro que se revela fundamental en el estudio del proceso de punzonado [2,7,8], ya que permite la penetración del punzón en la matriz y la expulsión del material cortado. Normalmente, se define como la distancia lateral entre el filo del punzón y el filo de la matriz, y lógicamente está muy relacionado con la calidad del corte y con la tolerancia del agujero punzonado. Su valor se suele expresar de dos maneras, como porcentaje respecto al espesor de chapa (e), lo que se conoce como juego de corte relativo o dando el valor de la distancia entre los filos de punzón y de matriz. Este último puede darse en sentido radial o diametral (juego diametral). En todo caso debe especificarse cuál se está considerando. Así, por ejemplo, si el punzón utilizado es un punzón redondo, el juego de corte radial será la mitad de la diferencia de diámetros de la matriz y el punzón. A la hora del estudio de la influencia del juego de corte en la fuerza y trabajando con el juego relativo (% del espesor de chapa), se deben tener en cuenta la calidad o tipo de punzonado, entendiendo por “tipo” una discretización en un conjunto de valores que caracterice la calidad del corte, usando factores tales como: ángulo de fractura, deformación, bruñido, fractura o rebaba (tabla 1). Teniendo esto en cuenta, en la figura 3, arriba se muestran los juegos máximos idóneos para cada uno de los cinco tipos (calidades) descritos anteriormente y para distintos materiales. Lógicamente, el juego establecido entre punzón y matriz, hará variar la fuerza necesaria. De hecho, como veremos más adelante, existen autores que incorporan de forma muy acertada el juego de corte en su modelo de cálculo de esfuerzos. El efecto de este parámetro no es excesivo si se tiene en cuenta un rango normal de trabajo, con juegos de corte por debajo de 11º o 12º de espesor de chapa (tipos 1 a 4); pero se hace más influyente a medida que el desgaste hace que el juego se sitúe en valores del 14-16 % o mayores. (Fig. 3 abajo) y más aún si se usan punzones de gran tamaño. De hecho, si se considerara un juego único para todos los materiales, es decir, dejando a un lado la premisa de que exista un rango óptimo para cada uno, se llegaría a la conclusión de que para cualquier material un aumento en el juego provocaría una disminu- Figura 4. Perímetros estudiados del punzón. Figura 3. arriba: relación entre juego relativo de corte, tipo (calidad) y material; abajo: influencia del juego de corte para punzón plano, en chapa de cobre de 2 mm. ción de la fuerza de punzonado, aunque también originará un deterioro, probablemente inadmisible, de la calidad de la rebaba del agujero punzonado. Geometría (perímetro) del punzón Resulta evidente que el perímetro de corte es proporcional al esfuerzo necesario para cortar un determinado contorno. Sin embargo, debe aclararse que habitualmente los fabricantes no trabajan con el valor exacto del perímetro de corte, sino que utilizan una medida equivalente (llamémosla “A”), que les sirve para realizar comparativas de esfuerzos. Así por ejemplo, el parámetro A en el caso del punzón redondo es el diámetro, pero en el caso del cuadrado o del rectangular es la diagonal mayor; y en el caso del coliso, es el lado más largo (que incluye los dos radios). Si se tiene en cuenta la influencia de la geometría Figura 5. Modelo de estudio del desplazamiento del punzón. Se consideran materiales blandos cuya deformación se asemeja a un arco de circunferencia. usando ese parámetro “A”, nos encontramos con que el punzón redondo proporcionaría mayores valores del esfuerzo de corte que el coliso del mismo valor del parámetro “A”. En la figura 4 pueden observarse las formas más estándar de punzones y el valor de dicho parámetro A y su relación con el perímetro exacto de corte. La utilización de este parámetro “homogenizador” se justifica también por el hecho de que permite resaltar la gran importancia que tienen en el cálculo de la fuerza de punzonado las geometrías complicadas (punzones con forma de tres arcos, estrella, lentejas, cruz de malta, etc.) donde debido a zonas concentradoras de tensiones y endurecimientos por deformación en esquinas, etc. aparecen relaciones no lineales del esfuerzo de corte con el perímetro, llegando incluso a relaciones exponenciales entre geometría, espesor y fuerza. Desplazamiento del punzón y deformación de chapa Algunos investigadores [23, 24] desarrollaron modelos que tienen en cuenta la variación del ángulo de deformación de la chapa conforme se va desplazando el punzón. En algunos casos definieron modelos geométricos [24] y en otros casos los comprobaron por elementos finitos, validándolos posteriormente con ensayos. En la figura 5 se puede observar de forma resumida como el modelo aproxima la deformación de la chapa por un arco de circunferencia. Los parámetros principales son: desplazamiento del punzón (d), ancho de deformación (w) y espesor inicial de chapa (ho). El progreso del punzonado implica un crecimiento de dicho arco de forma que se va modificando el comportamiento de la fuerza acorde con las habituales curvas de esfuerzos de punzonado (Fig. 6). Deformación Metálica no 314 11 Artículo Técnico Siempre debe tenerse en cuenta además, que existe una variación del esfuerzo de corte con el desgaste del punzón (Fig. 9). Así, a medida que se va desgastando el punzón, incluso considerando que el juego de corte no varía, el esfuerzo de corte necesario para punzonar se hace mayor, dado que una parte del esfuerzo se gasta en deformar el material (es equivalente a tener una herramienta con un radio de punta mayor) y no en cortar el material. Si la herramienta pierde mucho filo puede suceder que se exceda la capacidad de la punzonadora y el punzón quede trabado sobre la chapa o, en el mejor de los casos y dependiendo de la punzonadora, que se produzca una parada de máquina. Figura 6. Ejemplo de curva de fuerza-desplazamiento para el punzonado de chapa. Conforme el punzón se va desplazando (d), el arco de circunferencia va creciendo (valores w y d) y, con ello, el ángulo de deformación (a). Es preciso realizar tres posibles situaciones: d < w: el desplazamiento menor que el ancho de deformación. d = w: el desplazamiento igual que el ancho de deformación. d > w: el desplazamiento mayor que el ancho de deformación. Durante el estudio se tomaron distintos valores: d = (1/2).w; d = w y d = 2.w, se hicieron simulaciones numéricas y a modo de ejemplo utilizando un punzón redondo, en la figura 7 se puede observar como aunque la fuerza disminuye con el juego (de ahí la pendiente de las curvas), el esfuerzo es aún mucho mayor en el caso de que el desplazamiento sea menor que el ancho de deformación, es decir, el caso de d = (1/2).w, pudiendo llegar a valores del orden de más del 30%. Si se analiza la evolución de la fuerza de corte en función del ángulo de deformación a (Fig. 8), se observa cómo durante los primeros grados hay un crecimiento brusco de la fuerza hasta que hacia los 40º se va estabilizando, alcanzando el máximo en el momento de corte (90º). Figura 7. Relación entre la fuerza y el desplazamiento/ancho de deformación; espesor de chapa de 2,95 mm. 12 Deformación Metálica no 314 Figura 9. Variación del esfuerzo de corte al ir desgastándose el punzón. Figura 8. Evolución del esfuerzo con el ángulo de deformación; chapa de acero de 2,95 mm de espesor. Métodos de cálculo de esfuerzos en punzonado de chapa Aunque a lo largo de este trabajo se han encontrado numerosos métodos para el cálculo de esfuerzos, los que aquí se representan son los más significativos; y se les ha dado una denominación sin ánimo de asignarle originalidad o propiedad alguna del método o de dilucidar quién es el responsable o el primer autor que lo ha empleado. Simplemente cada método se ha asignado al autor (caso de un artículo en revista o capítulo de libro), empresa o responsable de página web donde se encuentra a día de hoy referenciado. En la aplicación desarrollada se han implementado doce diferentes métodos de cálculo, los cuáles se han clasificado en tres diferentes grupos: métodos de fabricantes, métodos simples (obtenidos de páginas web) y métodos teóricos (universidades y centros de investigación incluidos en publicaciones). A continuación se describen en este apartado los mas importantes y representativos, mostrando las principales diferencias entre ellos. Método de fuerza de DSM Manufacturing Company DSM Manufacturing es un fabricante de componentes de chapa de precisión (Denver) que ofrece un servicio integral de fabricación a medida. Fuerza [t] = 25 . Perímetro [mm] · Espesor [mm] . Factor (material) · Factor (corte por cizalladura) [t/mm2] DSM establece un estudio para cinco tipos diferentes de punzones (redondos, cuadrados, rectangulares, colisos y hexagonales) y considera un factor dependiente del tipo de corte (en función del radio de concavidad). Además de considerar un factor del material específico para cada tipo. extensa gama de maquinaria de punzonado, plegado y láser; además de maquinaria auxiliar siempre dentro del campo de la deformación. En este caso, el fabricante Mecos establece una amplia gama de geometrías del punzón, aunque centrándose siempre en punzón plano, sin afilados. Proporciona datos de esfuerzos de corte para aluminio, acero y acero inoxidable. El Grupo Amada, que suministra una amplia gama de productos con las más recientes innovaciones tecnológicas, es de hecho uno de los fabricantes líderes de máquinas para el sector metal-mecánic. Además se encuentra presente en numerosos países entre los que se encuentra, España. Y aunque la ecuación que proponen es la misma que la ecuación de Mecos Ibérica, sus catálogos proporcionan tanto ejemplos de cálculo, como tablas para el cálculo del diámetro mínimo de agujero y juegos de la matriz. Método de fuerza de Salvagnini Salvagnini es uno de los fabricantes europeos más importantes en el sector del conformado de chapa. Diseña, construye, vende y distribuye máquinas y sistemas de fabricación flexibles, proporcionando soluciones innovadoras a empresas de todos los tamaños y con altos estándares de seguridad y fiabilidad. El alto nivel de implantación queda patente pues muchos de los principales fabricantes de punzones y matrices (MATE, etc.) suministran adaptadores para sus punzonadoras. Respecto al cálculo del esfuerzo de corte, aunque poseen su propio software y sistemas de control, en su documentación aconsejan de forma general utilizar la carga de rotura como valor aproximado (por exceso) del esfuerzo de corte. Se trata de una aproximación por exceso bastante utilizada en la práctica y de hecho, como se verá más adelante (capítulo 5), se utiliza algo semejante como primera opción en el método integrador propuesto: Método de fuerza de Mecos y Amada Dentro de este apartado incluimos en realidad dos fabricantes, Mecos Ibérica y Amada, que utilizan el mismo método, basado en un único factor de corte, que depende esencialmente del material. La fuerza la dan en toneladas métricas y establecen un factor de conversión para trabajar con milímetros. Fuerza [t] = (1/1000) · Perímetro [mm] · Espesor [mm] · Esfuerzo de corte [kg/mm2] Mecos Ibérica es una empresa inmersa en el sector de la deformación metálica. Los principales productos de su línea son utillajes de alto rendimiento para punzonadoras y plegadoras, consumibles para láser, máquinas de desbarbado y pulido de chapa, así como una Fuerza [daN] = Perímetro [mm]. Espesor [mm]· Carga de rotura (material) [daN/mm2] Método de fuerza de la web de Anvilfire La página web de Anvilfire dedicada al mundo del conformado de metales, proporciona diversos artículos técnicos. La página está más enfocada a trabajadores del metal a escala más individual y no para grandes empresas, aunque desde ella se puede acceder con enlaces a multitud de páginas del sector. Anvilfire propone utilizar la expresión: Fuerza [t] = Diámetro del agujero [in] · Espesor [in] · 94,25 [t/in2] A modo de ejemplo, Anvilfire posee su propia calculadora de esfuerzos. La aplicación es una herramienta útil aunque utiliza un método bastante simple, solo válido para punzón redondo y de acero. Método de fuerza de Oehler Este método se ha implementado y adaptado para la aplicación, basándose en las fórmulas propuestas por Oehler [6, 17] y básicamente utiliza la resistencia a cizalladura y tiene en cuenta la calidad del corte: F = lp · e · B Donde: F: esfuerzo de corte [N]. lp: perímetro de corte [mm]. e: espesor de chapa [mm]. B: resistencia a la cizalladura por punzonado [N/mm2]. Para una mejor aproximación de F, debe tenerse en cuenta que la resistencia a la cizalladura no es constante, pues además de variar a medida que el punzón penetra en la chapa, depende de la velocidad del proceso, del estado del punzón, y sobre todo, del juego de corte. Respecto a este último parámetro, Oehler realiza un estudio en función del juego de corte y del tipo de chapa (fina o gruesa), según las ecuaciones de la tabla 2, donde J es el juego de corte (en mm) y R es la carga de rotura en N/mm2. Las fórmulas Resistencia a la cizalladura: Chapa fina (e = <3 mm) Chapa gruesa (e = <3 mm) Tabla 2. Expresiones de Oehler para cálculo de la resistencia a cizalladura en el punzonado. Deformación Metálica no 314 13 Artículo Técnico son adecuadas para materiales con una gama de la resistencia a rotura (R) entre 300 y 700 N/mm2. Para Oehler, “c” es un coeficiente adimensional que adquiere valores de 0.005 si se requieren bordes de gran calidad y 0.035 si se desea un consumo reducido de fuerza y trabajo de corte. En la práctica suelen tomarse valores de c = 0,01, aunque para herramientas de metal duro deberían elegirse valores de c mayores, del orden de 0,015 a 0,018. Además, también tiene en cuenta la dependencia lineal entre la resistencia a la cizalladura y el logaritmo de la relación diámetro del punzón/espesor (dp/e), utilizando relaciones como: dp / e > 2: B = 0,8 R dp / e = 1: B = R dp / e < 1: B > R Donde dp es el diámetro del punzón. Método de fuerza de Trumpf El Grupo Trumpf es un líder mundial en producción tecnológica por conformado de chapa que se distingue por el desarrollo de nuevas técnicas y procedimientos con una rápida adaptación de los mismos en innovaciones orientadas al cliente. En el entorno de los esfuerzos de punzonado, la empresa proporciona catálogos muy completos con factores de material y juegos de matriz. La ecuación que aconsejan es: Fuerza [kN] = U (Perímetro) [mm] · s (Espesor) [mm] · f (Factor material) · Rm (Resistencia) [N/mm2] · (0,9 / 1000) Método de fuerza del Portal Industrial de la Esc. de Ing. Industriales de Barcelona (UPC) Este método está basado en un estudio proporcionado por profesores del Departamento de Ingeniería mecánica de la Escuela de Ingenieros Industriales de Barcelona (ETSEIB) de la Universidad Politécnica de Barcelona. Este grupo está desarrollando un Portal Industrial que facilita información y proporciona herramientas de cálculo online para estudiantes y profesionales de la ingeniería en general. La información que se ha utilizado en la aplicación es la que está incluida en la página web http://davinci.upc.es/portal_industrial_2/ de dicho portal y dentro del epígrafe “Maquinaria e Instalaciones”. Dentro de este portal web, la calculadora online incluye una sencilla fórmula que analiza la fuerza teórica de corte y diversos aspectos que intervienen en el proceso. F [kp] = k (Factor de corrección) · c (Resistencia a la cortadura) [kp/mm2]· p (Perímetro) [mm] · e (Espesor) [mm] 14 Deformación Metálica no 314 Además de analizar la fuerza teórica en el corte, analiza la fuerza real en el corte, teniendo en cuenta el fuerte rozamiento que se produce entre la chapa y la matriz, por lo que hay que aumentar la fuerza de corte de un 10 a un 20% (k = 1,1 - 1,2). También ofrecen aproximaciones para el cálculo de la fuerza de extracción y una ecuación práctica para el espesor máximo de chapa: emax = d/6, donde d es el diámetro del punzón. Método de fuerza de Klingenberg Este método, implementado en la aplicación, está basado fielmente en un artículo publicado por la revista de prestigio internacional International Journal of machine Tools & Manufacture de Elsevier y realizado por W. Klingenberg y U.P. Singh [24]. Para el desplazamiento del punzón utiliza el esquema de la figura 8 que analiza, desde un punto de vista teórico, la fuerza de punzonado teniendo en cuenta parámetros como: el desplaza- En la aplicación desarrollada se han implementado doce diferentes métodos de cálculo, los cuáles se han clasificado en tres diferentes grupos: métodos de fabricantes, métodos simples (obtenidos de páginas web) y métodos teóricos (universidades y centros de investigación incluidos en publicaciones) miento del punzón (d), el ángulo de deformación (), el exponente de endurecimiento por deformación (n), el espesor inicial de chapa (h0), el esfuerzo cortante () o el diámetro del punzón (dp), entre otros. En la figura 13 se muestra una captura de pantalla de la pestaña dedicada a realizar el cálculo de esfuerzos por este método. De forma resumida puede decirse que utiliza la expresión: F(d) = (d) · · (h0 – d) Donde (d) es el factor de tensión, que representa una función que depende del desplazamiento del punzón (Fig. 8) y varía exponencialmente (n) con el endurecimiento por deformación. ofrece interesantes e innovadoras soluciones de punzonado a los fabricantes de productos de metal de todo el mundo. La expresión que utilizan es: F [kN] = Total Land Distance (L) [mm] · Material Thickness (T) [mm] · 0,345 [kN/mm2] · Material Multiplication Factor (F) · Shear Factor (S) Wilson Tool proporciona un excelente catálogo para el cálculo de la fuerza de punzonado con un aspecto especial a resaltar: muestra la relación entre el factor de reducción, el espesor de chapa y el radio de concavidad a través de una gráfica comparativa que proporciona una gran flexibilidad a la hora de contemplar dichas variables. Además, trabaja con una gran gama de materiales y tipos de geometría de punzón. Método de fuerza de Agathon Switzerland Desde 1918, la empresa suiza Agathon produce máquinas-herramientas y accesorios de serie, asegurando calidad, exactitud, actualidad e innovación. Agathon emplea la misma manera de tratar el juego de corte y la calidad que se vio en el método fuerza 6 (Oehler). Aunque aquí la fórmula propuesta es un tanto diferente, en este caso es destacable la presencia de un factor corrector f, que toma valores entre 0,5 y 0,67, pues dependiendo de la forma de los bordes cortantes del punzón, la fuerza se reduce entre estos porcentajes (50% y 67%). La expresión aconsejada por esta empresa es: Fs [N] = f (factor corrector) · ks (Resistencia a cizalladura) [N/mm2] · U (Perímetro) [mm] · s (Espesor) [mm] Método de fuerza de Mate Precision Tooling Mate Precision Tooling es un fabricante líder de herramientas originales y de reemplazo para punzonadoras Amada, Euromac, Finn Power, LVD, Murata Wiedemann, Salvagnini, Strippit, Nisshinbo, Trumpf y otras máquinas de prensa troqueladoras. En la página web de Mate se puede obtener información acerca de los punzones y matrices de última generación. La expresión que utilizan en sus catálogos se puede resumir como: Método de fuerza de Wilson Tool International Tonnage [t] = Punch Perimeter [mm] · Material Thickness [mm] · Material Tonnage Value [t/ mm2] · Material Multiplier Wilson Tool International es el mayor fabricante independiente del mundo de herramienta para prensas punzonadoras, plegadoras y para estampar. Wilson Tool International En este caso, el factor conversor de unidades que se presenta viene dado en: 0.0352 [t/ mm2, Toneladas métricas/mm2] o 25 [Tone- ladas imperiales/pulgada2 o psi]. El factor multiplicador de material es propio para el fabricante y se puede encontrar en diversas tablas, dependiendo del tipo concreto de punzón. Método propuesto. Integración de métodos A continuación mostramos el método propuesto que permite calcular la fuerza de punzonado para todo tipo de geometrías, materiales y afilados de corte del punzón. Se ha tratado de recopilar y englobar de alguna manera todos los aspectos estudiados anteriormente, dotando a la aplicación además de una enorme flexibilidad. La aplicación incluye una calculadora de esfuerzos implementada, tanto para calcular el esfuerzo de corte por cada uno de los métodos contemplados, como por el método integrador propuesto. En este último caso se utiliza la fórmula genérica: F [kN] = p · t · · kcort Los parámetros a tener en cuenta son: p: perímetro del punzón (mm). t: espesor de la chapa, para espesores de entre 1 y 13 mm. : resistencia al corte por cizalladura (kN/ mm2), calculada por el método simplificado ( = 0.8 · R) o por las fórmulas de Oehler. kcorte: factor dependiente del tipo de corte en el punzonado (kcorte, puede ser kcorte2 debida a la concavidad, o kcorte1 debida al ángulo del filo). Para establecer el valor a tomar de este último factor se realiza un estudio de los principales tipos de filo de corte del punzón que existen, la fuerza de punzonado dependerá en gran medida de este parámetro. En la aplicación se distinguen varios tipos de punzón en cuanto a su filo de corte: •Flat (punzón plano): el kcorte será igual a la unidad. •Punzón cóncavo, se considera kcorte2, que depende de la concavidad. •Un filo de corte en ángulo (Whisper): idóneo para el recortado (blanking) y mascado (nibbling). También da lugar a un Kcorte2 que ahora es un factor reductor de la fuerza. •Rooftop (filo en punta): idóneo para reducir la fuerza en chapas finas. •Four way (filo piramidal): exclusivo para herramientas cuadradas. •Otros: combinados, etc. Por ejemplo, en cuanto a punzón cóncavo, se han adoptado los estudios experimentales de Wilson Tool. Esto se ha hecho estableciendo unas tablas bastante aproximadas en función del tipo de concavidad que presenta el filo. En este caso, el factor de corte kcorte se denomina kcorte2. En la fig. 10 se muestra una gráfica que se obtiene con la aplicación y que muestra la influencia de la concavidad del punzón. En el eje y de la figura se tiene el parámetro kcorte2. Las ecuaciones de las curvas son rectas del tipo y = a · x + b, y basándonos en el método Wilson Tool, se han obtenido los factores de reducción correspondientes a un determinado espesor y radio de concavidad. Figura 10. Estudio de factor de reducción según radio de concavidad. Otro caso considerado es cuando se tiene un punzón afilado en un único ángulo (Whisper), esto afecta enormemente a la fuerza de punzonado. Según varios estudios realizados, en general, para una altura del filo en ángulo igual a un 33% del espesor de chapa se tiene una reducción de la fuerza de punzonado de aproximadamente un 25%. Y para una altura de filo igual al espesor de chapa, que es lo que se llama full shear, se llega a reducir la fuerza en aproximadamente un 50%. Este tipo de afilado es idóneo para operaciones de recortado (blanking) y de mascado (nibbling) y en ambos casos reduce el ruido considerablemente y facilita la forma en que la máquina entrega la potencia de corte. En este caso el factor de corte es kcorte1 = factor de reducción (téngase en cuenta que consideramos: factor de reducción = 1 - reducción). Se puede realizar una gráfica en la cual se ajusta a una curva la relación entre este factor de reducción y el espesor (en tanto por 1 del espesor). Ahora la ecuación de la curva es del tipo y = a · x2 + b · x + c (Fig. 11); donde y es el factor de reducción, y a, b y c son las constantes del polinomio que ajusta la curva. El parámetro variable (regulable) viene dado por x que depende el ángulo de afilado o shear angle, pero dado en tanto por uno del espesor. Por ejemplo, con un espesor de chapa de 2 mm una altura de filo x (diferencia en altura) de 0,33, significa un 33% del espesor de chapa, es decir, sería un afilado con diferencia de altura de 0,66 mm. Figura 11. Estudio de factor de reducción según altura de filo (shear angle). Deformación Metálica no 314 15 Artículo Técnico Figura 13. Calculadora del método de fuerza de Klingenberg. Figura 12. Pantalla de descripción del método fuerza de Wilson Tool International. Aplicación para el cálculo de esfuerzos La aplicación se ha desarrollado sobre una hoja de cálculo de MS Excel complementada con macros de Microsoft Visual Basic. A través de una programación bastante básica se puede llegar a tener un completo control sobre cada uno de los aspectos comentados anteriormente. En ella se pueden observar cuatro apartados diferentes: análisis de los métodos de cálculo, tablas comparativas entre métodos, método propuesto integrador y calculadora de esfuerzos. Dentro del primer grupo se puede acceder a cada uno de los métodos estudiados, con una pantalla de descripción (que incluye tablas y gráficos si procede) y una pantalla de cálculo para cada método. A modo de ejemplo, en la figura 12, se muestra la pantalla principal del método de fuerza de Wilson Tool International. En la zona de tablas comparativas se establece una comparativa entre las diferentes variables y métodos estudiados, obteniendo todas las gráficas que se han expuesto en el presente artículo. Respecto a la hoja de cálculo de la “calculadora de esfuerzos”, ésta nos ayuda a calcular de manera rápida la fuerza de punzonado con cada uno de los modelos, debiendo introducir en cada caso los parámetros característicos. Para ello, la aplicación permite acudir a la procedencia del método, su descripción y sus tablas de datos cuando proceda. En la figura 13 puede observarse una de estas calculadoras, desarrollada en este caso para el cálculo del esfuerzo de punzonado según Klingenberg. Además de los doce modelos, la aplicación tiene una pestaña dedicada al modelo integrador propuesto (fig. 14). En este caso el cálculo de la fuerza de punzonado vendrá dado por una pantalla inicial que conduce por medio de otras pestañas, a: •La identificación del tipo de punzón: plano, whisper o cóncavo. 16 Deformación Metálica no 314 •Los parámetros de concavidad en función del radio. •La resistencia a rotura del material a escoger. •La selección del juego de corte. •El cálculo de la resistencia de cizalladura. Se ofrece una vista 3D del punzón, así como una vista en planta con las medidas características que definen su geometría. Según la selección de los parámetros vistos anteriormente, se les asignan valores a los coeficientes de la fórmula genérica del esfuerzo kcorte1 y kcorte2. Por ejemplo, para el punzón de tipo plano se adopta un kcorte1 = 1. Si se escoge el tipo de punzón Whisper, la constante kcorte1 va a ser función de un parámetro x dado por el ángulo del filo y su relación con el espesor de la chapa. Si por el contrario se escoge punzón cóncavo, entonces se utiliza el parámetro kcorte2 para evaluar el factor de reducción de la fuerza (fig. 14). Uno de los parámetros fundamentales es la selección del juego de corte, para ello se ha habilitado una pestaña especial en la cual se muestran los cinco tipos disponibles, en relación a los materiales empleados y a características tales como ángulo de fractura, deformación, bruñido, fractura y rebaba. Además, se dispone de un gráfico que muestra para el tipo y el juego los valores adecuados para cada material (fig. 15). Figura 14. Calculadora del método propuesto para punzón Whisper. Figura 15. Calculadora del método propuesto. Selección del juego de corte. Por último, para la selección de la tensión de cizalladura (B), el programa permite su evaluación mediante dos formas diferentes: •Cálculo simplificado a partir de carga de rotura: B = 0.8 · R. •Cálculo teórico teniendo en cuenta el juego, para chapas de más de 3 mm (chapa fina) y para chapas de menos de 3 mm (chapa gruesa). Conclusiones y estudios futuros A pesar de que es bien conocida la forma de calcular los esfuerzos de corte en punzonado, existen múltiples desavenencias en cuanto a la selección de los parámetros, y a los valores que deben tomar éstos, al considerar dicho modelo. Multitud de fabricantes coinciden en algunos aspectos generales, pero no se constata una única solución que se pueda calificar como óptima a los ojos de los fabricantes y de los usuarios finales de máquinas punzona- Además de los clásicos factores teóricos (material, espesor y perímetro de corte), hay otros parámetros como el juego de corte, la geometría específica del punzón, el tipo de afilado, etc. que influyen en el cálculo de la fuerza de punzonado y debido a los nuevos avances no están bien ajustados por el método teórico doras. Ello es debido a la variedad de formas, filos, materiales, recubrimientos, etc. que presentan los punzones en el mercado actual. Aprovechando esta situación, en el presente trabajo se ha profundizado en el estudio del proceso de punzonado, recopilando la experiencia y resultados obtenidos en el cálculo de los esfuerzos de corte por los principales fabricantes, y combinándolo con otro tipo de estudios más teóricos (publicados por investigadores) para dar un enfoque más global. De hecho, la aplicación desarrollada trata de realizar un análisis exhaustivo de todas y cada una de las variables más importantes que influye en el cálculo de la fuerza de punzonado, aportando además la posibilidad de utilizar cada uno de los métodos encontrados o, si el usuario lo desea, utilizar el método integrador propuesto. El análisis de los resultados obtenidos pone de manifiesto como, además de los clásicos factores teóricos (material, espesor y perímetro de corte), hay otros parámetros como el juego de corte, la geometría específica del punzón, el tipo de afilado, etc. que influyen decisivamente en el cálculo de la fuerza de punzonado y que debido a los nuevos avances (geometrías, afilados, materiales, etc.) no están bien ajustados por el método teórico. Dependiendo de la correcta elección de cada uno de dichos parámetros para cada circunstancia en particular, se podrá maximizar la vida de punzón y de matriz, alcanzar los valores de calidad exigidos (en cuanto a tipo de borde...) y en definitiva minimizar los costes derivados del proceso. Precisamente para ello se ha desarrollado esta aplicación, que además de analizar en profundidad cada uno de los aspectos presentes automatizando el cálculo de la fuerza en cada uno, permite utilizar un método integrador muy flexible, dinámico y con una gran orientación práctica. En cuanto a la bondad del método propuesto, debe resaltarse que el paso siguiente, sin el cual el estudio no estaría completo, sería ensayar el modelo genérico propuesto contrastándolo y validándolo experimentalmente (pues en teoría ya está hecho). Una vez que dicho contraste se haya llevado a cabo, el paso siguiente será su posterior publicación, tanto documental como electrónica (a través de la página web por ejemplo), de forma que tanto investigadores como fabricantes y, sobre todo, los usuarios finales de punzonadoras, pudiesen aprovechar todo su potencial. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. Bibliografía 1. M . Goijaerts, L.E. Govaert, F.P.T. Baaijens. “Experimental and numerical investigation on the influence of process speed on the blanking process”. Journal of Manufacturing Science and Engineering. Vol. 124, pp. 416-419, 2002. 2. A.M. Camacho, C. Vallellano, J. GarcíaLomas, M.A. Sebastián. “Influence of friction, punch depth and shape factor on forces” in Localized-Incremental Forging operations. Innovative Production Machines and Systems, 2009. 3. Brad F. Kuvin. Metal Forming Magazine “Tooling tips for high speed stamping”, 2010. 4. Bonnet, F. Valiorgue, J. Rech, J.M. Bergheau, P.Gilles, C. Claudin. “Development of a friction modelling method in dry cutting of AISI 316L austenitic stainless steels”. Conference on Material Forming, Lyon (France), 2008. 5. David Barber, Metal Forming Magazine, Grinding out punches quickly, 2003. 6. G.Oehler, F.Kaiser, Schnitt, Stanz Und Ziehwerkzeuge, edited by SpringerVerlag, Berlin, 2000. 7. J.Ch. Lin, K.S. Lee, W.S. Lin, “The optimal design of micro-punching die by using 18. 19. 20. 21. 22. 23. 24. abductive and SA methods”. Archives of Computational Materials Science and Surface Engineering, Vol.1, pp.92-99, 2009. J.Ch. Lin, W.S. Lin, K.S. Lee, J.L. Tong., The optimal clearance design of micro-punching die. Journal of Achievements in Materials and Manufacturing Engineering. Vol. 29, pp. 79-82, 2008. Julián Rodríguez Montes, Lucas Castro Martínez, Juan Carlos del Real Romero, Procesos industriales para materiales metálicos (2ª Edición). Edit.Vision Net, 2006. K. Langeed, Handbook of Metal Forming, Edit. McGraw Hill,1985. Mate Precision Tooling. - Thin Turret Tooling for Strippit Presses. Metal Forming Magazine. - Deep drawing from A to Z. Metal Forming Magazine. - Die forensics, find the root cause of piercing and blanking failures. Metal Forming Magazine. - Pack the right punch when stamping high-strength steel. Metal Forming Magazine. - Punching aluminum, it’s all about punch life, speed and hole quality. R.K. Guduru, K.A. Darling, R.O. Scattergood, C.C. Koch, K.L. Murty, M. Bakkal, A.J. Shih, “Shear punch tests for a bulk metallic glass”, Intermetallics, Edit. Elsevier, 2006. Sabino Mateos, Eduardo Cuesta, J. Carlos Rico, Carlos M. Suárez, Gonzalo Valiño, Punzonado de la chapa. Edit. Serv. Publicaciones Universidad de Oviedo, 2001. Sebastian Scheib, “Examining edge cracking in hole flanging of AHSS”. Part II: Modeling of blanking, Stamping Journal, 2008. Sheet Metal Industries Year Book. 1984. The Value Option. - Designer Handbook. Stainless steel fabrication. U.P. Singh, A.H. Streppel & H.J.J. Kals, Design study of the geometry of a punching/ blanking tool. Journal of Materials Processing Technology, Vol.33. pp. 331-1992. Vukota Boljanovic, Sheet metal forming processes and die design, Edit. Industrial Press, 2004. W. Klingenberg, U.P. Singh., Finite Element simulation of the punching process using in-process characterization of mild steel. Journal of Materials Procesing technology, Vol. 134, pp.296-302, 2003. W. Klingenberg, U.P. Singh., Comparison of two analytical models of blanking and proposal of a new model, Int. Journal of Machine Tools & Manufacture, Vol. 45. pp. 519-527, 2005. Universidad de Oviedo Deformación Metálica no 314 17 Tecnología Corte de formas irregulares: prensas convencionales versus servoprensas Por: Fagor Arrasate Centrándose en las líneas de corte para alta producción, y concretamente en las líneas de corte con prensa o blanking lines, en el siguiente artículo se abordan los conceptos a tener en cuenta para seleccionar el sistema más adecuado para cada neceisdad. En este sentido se analizan conceptos como el tipo de material que se debe procesar, el tamaño de las piezas a cortar, las características de la zona de entrada, y las aplicaciones de la servoprensa y del link drive, para comparar las prensas link drive frente a las servoprensas. Igualmente se mencionan las características que debe reunir la zona de salida. l corte de geometrías irregulares es cada día más demandado. Lejos quedaron los tiempos en los que el rectángulo o el trapecio regular eran formatos estándar. Hoy en día, los formatos que deben cortarse son irregulares (figura 1) porque permiten aprovechar mejor el material y reducir las operaciones en procesos posteriores de embutición. Dependiendo de la producción, las instalaciones de corte pueden clasificarse en dos grandes tipos: a) Baja producción, lotes pequeños: punzonadoras, máquinas de corte por láser, corte por plasma, corte por chorro de agua, etc. b) Alta producción, series medias y altas: líneas de corte con prensa o cizalla. En este artículo nos centraremos en el segundo tipo, es decir, en las líneas de corte para alta producción. No obstante, hay que citar que la Corporación Mondragón, a la que pertenece Fagor Arrasate, también incorpora sistemas de corte en baja gama bajo la marca Danobat. Para E Figura 1. 20 Deformación Metálica no 314 conseguir producir series medias y altas de formatos irregulares complejos, existen fundamentalmente dos tipos de instalaciones: a) Líneas de corte con prensa o blanking lines (figura 2). b) Líneas de corte con cizalla roto-oscilante (figura 3). Dentro de las primeras, la prensa puede ser convencional o servoprensa. Una línea de corte con prensa, o blanking line, tiene tres áreas bien diferenciadas: 1.- Zona de entrada donde, entre otras funciones, resulta vital obtener un buen aplanado de la banda. 2.- Zona de corte que se efectúa con una prensa. 3.- Zona de apilado en la que resulta esencial que tanto la calidad superficial de las formas que se están apilando, como el estado de los cantos del mismo, sean inmaculados. Es muy importante definir el objeto principal de una blanking line, sobre todo en lo que se refiere a: Figura 2. a) El tipo de material que se desea procesar. Hay dos grandes grupos de materiales. Los delicados o expuestos (calidades O5, prepintados, piezas exteriores de automóviles, Alu-Zn, Waxed steel, etc.) y los de alta resistencia, usualmente utilizados para piezas internas que, en muchos casos, además deben ser soldados por láser en forma de tailored blanks. Ciertamente, es posible diseñar una máquina para todo tipo de aplicaciones pero esto casi siempre supone que será una línea más costosa y peor optimizada para cada material. Por ejemplo, las líneas para material delicado requieren un exquisito cuidado de superficies, mientras que en las piezas interiores esta necesidad no es tan extrema. Las líneas para piezas externas requieren añadir lavadoras y aceitadoras (que pueden situarse antes o después del corte) que son innecesarias para piezas internas. Las líneas para materiales que vayan a soldarse por láser precisan de una linealidad y corrección del borde excepcionales, mientras que las que no vayan a ser soldadas, necesitan menos cuidados. Aceros con un alto límite elástico necesitan aplanadoras muy potentes, posiblemente dotadas de casettes intercambiables, mientras que una aplanadora de rodillos únicos puede ser suficiente para materiales blandos. Para procesar aluminio, las aplanadoras deben tener un juego de rodillos especial, ciertos rodillos alimentadores deben ser dobles y el apilador debe ser de vacío mientras que si solo se desea cortar acero, estas necesidades desaparecen y el apilador debe ser electromagnético. Figura 3. b) El tamaño de las piezas a cortar. Verdaderamente, los tamaños serán muy variados pero siempre existe una producción que es predominante (la regla del 80-20). Para materiales exteriores es habitual que las dimensiones de las piezas sean largas (de 2 a 5 metros) mientras que para piezas internas, las piezas suelen ser más cortas (de 500 a 2.500 mm). Esta distinción no es baladí. Si las piezas son largas (y delicadas) las velocidades de línea no resultan críticas ya que hay un límite de tiempos en las alimentaciones debido a que las aceleraciones no pueden ser tan altas como se quiera a riesgo de dañar la calidad superficial de la banda. Por el contrario, si gran parte de la producción es de piezas cortas (y normalmente menos delicadas) es muy interesante aumentar la velocidad para producir más toneladas por hora ya que cada formato corto cortado pesa muy poco en sí mismo y hace poco productiva la instalación. Por tanto, se observa que una correcta definición de especificaciones permite optimizar el rendimiento y el coste. Zona de entrada La zona de entrada consta habitualmente de un almacén de bobinas que puede ser móvil (figura 4), un carro de carga, un desenrollador siempre accionado por motor servocontrolado, una cizalla de saneado de las puntas de la bobina, una aplanadora de alta precisión, unos rodillos alimentadores que deben hacer avanzar la chapa con mucha precisión y un sistema para procesar las colas de la bobina. Figura 4. Deformación Metálica no 314 21 Tecnología Figura 5. En este área, la aplanadora (figura 5) resulta de vital importancia. Es bien sabido que la falta de planitud se debe a la existencia de tensiones internas elásticas en el material. Cuando este se corta, dichas tensiones se liberan y tienden a mover el material a su estado de mínima energía con lo cual se pierde la planitud. En este marco conceptual, aplanar significa siempre eliminar tensiones elásticas internas o, lo que es lo mismo, plastificar el material. ¿Y cómo se plastifica el material? Pues estirándolo. Para conseguirlo, la banda se hace pasar a través de un grupo de rodillos al tresbolillo que va estirando y comprimiendo el material hasta que buena parte de este (60-80%) queda plastificado. Es evidente que este estiramiento al pasar por entre los rodillos depende en buena medida del número de rodillos y de su diámetro. Es imposible aplanar un amplio rango de espesores con un único juego de rodillos. Por ello, en las líneas blanking se utilizan muchas veces aplanadoras con cambio automático de juego de rodillos por casette, tal como se ve en la fotografía 5. Si, además, existen restricciones de calidad superficial (como, por ejemplo, en el caso de que una misma línea se use para procesar acero y aluminio) se necesitarán casettes adicionales especializados en tipos de materiales o en rango de espesores. Figura 6. Vamos a evaluar cuándo es mejor usar una prensa o cuándo lo es usar una servoprensa. Para ello, primero necesitamos analizar las diferencias entre ambas. Prensa link drive En este tipo de máquinas, el carro sube y baja por acción de un mecanismo complejo de bielas y manivelas (figura 6) que hacen que este carro baje muy rápido (para permitir una mayor velocidad de proceso), reduzca su velocidad durante el proceso de corte (para reducir impactos, reducir ruido, aumentar la vida de prensa y troquel, obtener una mejor calidad de corte) y vuelva a elevarse rápidamente, en un ciclo como el que se ve en la figura 7. Es importante señalar que la carrera del carro de la prensa (o sea, cuánto sube y cuánto baja) es un valor fijo, usualmente en el entorno de los 200 a 300 mm. El carro siempre se mueve en esa distancia. Prensa versus servoprensa Fagor Arrasate es uno de los principales fabricantes del mundo de prensas y servoprensas y, por tanto, puede ofrecer blanking lines con ambas soluciones, con prensas o con servoprensas. ¿Cuál es la mejor solución? Aunque algunos fabricantes pretenden afirmar que una u otra máquina es la idónea “siempre”, esto no es correcto ni científicamente cierto. 22 Deformación Metálica no 314 Figura 7. En cualquier prensa, la energía debe consumirse mayormente y precisamente en el momento del corte ya que elevar y bajar el carro consume poco. El mecanismo convencional de una prensa es que el motor suministra energía de modo constante, tanto cuando se necesita como cuando no. Mientras no es necesaria, esta energía se va acumulando en un volante de inercia. En el momento que se llega al corte, la energía acumulada en el volante es liberada y transmitida –mediante un freno embrague– al carro, de modo que el motor continúa con su marcha de manera casi constante. Si bien este sistema convencional es eficaz desde el punto de vista energético, obliga a que la curva de movimiento del carro sea siempre constante ya que está determinada por el mecanismo link drive antes descrito y por la transferencia de energía entre motor, volante y carro. La carrera, como ya dijimos, es fija y la relación de velocidades en la subida, trabajo y bajada es constante. Figura 8. Servoprensa En una servoprensa (fig. 8), todo el movimiento del carro se obtiene directamente desde el motor (fig. 9). No hay volante acumulador de inercia ni mecanismo de bielas que modifique de manera fija la velocidad en función de la posición del carro. Al contrario, es el motor el que se une directamente al carro mediante engranes (o eventualmente, mediante mecanismo de palancas). Si hay que bajar rápido y con poca energía, así lo hace. Si hay que bajar lento y con mucha energía para cortar, así lo hace, etc. El servocontrol del motor, por tanto, gestiona en cada instante qué debe hacer el motor en cuanto a par suministrado y a velocidad. Por tanto, una servoprensa tiene ventajas evidentes: – Es flexible y podemos variar la curva de movimiento libremente. La velocidad puede reducirse o acelerarse a voluntad en cada punto del recorrido. Incluso se puede parar el carro durante un tiempo arbitrario. Y, lo que es más importante a efectos de comparación en una blanking line, puede disminuirse la carrera y mantenerla fija en torno a los 200 mm –y, por tanto, obtenerse, una mayor cadencia– sin que esto perjudique la alimentación en formatos largos, ya que puede modificarse el ciclo para que el carro permanezca arriba por más tiempo, facilitando a los rodillos alimentadores que alimenten material sin perder velocidad media. Las grandes carreras necesarias en las máquinas convencionales para que diera tiempo a alimentar al material ya no son necesarias. También, eventualmente, puede variarse la carrera tan solo haciendo moverse al motor a voluntad en modo pendular. Cuando trabaja en continuo con carrera fija se consigue la máxima velocidad y el menor consumo. Trabajando en modo pendular, el consumo aumenta y se logran menores velocidades pero siempre por encima de los conseguidos en la prensa convencional. Figura 9. – Se simplifican los mecanismos internos. No hay volante, no hay freno-embrague, no hay equilibradores. Esto facilita el mantenimiento y disminuye los repuestos. Pero también tiene algunos inconvenientes: – Es más cara que la prensa convencional, ya que los motores son muy grandes y el control es más complejo. – El consumo de energía es mucho mayor, especialmente en los picos (atención que hay que mirar los picos, no el consumo medio) y obliga a disponer de sistemas de regeneración para compensar estos consumos puntuales, lo que conlleva más coste y perder parte de las ventajas de simplificación que antes se señalaban. Por otra parte, esto hace que exista una incertidumbre respecto a los costes de operación futuros porque si, por ejemplo, el coste de la energía sube mucho en el futuro no podremos controlarlo. Precisamente, por este problema, existen también soluciones mixtas en las que hay un motor principal servocontrolado pero también un volante que “ayuda” al motor y hace que los picos de energía sean menores. Como toda solución mixta, no es óptima. Prensa link drive versus Servoprensa en una blanking line Ahora ya estamos en condiciones de evaluar si conviene incluir una prensa o una servoprensa en una línea blanking. Como se ha dicho, el factor clave es que la servoprensa permite reducir la carrera del carro de la prensa y, por tanto, aumentar la cadencia de la misma, típicamente de 60 spm a 100 spm. Pero si así lo hacemos, es evidente que necesitaremos también aumentar la velocidad a la que alimentemos la banda a la prensa. De nada serviría aumentar la cadencia de la prensa a 90 golpes por minuto si el resto de la línea continuara trabajando a 60 avances por minuto. Habríamos invertido en una máquina más cara y con mayor consumo para no obtener beneficios. Por tanto, para usar una servoprensa es condición indispensable que el resto de la línea funcione más rápido y normalmente esto implica pasar de 90 m/min a unos 110 m/min (figura 10). Figura 10. Deformación Metálica no 314 23 Tecnología Es obvio que este aumento ya significa una línea y apilador un poco más costosos. El aumento de potencia en el desenrollador, la aplanadora, las cintas de apilado y los rodillos de alimentación se incrementarán en un 20% y ello implica asimismo unos reductores mayores, unos esfuerzos mayores, etc. Veamos, cómo afecta este aumento de velocidad a la producción teórica (cifras aproximadas): Figura 11. Longitud del formato (mm) 250 500 1.000 2.000 4.000 Cadencia con prensa y línea a 90 m/min 65 60 49 36 22,5 Cadencia con servoprensa y línea a 120 m/min 100 80 62 44 27,5 Incremento de producción 54% 33% 27% 22% 22% Se puede observar que la gran ventaja se da en formatos cortos. Para formatos largos existe una mejora en la producción pero es mucho más moderada. Además, hay que hacer notar que para que sean posibles estas altas velocidades que exige la servoprensa es preciso que las aceleraciones de alimentación sean mayores. Esto es lógico, ya que si tenemos menos tiempo para alimentar y tenemos que introducir metros de chapa en la prensa, la aceleración (el reprise de los rodillos alimentadores) debe ser muy alto. Y esto es especialmente crítico en formatos largos en los que hay que mover mucha longitud en muy breve tiempo. Nos topamos entonces con una nueva limitación. Aunque las máquinas en sí mismas aceptan aceleraciones muy importantes, la banda delicada, no. Si se pasa de 10 m/s2 (o sea alrededor de 1g), la textura superficial del grano tiende a modificarse (cualquiera que sea el recubrimiento de los rodillos alimentadores) y aumenta el riesgo de deslizamientos. Es decir, aunque las máquinas lo permiten, no es recomendable sobrepasar 1 g de aceleración (1,2 en el máximo) y esto hace que, para formatos largos y/o delicados, las velocidades máximas teóricas no se deberían alcanzar. Llegamos ahora al hecho ya comentado de que, en general, los formatos largos son los que se cortan en materiales exteriores y los cortos, los que son interiores. Por tanto, siempre en términos generales, una servoprensa es la solución adecuada cuando haya una proporción importante de formatos cortos y/o interiores en el portafolio de producción de la instalación mientras que para una producción mayoritariamente de piezas largas y/o exteriores sería probablemente más rentable usar prensas convencionales, ya que las ventajas de la línea con servo- 24 Deformación Metálica no 314 Figura 12. prensa no se podrían utilizar totalmente y el coste de esta es sensiblemente superior. Entre medio, claro está, existen miles de posibilidades y la ingeniería Fagor puede analizar en detalle cada caso para proponer la solución de blanking line óptima. Zona de salida Hoy en día es prácticamente obligatorio que el apilador funcione en modo arranque/paro. Los apiladores que funcionan en continuo han quedado obsoletos. Las razones son dos. La primera es que el funcionamiento arranque/paro implica que el formato se detiene antes de soltarse y cae totalmente vertical sin que exista ningún riesgo de fricción entre formatos, protegiendo su calidad superficial. La segunda razón es que no hay choque o colisión contra los topes, así el borde queda inmaculado y puede soldarse por láser. Dependiendo del material a apilar deben usarse apiladores electromagnéticos (figura 11) o de vacío (figura 12) si los formatos no son magnéticos (como es el caso del aluminio). En los casos en que en una misma blanking line deban procesarse materiales magnéticos y amagnéticos (acero y aluminio, por ejemplo) podrían usarse apiladores combinados electromagnéticos/vacío pero la opinión de Fagor es que esto no es conveniente porque son mucho más caros y no tienen ventajas significativas ya que uno de vacío solo siempre puede apilar todo tipo de materiales, por lo que deja de ser necesario gastar dinero en uno combinado y tener los gastos de mayor mantenimiento y repuestos. Fagor Arrasate Tecnología Lantek aborda el sector de las estructuras metálicas Por: Lantek Lantek, especialista en el desarrollo y comercialización de soluciones integrales de CAD/CAM y ERP para el sector de la máquina-herramienta, impulsa la estrategia de diversificación de su oferta con el fin de ampliar su presencia en el mercado global y abordar nuevos segmentos de actividad. La multinacional eligió el marco de la Feria Internacional Tecnológica de la Transformación de la Chapa, EuroBlech 2010, celebrada en octubre en Hannover (Alemania), para presentar al mercado su nueva solución Lantek Steelwork, una aplicación dirigida al sector de la construcción de estructuras metálicas y siderometalurgia. l acero es uno de los materiales más robustos, atractivos y sostenibles del mundo, pues es 100% reciclable. Estas características le convierten en un elemento clave para las nuevas generaciones de construcción. La amplia variedad de tipos y su buena combinación e interacción con otros materiales facilitan y mejoran su utilización en innumerables aplicaciones que abarcan todos los ámbitos, desde el médico hasta el de la construcción de edificios, equipamiento doméstico, vehículos o la innovación, entre otros muchos. La industria europea del acero genera unos ingresos anuales de más de 2 billones de euros y produce alrededor de 200 millones de toneladas de material al año. Asimismo, se trata de un sector que cuenta con más de 500 lugares de producción localizados en 27 estados miembros de la UE y proporciona empleo a unos 420.000 trabajadores de forma directa. E Demanda creciente de programas de diseño en 3D Lantek ha detectado una creciente demanda entre las empresas del sector de las estructuras metálicas que necesitan integrar los actuales y sofisticados programas de diseño de estructuras en 3D junto con las aplicaciones de automatización de los procesos de fabricación y gestión de dichas estructuras. Por otro lado, el sector de la construcción metálica debe cumplir con una amplia normativa tanto nacional como europea, que regula el cálculo y dimensionado de estructuras y de productos estructurales prefabricados. Tales necesidades, unidas a su continuo programa de I+D+i, ha llevado a Lantek a desarrollar la solución Lantek Steelwork. “Estamos ante un sector en constante evolución, pues hoy demanda soluciones potentes, sencillas de manejar y flexibles, capaces de integrar, automatizar y coordi- Imágenes de CAD/CAM en 2D. Deformación Metálica no 314 25 Solución Lantek Steelwork. nar todos los procesos productivos y de gestión de la empresa”, comenta Alberto Martínez, gerente de Lantek SMS. “A esto se suman los aspectos relacionados con las normativas y con la difícil situación económica, que ha afectado al sector de la construcción en general. Sin embargo, las perspectivas son buenas en un plazo cortomedio para el ámbito de la construcción de estructura metálica, pues se ponen de manifiesto corrientes de cambio en las que se apuesta fuertemente por el fomento de este tipo de construcción y no solo con hormigón”. Solución global y especializada para estructuras metálicas La solución Lantek Steelwork es una aplicación integral específicamente diseñada para la gestión de obras y estructuras metálicas, que abarca, además, la programación de todas las máquinas, independientemente del fabricante de las mismas. Este carácter global y su amplia funcionalidad la convierten en una herramienta de características únicas en el mercado que, a su vez, permite gestionar la totalidad del inventario de material y aprovisionamiento, aspecto fundamental y crítico en este tipo de empresas. 26 Deformación Metálica no 314 La solución Lantek Steelwork es una aplicación integral específicamente diseñada para la gestión de obras y estructuras metálicas, que abarca, además, la programación de todas las máquinas, independientemente del fabricante de las mismas “De este modo, se facilita a las organizaciones la posibilidad de contar con información armonizada y fiable cubriendo exhaustivamente todos los aspectos que atañen al diseño, cálculo, dimensionado de elementos estructurales y construcción de cualquier tipo de estructura metálica”, afirma el gerente de Lantek SMS. Elementos que componen Lantek Steelwork: • CAD/CAM 3D: Gracias a su integración con Lantek Flex3d SteelWork, la nueva herramienta permite el diseño y corte de perfiles estándares (I, U, L, T, H, perfiles circulares o cuadrados, entre otros), optimizando tanto el perfil como la generación del CNC para la máquina. El sistema también aporta nesting 3D automático, semiautomático o manual y dispone de detección y control automático de las colisiones. Además, obtiene una simulación real de todos los procesos y soporta las tecnologías de sierra, taladro, punzonado, roscado, marcado, oxicorte, corte por plasma, etc. • CAD/CAM 2D: Su capacidad para trabajar con Lantek Expert hace que sea una solución capacitada para automatizar la programación de máquinas de corte de chapa en cualquiera de sus modalidades. Ofrece la opción de nesting automático, semiautomático o manual para proporcionar máxima flexibilidad y rendimiento, cuenta con gestión de ataques de contornos, corte común, copia de mecanizado, multicapa y diversas configuraciones. • I ntegración con Tekla Structures: Esta es una de las características más destacables de la solución Lantek Steelwork. Actualmente, Tekla es el software de diseño estructural en 3D (BIM) más avanzado del mercado y uno de los más utilizados. Esta integración se basa en la importación del proyecto Tekla en su totalidad, es decir, toda su estructura, componentes, operaciones y geometrías se gestionan como un único proyecto dentro del ERP de Lantek Steelwork. En un futuro está prevista la integración con otras herramientas de diseño estructural en 3D. • ERP Verticalizado: La nueva solución está basada en la tecnología de Lantek Integra, el ERP basado en la web de Lantek que incorpora avanzadas funcionalidades, facilitando el control y gestión de los procesos a través de Internet. Al estar integrado con el software CAD/CAM de Lantek, minimiza costes variables de integración además de incrementar el ROI. Asimismo, permite gestionar un entorno distribuido con un sistema único. Lantek Steelwork, una solución modular Las características de las empresas que desarrollan su actividad en el sector de las estructuras metálicas hacen que sea necesaria una solución única, flexible y escalable que, a su vez, incorpore un amplio número de funcionalidades y garantice la precisión y la máxima calidad en los procesos. La nueva solución de Lantek incorpora la gestión de las siguientes áreas: – Proyectos: Herramienta que permite la representación del modelo de Tekla como proyecto, con toda su estructura de componentes y fases de ejecución. Está preparada para definir nuevos elementos, operaciones, recursos asociados y su asignación de actividades, así como para realizar el seguimiento de la cartera de proyectos. – P roducción: Facilita el conocimiento constante de la carga de trabajo de cada centro de proceso, la planificación de la producción y sus fases y la validación automática de operaciones para un mejor control de todas las etapas productivas. Permite hacer un seguimiento de los costes reales y su comparación con los estimados, y posibilita la inclusión de partes de trabajo de las actividades asignadas a recursos y su imputación al proyecto correspondiente. – Presupuestos: Herramienta para realizar presupuestos de los diferentes niveles y elementos del proyecto que, además, permite visualizarlo en función de capítulos y partidas, pudiendo ser éstas material, horas, fabricación u otros costes. 1-3 Horizontal.indd 1 – Planificación: Definición de las capacidades de cada área departamental de cara a obtener rendimientos por recurso o área, que se retroalimenta con la información de nuevos proyectos. Proporciona planificaciones semanales en función de las cargas comprometidas y permite la modificación manual o automática de la planificación por cambios que así lo requieran. – Compras: Abarca los requerimientos de compras relacionadas con cada proyecto (órdenes de compra para cubrir las necesidades de uno o varios proyectos), además de facilitar la suma de la partida de compras al coste total de su proyecto asociado. – Almacenes: Entre otras funciones incorpora la gestión de stock para chapas, perfiles, etc., control de stock de formatos y medidas, trazabilidad y documentación de calidad y valoración del stock en base a diferentes métodos (FIFO, LIFO o medio). – Ventas y certificaciones: Ofrece certificaciones parciales de cada proyecto, gestión del estado de las mismas y creación de facturas a partir de estas o a partir de la configuración establecida de pagos. – Cuadro de mando (Dashboard): Aporta informes de control económico de la cartera de proyectos, como análisis de tiempos, costes y márgenes de beneficio, comparativas de costes reales y presupuestados y resúmenes de producción, entre otros. Como resumen, cabe destacar que la solución Lantek Steelwork es una herramienta que aporta múltiples beneficios en términos de rentabilidad y optimización de procesos productivos y de gestión, que ayuda a que las corporaciones centradas en el diseño y fabricación de estructuras metálicas cuenten con ventajas competitivas y mejoren su eficiencia. En cuanto a la disponibilidad de Lantek Steelwork, la compañía ha programado un lanzamiento gradual que contempla inicialmente los mercados de España, Brasil, Reino Unido, Alemania, Francia, Italia y Estados Unidos. Posteriormente, esta herramienta estará disponible en el resto de las filiales de Lantek en todo el mundo. Lantek Deformación Metálica29/12/08 no 314 11:11:51 27 Productos Sistema para la expansión de tubos de intercambiadores térmicos Haskel International presenta el equipo Mark V HydroSwage, un modelo actualizado del sistema HydroSwage para la expansión de tubos, que cuenta con mayor facilidad de uso y nuevas funciones de recolección de datos. Permite la fabricación rápida y exacta de intercambiadores térmicos para generación eléctrica, procesamiento químico y otras aplicaciones. El compacto sistema Mark V ofrece una gran exactitud, velocidad y repetibilidad al expandir los tubos de los intercambiadores térmicos en planchas de tubos por medio de la aplicación directa de una alta presión hidráulica interna. Está diseñado para usarlo en la fabricación de intercambiadores térmicos para generación de vapor, condensación y evaporación. Las aplicaciones incluyen generación eléctrica, metalurgia, acondicionamiento de aire, procesamiento químico y papeleras. El nuevo equipo incluye controles electrónicos de pantalla táctil para configurar todas las funciones de proceso. Se almacena el historial de expansión, que puede descargarse a una hoja de cálculo excel por medio de un puerto USB. Las ruedecillas para servicio pesado facilitan desplazar el sistema hasta la cara de las planchas de tubos para realizar la expansión. El intensificador se monta en una gaveta que se desliza fuera de la unidad eléctrica. Un cable opcional de 6m de largo permite utilizar el intensificador a distancia de la unidad eléctrica (por ejemplo, sobre un andamio para acceder a una plancha de tubos muy grande). Diseñado para proporcionar una expansión a alta presión en un solo paso, independientemente del grosor de las planchas de tubos, los mandriles de expansión de HydroSwage cuentan con un sistema de apoyo patentado de sellos segmentados que mantienen altas presiones con una mínima extrusión del sello. Capaz de lograr presiones de expansión de hasta 50.000 PSI, el sistema acepta una alimentación monofásica de 100 a 240 VCA y requiere una presión de entrada de aire de entre 70 y 150 psi con un mínimo de 70 pies cuadrados por minuto. Las presiones de expansión se aplican de manera uniforme, tubo tras tubo, brindando juntas constantes a lo largo de toda la plancha de tubos. El método se ha aplicado satisfactoriamente para expandir tubos en planchas de tubos tan delgadas como de 19 mm ( 3/ 4”) y con grosores de hasta 84 cm (33”). Haskel España Corte de acero al carbono Hypertherm ha lanzado dos nuevos sistemas de corte de metal, Powermax85 y Powermax65: dos nuevos sistemas que cuentan con más opciones en antorchas, innovaciones tecnológicas líderes del sector y un diseño más resistente para una mayor durabilidad en los entornos de corte más difíciles. Se ofrecen cuatro nuevas opciones en antorchas: una antorcha de mano ergonómica de 75 grados, una antorcha de mano de 15 grados para acanalado y corte en lugares estrechos, una antorcha de longitud completa de 38 cm para sistemas motorizados y una antorcha de tambor corto de 15 cm para aplicaciones robotizadas y de corte de tubos, que ofrecen una ver- satilidad aún mayor, lo que permite a los operadores cortar fácilmente el metal en lugares que antes presentaban un acceso difícil. Estas antorchas de la nueva serie Duramax de Hypertherm son hasta cinco veces más resistentes y duraderas que las versiones anteriores. Diversos avances tecnológicos ofrecen una mayor resistencia al corte y fiabilidad de uso. La tecnología Smart Sense potencia la eficiencia al ajustar automáticamente la presión del gas al modo de corte y la longitud de la antorcha, mientras que la tecnología Spring Start del electrodo incrementa la fiabilidad al eliminar piezas móviles del cuerpo de la antorcha. También cabe destacar de los nuevos sistemas que, según el fabricante, son hasta una tercera parte más pequeños y hasta un 20% más ligeros que los sistemas a los que sustituyen dentro de la gama Powermax. El Powermax65 se presenta con una capacidad de corte recomendada de 19 mm y corte de separación nominal de 32 mm, mientras que la capacidad de corte recomendada del Powermax85 es de 25 mm con corte de separación nominal de 38 mm. Hypertherm 28 Deformación Metálica no 314 Productos Sensor retrorreflexivo para detectar objetos transparentes Cardas para trabajos críticos sobre acero inoxidable Para trabajos extremadamente críticos y para condiciones de trabajo difíciles, por ejemplo en la industria química, la de alimentación o la nuclear, Pferd ha desarrollado las cardas Inox-Total. En estas cardas, todas las piezas están fabricadas de acero inoxidable de la calidad 1.4310 (V2A) y garantizan una protección anticorrosión óptima de la pieza de trabajo. Existen distintas formas de carda disponibles con esta característica. El FRDK 14 se aloja en una carcasa que facilita su ajuste rápido, mediante un botón de autoaprendizaje (teach-in). De acuerdo con el fabricante, la elevada sensibilidad le permite detectar cristales, embalajes transparentes o botellas de PET. Su respuesta en 0,1 ms permite el posicionado exacto de bordes móviles y chapas transparentes. El fabricante destaca que, al mismo tiempo, es irrelevante que el objeto a detectar esté delante del sensor o cerca del reflector. El corto tiempo de adaptación, 20 ms, facilita su reprogramación o ajuste durante el funcionamiento. Además del sensor de luz roja, también está disponible una versión láser. Es particularmente adecuado para aplicaciones con requisitos de precisión elevados. Los sensores de la serie 14 están disponibles con cable estándar y conexiones M8 o M12. El fabricante ofrece un accesorio que permite insertarlo en un corte en chapa metálica sin necesidad de tornillos ni herramientas. Fegemu Automatismos Máquina de medición de engranajes Carl Zeiss presenta la nueva máquina compacta de medición de coordenadas 3D DuraMax Gear, aplicable para medición de engranajes de taller. Según el fabricante, sus características principales son, entre otras, su capacidad para trabajar en un entorno de producción, la alta tolerancia a fluctuaciones de temperatura ambiental y su tamaño compacto. Está diseñada para el control de procesos en la planta de producción, para inspecciones rápidas de pequeñas piezas en mitad del proceso y para verificar las dimensiones geométricas de las piezas durante su fabricación. Su precisión también es adecuada para las necesidades en la medición de engranajes. La DuraMax Gear integra el software y hardware necesarios, incluyendo palpadores para diversas aplicaciones. Se trata de una máquina tridimensional CNC polivalente que, cuando se combina con un software con núcleo CAD como el Calypso y el módulo de engranajes Gear Pro, mide todas las modificaciones de manera fácil, rápida y reproducible. Esta combinación permite completar la verificación de engranajes, incluyendo dentados rectos, helicoidales y acanalados. Con la opción de un registro de salida Calypso Qs-Stat Out, incluida en el paquete básico, los clientes están bien equipados para evaluar los procesos de producción mediante una evaluación integral, con información estadística de calidad sobre dicha producción. Pferd-Rüggeberg Prensa oelodinámica Las prensas mod. GTVS de la empresa italiana Energo están equipadas con los siguientes accesorios: variador de velocidad, dispositivo a golpe múltiple con potencia variable temporizada para un máximo de 10 ciclos consecutivos; dispositivo a golpe múltiple en cota para un máximo de 3 ciclos consecutivos con posibilidad de variar la subida entre un ciclo y el otro; cambiador de calor agua/aceite. Como características opcionales se encuentran la lámpara externa, la electroválvula pneumática accionada de un monitor; frigorífico para mantener la temperatura del aceite constante; y un plano adicional. Carl Zeiss Energo Deformación Metálica no 314 29 Productos Líneas automáticas CNC para el taladrado, fresado y corte térmico de grandes placas Las líneas automáticas Gemini 25 y Gemini 32 de Ficep son una solución completa de procesado de placas para estructuras y construcciones metálicas y mecánicas. La Gemini procesa desde finas planchas hasta pesadas placas, realizando las operaciones de corte, marcado, fresado, taladrado, avellanado y biselado, entre otras, con una precisión y un buen coste por pieza gracias al menor espacio de la instalación, el reducido coste de inversión y la altísima productividad. Entre las características generales se encuentran que permite la construcción de doble pórtico para evitar desviaciones durante el mecanizado; control Fanuc para funcionamiento de precisión; movimentación por medio de piñón y cremallera helicoidal, endurecida y de alta calidad en todos los ejes; instalación simple sobre el pavimento sin necesidad de profundas fundaciones; espacio mínimo ocupado (hasta un 30% menos que otras soluciones); menor coste que los sistemas de movimentación de planchas; taladrado y fresado de alta velocidad con cono de herramientas ISO y cambiador de herramientas; amarres adaptables para sujetar las planchas firmemente y evitar vibraciones, controlando la penetración para minimizar las vibraciones y desgastes y poder prolongar la vida de las herramientas y elevar la productividad; sensor láser de precisión para la alineación de las planchas; cambio de herramientas mientras está la plancha sujeta para avellanar, taladrar y fresar bordes con la máxima precisión; fresado helicoidal de grandes agujeros con herramientas de bajo coste; sistema de plasma de 260 Amp; sistema sencillo de posicionamiento y orientación de placas; longitudes de corte de 530 m/ 20100 ft; refrigerante en el taladro aire/niebla o líquido. Además de las características técnicas standard, estas máquinas cuentan con elementos opcionales como son los sistemas adicionales de cambio automático de herramientas y monitorización de su desgaste; mesas de soporte a agua o en seco; sistema de marcado de placas y trazado scribing (patentado), marcado por incisiones a baja profundidad, marcado plasma; sistema automático de localización y orientación de placas; sistemas de aspiración para evacuar las virutas del mecanizado; mesa magnética para realizar fresados y mecanizados “stand alone”. En cuanto a su aplicación para marcado y trazado, esta máquina puede equiparse con una gran variedad de herramientas de marcado, dependiendo de las necesidades. Las construcciones ligeras y líneas de plegado pueden marcarse con la herramienta de scribing o el marcado plasma. Las marcas de identificación ligeras y números de partes para la fabricación pueden añadirse con la herramienta de scribing, el marcado plasma, el rayado (pin marking). El marcado profundo visible tras el pintado se puede realizar con la herramienta de scribing o el rayado (pin marking). Los puntos de referencia de soldadura o de montaje mecánico se realizan con la herramienta patentada por Ficep Scribing. Ficep Limpiador de aire con polvo en suspensión Barin presenta el DC AirCube 500, limpiador de aire de Dustcontrol que permite recircular el aire en zonas de trabajo con polvo en suspensión. El filtro elimina el polvo y evita que lo respiren las personas. De acuerdo con el fabricante, en 1 h puede reducir el nivel de polvo a la diezmilésima parte desde su puesta en funcionamiento. El aire filtrado se devuelve limpio a la misma zona de trabajo o se puede conducir a través de mangueras flexibles al exterior. El fabricante destaca su utilidad en sectores como la construcción, rehabilitación de edificios (especialmente en ambientes sensibles tales como escuelas, tiendas, hospitales, etc.); industria alimentaria (café, harina, piensos, etc.), industria maderera, piedra natural, cuarzo, etc. Entre sus beneficios se encuentran mayor salud para los trabajadores: evita el polvo pernicioso que se desprende en procesos de corte, taladrado o pulido de hormigón, en la limpieza del área de trabajo, en el desescombro, en el proceso de harinado en la fabricación del pan, etc. y disminuye la posibilidad de contraer asma y otras enfermedades respiratorias; mayor seguridad para los operarios: los trabajos son más seguros, sin polvo que restrinja la visibilidad de los trabajadores; incremento de la productividad: 30 Deformación Metálica no 314 evita interrupciones debidas al polvo y esperas mientras se limpia; reducción de tiempo y gastos en limpieza; reducción de tiempo y gastos en preparación, al no tener que poner pantallas que eviten que salga el polvo del área de trabajo a zonas anexas. Entre las características que incorpora la nueva versión se encuentran el diseño ergonómico, con caja de acero inoxidable y acabado limpio; mayor caudal (500 m3/h en la entrada abierta) y presión; menor nivel de ruido, 44-65 dB(A); diseño de pliegue del prefiltro que supone doble de superficie comparado con la versión anterior; cambio de prefiltro sin abrir la unidad: está ensamblado en el exterior de la rejilla de entrada; área de filtro HEPA de 4,2 m2; el filtro cónico HEPA está dentro, con una caja de cartón que se encajará con el filtro: el cambio del filtro se hará libre de polvo; aumento de la duración del filtro HEPA por el efecto limpieza cuando la unidad se sacude; toma eléctrica para luz y otros accesorios; panel de funcionamiento protegido; asa donde se puede enrollar el cable; nuevo diseño del accesorio de cono de entrada para manguera de 125 mm; se puede apilar; tiene un peso de 13 kg; luz indicadora de cambio de filtro; dos velocidades, para mayor ahorro y menor nivel sonoro; salida de 125 mm de diámetro para conexión de manguera; accesorio para colgar en techo o pared. Barin, S.L. Índice de proveedores Prensas para forja y estampación Prensas para forja y estampación PRODUCTOS • Prensas de forja verticales “Maxi” de 10-65 MN • Prensas de forja verticales “Maxi” de 10-65 MN 23 T ● X5 Punzonadora hidráulica • Martillos pilón de contragolpe de 20-80 kJ C5 Punzonadora 30 T • Martillos pilón de●contragolpe de 20-80hidráulica kJ C6 Punzonadora hidráulica • Prensas de doble montante de 2.000-8.000 kN • Prensas de doble●montante de 2.000-8.000 kN 30 T Este índice de proveedores amplía la información facilitada por los fabricantes, ● E6 Punzonadora servoeléctica • Prensas de rodillera 4.000-20.000 kN • Prensas de rodillera 4.000-20.000 kN ● SG6 Punzonadora con cizalla transversalesal automáticas ULS 70 y ULS 100 representantes, •delegados, etc. del ULS sector Deformación Metálica,• Laminadoras ofreciendo lector Laminadoras transversales automáticas 70 y ULS 100 ● LPe Punzonadora servoeléctrica • Prensas excéntricas (cuello cisne) de 100-4.000 kN • Prensas excéntricas combinada (cuello cisne)con de 100-4.000 kN láser una "tarjeta de visita" en de cada número, para de búsqueda. • Transportadores de piezas por vibración FRÖHLICH ● LP6 Punzonadora con una mayor facilidad • Transportadores piezas por vibracióncombinada FRÖHLICH • Cuñas de fijación sistema FEUERBACHER láser FEUERBACHER • Cuñas de fijación sistema ● L6 Láser motores lineales • Reparaciones, reconstrucciones y modernizaciones de • Reparaciones, reconstrucciones y modernizaciones de ● EB Paneladora automática prensas de todas marcas. prensas de todas marcas. ● Be Plegadoras servo-eléctricas ● PB Plegadoras hidráulicas SMERAL IBERICA, S.A. Méjico, 2 – 08320 EL MASNOU (Barcelona) Tel.: 935 S.L. 403 292 – Tel./Fax: 265 km. 13,5 Nave 5 FINN-POWER IBERICA, – Ctra. Molins935 de 551 Rei-Rubí, E-mail: [email protected] – Web: www.smeral.es 08191 – RUBÍ Barcelona – Tel. +34 902 302 111 – www.finn-power.es SMERAL IBERICA, S.A. Méjico, 2 – 08320 EL MASNOU (Barcelona) Tel.: 935 403 292 – Tel./Fax: 935 551 265 E-mail: [email protected] – Web: www.smeral.es Prensas para forja y estampación Mecánica • Prensas de forja verticales “Maxi” de 10-65 MN Parente • Martillos pilón de contragolpe de 20-80 kJ COS S éxito. 1890 on.com zers/es Especialistas en deformación metálica Especialistas en deformación metálica • Prensas de doble montante de 2.000-8.000 kN C/ Molist, 5- 08024 BARCELONA - Tel. 932 853 882 - Fax • Prensas de rodillera 4.000-20.000 kN 932 853 883 MATRICERÍA, ESTAMPACIÓN Yautomáticas ENSAMBLAJE Web: www.metalesyformas.com - E-mail: [email protected] • Laminadoras transversales ULS 70 y ULS 100 C/ Molist, 5- 08024 BARCELONA - Tel. 932 853 882 - Fax 932 853 883 Web: www.metalesyformas.com - E-mail: [email protected] • Prensas excéntricas (cuello cisne) de 100-4.000 kN ● Líneas automáticas de punzonado y plegado ● Líneas automáticas de punzonado y plegado • Transportadores de piezas por vibración FRÖHLICH ● Punzonadoras alimentadas con formato de chapa ● • Cuñas de fijación FEUERBACHER Punzonadoras alimentadas consistema formato de chapa ● Punzonadoras alimentadas desde bobina de chapa ● Punzonadoras alimentadas desde bobina de chapa prensas DEL de todas marcas. 08210 BARBERÀ VALLÈS · Barcelona ● Prensas mecánicas ● Prensas hidráulicas ● Tel. 93 718 77 41 · Fax 93 718 97 55 Prensas mecánicas ● Prensas hidráulicas ● Líneas de corte ● Líneas de perf ilado ● Líneas de corte Tel.: 935 403 292 C/ •Molist, 5- 08024 BARCELONA - Tel. 932 853 882 - Fax 932 853 883 Máquinas planas Web: www.metalesyformas.com - E-mail: – PLÁTINO 2040 - 4000 [email protected] x 2000 x 150 mm • Máquinas planas - 4000 x 2000 x 150 mm - 3000 x 1500 x 150 mm - 3000 x 12000 a 36000 x 150 mm – PLÁTINO 1530 • Máquinas de 5 ejes – DÓMINO 1530 - 3000 x 1500 x 370 mm – RÁPIDO - 3200 x 1525 x 600 mm – ÓPTIMO 2545 - 4500 x 2500 x 920 mm – LASERDYNE PRIMA 790 Lantek Sheet Metal Solutions, S.L. (generador Nd-Yag disponible) 1000Einstein. x 750 xEdif. 750Lantek mm Parque Tecnológico de Álava ●-Albert – MÁXIMO - 3000 x 12000 a 36000 x 150 mm Líneas automáticas de punzonado y plegado ● Punzonadoras alimentadas- con – DÓMINO 1530 3000 xformato 1500 x 370de mmchapa ● Punzonadoras bobina – ÓPTIMO 2545alimentadas -desde 4500 x 2500 x 920de mmchapa ● - 3000 x 1500 x 150 mm ● • Máquinas de 5 ejes – RÁPIDO 01510 Miñano (Álava) Contactar: PRIMA INDUSTRIETel.: ESPAÑA – c/ Elisa, 31-33 – 08023 Barcelona – Tel. 93 253 17 77 945 29 71 71 ● Fax: 945 29 71 72 Fax 93 253 17 78 – e-mail: [email protected] – www.primaindustrie.com e-mail: [email protected] ● www.lanteksms.com IBERICA, S.A. Méjico, 2 – 08320 EL MASNOU (Barcelona) E-mail:SMERAL [email protected] ● Líneas – Tel./Fax: 935 551de 265perf ilado www.mjparente.com E-mail: [email protected] – Web: www.smeral.es E s p e c i a l i s tLÁSER a s e n dDE e f oCORTE r m a c i ó nY m etálica LAS MÁQUINAS SOLDADURA LAS MÁQUINAS LÁSER DE CORTE Y SOLDADURA – PLÁTINO 2040 – PLÁTINO 1530 – MÁXIMO Reparaciones, reconstrucciones modernizaciones de P. I. Santiga.•C/ Llobateras 14, naves y51 al 59 – LASERDYNE PRIMA 790 Prensas mecánicas (generador Nd-Yag disponible) - 3200 x 1525 x 600 mm Prensas hidráulicas -●1000 x 750 x 750 mm Contactar: PRIMA INDUSTRIE ESPAÑA – c/ Elisa, 31-33 ● ● – 08023 Barcelona – Tel. 93 253 17 77 Fax 93 253 17 78 – e-mail: [email protected] – www.primaindustrie.com Líneas de corte Líneas de perf ilado L. LAS MÁQUINAS LÁSER DE CORTE Y SOLDADURA • Máquinas planas – PLÁTINO 2040 – PLÁTINO 1530 – MÁXIMO - 4000 x 2000 x 150 mm - 3000 x 1500 x 150 mm - 3000 x 12000 a 36000 x 150 mm • Máquinas de 5 ejes – DÓMINO 1530 – RÁPIDO – ÓPTIMO 2545 – LASERDYNE PRIMA 790 (generador Nd-Yag disponible) tv.es - 3000 x 1500 x 370 mm - 3200 x 1525 x 600 mm - 4500 x 2500 x 920 mm - 1000 x 750 x 750 mm Contactar: PRIMA INDUSTRIE ESPAÑA – c/ Elisa, 31-33 – 08023 Barcelona – Tel. 93 253 17 77 Fax 93 253 17 78 – e-mail: [email protected] – www.primaindustrie.com ESPECIALISTAS EN MAQUINARIA PARA TUBO, VARILLA Y PERFILES METALICOS Barcelona ● Madrid Zaragoza • GUILLOTINAS DE CORTE VERTICAL • CIZALLAS DE CORTE PENDULAR • PRENSAS, PLEGADORAS CON/SIN CNC • PRENSAS HIDRÁULICAS Y MECÁNICAS • LÍNEAS AUTOMATIZADAS PARA PRENSAS Curvaser C/ Agricultura 29, Nave 14 Tel.: 93 635 76 50 - Fax: 93 635 76 51 08840 VILADECANS (Barcelona) E-mail: [email protected] • CURVADORAS DE PERFILES • CIZALLAS UNIVERSALES • ESCANTONADORAS • CENTROS DE CORTE POR LÁSER • PUNZONADORAS CON/SIN CNC • CILINDROS CURVADORES • Barreras Fotoeléctricas. • Fotocélulas de Fibra Óptica. SICKOptic-Electronic, Optic-Electronic,S.A. S.A. SICK Constitución,3 3- -08960 08960SANT SANTJUST JUSTDESVERN DESVERN(Barcelona) (Barcelona) Constitución, Tel.93 93480 48031 3100 00- -Fax Fax93 93473 47344 4469 69 Tel. www.sick.es- [email protected] [email protected] www.sick.es SO IO E SI N IN E SR E RN EN TA ES SO L UL U CC IO NN ES DD UU S TSRT IRAI A L EL S TA B LBEL S Ctra.dedeManresa, Manresa,22-24 22-24• E-25280 • E-25280SOLSONA SOLSONA- Lleida - Lleida(Spain) (Spain) Ctra. Tel.(+34) (+34)973 973484801018383• Fax • Fax(+34) (+34)973 973484821210707 Tel. E-mail:[email protected] [email protected]• http://www.morenopujal.com • http://www.morenopujal.com E-mail: • Carrospara paracambio cambiorápido rápidode dematrices matrices • Carros • Reparacióndedegrandes grandesprensas prensas • Reparación • Mecanizacionesdedegrandes grandesdimensiones dimensiones • Mecanizaciones • PlacasdedeNitrógeno Nitrógeno • Placas • Máquinaspara paraelelcontrol controlde dedefectos defectospor porUltra UltraSonidos Sonidos • Máquinas ESPECIALISTASEN ENEL ELDISEÑO DISEÑOYYFABRICACIÓN FABRICACIÓN ESPECIALISTAS DEMAQUINARIA MAQUINARIAESPECIAL ESPECIALDESDE DESDE1949 1949 DE • Barreras Fotoeléctricas. • Fotocélulas de Fibra Óptica. • Detectores de Marcas. • Reconocimiento de Formas. C/Gabiria, Gabiria,nºnº6 6y y8 8Pol. Pol.Ind. Ind.dedeVentas Ventas C/ 20305IRUN IRUN(Gipuzkoa) (Gipuzkoa)- España - España • Medición de Distancias. 20305 Tel:943 94363 6390 9004 04 E-mail:[email protected] [email protected] E-mail: • Fotocélulas Tel: Láser. Fax:943 94363 6354 5411 11 www.dimeco.es www.dimeco.es • Barreras deFax: Seguridad. Cortinas LINEASDE DEALIMENTACION ALIMENTACIONA•APRENSA PRENSA de Seguridad. ••LINEAS •CORTE Escáner Láser de Seguridad. LINEASDE DEENDEREZADO ENDEREZADOYYCORTE TRANSVERSAL ••LINEAS TRANSVERSAL LINEASDE DEPERFILADO PERFILADO ••LINEAS SICK- -Optic-Electronic, S.A. PUNZONADORAS PANELADORASEN EN CONTINUO ••PUNZONADORAS PANELADORAS CONTINUO PARTIENDO DE Constitución, 3 BOBINAS - BOBINAS 08960 SANT JUST DESVERN (Barcelona) ••PARTIENDO DE LINEASFLEXIBLES FLEXIBLES Tel. 93 480 31 00 - Fax 93 473 44 69 ••LINEAS www.sick.es - [email protected] GASES, INSTALACIONES, HOMOLOGACIONES DE PROCEDIMIENTOS, FORMACIÓN Y HOMOLOGACIÓN DE SOLDADORES Y TODOS LOS SERVICIOS ASOCIADOS PARA LA OPTIMIZACIÓN DE CUALQUIER PROCEDIMIENTO DE SOLDADURA Y CORTE Paseo de la Castellana, 35. 28046 Madrid Tels.: 91 502 93 00 Fax 91 502 93 30 www.airliquide.es SOLUCIONES TECNOLOGICAS PARA LA DEFORMACION METALICA • Utillajes para plegadoras. • Utillajes para punzonadoras. • Consumibles para láser. • CN plegadoras, cizallas. • Punzonadoras y plegadoras. • Maquinaria para tratamiento de superficies metálicas. Ctra. de l’Hospitalet, 61 • 08940 CORNELLÀ (Barcelona) Tel. 934 740 771 / 934 740 896 Fax 934 740 831 • E-mail: [email protected] AR T S A E CIO Í R N OD U P N Í A AQU O SU ND E I V Publicidad: Entença, 28 entlo. - 08015 Barcelona Tel.: 932924638 - Fax: 934252880 Editora: Mar Cañas Directora editorial: Núria Martín Redactora Jefe: Charo Toribio [email protected] Publicidad: José María Gascón Tel. 637 419 368 [email protected] Norte: David Echevarría Tel. 944 285 600 Fax 944 425 116 [email protected] Centro: Alejandro G. Santamaría Tel. 914 153 345 Fax 914 134 558 [email protected] Italia: Rancati Advertising Milano San Felice. Torre 7 20090 Segrate (Milano) Tel. +39 02 703 000 88 Fax +39 02 703 000 74 [email protected] Delegación Portugal: Largo Rafael Bordalo Pinheiro, 16 (ao Chiado) 1200 - 369 Lisboa Tel.: 351 21 381 59 80 Fax.: 351 21 386 04 32 [email protected] Suscripciones: Alberto Ormazabal Zancoeta, 9 5º 48013 Bilbao Tel. 944 285 651 Fax 944 415 229 [email protected] Consejo Redacción: José María Bastidas, CENIM - CSIC Juan López Coronado, Ingeniero Industrial Jordi Prat Deulofeu, Licenciado en Químicas F.R. Morral, Asesor del Battelle Memorial Institute Manuel Martínez Baena, Ingeniero Metalúrgico Edita: Director General: Isaac Rodrigo Keller Director Financiero: Francisco Sanz Basterra Director Comercial: Isabel Verástegui REED BUSINESS INFORMATION, S.A. C/ Travessera de Gràcia, 17 - 21, 1ª Planta 08021 BARCELONA España Tel. 932 924 638 Fax 934 252 880 COPYRIGHT © www.rbi.es [email protected] Índice de anunciantes Reed Business Information, S.A.U. Prohibida la reproducción total o parcial de cualquier trabajo incluido en esta revista, sin previa autorización, aunque se cite su procedencia. Los conceptos y opiniones expresados en cada trabajo o noticia, son de la exclusiva responsabilidad del autor. Sus datos están registrados en un fichero de Reed Business Information S.A. -Sociedad Unipersonal-, Zancoeta 9, 48013 Bilbao y proceden de fuentes accesibles al público, del boletín de suscripción a nuestras publicaciones o del documento firmado con nosotros para prestarle algún servicio. Podrá recibir publicidad de otros servicios del grupo Reed Business Information y/o de terceras empresas que puede ser de su interés profesional, a través de correo, fax y/o correo electrónico. Puede ejercitar sus derechos de acceso, rectificación, cancelación y oposición dirigiéndose por escrito a Reed Business Information S.A. en la dirección arriba indicada. ANUNCIANTE FAGOR ARRASATE, SDAD. COO. .................................................2 METALES Y Deformación Metálica edición digital La publicación líder sobre la industria del metal ¡Recuerde! cada mes además de la información habitual, una edición con contenido exclusivo para suscriptores, si aún no lo es póngase en contacto con nosotros. [email protected] T: 944 285 651 https://www.rbi.es/suscripciones/deformacion-metalica.htm T: 932 924 638 [email protected] www.rbi.es www.deformacionmetalica.es