universidad de santiago de chile
Anuncio

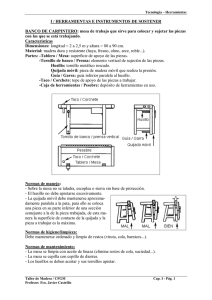
UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Ingeniería Civil en Mecánica INGENÍERIA CIVIL EN MECÁNICA GUÍA DE LABORATORIO ASIGNATURA “LABORATORIO DE PROCESOS MECÁNICOS” CÓDIGO 15011 NIVEL 06 EXPERIENCIA C05 “VERIFICACIÓN Y CONTROL DE MÁQUINAS HERRAMIENTA” HORARIO: JUEVES 9-10-11-12 1 UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Ingeniería Civil en Mecánica 1.- OBJETIVOS GENERALES Familiarizar al alumno de Ingeniería Mecánica con: a) Los procesos de verificación periódica normalizados a que deben someterse las Máquinas Herramientas b) Las pruebas de recepción de fábrica de las Máquinas Herramientas. c) La determinación de la máxima calidad de mecanizado que una Máquina Herramienta puede entregar. d) La incidencia que en el Trabajo Improductivo, tiene el proceso de mecanizado por falla de la Máquina Herramienta. 2.- OBJETIVOS ESPECÍFICOS a) Evaluar los errores dimensionales generados en los mecanizados, imputables a la falta de calidad normal de la máquina herramienta. b) Determinar la calidad de la máquina herramienta en función de la comparación de las normas y la pieza mecanizada. c) Analizar las probables causas (nivelación, mantenimiento, control periódico, montaje, etc.) de la falta de calidad de la máquina herramienta. 3.- INTRODUCCIÓN TEÓRICA a) Consideraciones Preliminares Todas las máquinas herramientas utilizadas en Corte de Metal están construidas bajo estrictas normas de Control. Estas, exigen que las máquinas sea compactas estáticas y dinámicamente antes de la entrega al usuario, asimismo es importante que se realicen controles periódicos durante su vida útil. La determinación de la utilidad y aplicación de una u otra Prueba Control reviste especial importancia, pues permite determinar por anticipado la magnitud de error que se producirá en un mecanizado. 2 UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Ingeniería Civil en Mecánica La aplicación de lo anterior posibilita una buena Planificación, Control y Distribución de la Producción. b) Normas de Verificación b.1) Prueba número 2. Fresado de la cara N del mismo tocho empleando el desplazamiento vertical automático y el desplazamiento transversal del carro a mano. Se empleará una fresa de dos cortes montada sobre un mandrino de longitud conveniente. La cara N deberá ser perpendicular a la cara M. Tolerancias I , 20 µ I I , 30 µ III, Prueba número 3. Fresar la cara P empleando el desplazamiento longitudinal del carro a mano. Se empleará la misma fresa que en la prueba número 2. La cara P deberá ser perpendicular a la N paralela a la opuesta. Tolerancias I , 20 µ I I , 30 µ III, 3 UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Ingeniería Civil en Mecánica Prueba número 4. Fresar la cara M con el desplazamiento vertical automático y el desplazamiento longitudinal de la mesa a mano. Se empleará la misma fresa que en la prueba número 1. La cara M deberá ser plana y perpendicular a la cara P. Tolerancias I , 20 µ I I , 25 µ III, Prueba número 5. Fresar las caras opuestas de un paralelepípedo de 40x40x300 mm empleando el desplazamiento longitudinal de la mesa. Se empleará fresa cilíndrica de un corte. El espesor de la pieza deberá ser constante. Tolerancias I , 20 µ I I , 30 µ III, Nota: La fijación de las piezas a la mesa debe permitir la ejecución de todas las pruebas. Fresadora Vertical. Material de la Probeta CK35. Planeidad de Superficies Prueba número 1. Fresar la cara de un tocho prismático empleando el desplazamiento longitudinal automático de la mesa y el transversal del carro a mano. Se empleará una fresa de 50mm aproximadamente, con la que se realizan tres pasadas sobre la cara. 4 UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Ingeniería Civil en Mecánica La cara M debe de quedar plana. Tolerancias I , 10 µ I I , 15 µ III, Prueba número 2. Fresar la misma cara M con el desplazamiento transversal automático del carro y el desplazamiento longitudinal de la mesa a mano. Tolerancias I , 10 µ I I , 15 µ III, Prueba número 3. Fresar una franja de 25 mm. en las caras N, R, P, Q, con los desplazamientos longitudinales y transversal automático de la mesa y del carro. Se empleará una fresa de dos cortes. Las caras N, R, P, Q, deberán ser perpendiculares entre si y las caras opuestas paralelas entre si. Tolerancias I , 20 µ I I , 30 µ III, Prueba número 4. Fresar dos zonas de 25 mm de las caras N y P empleando el desplazamiento longitudinal automático de la mesa, el transversal automático del 5 UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Ingeniería Civil en Mecánica carro y el vertical a mano. Se empleará la misma fresa que en la prueba número 3. Los planos de las zonas han de ser respectivamente perpendiculares a la cara M. Tolerancias I , 20 µ I I , 30 µ III, Roscas. Material de la Probeta: CK60 Aunque las roscas tienen una comprobación especial que en cada caso debe ser detenidamente estudiada, damos unas tolerancias generales que pueden ser orientativas. Tolerancias I, de 10 a 20 μ II, de 20 a 25 μ III, de 25 a 35 μ Engranajes y Ranuras. Material de la probeta CK60 Se trata de unos elementos de tanta importancia, que tan sólo para los engranajes existe una copiosa documentación de normas y ejemplos para lograr su comprobación con máquinas y aparatos especiales., No pretenderemos dar ni siquiera una pequeña orientación, por juzgar imposible el intento, y tan sólo nos limitaremos a destacar que además de la precisión del diente y la calidad de la superficie de trabajo, hay dos elementos a considerar más importantes aún, que es el centrado, es decir, el paralelismo y la perpendicularidad de los dientes con el agujero central y para éstos si fijamos unas tolerancias generales. Tolerancias I, menos de 20 μ para todo II, menos de 30 μ para todo III, menos de 40 μ para todo En las páginas 312 – 313 damos el cuadro 14.1: Pruebas prácticas. 6 UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Ingeniería Civil en Mecánica Aplicación de las pruebas a las máquinas herramientas de uso más corriente. Ejecución de las pruebas prácticas. Como en el caso de las verificaciones geométricas, antes de realizar las pruebas prácticas debe procederse a la puesta sobre cimientos y nivelación de la máquina. Las pruebas se realizan mecanizando las piezas con operaciones de acabado, después de desbastadas en la misma máquina, lo que producirá su puesta a temperatura de funcionamiento. Sólo el trabajo de acabado permite juzgar la precisión geométrica de la máquina, ya que el trabajo de desbaste pone en juego esfuerzos capaces de producir deformaciones elásticas tanto de los órganos de la máquina como de la misma pieza. Por otra parte es en las operaciones de acabado donde justamente se requiere toda la precisión de la máquina, cuando ésta realiza su trabajo de producción. Consideremos ahora cada máquina – herramienta en particular. Cepillo Puente: Material de la Probeta: St 37.2 Prueba número 1. Paralelismo de caras planas. Se cepillan las caras opuestas de 4 piezas de acero de acuerdo con la figura. Las piezas han de estar sujetas a la mesa y lo más separadas posibles unas de otras. Las caras cepilladas han de resultar paralelas. 7 UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Ingeniería Civil en Mecánica Máquina con carrera inferior Máquina con carrera superior a 2 m. a 2m D = Distancias entre montantes D≤1m D>1m D≤1m D>1m I,50μ I,50 μ + 10 I,50 μ + 10 I,50 μ + 10 μ/m + 10 II,60 μ μ/m μ/m μ/m III, II,60 μ + 12 II,60 μ + 10 II,60 μ + 10 μ/m + 12μ/m μ/m μ/m III, III, III, Prueba número 2. Perpendicularidad de caras planas. Se cepillan las caras verticales de dos prismas. Las prismas ha de estar sujetos a los bordes de la mesa y lo más alejados posibles de otros. a) Las caras cepilladas han de estar en el mismo plano. b) Han de ser perpendiculares a la superficie de apoyo. Máquina con carrera inferior a 2m Máquina con carrera superior a 2m I,30μ II,40μ/m III, I,30μ/m II,35μ/m III, Tolerancias para a) Tolerancias para a) 8 UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Ingeniería Civil en Mecánica I,30μ/500m Tolerancias II,40μ/500m I,30μ/500mm b) Tolerancias II,40μ/500mm para III, para b) III, Fresadora Universal. Material de la Probeta CK35 Prueba número 1. Planeidad de superficies. Fresar la cara M de un tocho prismático empleando el desplazamiento longitudinal automático y el vertical a mano. Se emplea una fresa de 50 mm, con la que se realizan tres pasadas sobre la cara. La cara M debe quedar plana. Tolerancias I , 10 µ I I , 15 µ III, b.2) Comprobación de una fresadora universal Comprobación de la relación del eje de rotación con respecto a otros conjuntos importantes y movimientos fundamentales. En el caso de una fresadora horizontal, debe comprobarse el paralelismo de los elementos siguientes: 1º Superficie de la mesa y eje del husillo; de plano a eje. 2º Superficie de la mesa y movimiento longitudinal de la misma; de plano a plano. 3º Movimiento transversal de la mesa y eje del husillo; de plano a eje: a) en el plano vertical; b) en el plano horizontal. 4º Ranura guía dela mesa y movimiento longitudinal de la misma; de plano a eje. 5º a) eje del agujero del soporte del árbol portafresa y la superficie de la mesa en el plano vertical; de plano a eje. b) Idem, en el plano horizontal, de plano a eje. 9 UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Ingeniería Civil en Mecánica El alineamiento del husillo y del agujero del soporte del árbol portafresa ha sido Discutido ( ver figura 53 a y b). 1º El paralelismo entre la superficie de la mesa y el eje del husillo se comprueba del modo indicado en la figura 75. La mesa se nivela en el plano horizontal usando nivel ( ver figura 31). Luego se pone la mesa en la posición central y se inserta en el husillo el mandril cilíndrico de 300mm de largo. Se pone el comparador sobre la mesa ajustándolo de modo que toque el punto más bajo del mandril. Se hace girar el husillo y lo deja en posición tal que los errores de excentricidad y otros sean eliminados en el plano vertical. Con el mandril en esa posición se anotan las desviaciones del comparador en las posiciones A y B, desplazándolo sobre la mesa de la máquina que permanece fija. Cuando la mesa es estrecha debe usarse un comparador con base bastante grande como para que se puedan tomar las mediciones en dichas posiciones. 2º La investigación de la planitud de la mesa por medio de nivel puede ser representada en forma de diagrama, indicando ser representada en forma de diagrama, indicando las alturas de las irregularidades de la mesa por encima del plano perfecto. Para este fin se coloca el comparador en el cuerpo o en el husillo de la máquina y se lo ajusta de modo que en su palpador toque directamente la superficie de la mesa. Luego, moviendo la mesa en dirección longitudinal, se observa directamente las desviaciones del paralelismo entre la superficie de la misma y su movimiento longitudinal. Si la mesa no es plana es aconsejable poner una regla recta sobre su superficie y tocar con el palpador sobre la regla en lugar de hacerlo directamente sobre la mesa. El largo de la regla debe ser igual a la carrera longitudinal de la mesa (figura 76). 3º Para comprobar el paralelismo entre el movimiento transversal de la mesa y el husillo se pone primero la mesa en posición central. 10 UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Ingeniería Civil en Mecánica Figuras 75, 76, 77---Pruebas de recepción de una fresadora. El comparador debe colocarse sobre la mesa tocando con su palpador el mandril cilíndrico, de 300 mm de largo, insertado en le cono del husillo. Se hace girar el husillo y se lo pone en la posición central, eliminando de este modo los efectos de excentricidad, etc. Luego se mueve la mesa en dirección transversal anotando los errores: a) en el plano vertical , y b) en el plano horizontal (figura 77). 4º En las ranuras en T, especialmente en la ranura guía, deben maquinarse cuidadosamente las superficies verticales en todo su largo, pues la ranura guía se utiliza como base de colocación para dispositivos. El acceso a estas superficies es difícil para el palpador y resulta conveniente usar una palanca acordada que se coloca sobre el comparador y que entra fácilmente en la ranura (figura 78 a y b). Este accesorio facilita la ubicación de todas las imperfecciones que 11 UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Ingeniería Civil en Mecánica Figura 78 a----Comprobación de la ranura guía. pueden existir sobre las paredes de la ranura. El paralelismo general de la ranura guía con el movimiento longitudinal de la mesa se verifica por medio de un bloque angular de 150 mm de largo con una saliente que entra en la ranura y con una cara perpendicular contra la que se apoya el palpador del indicador (figura 79). Después de la sujeción del comparador sobre el husillo y su ajuste sobre la superficie vertical del bloque angular, se mueve la mesa en dirección longitudinal, mientras que el inspector aprieta el bloque con la mano contra la guía y lee las desviaciones del paralelismo. Durante las mediciones el 12 UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Ingeniería Civil en Mecánica bloque se mueve a lo largo de la ranura guía, evitando de este modo el efecto de errores locales. 5º a) Para comprobar el paralelismo del eje del brazo superior respecto a la superficie de la mesa (paralelo a las guías de la ménsula), se bloquea el mismo en su posición extrema Luego se comprueba la altura del brazo sobre la base, del modo indicado en la figura 80, en los puntos a1 y a2. b) Para comprobar el paralelismo entre el brazo superior y el movimiento de la mesa en el plano horizontal, debe colocarse el comparador sobre la mesa tocando el palpador el costado del brazo (figura 80b). Luego se mueve la mesa en la dirección transversal y se leen las desviaciones del paralismo. Cuando es necesario comprobar las desviaciones del paralelismo entre el husillo y las guías del brazo superior, que pueden tener la forma de una barra, de Figura 78 b---Comparador con palanca acodada dos barras, o de una pieza hueca de fundición, se puede hacer como lo indica la figura b1. Después de colocar el brazo en su posición extrema, se sujeta el comparador sobre el soporte del mandril portafresa, ajustando el palpador de modo que toque el costado o la parte superior del mandril cilíndrico. Luego podemos mover el soporte del mandril portafresa a 13 UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Ingeniería Civil en Mecánica Figura 79 y 80: Pruebas de recepción de una fresadora lo largo del brazo y anotar las desviaciones del paralelismo. Cuando el brazo superior tiene la forma de una barra, debemos oscilar el soporte del mandril portafresa con el comparador, como muestra la figura b1 a. Estas mediciones deben ser repetidas en diferentes posiciones del soporte, anotando en cada caso las desviaciones mayores del comparador. 14 UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Ingeniería Civil en Mecánica Figura 81y 82---Pruebas de recepción de fresadora En el caso de fresadoras deben comprobarse la perpendicularidad de las superficies siguientes: 1º Paredes de la ranura guía y eje del husillo (plano a eje). 2º Superficie de la mesa y: a) guías verticales frontales, sobre el cuerpo de la 15 UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Ingeniería Civil en Mecánica máquina (plano a plano); b) guías verticales laterales, sobre el cuerpo de la máquina (plano a plano). 3º Para comprobar la perpendicularidad de la ranura al eje el husillo, se pone la mesa en la posición central y se inserta en la ranura el bloque angular, de por lo menos 150 mm de largo, como se indica en la figura 82. Se coloca el comparador sobre el husillo y se ajusta el palpador de modo que toque la cara vertical del bloque. Luego se anota la desviación del comparador cuando el bloque está en un extremo de la mesa; se hace girar el husillo, se desplaza el bloque y se anota la indicación correspondiente al otro extremo. 4º Se centra la mesa con respecto a sus dos desplazamientos horizontales y se bloquea la ménsula sobre el cuerpo de la máquina. Se coloca sobre la mesa una escuadra de 300 mm de largo y se sujeta el comparador en el husillo de manera tal que el palpador toque la escuadra cerca de su extremo superior (figura 83 a y b). Se anota la desviación del comparador. Se afloja la desviación del comparador. Se afloja la ménsula, se levanta la mesa 300 mm. aproximadamente, se bloquea la ménsula nuevamente y se anota la desviación del comparador. La diferencia entre las dos mediciones es la indicación directa del error de perpendicularidad. Las desviaciones del comparador deben ser iguales en cualquier posición de la ménsula sobre el cuerpo de la máquina, esté la ménsula bloqueada o no. Se aconseja repetir estas pruebas cinco veces y tomar el promedio. Evidentemente es muy importante usar una escuadra cuya precisión haya sido cuidadosamente comprobada. Como podemos ver en la figura 83, estas pruebas deben ser ejecutadas para las dos posiciones de la escuadra y del comparador: a) la escuadra enfrenta las guías frontales del cuerpo de la máquina; b) la escuadra enfrenta las guías laterales. 16 UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Ingeniería Civil en Mecánica Figura 83---Pruebas de recepción de fresadora b.3) Comprobación de una rectificadora de exterior a) Comprobación de guías y movimientos fundamentales. En la nivelación de la bancada, como ya, fue descrito (figura 30), también se verifica la planitud de la misma en dirección transversal. Las bancadas largas deberían colocarse sobre cuñas puestas en intervalos menores de 1000 mm. La distribución de la carga entre las guías delanteras y trasera de una rectificadora, es siempre más uniforme que en el caso de un torno paralelo; el peso de la mesa está bien distribuido. También las fuerzas de rectificación son bastantes pequeñas siendo inferiores a 100 kg. 4.- MÉTODO A SEGUIR a) Analizar los efectos de nivelación en la máquina herramienta. b) Comprobar la condición de exactitud mediante prueba estática. c) Comprobar la condición de exactitud mediante prueba dinámica. d) Fabricar una probeta en la máquina en estudio. e) Verificar la probeta fabricada en Laboratorio de Metrología. 17 UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Ingeniería Civil en Mecánica 5.- VARIABLES A CONSIDERAR 5.1 Errores de excentricidad en los husillos 5.2 Errores de linealidad en el desplazamiento de los carros 5.3 Errores de paralelismo y perpendicularidad presentes en los grados de libertad en las máquinas herramienta 5.4 Evaluación de la calidad de la máquina, a partir del mecanizado de una pieza 6.- TEMAS DE INTERROGACIÓN 6.1 Procedimiento de recepción de máquinas herramienta 6.2 Nivelación y montaje de las máquinas herramienta 6.3 Evaluación de la calidad de la máquina herramienta 7.- EQUIPOS E INSTRUMENTOS UTILIZADOS 7.1 Reloj de carátula 7.2 Regla puente 7.3 Bloques paralelos 7.4 Micrómetro interior 7.5 Nivel de pórtico 7.6 Niveles de precisión 7.7 Máquinas herramienta: Torno y Fresadora 8.- LO QUE SE PIDE EN EL INFORME 8.1 Graficar y evaluar en error de excentricidad del husillo 8.2 Graficar y evaluar el estado de la bancada del torno 8.3 Graficar y evaluar el estado de los grados de libertad de las máquinas (paralelismo y perpendicularidad) 8.4 Cuantificar los errores geométricos de la pieza mecanizada y por ende evaluar el estado de las máquinas herramientas Nota: La evaluación de las máquinas se hará basadas en las normas Schlesinger sobre comprobación de máquinas herramienta 9.- BIBLIOGRAFÍA 9.1 Schlesinger, Georg,: “Normas de comprobación de máquinas herramientas”. 18