ASME 2014 - DQC PR W02 Verificacion de amperajes y
Anuncio

REPARACION POR SOLDADURA DE
COMPONENTES DE EQUIPO PESADO· MSC
i~
CODIGO: DQC.PR.W.02
VERSION: O
PROCEDIMIENTO DE VERIFICACION DE
AMPERAJES y VOLTAJES
(MOTOSOLDADORAS/ELECTRICAS)
Página 1 de 6
CONTEN IDO
-
1.
OBJETiVO .... ............. ........................................................................................................................ 2 2.
ALCANCE ......... .. ... ................... ..... ................................. .................................................................. 2 3.
RESPONSABILIDADES ...... ............ .. .. .... .......................................................................................... 2 4.
DE FINI CIONES Y A BREVIATURAS .............................................. ................................................... 3 5.
DESARROLLO ...... .... ................... ............... ....................... .......................... ..................................... 4 6.
SEGURIDAD, SALUD Y MEDIO A MBIENTE ................................................... ...... .. .. .... .. ............. .... 5 7.
DOCUMENTOS DE REFERENCIA ........................................................................... .......... ...... .. ...... 5 8.
REGiSTROS .............. .......................................... ........ ... .. ....................................... ...... ..... ............... 6 9.
AN EXOS ...................... ................... .................... ..................... ...... ........................................ ... ........ 6 10. CONTROL DE CAMBIOS ....... .. ...... ........................ .......................................................................... 6 Roberto Carb Arana ~laz
CWI 12101801
aC1 EXP. 10/112015
Nombre
Abrev.
Cargo
Fecha
Inspector de
Soldadura N3/CWI AWS
23 .02 .2014
Elaborado por:
Carlos Arana
Revisado por:
Alberto Mariaca AMJ
Jefe de Control
de Calidad
06 .03.2014
Aprobado por:
Fabio Qu ispe
Gerente de
operaciones
06 .03 .2014 (
CA
FQ
Firm a
f~·~
i1
-......
~
. /
L
!J
"T
---­
e­
REPARACION POR SOLDADURA DE
COMPONENTES DE EQUIPO PESADO - MSC
PROCEDIMIENTO DE VERIFICACION DE AMPERAJES
y VOLTAJES (MOTOSOLDADORAS/ELECTRICAS)
1.
CODIGO: DQC.PR.W.02
VERSION: O
Página 2 de 6
OBJETIVO
El objetivo de este procedimiento es describir La metodología que la empresa SETEC SRL .
aplicara en la verificación de Amperajes y Voltajes de las maquinas de soldar
(MOTOSOLDADORAS , ELECTRICAS ), la cual serán utilizadas en los diferentes frentes de
Soldadura durante la Reparación de Componentes de Equipos Pesado.
2.
ALCANC E
Este procedimiento tiene como alcance la aplicación y metodología en la verificación de
Amperajes y Voltajes de las MOTOSOLDADORAS/ELECTRICAS a seguir en la "Reparación
por soldadura de Com ponentes de Equipos Pesado".
3.
RESPONSABILIDADES
3.1 . Gerente de Operaciones :
• Proveer y facilitar los recursos suficientes para que se ejecuten las actividades de
soldadura.
• Revisar y aprobar lo establecido en este procedimiento.
3.2.
Jefe de Proyecto:
• Coordinar con el Gerente de Proyecto la provisión de los recursos necesarios para la
correcta ejecución del presente procedimiento.
• Verificar que el personal cumpla lo establecido en el presente procedimiento.
3.3. Coordinador de Operaciones:
• Tiene la responsabilidad de supervisar la fase de soldadura así como la de proveer los
recursos necesarios en el lugar de trabajo para la ejecución de este procedimiento
3.4.
Supervisor de Control de Calidad:
• Direccionar los procedimientos a las personas involucradas en la actividad y verificar el
cumplimiento de los mismos , coordinar los trabajos con los inspectores QAlQC.
• Verificar que los Procedimientos sean direccionados de acuerdo a Normas, Códigos y/o
especificaciones Técnicas , el que aplique.
• Verificar que los registros provenientes de esta actividad sean los correctos .
• Responsable del estricto cumplimiento de las Políticas de Calidad.
• Verificar los instrumentos y certificados de Calidad a ser empleados en la fase .
3.5.
Inspector de Soldadura N1/CAWI-AWS:
• Realiza las inspecciones y verificaciones establecidas en este procedimiento utilizando
siempre la última revisión del procedimiento aprobado Generar los registros aplicables
REPARACION POR SOLDADURA DE
COMPONENTES DE EQUIPO PESADO - MSC
PROCEDIMIENTO DE VERIFICACION DE AMPERAJES
y VOLTAJES (MOTOSOLDADORAS/ELECTRICAS)
CODIGO: DQC.PR.W.02
VERSION: O
Página 3 de 6
en cuanto a inspecciones , pruebas, ensayos y verificaciones de control de calidad
aplicado a la actividad bajo la supervisión de un nivel 2.
3.6.
Inspector de Soldadura N2/CWI-AWS:
• Realiza , revisa , elabora los Procedimi'entos Operativos aplicables a la actividad de
SOLDADURA utilizando siempre la última revisión del procedimiento aprobado .
• Verificaciones de lo establecido en este procedimiento y las normas correspondiente a la
actividad
• Generar los registros aplicables en cuanto a inspecciones , pruebas, ensayos y
verificaciones de control de calidad aplicado a la actividad de soldadura.
3.7.
Inspector de Soldadura N3/SCWI-AWS:
• Realiza , Revisa, Elabora los Procedimientos Operativos/Procedimientos de Soldadura
aplicables a la actividad.
• Coordina y Dirige los trabajos de INSPECCION de SOLDADURAS con los N1 y N2
• Realiza , verifica y genera registros aplicables en cuanto a las inspecciones en que este
involucrado .
3.8.
Su pervisor de Salud & Seguridad:
• Monitorear que se cumpla con lo establecido en este procedimiento respecto a :a
seguridad (EHS) de la actividad .
• Verificación de ART , VPT, PT específico para esta actividad , en conjunto con el
Coordinador de Producción y trabajadores de campo.
4.
DEFINIC IONES Y ABREVIATURAS
WPS: Abreviación del texto en inglés que significa "Especificación de Procedimiento de Soldadura" PQR: Abreviación del texto en inglés que significa "Registro de Calificación de Procedimiento" WPQ: Abreviación del texto en inglés que significa "Calificación de habilidad del Soldador" EN D: Abreviación de "Ensayos No Destructivos" Norma de calif icación: Norma de referencia que define la forma de proceder para calificar a los procedimientos de soldadura y a los soldadores y/ u operadores de soldadura , las empleadas en el presente proyecto son AWS 82 .1-2005, AWS O1.1-2001 O YASME - 8PVC - Sección IX-2010 Norma de proyecto, especificación o Código: I\lorma que define todas las características para el diseño, fabricación, instalación, pruebas y puesta en funcionamiento de los equipos reparados. La aplicable al presente documento es AWS D14 .3 "Epecification for Welding Earthmoving , Construction, and Agricultural Equipment", AWS [114.4. Equi pam iento : Producto de la fabricación , construcción y/o montaje soldada , tales como calderas, tuberías , estructuras metálicas , oleoductos etc. Shall : Termino que indica Requerimiento Mandatorio" DEBE" Should: Término que indica Recomendación Práctica "DEBERlA" Rango Nominal: Valores Nominales de corriente (Amperaje) Circuito Abierto: el cual no produce flujo de corriente . Circuito Cerrado : El cual produce flujo de corriente. f\
'ffiR~ 1!
REPARACION POR SOLDADURA DE
COMPONENTES DE EQUIPO PESADO - MSC
PROCEDIMIENTO DE VERIFICACION DE AMPERAJES
y VOLTAJ ES (MOTOSOLDADORAS/ELECTRICAS)
CODIGO: DQC.PR.W.02
VERSION : O
Página 4 de 6
Pinza Amperometrica: Instrumento de medición , el cual determina las diferentes magnitudes eléctricas; corriente(A) , Tensión (V) , Resistividad (O) . Cali bra ci ón: Determina las características metrológicas del instrumento o del material de referencia y se realiza mediante comparación directa con patrones de medida o materiales de referencia certificados armonizados con un estándar. Ver 3.1.15 de API 6A. Verificación: consiste en revisar, inspeccionar, ensayar, comproba r, supervisa r, o realizar cualquier otra función análoga , que establezca y documente que los elementos , procesos , servicios o documentos están conformes con los requisitos especificados . Polaridad Directa (DCEN): Es aquella donde el polo positivo se encuentra colocado a la pieza de trabajo y el negativo al portaelectrodo. Polaridad Invertida (DCEP): Es aquella donde el polo negativo se encuentra colocado a la pieza de trabajo y el positivo al portaelectrodo. Corriente Continua: La co rriente circula en un sentido determinado de forma constante , hay un terminal positivo y terminal negativo. 5.
DESARROLLO
5.1.
Generalidades
Las máquinas de soldar, deberán ser de capacidad adecuada para el trabajo y deberán ser
mantenidas en condiciones que asegure la ejecución de soldaduras aceptables, continuidad de
operación, y seguridad al personal.
Las máquinas de soldar deben ser operadas dentro de los rangos de amperaje y voltaje
indicados en el WPS calificado , por lo tanto , deberá realizarse una verificación semestral , de los
valores entregados de la máquina con relación a los requeridos para la aplicación de los
procedimientos , y determinar si la continuidad de corriente es aceptable o no para la ejecución
de las soldadu ras
Para dicha verificación se deberá utilizar una pinza volti-amperimétrica de corriente continua
dentro de su periodo válido de verificación y siguiendo el formato S02.MEC .02.F01 , "Etiqueta de
Verificación (Amperajes y Voltajes) de Máquina de Soldar".
Una vez verificada el correcto funcionamiento que evidencia la verificación de la máquina se
debe asignar y colocar una "Etiqueta de Verificación de Amperajes y Voltajes".
La calibración de la pinza volti-amperimétrica debe estar de acuerdo a un Patrón NIST "National
Institute of Standards and Technology"
5. 2.
Actividades de Verificación de (A) y (V)
Se colocara en los cables de salida de la maquina de soldar, los cables de prueba TL 175 de la
pinza volti-amperimétrica . Para verificar el circuito abierto (V) , el cual se registrara en el formato
S02 .MEC.02 .F01
Luego se procederá a verificar la intensidad, corriente (A) , por lo cual se utilizaran los rangos
ajustables desde #30, #40, #50, #60, #70, #80, #90, o en el caso de maquinas digitales,
REPARACION POR SOLDADURA DE
COMPONENTES DE EQUIPO PESADO - MSC
f\
I
PROCEDIMIENTO DE VERIFICACION DE
AMPERAJES Y VOLTAJES
(MOTOSOLDADORAS/ELECTRICAS)
, 't'
CODIGO: DQC.PR.W.02
VERSION: O
Pági na 5 de 6
solamente los rangos nominales establecidos en la maquina de soldar para este caso 90-100­
110-120-130-140-150-160-170-180-190. Utilizando electrodos de Bajo Hidrogeno de 4mm de
diámetro, se registrara los valores observados de la pinza volti-amperimétrica para cada rango
ajustable. En el formato DQC.PR.W.02 .RG.01, "Etiqueta de Verificación (Amperajes y Voltajes)
de Máquina de Soldar".
Una vez concluida la toma de datos de corriente (A) se procederá a medir la tensión en el
circuito cerrado, el cual se registrara en el formato DQC.PR.W.02.RG .01 .
6.
SEGURIDAD, SALUD Y MEDIO AMBIENTE.
6.1.
Antes de iniciar las actividades se deberá contar con lo siguiente
>>>-
El soldador deberá tener el siguiente EPP (ropa de seguridad , casco -cuando no
estén soldando, botas, careta con respectivo vidrio neg ro N° 10 a 12, guantes de
soldador, gafas , protector auditivo).
Se señalizará el área de trabajo con cinta demarcatoria y letreros informativos .
Se revisarán los equipos aplicables a la actividad que cuenten con sus check list.
6.2. Se deberá contar con extintores en el lugar de trabajo, además verificar que se
aterramiento de las máquinas de soldar antes del uso de las mismas.
7.
realice el
DOC UMENTOS DE REFE RE NCIA.
CODIGO DOCUM ENTO
AWS 014.3-2010
AWS A3 .0
MANUA LDELSOLDADOR~ESOL
CLAMP METER 374,375,376
API 6A
ANSI Z49. 1-1999
AWS A5. 1-2010/ SFA A5.1 /AWS
A5.5
DQC. PR.W.01
DQC.PR.W.04
TITULO DEL DOC UMENTO
"Epecification for Weld ing Earthmoving, Construction , and
Agricultural Equipment"
"Standard Weldi ng Terms and Definitions"
"Dr. German Hernández Riesco EWF"
"Manual de Uso Fluke"
"Specification for Wellhead and Christmas Tree Eq uipment"
"Safety in Welding , Cutting , and Allied Processes"
"Speeifieation For Ca rbon Steel Eleetro des For Shielded Metal
Are Welding "
"Procedimiento de "Validación del Proceso de Soldadura"
"Procedimiento de Reparación General"
REPARACION POR SOLDADURA DE
COMPONENTES DE EQUIPO PESADO - MSC
I .(
j~
Página 6 de 6
REGISTROS . Frecuencia
llenado
(Cuando se
llena el
registro)
Identificación
Titulo
Etiqueta de
Verificación
(Amperajes
y Voltajes)
de Máquina
de Soldar
9.
VERSION: O
PROCEDIMIENTO DE VERIFICACION DE
AM PERAJES Y VOLTAJES
(MOTOSOLDADORAS/ELECTRICAS)
- , '
8.
CODIGO: DQC.P R.W.02
Cód igo
I
;
Lugar de
almac.
Oficina de
Cada vez que se
DQC.PR.W.02
realice la actividad Calidad
.RG .01
Responsa Tiempo de Disp.
conservo
Final
ble
Coord. de
Calidad
Terminación
Data Book
de Obra
ANEXOS
Registro DQC .PR.W.02.RG .01 , "Etiqueta de Verificación (Amperajes y Voltajes) de Máquina de
Soldar".
10. CONTROL DE CAM BIOS
Ve r.
Fecha
Descripción de cambios
Elaboró
Revisó
Aprobó
f :'\
I - ' '(
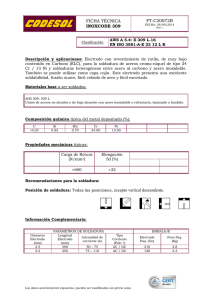
ETIQUETA DE VERIFICACiÓN DE AMPERAJE Y
VOLTAJE MAQUINA DE SOLDAR
Elemento verificado :Máquina de Soldar
Registro N°: XX
Marca : Lincoln
'
Modelo:
Tag :
Serie N°:
DQC.PR.W.02.RG.01
Certificado W :
Instrumento usado:Pinza Amperimetrica
ESTADO DE LA MÁOUINA
ESTADO F~AL
Máquina con check lis! liberado
APROBADOD REPROBADO
TOMA DE DA IQS1Am~e~e]
#
Rango- Nominal
De La Mág uina
VOLTAJE
Lectu ra I nstrum~nto
Imín.-m_áx.]
#
Rango- Nominal De La
Máquina
Circuito Abierto
Circuito Cerrado
Verificado por:
Supervisado por:
Firma:
Firma:
V
V
Fecha de Verificación
XX/XX/XX
f~
Lectura Instrumento
[mín.-máx.]
ETIQUETA DE VERIFICACION DE AM PERAJE Y
VOLT~JE~AQ1[NADESOLDAR
Eleme nto verificado:Máquina de Soldar
Ta~:
Serie N°:
Próxima Verificación
XX/XX/XX
Registro N°: XX
Marca : Li ncoln
lVIodelo:
DQC.PR.W.02.RG.01
Certificado W :
Instru mento usado:Pinza Amperim etrica
ESTADO DE LA MAQUINA
ESTADO FINAL
Máquina con check list liberado
APROBADOD REPROBADO
TOMA DE DATOS [Amperaje]
#
Rango- N minal
De La Máquina
VOLTAJE
Lectura Instrumento
[m ín.-máx.]
Circuito Abierto
Circuito Cerrado
Verificado por:
Supervisad o por:
Firma:
Firma:
#
Rango- Nom inal De La
MáJJl!ina
LectUl Instru "e
[m ín .-máx.]
ILV
V
V
Fecha de Verificación
XX/XX/XX
Próxima Ve rificación
XX/XX/XX
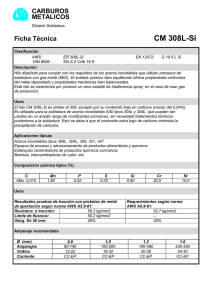
REGISTRO DE CALIDAD
INSPECCiÓN DE RECEPCiÓN DE ELECTRODOS DE
SOLDADURA
N°02
Fecha:24/02/14
Form.: OQCPRW.03.RG.01
Versión.: O
Lote
UF33316824
Diámetro
5/32" (4 mm.)
N° Colada
Certificado N°
Fabricante
N.A
045406
Clasificación AWS
Especificación AWS
E7018·1
A5.1
ESAB/CONARCO
Cantidad Aprox.(Electrodos)
4620
TAMAÑO DE
MUESTRA
ITEM ANALIZADO
Identificación
660
Concentricidad
Oxidación
A
R
0
0
0
Defectos en el revestimiento
RESULTADO
JUSTIFICATIVO
L _
Aprobado
/'
8
/
/
Lote
3492013
Diámetro
1/8" (3.25 mm.)
N° Colada
Certificado N°
Fabricante
N.A
N.A
LlNCOLN ELECTRIC
Clasificación AWS
Especificación AWS
Cantidad Aprox.(Electrodos)
E8018·C1
A5.5
12672
TAMAÑO DE
MU ESTRA
ITEM ANALIZADO
Concentricidad
0
0
Oxidación
0
Identificación
528
A
Defectos en el revestimiento
Lote
N° Colada
Certificado W
Fabricante
TAMAÑO DE
MU ESTRA
/
R
RESULTADO
JUSTIFICATIVO
Aprobado
./
1
/
/
/
Diámetro
Clasificación AWS
Especificación AWS
Cantidad
Aprox.(Electrodos)
ITEM ANALIZADO
A
R
RESULTADO
JUSTIFICATIVO
Identificación
Concentricidad
Oxidación
Defectos en el revestimiento
~
~
~
~
e
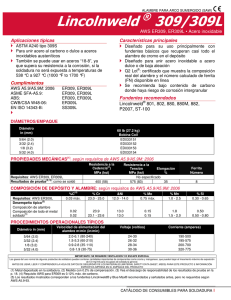
COMARCO
CERTIFICADO DE CALIDAD
ESAB
Quality Certificate / Certificado de Qualidade
~ ~
Producto:
AlAMBRES Y SOlDADURAS S.A
CONARCO 18E 4.00 X 350 MM
PnJdllC ll PnxJlIl,1
L ote :
UF 333J6824
Fecha de producción:
D OI,./D ,II,I d,­ ? nllll,\ ti"
Hell{ .vrll llh" r/Pr"d/I/ (¡,í,!
13.08.20 13
C lassificación : AWS AS.I E 7018-1 AS . l AS ME II PART C E70l8-l
CIII\.\ ifit.u{/(mI C¡", \if/{u~ ¡Jo
Nr. Certificado : 045406
C¡' /"IIf,(
(l/e
\'r./Nr. « ('ml/codo
Análisis Químico (%)
("/¡ ('//Iit al Al/u/\ .\ /v,4 mih.\ t' lj ll ln/feo
Conforme: ENI0204 : 2.2
0 . 0 70
Si
Mn
0 . 30 0
1 . 000
NI
Cr
0 . 050
1"10
O. 04G
O . O~O
e . 0 1J
o
Cu
0-'0
s
p
C . O~O
0 . 010
v
Ti
G. O:O
0 . 010
H2 d_ t
.-: . 9 %
Prooiedades Mecánicas
'v/ Cc/WI//("or 1'/'n/Jt'r',(,~ I " ,.O/J/'/I'da¡{('\ .Hnúlll(tI '
Conforme: EN 10204: 2.2
Resistencia a la Tracció n(MPa)/T ensile Strength/Resis té nc ia a Trar;ao
Límite de Fluencia (MPa)/Yield Strength/Limite de Escoamento
Al arga mient o (% )/El ongalion/ Al o ngame nto
Ensayo de Impacto CHARPY-V (J)/fmpact Test/Teste de Impacto
Temperatura (0 C)/Tempe ratu re/Te mpera tu ra
vV­
loIauto Carlos Arana Otumpilaz
•
"'"'
Ca ll e I Y Belgrano S/N
05700IS A
Parque IllduSlridl None
CWI 12101801
"
~ ..
­
... "" I ...,,, . I VIII"V 1::1
500
420
34
90
-45
LlNCOLN SOLDADURAS DE COLOMBIA LTDA.
LOS EXPERTOS EN SOLDADU RAS
www.lincolnelectric.com .co
PLANTA Y OFICINAS :
ell6 A No 33·23 , Bogotá Colorrbia .
PBX (571 )247 0585,Fax (571) 277 8056 , (57 1)201 8794
[email protected]
Cali :
Calle 34 No. 6 A59 Local 9,Barrio El Porveni r.
Tel. (572) 6830090/463 1,Telefax: (572) 68304 77.
[email protected]
NIT: 860.000.332-0
MEDEWN:
Calle 29 D No. 55-13 1. Zona Industrial de Belén
Tel (574) 3516581 , Telefa x: (574) 235 9486.
[email protected]
BARRANQUIUA
Calle 50 No . 43 · 111 .
Tel. (575) 341 8299..
[email protected]
Bogotá O,C" 09 de Agosto de 2013
DEPARTAMENTO ASEGURAMIENTO DE LA CALIDAD
LlNCOLN SOLDADURAS DE COLOMBIA LTOA.
CERTIFICADO DE INSPECCiÓN DE METALES DE APORTE
Que el electrodo LlNCOLN E8018-C1 de la clase E 8018-C1, cumple con los
requerimientos de calidad exigidos por la norma ANSI/AWS SFA 5,5 E 8018-C1
DIÁMETRO: 1/8"
LOTES LSC: 3492013
ANALlSIS QUIMICO TIPICO %
Mn
Si
S
Ni
C
Especificación
AWSA.5.1 .
LSC
.
1.25
0,60
0,03
2,00-2,75
0. 09
0.43
0,29
0,01
2,04
PROPIEDADES MECÁNICAS TIPICAS*
Resistencia
Energía
Alargamiento
A la Tracción
Absorbida, J
%
(Temp.-60 OC)
N/rnrn2
Punto de
Fluencia
N/mm2
,
0.12
520
600
24
85
Dureza
NA
' An al ls ls tl plCO obteni do para el prod ucto
LlNCOLN SOLDADURAS DE COLOMBIA L TOA.
\l"
Roberto rlos Arano Chumpiloz
C
12101801
OC1 EXP. 1011/2015
Zul ma Angélica Blanco Santana - Aseguramiento de Calidad y Normalización Sistema de Gestión de la calidad aprobado según norma NTC - ISO 9001 :2008 , Certificado Nro. CO 234200 Expedido por BUREAU VERITAS, REGISTRO DE CALIDAD
INSPECCiÓN DE RECEPCiÓN DE ELECTRODOS DE
SOLDADURA
N°01
Fecha:23/02/1 4
Form.: DQCPR.W.03 .RG .01
Versión.: O
Lote
UF 32316146
Diámetro
1/8" (3.25 mm.)
N° Colada
Certificado N°
Fabricante
N.A
043459
ESAB/CONARCO
Clasificación AWS
Especificación AWS
Cantidad Aprox.(Electrodos)
E7018·1
A5.1
42180
TAMAÑO DE
MUESTRA
ITEM ANALIZADO
Identificación
1776
Concentricidad
Oxidación
A
R
0
0
0
Defectos en el revestimiento
JUSTIFICATIVO
RESULTADO
./'
Aprobado
/
/
12
/
Lote
UF 31515636
Diámetro
5/32" (4 mm.)
N° Colada
Certificado N°
Fabricante
N.A
Clasificación AWS
Especificación AWS
Cantidad Aprox.(Electrodos)
E701 8·1 A5.1 4620 TAMAÑO DE
MUESTRA
041810
ESAB/CONARCO
ITEM ANALIZADO
Identificación
660 Concentricidad
Oxidación
A
0
0
0
Defectos en el revestimiento
Lote
N° Colada
Certificado N°
Fabricante
R
RESULTADO
JUSTIFICATIVO
Aprobado
/'
5
/
/
Diámetro
Clasificación AWS
Especificación AWS
Cantidad
Aprox.(Electrodo~
TAMAÑO DE
MU ESTRA
ITEM ANALIZADO
Identificación
Concentricidad
Oxidación
Defectos en el revestimiento
A
R
RESULTADO
JUSTIFICATIVO
/'
~
e
COMARCO
CERTIFICADO DE CALIDAD
ESAS
Quality Certi fícate / Certí fícado de Qualidade
~ ~
AWADAES y SOlDADJPAS S.A
CONARCO 18E 3,25 X 350 MM
Producto:
}'/(X llll "!,'Pnl<l",u
Lote :
UF32316146
Classificación
AWS AS.1 E7018-1 A5 . 1 ASMt:: 11 PART C E7018-1
("Jv\\¡/ic'lll/fJ!1
Fecha de producción:
v",,- VO {u
03 .06.2013
d, P/"o c!III." i"
C/a.\) /(hurat l
Nr.Certificado : 043459
( i..mllla/t' Sr XI".C¡>J'lIfimdll
Análisis Químico ("lo)
("hel/llt
,,1 AlIllh \/\
.~ II;I/¡'\ ·
Qllium d
Conforme: ENI0204 : 2.2
e
Mn
Si
0. 0 7 0
1 . 0CO
0 . 300
Cr
Ni
0. 050
0 . 04 o
Al
Cu
0 . 01 0
0 . 0 70
0 . 010
Ti
V
~1 0
0 . 010
s
¡:>
0. 010
0 . 010
H2
0 . 010
d iE
3 .9
%
Prop iedad es "tecánicas
\/, 1,11/111/1«
}J11I1H. 'l lin
fJ10IWll',lad, \ .\ /¡IUm,(J\
Conforme: EN t 0204: 2.2
Resislencia a la Tracción(MPa)/Tensile Strengtll/ Resistencia a Trayao
Limite de Fluencia (Mpa)/ Vi eld Strength/ Limile de Escoamenlo
Alargamiento (% )/ Elongation/ Alongamento
Ensayo de Impacto CHARPY·V (J)/ Impact Test/Teste de Impacto
Tempet·atura (" C)lTemperature/ Tcmperatura
v!fy
~
Calle I Y Beigrano SIN
D5700lS A
Par que Industrial Norte
Carlos ona (h iTlpl
CW 210180'
OC1 EXP 101112015
500
420
34
90
-45
,...,
e
COMARCO CERTIFICADO DE CALIDAD
ESAB
Qualiry Certificare I Certificado de Qualidade
~
Prod ucto :
P/"/ldlln
CON ARCO l 8E 4,00 X 350 M IV!
PI/I(I II/II
Lote :
Ik
UI
ALAM BP ES y SOLDAOJR.AS S.A
Fecha de producción :
UF31515636
XI/m her {'mel1/¡ < 1(;11
Classi ficación
C/O\ \ iliCClltW¡ n¡)\ \Ili("u~{;1I
AWS AS.
J
Ol/h' Da/o d. fmt!II\',i"
10.04.2013
E70U;-1 AS.l ASME I1 PART C E7018-1
041810
Nr.Certificado
CeJ"/ljiwle -"i', S r l l'r/lli('odo
Análisis Químico ( %)
C It, '/II llol .1 1/(1/1-\/\ Al/alfIl
0111/11/<11
Con forme : ENI0204 : 2. 2
Si
C
0 . 070
S
1 . 000
0 . 300
Ni
Cr
0. 0 50
0 . 01 0
Mo
Al
0 . 010
0. 0 1 0
H2 dif
Cu
0. 070
0. 010
Ti
V
0. 010
0 . 040
0 . 010
3.9 %:
Prop iedades :Y1ecánicas
.1/,¡IrUII /tU
Prop. '/ fI ,-'
f'1 rI/WI,
d,uf,'\
\ hnlll/(IH
Conforme: EN 10204: 2.2
Resistenc ia a la Traceión(MPa)/Tensile Strength/ Res istencia a Tra~ao
Lí mite de Fluencia (M Pa)/ Yield Strcngt h/ Lim itc de Escoamento
A largamie nro (Ofa )/Elongati on/ Alongam ento
Ensayo de Impacto CHARPY-V (J)/ Impact Test/Tes te de Impacto
Temperatura (0 ( ')/Tempe rature/Temperatma
rto (orlos
;:'WI
16.
no
OC 1 EXP 1 /" 2
Ca ll e I Y BelgrJIlO SI N
D5700lSA
Parque Indu str ial Norte
uro az
•
S
500
420
34
90
-45
REGISTRO DE CALIDAD
INSPECCiÓN DE RECEPCiÓN DE ELECTRODOS DE
SOLDADURA
N°03
Fecha :17/03/14
Form.: OQCPRW0 3.RG01
Versión.: O
5/32" (4 mm.)
Lote
W Colada
Certificado N°
UF24013917
N.A
036061
Diámetro
Clasificación AWS
Especificación AWS
E7018-1
A5.1
Fabricante
ESAB/CONARCO
Cantidad Aprox.(Electrodos)
2640
TAMAÑO DE
MUESTRA
ITEM ANALIZADO
R
0
0
0
Identificación
440
A
Concentricidad
Oxidación
Defectos en el revestimiento
RESULTADO
JUSTIFICATlVO
./'
Aprobado
/
/
6
Lote
UF33416893
Diámetro
N° Colada
Certificado N°
Fabricante
N.A
045704
ESAB/CONARCO
Clasificación AWS
E7018-1
Especificación AWS
A5.1
Cantidad Aprox.(Electrodos) 1980
TAMAÑO DE
MUESTRA
ITEM ANALIZADO
Concentricidad
Oxidación
Defectos en el revestimiento
Lote
N° Colada
Certificado N°
Fabricante
TAMAÑO DE
MUESTRA
V
R
0
0
0
Identificación
440
A
ITEM ANALIZADO
5/32" (4 mm.)
RESULTADO
./
2
Diámetro
Clasificación AWS
Especificación AWS
Cantidad
Aprox.(Electrodos)
RESULTADO
A
R
~
Oxidación
Defectos en el revestimiento
Revisado por:
~1
A \~er+.
JUSTIFICATlVO
Aprobado
Identificación
Concentricidad
/
/
/
/
JUSTIFICATI~
- -----­
..."
ESAB
e
COMARCO
CERTIFICADO DE CALIDAD
Quality Certificate / Certificado de Qua li dade
~ ..."
ALAlAB RES y SOLDADJPAS S A
Producto:
CONARCO 18E 4,00 X 350 MM
Lote:
UF33 416893
Proollcr/ ProdufO
Fecha de producción :
Du IC':'/)a f(¡ d(! Produrúo
I-Ieol N /llnher¡ J>l'Od ucdún
22 .O¡). 20 13
Classificación . AWS A5.1 E7018-1 A5.1 ASME Il PART C E7018-1
CJa$s~fj(:ol lollIClossificQ(;iio
Nr.Certificado : 045704
Ce rtificare Nr.INr Certificado
Análisis Químico (%)
Chel1//ud
A"U~ I" I\ AI/uh\{· {/II/11/1(O
Co nforme: ENI0204 : 2.2
e
0. 070
Cr
0. 050
Mn
Si
0. 300
1 . 000
Mo
Ni
0. 040
0 . 01 0
Al
Cu
0. 0 1 0
0. 070
P
S
0 . 010
8 . 010
Ti
V
0 . 010
0. 010
H2 dif
3. 9 %
Prooiedades Mecánicas
Hf!{hOlllcof ?rnpcrlle\
"'mp"/{'{lade\ \/CCOIlIt (/ '
Conforme: EN 10204: 2.2
Resistencia a la Tracción(MPa)/Tensi le Strength/Resisl(~ncia a Tra¡;:ao
Límite de Fluencia (M Pa)/ Yield Strength/Limite de Escoamento
Alargamiento (% )/ Elongation/ Alongamento
Ensayo de Impacto CHARPY - V (J)/[mpact Test/Teste de Impacto
Temperatura (0 C)/Temperature/Temperalura
+
Calle , y Belgrano S/ N
D5700lSA
Parque Industrial Norte
\f~
~
(orlos Arono Chump,'nl
CWI 12101801
QC1 EXP 10/1/2J
..J
500
420
34
90
-45
~
e
COMARCO
CERTIFICADO DE CALIDAD
ESAB Quality Certificate / Certifi cad o de Qualidade
~ ~
ALAMBHI:. S y SOl DADJPAS S.A
CONARCO l8E 4,00 X 350 MM
Producto:
PrudIlC{lerodll(o
Lote :
UF33416893
Classificación
AWS AS.l E7018-1 AS.l ASME 11 PA RT C E70I 8-l
Hea/ Nllmberl?moJlcción
CJassificationJClass~/i(oriio
Fecha de p r od ucción :
12.08.2013
Date 'lJof(l de Produrim
045704
Nr.Certificado
Cerf{ficalC Nr./ Nr. Cttrl ijicadv
Análisis Químico ( %)
Chellllco l ,~"U/¡ ·.'I \ .4null.\L' QUilll f( (J
Conforme : ENJ0204 : 2.2
0. 30 0
1 . 000
Ni
Cr
0. 0 50
p
Mn
Si
C
0 . 07 0
o
Me
0. 010
0.0 40
Cu
Al
0 . 070
0 . 010
S
01 0
0 . 01 0
Ti
V
0 . 010
H2
0. 010
di E
3 .9 %
.Hec!'~~PÁ~I~~,?,e.sPr~'~~J~~i.e!~'I,t a,
Conforme: EN 10204: 2.2
Resistencia a la Tracción(MPa)/Tensile Strength/Resistencia á Tra~ao
Limite de Fluencia (MPa)IYield Strength/Limite de Escoamento
Alargam iento (% )/ Elongationl Alongamen to
Ensayo de Impac to CHARPY-V (J)/ !mpact Test/Teste de Impacto
Temperatura (0 C)/Temperature/Temperatura
~
. ~,
Calle 1 Y Belgrano SI
05700¡SA
Parque Indu strial Norte
vy/
Rob no (orlos Arana (humpllaz
c,Wl 12101801
QC1 EXP 101112015
500
420
34
90
-45