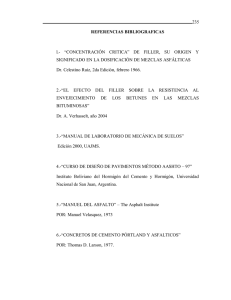
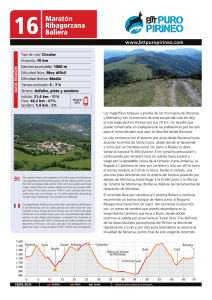
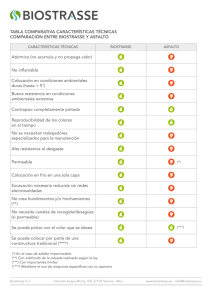
evaluación de la resistencia de una mezcla asfaltica tibia
Anuncio

EVALUACIÓN DE LA RESISTENCIA DE UNA MEZCLA ASFÁLTICA TIBIA, SUSTITUYENDO EN SU FABRICACIÓN, PARTE DEL AGREGADO PÉTREO, POR ESCORIA DE ALTO HORNO Elaborado por: ANÍBAL BENÍTEZ BARRETO KEVIN MAURICIO ZAPATA EFRAÍN ARAUJO GARCÉS UNIVERSIDAD CATÓLICA DE COLOMBIA FACULTAD DE INGENIERÍA PROGRAMA DE ESPECIALIZACIÓN EN INGENIERÍA DE PAVIMENTOS BOGOTÁ D.C 2015 Página 1 de 63 EVALUACIÓN DE LA RESISTENCIA DE UNA MEZCLA ASFÁLTICA TIBIA, SUSTITUYENDO EN SU FABRICACIÓN, PARTE DEL AGREGADO PÉTREO, POR ESCORIA DE ALTO HORNO Elaborado por: ANÍBAL BENÍTEZ BARRETO KEVIN MAURICIO ZAPATA EFRAÍN ARAUJO GARCÉS Trabajo de grado para obtener el título de especialista en Ingeniería de Pavimentos. ASESOR: HUGO ALEXANDER RONDÓN QUINTANA INGENIERO CIVIL, MSC. UNIVERSIDAD CATÓLICA DE COLOMBIA FACULTAD DE INGENIERÍA PROGRAMA DE ESPECIALIZACIÓN EN INGENIERÍA DE PAVIMENTOS BOGOTÁ D.C. 2015 Página 2 de 63 Página 3 de 63 Agradecimientos y dedicatoria. Agradecemos al ingeniero Hugo Alexander Rondón Quintana por su valiosa colaboración y aportes en la elaboración del presente trabajo. Página 4 de 63 TABLA DE CONTENIDO INTRODUCCIÓN .............................................................................................................. 10 GENERALIDADES DEL TRABAJO DE GRADO ............................................................ 13 1. 1.1 LÍNEA DE INVESTIGACIÓN ......................................................................................... 13 1.2 PLANTEAMIENTO DEL PROBLEMA ................................................................................ 13 1.2.1 Problema a resolver ........................................................................................ 13 1.2.2 Antecedentes del problema a resolver .................................................................. 13 1.2.3 Pregunta de investigación (opcional) ................................................................... 14 1.2 PLANTEAMIENTO DEL PROBLEMA ...................................................................... 14 1.3 JUSTIFICACIÓN ....................................................................................................... 14 1.4 OBJETIVOS ............................................................................................................ 15 1.4.1 Objetivo general ............................................................................................. 15 1.4.2 Objetivos específicos........................................................................................ 15 MARCOS DE REFERENCIA ....................................................................................... 16 2. 2.1 2.2 2.3 MARCO TEÓRICO ................................................................................................ 16 MARCO CONCEPTUAL ......................................................................................... 20 MARCO LEGAL ................................................................................................... 21 3. METODOLOGÍA....................................................................................................... 23 4. ANÁLISIS DE RESULTADOS ..................................................................................... 25 4.1 CARACTERIZACIÓN DE MATERIALES...................................................................... 25 4.2 ENSAYO MARSHALL PARA MEZCLA CONVENCIONAL, SIN ESCORIA. .......................................... 27 4.3 ENSAYOS MARSHALL CONVENCIONALES, UTILIZANDO DIFERENTES PORCENTAJES DE ESCORIA .................................................................................................... 31 4.4 ENSAYOS MARSHALL SOBRE MEZCLA SIN ESCORIA, UTILIZANDO DIFERENTES TEMPERATURAS DE MEZCLADO ......................................................................... 36 4.5 ENSAYOS MARSHALL SOBRE MEZCLA CON 20% DE ESCORIA UTILIZANDO DIFERENTES TEMPERATURAS DE MEZCLADO, CON Y SIN ADITIVO HUSIL ................................ 40 5. CONCLUSIONES Y RECOMENDACIONES .................................................................. 44 5.1 PROPIEDADES DE LA MEZCLA CONVENCIONAL, TEMPERATURA DE MEZCLADO 1500C, CON DIFERENTES PORCENTAJES DE ESCORIA Y DIFERENTES PORCENTAJES DE ASFALTO .................................................................................................... 44 5.1.1 Mezcla convencional, temperatura de mezclado 1500C, sin escoria (Punto 4.1). ............. 44 5.1.2 Mezcla convencional, temperatura de mezclado 1500C, con porcentajes de escoria de 20%, 37.5% y 51% (Punto 4.2). ................................................................................................. 44 5.2 PROPIEDADES DE LA MEZCLA TIBIA, SIN ESCORIA, PARA UN PORCENTAJE DE ASFALTO DEL 6% Y DIFERENTES TEMPERATURAS DE MEZCLADO (PUNTO 4.3). ........................ 44 5.3 PROPIEDADES DE LA MEZCLA TIBIA CON 20% DE ESCORIA, PORCENTAJE DE ASFALTO 6% Y DIFERENTES TEMPERATURAS DE MEZCLADO. SIN ADITIVO Y CON ADITIVO HUSIL (PUNTO 4.4). ................................................................................................................. 44 BIBLIOGRAFÍA................................................................................................................ 46 APÉNDICES..................................................................................................................... 49 ANEXOS ......................................................................................................................... 63 Página 5 de 63 LISTA DE TABLAS Tabla 2-1 Antecedentes cronológicos de las mezclas asfálticas tibias ..................................................................... 18 Tabla 2-2 Ensayos y Normas INVIAS a utilizar .................................................................................................... 20 Tabla 3-1Etapas del Trabajo ................................................................................................................................. 23 Tabla 4-1Caracterización de los agregados pétreos. ............................................................................................... 25 Tabla 4-2Caracterización de la escoria .................................................................................................................. 26 Página 6 de 63 LISTA DE FIGURAS Figura 4-1. % de Asfalto vs % de vacíos con aire. Sin Escoria. Temperatura de mezclado: 1500C. ..................... 28 Figura 4-2. % de Asfalto vs Estabilidad (Kg). Sin Escoria. Temperatura de mezclado: 1500C. .......................... 29 Figura 4-3. % de Asfalto vs relación Estabilidad/Flujo. Sin Escoria. Temperatura de mezclado: 150 0C. .............. 29 Figura 4-4. % de Asfalto vs Flujo. Sin Escoria. Temperatura de mezclado: 1500C. ......................................... 30 Figura 4-5. % de Asfalto vs Densidad Bulk. Sin Escoria. Temperatura de mezclado: 150 0C. ............................ 30 Figura 4-6.% de Asfalto vs % de vacíos en agregados pétreos. Sin Escoria. Temperatura de mezclado: 1500C. ................................................................................................................................. 31 Figura 4-7.% de Asfalto vs % Vacíos con aire. Contenido de escoria variable. Temperatura de mezclado: 1500C. ................................................................................................................................. 33 Figura 4-8.% de Asfalto vs % Estabilidad. Contenido de escoria variable. Temperatura de mezclado: 1500C. ................................................................................................................................. 33 Figura 4-9. % de Asfalto vs Relación Estabilida/Flujo. Contenido de escoria variable. Temperatura de mezclado: 1500C. ................................................................................................................... 34 Figura 4-10. % de Asfalto vs Flujo. Contenido de escoria variable. Temperatura de mezclado: 1500C................. 34 Figura 4-11. % de Asfalto vs Densidad Bulk. Contenido de escoria variable. Temperatura de mezclado: 1500C. ................................................................................................................................. 35 Figura 4-12.% de Asfalto vs Vacíos en agregados pétreos. Contenido de escoria variable. Temperatura de mezclado: 1500C .................................................................................................................... 35 Figura 4-13. Temperatura de mezclado vs Vacíos con aire. Sin escoria. Contenido de asfalto: 6%. ..................... 37 Figura 4-14. Temperatura de mezclado vs Estabilidad. Sin escoria. Contenido de asfalto: 6%. .......................... 37 Figura 4-15. Temperatura de mezclado vs Relación Estabilidad/Flujo. Sin escoria. Contenido de asfalto: 6%. ..................................................................................................................................... 38 Figura 4-16. Temperatura de mezclado vs Flujo. Sin escoria. Contenido de asfalto: 6%. .................................. 38 Figura 4-17. Temperatura de mezclado vs densidad Bulk. Sin escoria. Contenido de asfalto: 6%. ...................... 39 Figura 4-18. Temperatura de mezclado vs Vacíos en agregados pétreos. Sin escoria. Contenido de asfalto: 6%. ..................................................................................................................................... 39 Figura 4-19. Temperatura de mezclado vs Vacíos con aire. Contenido de escoria: 20%. Contenido de asfalto: 6%. .......................................................................................................................... 41 Figura 4-20. Temperatura de mezclado vs Estabilidad. Contenido de escoria: 20%. Contenido de asfalto: 6%. ..................................................................................................................................... 41 Figura 4-21. Temperatura de mezclado vs Relación Estabilidad/Flujo. Contenido de escoria: 20%. Contenido de asfalto: 6%. ........................................................................................................ 42 Figura 4-22. Temperatura de mezclado vs Flujo. Contenido de escoria: 20%. Contenido de asfalto: 6%. ............. 42 Figura 4-23. Temperatura de mezclado vs Densidad Bulk. Contenido de escoria: 20%. Contenido de asfalto: 6%. .......................................................................................................................... 43 Figura 4-24. Temperatura de mezclado vs Vacíos en agregado pétreo. Contenido de escoria: 20%. Contenido de asfalto: 6%. ........................................................................................................ 43 Página 7 de 63 RESUMEN A nivel mundial se realizan investigaciones destinadas a determinar el comportamiento de mezclas asfálticas tibias (con temperatura de mezclado inferior a 1500C). Esto, con el fin de buscar métodos de fabricación que requieran menor energía y que permitan conservar las propiedades del asfalto durante los procesos de fabricación de la mezcla. Adicionalmente, existe el interés de incluir nuevos componentes que sean utilizados junto con los agregados convencionales. Con base en lo anterior en el presente trabajo de investigación se trató de responder a la pregunta ¿Cómo se comporta una mezcla asfáltica tibia en la cual se ha reemplazado parte del agregado por escoria e alto horno, proveniente de la fabricación de hierro? Con el fin de adelantar la investigación, se planificó y ejecutó un programa de ensayos Marshall mediante el cual se determinaron las propiedades de la mezcla tibia y se compararon con las de la mezcla convencional. Se investigaron mezclas con porcentajes de escoria del 20%, 37.5% y 51% y temperaturas de mezclado de 1100C, 1200C y 1300C, utilizando porcentajes de asfalto del 4.0%, 4.5%, 5.0%, 5.5%, 6.0% y 6.5%. Se concluyó que las mezclas tibias estudiadas, con porcentajes de escoria del 20% y temperaturas de mezclado entre 1100C y 1200C, para un porcentaje de asfalto del 6% se ajustan a los criterios de aceptación de Artículo 450-13 de las Especificaciones del Instituto Nacional de Vías, Invías. Estas mezclas son factibles de considerar en la construcción de capas asfálticas de pavimento, pero es necesario realizar investigaciones complementarias para verificar otras propiedades ingenieriles. Palabras clave: Escoria de alto horno, mezcla tibia, ensayo Marshall, Estabilidad Marshall, Vacíos con aire. Página 8 de 63 ABSTRACT Around the world is performed research oriented to establish the behavior of warm-mix asphalt (with mix temperatures under 1500C). This, with the aim of search for production methods wich demand less energy and to allow preserve the asphalt properties during the mix elaboration processes. Additionally, there is interest in using new aggregates to be used along with conventional aggregates. Based in these criteria, the present research work tried to answer the question ¿how is the behavior of warm-mix asphalt added with scoria that remains after smelting iron?. To develop the research, it was planned and executed a Marshall test program and so were determined the warm-mix asphalt properties and were compared with the corresponding properties of the conventional hot-mix asphalt. Warm-mix asphalt with scoria percentages of 20%, 37.5% and 51% and mix temperatures of 1100C, 1200C and 1300C were used, with asphalt percentages of 4.0%, 4.5%, 5.0%, 5.5%, 6.0% and 6.5%. In conclusion, the studied warm-mix asphalt with scoria percentages of 20% and mix temperatures between 1100C and 1200C, with asphalt percentage of 6% comply with the acceptance criteria of Article 450-13 of the InstitutoNacional de Vïas_Invías Specifications. This mixes could be considered for the construction of pavement asphalt layers, but it´s necessary to perform complementary research to verify other engineering properties. Keywords: Iron scoria, warm-mix asphalt, Marshall test, Marshall stability, air voids. Página 9 de 63 INTRODUCCIÓN La infraestructura vial es de gran importancia para el desarrollo de un país, ya que permite la movilización de personas y productos desde y hacia diferentes lugares, generando así un incremento en las actividades económicas de las regiones. Sin embargo, así como las carreteras son sinónimo de progreso, su construcción y/o conservación también acarrea algunos problemas, especialmente en el aspecto medioambiental, debido a la forma de obtener y procesar los materiales componentes de las vías. Por lo anterior, los ingenieros han venido trabajando en la utilización de materiales y procedimientos que sean más amigables con el medio ambiente, como por ejemplo, el empleo de materiales reciclados y la fabricación de mezclas con temperaturas más bajas que las utilizadas convencionalmente. El aumento de la conciencia ambiental y una regulación más estricta de las emisiones atmosféricas han llevado a un desarrollo de producción de mezclas asfálticas tibias (WMA). Las mezcla asfáltica tibias son aquellas que se producen a una temperatura menor que las mezclas en calientes y pretende reducir la viscosidad del asfalto hasta lograr una adecuada envuelta de los agregados y el asfalto. Existen varias tecnologías que proporcionan esta reducción de la viscosidad a bajas temperaturas, entre otras podemos mencionar: los sistemas de aditivos, Sistemas a base de espuma, zeolitas, la tecnología LEA, Sistema de doble envuelta, entre otros. Entre los beneficios de utilizar mezclas tibias en la pavimentación se pueden mencionar los siguientes: -Facilidad para compactar empleando menos esfuerzos y menor temperatura obteniendo valores de densidades muy cercanos a la densidad de diseño, lo cual ocasiona que tengamos mezclas asfálticas de alto desempeño. -Menor porcentaje de vacíos en la mezcla asfáltica compactada, con lo cual evitamos la oxidación del asfalto e incrementamos la densidad. -facilidad para que la mezcla asfáltica sea transportada a grandes distancias de donde es producida. -Facilidad para poder tolerar la incorporación de mezcla asfáltica reciclada. En cuanto a los beneficios de utilizar mezclas tibias en el medio ambiente, cabe resaltar que al tener que calentar menos el asfalto para elaborar la mezcla asfáltica ahorramos el consumo de combustible reduciendo las emisiones de diversos gases, siendo el principal el Dióxido de Carbono que es el responsable del calentamiento global. En Estados Unidos la producción aproximada de Dióxido de Carbono en las plantas de mezclas asfálticas en caliente es de aproximadamente 2.500 Página 10 de 63 toneladas por año, con el uso de las mezclas asfálticas es posible reducir esta cantidad hasta 1.700 ton. Por otra parte, entre los beneficios de utilizar mezclas tibias en las condiciones de trabajo, podemos señalarlos siguientes: -Reducción de los humos azules (componentes volátiles orgánicos) generados en la colocación de las mezclas asfálticas en caliente, con los cuales los trabajadores aspiran menos cantidades de los mismos. -Menor consumo de combustible por parte de la maquinaria debido a que con menos esfuerzo se obtienen altos valores de densidades de la mezcla (Lopera, C.H., 2011). El presente trabajo de investigación tiene como propósito analizar el comportamiento de una mezcla tibia en la cual se ha reemplazado parte del agregado, por escoria de alto horno, esperando obtener una dosificación adecuada que eventualmente pudiera permitir aprovechar a gran escala este desecho industrial, que actualmente produce contaminación. También se busca la forma de reducir la temperatura de producción de una mezcla asfáltica, en una cantidad de 30° C a 40° C, mediante la adición de un componente denominado HUSIL, el cual espuma el asfalto y mejora la adherencia, logrando así el ahorro de energía y una posible reducción en los costos de producción. La escoria de alto horno es un material no metálico formado por silicatos y otras bases producto de la fusión del hierro en un alto horno o cuba vertical muy prolongada, destinada a reducir el mineral de hierro mediante coque y un fundente, con la ayuda de aire inyectado a presión. (Universidad Santo Tomás, Tunja, 2014). Las escorias procedentes del alto horno son generadas a 1600° C por lo que deben ser enfriadas y según éste procedimiento se pueden clasificar como escoria granulada, expandida, y enfriada al aire. (Universidad Santo Tomás, Tunja, 2014). La escoria de alto horno ha sido usada en los Estados Unidos en la construcción de caminos desde 1830, como balastro para vías férreas desde 1875 y como agregado para concreto en 1880. En los últimos 50 años, la escoria de alto horno, producida en éste país, ha sido utilizada en su totalidad, por lo que su competitividad con otros materiales ya sea porque, provee igual comportamiento a menores costos o mejor comportamiento a costos similares, permitiéndole alcanzar un nivel comercial en el sector de la construcción. (Universidad Santo Tomás, Tunja, 2014). En Colombia, los ingenieros Oscar J Reyes Ortiz y Javier Fernando Camacho Tauta del grupo de investigación de geotecnia de la Universidad Militar Nueva Granada, estudiaron el Página 11 de 63 “efecto del desperdicio de una siderúrgica en bases y subbases granulares”. Dicho estudio se realizó utilizando escoria de alto horno de la siderúrgica del departamento de Boyacá. (Universidad Santo Tomás, Tunja, 2014). Como mezcla de referencia se utilizó la MD-19, por ser la más usada en Colombia y el tipo de asfalto empleado fue el 60/70, ya que es el único que se está produciendo actualmente en nuestro país. Página 12 de 63 1. 5.1 GENERALIDADES DEL TRABAJO DE GRADO LÍNEA DE INVESTIGACIÓN Asfaltos modificados. 5.2 PLANTEAMIENTO DEL PROBLEMA 5.2.1 Problema a resolver La utilización de materiales nuevos (vírgenes), provenientes de fuentes como canteras y ríos, está generando grandes problemas ambientales. El empleo de altas temperaturas en la fabricación de mezclas asfálticas convencionales, contribuye al calentamiento global y ocasiona elevados consumos de energía, además de afectar negativamente la salud de las personas encargadas de la manipulación de estas mezclas. La disposición final de residuos industriales, como la escoria de alto horno, acarrea problemas de contaminación y ocupación de grandes superficies de terreno. 5.2.2 Antecedentes del problema a resolver Según la Asociación de Productores y Pavimentadores Asfálticos de Colombia (ASOPAC 2004), más del 90% de las vías del mundo y más del 65% de las vías de Bogotá, están construidas en pavimentos asfáltico. (ASOPAC, 2004). Para la construcción de pavimentos nuevos y la rehabilitación de pavimentos existentes, en Colombia se ha acostumbrado a utilizar agregados nuevos, producto de la explotación de materiales pétreos y arenas de canteras que poseen las propiedades exigidas por las especificaciones técnicas establecidas para cada proyecto, establecidas por el Instituto Nacional de Vías (INVÍAS) o por el Instituto de Desarrollo Urbano (IDU). Igualmente se utilizan para agregados pétreos del concreto asfáltico, los materiales provenientes de playas activas de río o de depósitos aluviales antiguos que cumplan con las exigencias de dichas especificaciones técnicas. Esas prácticas requieren una inversión económica alta y están provocando la alteración del ecosistema, por la afectación del lecho de los ríos y por la destrucción de la vegetación y las montañas de donde se extraen los materiales granulares. Para los procesos de explotación, trituración y selección de los agregados pétreos se requieren grandes consumos de energía. También es necesario tomar medidas preventivas para evitar daños al medio ambiente que se pueden presentar durante la explotación y producción de estos materiales. Página 13 de 63 Las mezclas asfálticas en caliente, utilizadas hoy en día en la construcción de pavimentos en Colombia, son generalmente del tipo MD_19 y se fabrican con asfalto 60/70 a temperaturas que oscilan entre 135° C y 180° C, lo cual está contribuyendo significativamente al calentamiento global, está afectando la salud de los trabajadores encargados de la manipulación de estas mezclas y está acarreando altos costos económicos por el elevado consumo de energía. 5.2.3 Pregunta de investigación ¿Es posible fabricar mezclas asfálticas tibias de buena resistencia ante la aplicación de cargas monotónicas, con parte de los materiales granulares sustituidos con escoria de alto horno? 5.3 JUSTIFICACIÓN Con el presente trabajo se pretende evaluar la resistencia de una mezcla asfáltica tibia, bajo cargas monotónicas, a la cual se le ha sustituido parte del material granular por escoria de alto horno, y la que se ha fabricado a menores temperaturas que las utilizadas en las mezclas calientes. Lo anterior, con el fin de contribuir a la reducción del uso de recursos naturales vírgenes, como son: agregados provenientes de canteras o de lechos de los ríos, reemplazando parte de ellos con elementos contaminantes, tales como la escoria de alto horno, que actualmente existen en grandes cantidades que están ocupando enormes superficies y están generando contaminación al medio ambiente. Con la reducción de la temperatura de fabricación de una mezcla tibia, se busca la disminución de los costos económicos de producción y lo que es más importante, se pretende contribuir a la reducción del calentamiento global y a la conservación del medio ambiente. La fabricación de mezclas asfálticas tibias, producidas con parte de sus componentes granulares sustituidos con escoria de alto horno, podría beneficiar tanto a las empresas productoras de estos materiales contaminantes, como a los productores de asfaltos y a los constructores, ya que los costos económicos podrían eventualmente verse reducidos, y lo más importante es que beneficiaría a la población en general, debido a la reducción de la explotación de materiales de canteras o depósitos aluviales y a la disminución de la contaminación por emisión de partículas y por reducción de calor. Página 14 de 63 5.4 OBJETIVOS 5.4.1 Objetivo general Hacer una evaluación de la resistencia de una mezcla tibia, bajo cargas monotónicas, a la cual se le reemplaza parte del componente granular, por escoria de alto horno, proveniente de la producción de hierro y concluir acerca de la posible utilización de la mezcla estudiada en la construcción de pavimentos nuevos y en la rehabilitación de pavimentos existentes. 5.4.2 Objetivos específicos Evaluar la resistencia de una mezcla convencional o de referencia, en la prueba Marshall (INV-E-748-13, temperatura de mezclado 150°C) con diferentes porcentajes de escoria de alto horno y diferentes porcentajes de asfalto. Evaluar mediante el ensayo Marshall (INV-E-748-13), la resistencia de una mezcla tibia construida con agregados convencionales, sin escoria, para un porcentaje de asfalto dado y diferentes temperaturas de mezclado. Evaluar mediante el ensayo Marshall (INV-E-748-13), la resistencia de una mezcla tibia construida con agregados convencionales y escoria de alto horno, para un porcentaje de asfalto dado y diferentes temperaturas de mezclado. Para este caso se repetirán los ensayos adicionándole a la mezcla el aditivo HUSIL y se hará la comparación entre los resultados de la mezcla con aditivo y sin aditivo. Página 15 de 63 2. MARCOS DE REFERENCIA 5.1 MARCO TEÓRICO Se denomina mezcla asfáltica a la combinación de agregados pétreos y cemento asfáltico en proporciones exactas y previamente definidas, la cual se puede fabricar en caliente o en frío y en planta o in situ. (ASOPAC, 2004). La denominación técnica “agregados pétreos” en pavimentos se refiere a un conglomerado de partículas inertes de gravas, arenas y finos y/o fillers, utilizados ya sea para la fabricación de mezclas asfálticas, concretos hidráulicos y materiales estabilizados, o para la construcción de capas de terraplén, afirmado, subbases y/o bases granulares. (Rondón, H., & Reyes, F., 2015). En la mayoría de las estructuras de pavimento, el agregado constituye entre el 90% y el 95% en peso, y entre el 75% y el 85% en volumen. (ASOPAC, 2004). Cemento asfáltico es un material que se puede encontrar en la naturaleza, en yacimientos naturales, o puede ser obtenido como subproducto de la destilación de algunos crudos de petróleo. Posee ciertas características que lo hacen ideal para trabajos de pavimentación, principalmente la cohesión y la adhesión con materiales granulares. Tiene consistencia sólida cuando está frío y se ablanda y se vuelve líquido al calentarlo, lo cual le permite recubrir los agregados durante el proceso de fabricación de las mezclas asfálticas en caliente. (ASOPAC, 2004). Los orígenes de las mezclas bituminosas empleadas en firmes asfálticos se remontan a 1830, cuando el alquitrán se utiliza en algunos riegos superficiales en la pavimentación de carreteras. Sin embargo, los primeros aglomerados realizados in situ con alquitrán se ejecutaron hacia 1850 en algunas carreteras y vías urbanas del Reino Unido. A partir de ese momento la técnica se desarrolla en paralelo con la iluminación con gas ciudad, en cuya fabricación se obtiene dicho ligante como subproducto. En España se pavimentan con alquitrán las zonas peatonales de la Puerta del Sol de Madrid entre 1847 y 1854. En torno a 1870, en Estados Unidos, se empiezan a utilizar mezclas fabricadas a partir de rocas asfálticas y de asfaltos naturales, si bien estos materiales ya habían sido empleados en algunas pavimentaciones en Burdeos y Lyon en 1810. Más tarde como consecuencia del desarrollo de la industria del petróleo se comienza a emplear betunes de destilación. (Yepes Piqueras V., 2014). Página 16 de 63 A finales del siglo XIX el norteamericano C. Richardson sentó las bases de la tecnología de las mezclas bituminosas para pavimentación. Después de la I Guerra Mundial surge la industria de la fabricación en central de las mezclas bituminosas, aunque es después de la II Guerra Mundial cuando se produce un gran desarrollo tecnológico de estos materiales, debido principalmente a las grandes necesidades de construcción acelerada de pistas de aterrizaje militares. (Yepes Piqueras V., 2014). A pesar de la masiva utilización de las mezclas asfálticas en las vías de todo el mundo, siempre se ha considerado que sus altas temperaturas de fabricación y extendido generan afectación negativa al medio ambiente, debido a la energía que se requiere para calentar los materiales necesarios para su fabricación (agregados pétreos, cemento asfáltico y aditivos). En la década de los 50’s aparecen como alternativa de solución al problema de las altas temperaturas de las mezclas calientes, la tecnología de las mezclas asfálticas en frío. Este tipo de mezclas utilizan principalmente como ligantes las emulsiones asfálticas o los asfaltos espumados, que son fabricados a temperaturas que oscilan entre 40° C y 80° C, y se extienden y compactan in situ a la temperatura ambiente, generando una afectación casi nula al medio ambiente. A pesar de lo anterior, por lo general, este tipo de mezclas experimentan menor resistencia bajo carga monotónica y cíclica, menor resistencia al daño por humedad y al envejecimiento (durabilidad) que las mezclas en caliente, incrementando el costo a largo plazo de las estructuras viales que conforman, por necesitar mayores mantenimientos periódicos. (Patiño, 2015). A finales de la década de los 90’s aparece, principalmente en Alemania, una nueva alternativa y tecnología que intenta combinar las ventajas técnicas, económicas y ambientales que presentan las mezclas en caliente y en frío. Esta tecnología internacionalmente denominada como mezcla asfáltica tibia es conocida en el mundo como mezcla WMA (por sus siglas en inglés). (Patiño, 2015). Se denomina mezclas tibias o WMA (WarmMixAsphalt), a aquellas que se fabrican a temperaturas menores a las necesarias para producir mezclas calientes convencionales. La temperatura para producir una mezcla tibia oscila entre 100° C y 135° C (Lopera, C.H., 2011). El concepto de mezcla tibia surgió en Europa, buscando una forma de ahorrar energía y disminuir la contaminación ambiental, pero conservando un desempeño igual o mayor a las mezclas convencionales (Lopera, C.H., 2011). Página 17 de 63 El desarrollo de la tecnología para la reducción de la temperatura en la fabricación de mezclas asfálticas se dio en 1997, para cumplir con el protocolo de Kyoto (Lopera, C.H., 2011). Los especialistas en Estados Unidos, empezaron a investigar esta técnica en 2002, y rápidamente este país la adoptó (Lopera, C.H., 2011). Uno de los primeros países latinoamericanos en investigar esta tecnología y adaptarla a sus condiciones locales fue Brasil (Lopera, C.H., 2011). Los antecedentes cronológicos en la producción de mezclas asfálticas tibias se presentan en la siguiente tabla (Lopera, C.H., 2011). Tabla 2-1 Antecedentes cronológicos de las mezclas asfálticas tibias AÑO 1995 1999-2001 2002 2003 2003 2004 2004 2004 2005 2005 2005 2005 2006 2006 ANTECEDENTE En 1995, Shell y KoloViedekke, iniciaron un programa en conjunto, para el desarrollo de un producto, y del proceso para la fabricación de mezcla agregado - asfalto a temperaturas más bajas; obteniendo mejores propiedades o equivalentes condiciones de desempeño, con relación a las mezclas tradicionales en caliente. Reportes iniciales de las tecnologías de la mezcla tibia en el Congreso Eurasphalt/Eurobitume, el Fórum Alemán de Bitumen, Conferencia sobre Pavimentos Asfálticos en Sudáfrica, principalmente. Recorrido de exploración a Dinamarca, Alemania y Noruega realizado por directores de NAPA para examinar las tecnologías de la mezcla asfáltica tibia (WMA), Aspha-min, la Espuma y el Sasobit. En la agenda de trabajo del grupo, se incluyeron Reuniones con el Fórum Alemán de Bitumen, con el objetivo de considerar algunas actividades del grupo de Trabajo sobre Reducción de Temperatura. Los estudios sobre mezclas tibias, son presentados en la Convención Anual de la Asociación Nacional de Pavimento Asfáltico NAPA. El Centro Nacional para la Tecnología en Asfalto, investiga sobre los procesos de las mezclas tibias, Alpha-min (zeolite cristalino) y Sasobit (una cera de Fsher-Tropsch). La investigación es patrocinada por NAPA, Administración Federal de Carreteras FHWA, Eurovia (Aspha-min) y Sasol (Sasobit). Meadwestvacompany, introduce Evothem DAT (aditivo químico) a la mezcla, al tiempo que apoya la investigación de NCAT. La demostración de mezclas tibias, es presentada en el Mundo del Asfalto. Las primeras pruebas de campo fueron realizadas en Florida y Carolina del Norte Formación del grupo de trabajo (TWG) de la mezcla Asfáltica Tibia de NAPA-FHWA. El objetivo principal del trabajo es la implementación adecuada a través de recolección de datos y análisis, de un método genérico de especificaciones técnicas en WMA. Declaración de investigación de problemas sometido a la consideración de la American Association of StateHighway and TransportationOfficials,AASHTO. Se realizan pruebas de campo en Florida, Indiana, Maryland, New Hampshire, Ohio y en Canadá. La NCAT publica sus primeros reportes sobre Sasobit y Aspha-min. Durante la Conferencia de Pavimento Asfáltico en el Mundo del Asfalto, se presenta una sesión de medio día sobre mezclas tibias Grupo de Trabajo Técnico TWG, publica lineamientos sobre el funcionamiento y pruebas ambientales. Página 18 de 63 AÑO 2006 2006 2006 2006 2006 2006 2007 2007 2007 2007 2007 2007 2007 2007 ANTECEDENTE Con base en la declaración de investigación de problemas, cuyo documento fue sometido en 2005 a evaluación por parte de la AASHTO, se define como de alta prioridad la destinación de fondos de la investigación en WMA. El TWG, somete dos declaraciones más de investigación, a consideración por parte de la AASHTO. Se realizan pruebas de campo en: California, con la mezcla de hule asfáltico; Michigan, Missouri, sobre la nueva aplicación para evitar baches causados por temperatura en la carretera; Nueva York, donde se probó el nuevo proceso de Asfalto de bajo consumo de energía; Ohio, donde se realizó una exhibición abierta al público con 225 asistentes; Carolina del Sur, Texas, Virginia y Wisconsin, también se realizaron exhibiciones abiertas al público. Un contratista de Missouri, realiza trabajos de producción de pavimento con mezcla en tibio partiendo de una prueba exitosa. NCAT publica un reporte sobre el Evotherm. Para la realización de la Conferencia Anual de NAPA, fueron requeridas numerosas presentaciones AASHTO y FHWA, realiza visitas guiadas a experiencias en WMA, en Francia, Alemania y Noruega. La sesión de trabajo de 2007, del Grupo en Investigación de Transporte TRB, tuvo como único tema WMA Astec Industries introduce su tecnología de asfalto espumado. Meadwestvacompany, presenta el sistema de introducción de la Tecnología del Asfalto Dispersado (DAT) para el Evotherm. Se desarrolla, Advera WMA, un producto a partir de Zeolite, introducido por PQ Corporation. Demostración en calle de San Antonio en la Reunión Anual de la APWA. 30.000 toneladas de diferentes tecnologías de WMA, son colocadas cerca de Yellowstone, para el mes de Agosto. En las pruebas realizadas en la Yellowstone, se utilizaron 9,000 toneladas métricas de asfalto, en cada una de las tres secciones (Sección de Control, Sección Sasobit y Sección de Advere WMA). Durante el proceso de acarreo, las mezclas fueron conducidas cerca de 90 minutos desde una planta portátil en Cody, Wyo. Aunque fue difícil la logística, las cuadrillas de pavimentación lograron buenas densidades: el promedio de Advere WMA-93.9% de densidad teórica máxima; el promedio de Sasobit – 93.4%. Neitke, quien estuvo a cargo del proyecto, declaró que: ―La densidad no fue difícil de alcanzar, aun cuando las temperaturas de la mezcla bajan, ante lo cual, ―Parecía un tanto difícil mantener bajas las temperaturas de la mezcla; las temperaturas de producción tenían una tendencia a brincar de 120°C a 127°C. Las pruebas mostraron que los agregados se secaron adecuadamente aun con las temperaturas bajas. Los contenidos de humedad estaban por debajo del máximo de 0.5% tanto para las mezclas en tibio como para la mezcla de control. Son realizadas numerosas pruebas de campo, en California, Illinois, Nueva Jersey, Nueva York, Carolina del Norte, Ohio, Carolina del Sur, Tennessee, Texas, Virginia, Wisconsin, Wyoming y otros estados; y en Ontario. Fuente: Lopera (2011) & Revista HMAT, (2008). En Colombia, en el año 2011 se logra un novedoso diseño para la elaboración de mezclas asfálticas tibias a partir de la combinación de asfalto y aceite crudo de palma, con el cual se lograron interesantes reducciones de temperatura en el proceso de fabricación en planta de una mezcla asfáltica de gradación discontinua y de elaboración tibia (Lopera, C.H., 2011). Página 19 de 63 El grupo de investigación Topovial de la Universidad Distrital Francisco José de Caldas ha venido trabajando con las mezclas asfálticas tibias y algunos de los resultados y conceptos obtenidos por este grupo se han utilizado en el presente trabajo. Por ejemplo, se utilizará el aditivo industrial HUSIL para el espumado del asfalto y la mezcla de referencia será del tipo MD-19, fabricada con asfalto 60/70, tal como lo ha venido haciendo el grupo de investigación Topovial. 5.2 MARCO CONCEPTUAL En el estudio y diseño de mezclas asfálticas se utiliza el método Marshall, con base en el cual se preparan muestras o briquetas de la mezcla con los diferentes componentes (agregados, asfalto, aditivos) en las proporciones previamente establecidas. Para el caso de mezclas en caliente las temperaturas de mezclado usualmente están entre 1os 135°C y 180 0C (Lopera, C.H., 2011). Una vez preparadas las muestras o briquetas, de acuerdo con el procedimiento estándar establecido (Artículo 450-2013 INVIAS) se procede a determinar las propiedades que definen su calidad y mediante las cuales se puede establecer su aceptabilidad. En el presente trabajo se utilizará el método Marshall, mediante el cual los componentes de la mezcla (agregados gruesos + escoria de acero + asfalto + aditivo) serán combinados en las proporciones previamente establecidas, a temperaturas para mezclas tibias, del orden de 100°C a 135 0C. Se procederá a realizar los ensayos de laboratorio que determinan las propiedades físicas de la mezcla en estudio, con base en las cuales se harán los análisis y se formularán las conclusiones correspondientes. Para determinar las propiedades físicas de una mezcla asfáltica, se determinan los siguientes parámetros a partir de los resultados de los ensayos de laboratorio: Tabla 2-2 Ensayos y Normas INVIAS a utilizar NOMBRE DEL ENSAYO NORMA DEL ENSAYO OBJETIVO PROPIEDAD A EVALUAR Estabilidad INV-748 (E-800) La susceptibilidad de la Es la medida de la mezcla a presentar resistencia mecánica de deformaciones pláticas ante la mezcla asfáltica la aplicación de cargas de tráfico. Flujo INV-748 (E-800) Determina la Las propiedades esfuerzo Página 20 de 63 NOMBRE DEL ENSAYO Gravedad Específica NORMA DEL ENSAYO OBJETIVO deformación de la mezcla durante la medición de la estabilidad. Es un índice del peso o INV E-735 o INV densidad de los E-803 materiales componentes de la mezcla. PROPIEDAD A EVALUAR deformación de la mezcla. El porcentaje de vacíos con aire en una mezcla de pavimento asfáltico en caliente compactada. Porcentaje de INV-E-736 vacíos con aire Es el volumen entre los agregados de la mezcla asfáltica que quedan ocupados por aire Evaluación de la compactación alcanzada en proyectos de pavimentos asfálticos. Porcentaje de vacíos en el INV-E-799 agregado mineral Es el volumen total que existe entre los agregados de la mezcla y que es ocupado por el asfalto, el aire y los aditivos que se utilicen. Los parámetros volumétricos son críticos para alcanzar un comportamiento satisfactorio del pavimento a largo plazo Porcentaje de INV-748 (E-800) compactación La susceptibilidad de la Es el grado de mezcla a presentar compactación que tienen deformaciones o pérdida de las muestras preparadas. agregados durante su vida útil. Fuente: Propia. 5.3 MARCO LEGAL En Colombia se tiene reglamentadas las actividades contaminantes del medio ambiente, por medio del artículo 4º del Decreto 948 de 1995 del Ministerio del Medio Ambiente, el cual dice: Página 21 de 63 “ACTIVIDADES ESPECIALMENTE CONTROLADAS. Sin perjuicio de sus facultades para ejercer controles sobre cualquier actividad contaminante, se considerarán como actividades sujetas a prioritaria atención y control por parte de las autoridades ambientales, las siguientes: a) Las quemas de bosque natural y de vegetación protectora y demás quemas abiertas prohibidas, b) la quema de combustibles fósiles utilizados por el parque automotor, c) la quema industrial o comercial de combustibles fósiles, d) las quemas abiertas controladas en zonas rurales, e) la incineración o quema de sustancias, residuos y desechos tóxicos peligrosos, f) las actividades industriales que generen, usen o emitan sustancias sujetas a los controles del Protocolo de Montreal, aprobado por Ley 29 de 1992, g) las canteras y plantas trituradoras de materiales de construcción. (Ministerio del Medio Ambiente, 1995). Por otro lado, a desde junio de 2012, el Instituto de desarrollo Urbano (IDU) estableció que en la pavimentación de las calles de Bogotá serán incorporadas contractualmente dos tecnologías amigables con el medio ambiente: el grano de caucho reciclado (GCR) y el pavimento reciclado o RAP (por su sigla en inglés, RecycledAsphaltPavement). (Instituto de Desarrollo Urbano, 2012). La decisión se inspiró en las Resoluciones 2393 de abril 25 de 2011 y la 6891 de diciembre 27 de 2011 de la Secretaría Distrital de Ambiente, en el Plan de Ordenamiento Territorial que aboga por un ecosistema urbano sostenible, productivo y de alta calidad ambiental, y en las recomendaciones de la Mesa de Innovación Tecnológica y Producción Limpia del IDU. (Instituto de Desarrollo Urbano, 2012). Los nuevos pliegos licitatorios establecen que, desde la etapa de estudios y diseños, se incluya la utilización de RAP en una proporción no inferior a un 10% del total de metros cuadrados y, de mínimo, el 5% de GCR. Los porcentajes se incrementarán anualmente en 5 puntos, hasta completar la meta del 25%.(Fuente: Instituto de Desarrollo Urbano). (Instituto de Desarrollo Urbano, 2012). Página 22 de 63 3. METODOLOGÍA En la Tabla 3-1 se presentan las etapas del trabajo realizado durante el desarrollo del Trabajo. Tabla 3-1Etapas del Trabajo Etapa No. Descripción 1 Estudio de información. 2 Planeación y programación de pruebas de laboratorio. 3 Pruebas de laboratorio: 3.1 Caracterización de los materiales 3.2. Ensayo Marshall para mezcla convencional (sin escoria), a 150 0C, para porcentajes de asfalto de 4.5%, 5.0%, 5.5% y 6.0%. 3.3. Ensayos Marshall para mezclas con tres porcentajes diferentes de escoria (20%, 37.5% y 51%), a 1500C, con porcentajes de asfalto de 5.0%, 5.5%, 6.0% y 6.5%. 3.4. Ensayos Marshall para mezclas sin escoria y 6% de asfalto, para cuatro diferentes temperaturas de mezclado (1100C, 1200C, 1300C y 1500C). 3.5. Ensayos Marshall para mezclas con 20% de escoria y 6% de asfalto, para cuatro diferentes temperaturas de mezclado (1100C, 1200C, 1300C y 1500C). Estas pruebas se realizaron para mezclas sin aditivo y con aditivo HUSIL. 4 Análisis de resultados y formulación de Conclusiones. 5 Elaboración del Documento Final. Fuente: Propia. En las etapas 1 y 2 se realizaron estudios de la información básica disponible, relacionada con el tema de trabajo y contando con la asesoría del Director del Trabajo, se planificó la ejecución de las pruebas de laboratorio. En la etapa 3.1 se hizo la caracterización de los materiales, mediante la determinación de sus propiedades básicas. En la etapa 3.2 se determinaron las propiedades de la mezcla convencional (utilizando granulares de la fuente Concrescol y asfalto 60-70) mediante el ensayo Marshall, utilizando porcentajes de asfalto de 4.5%, 5.0%, 5.5% y 6.0%. Las muestras se Página 23 de 63 fabricaron y compactaron a temperaturas de 150°C y 140°C respectivamente, con base en el ensayo de viscosidad del asfalto, descrito en Rondón et. al. (2015). Se fabricaron cinco briquetas por cada porcentaje de asfalto, cada briqueta se compactó con 75 golpes por cara. En la etapa 3.3 se elaboraron mezclas con tres diferentes porcentajes de escoria (20%, 37.5% y 51%) para las que se realizaron pruebas Marshall convencionales (temperatura de mezclado 150°C), esto con el fin de comparar el efecto del contenido de escoria con respecto a la mezcla con agregados convencionales de la etapa 3.2. Con base en los resultados de las etapas 3.2 y 3.3 se procedió en la etapa 3.4 a realizar pruebas Marshall para una mezcla con el 6.0% de asfalto, sin escoria y cuatro distintas temperaturas de mezclado (110°C, 120°C, 130°C y 150°C). Finalmente, con base en los resultados de las etapas anteriores, en la etapa 3.5 se realizaron pruebas Marshall para una mezcla tibia con 20% de escoria, 6.0% de asfalto y las temperaturas de mezclado anteriormente mencionadas. Estas pruebas se realizaron para mezclas sin aditivo y aplicando el aditivo HUSIL. Finalmente en las etapas 4 y 5 se realizó el análisis de los resultados, se formularon conclusiones del trabajo y se elaboró el documento final. Página 24 de 63 4. ANÁLISIS DE RESULTADOS 4.1 CARACTERIZACIÓN DE MATERIALES Los agregados pétreos convencionales utilizados provienen de la planta de asfaltos CONCRESCOL S. A. Estos materiales han sido caracterizados por el grupo de investigación TOPOVIAL de la Universidad Distrital Francisco José de Caldas. En la Tabla 4.1 se presentan los resultados de caracterización de los materiales pétreos obtenidos por Rondón et al. (2015). Tabla 4-1Caracterización de los agregados pétreos. Ensayo Gravedad específica agregado de 1” Método Requisito AASHTO T 84-00 Resultado 2.51 AASHTO T 85-91 Gravedad esp. aparenteagr. de 1” 2.61 Adsorción agregado de 1” 1.75% Gravedad esp. agregado de 3/4” 2.52 Gravedad esp. aparenteagr. de 3/4” 2.65 Adsorción agregado de 3/4” 1.85% Gravedad esp. agregado de 1/2” 2.48 Gravedad esp. aparenteagr. de 1/2” 2.65 Adsorción agregado de 1/2” 2.2% Gravedad específica arena de río 2.51 Gravedad esp. aparente arena de río 2.64 Adsorción arena de río 1.68% Equivalente arena AASHTO T 176-02 50% mínimo 76% Caras fracturadas a una cara ASTM D 5821-01 75% mínimo 87% Límites líquido y plástico ASTM D 4318-00 0% 0% Índice de alargamiento NLT 354-91 10% máximo 9.5% Índice de aplanamiento NLT 354-91 10% máximo 9.5% Ataque en sulfato de magnesio ASTM C 88-99a 18% máximo 12.9% Página 25 de 63 Ensayo Método Requisito Resultado Microdeval AASHTO T 327-05 25% máximo 22.3% 10% de finos (resistencia en seco) DNER ME 096-98 90kN mínimo 115 kN 75% mínimo 83% 35% máximo 24.6% 10% de finos(relación húmedo/seco) Resistencia Máquina de los Ángeles AASHTO T 96-02 Fuente: Rondón et. al. (2015). Los resultados de la Tabla 4.1 cumplen con las exigencias de Las Especificaciones Invías 2013. Asimismo, en investigación realizada en la Universidad Distrital (Patiño D, 2016) se ha caracterizado la escoria, proveniente de Acerías Paz de Río. En la Tabla 4.2 se presentan las propiedades de este material. Tabla 4-2Caracterización de la escoria Ensayo Resultado Gravedad específica agregado de 3/4” 1.805 Absorción agregado de 3/4” 3.75% Gravedad específica agregado de 3/8” 2.11 Absorción agregado de 3/8” 2.82% Gravedad específica agregado No. 4 2.007 Absorción agregado No. 4 2.23% Gravedad específica agregado No. 80 2.455 Absorción agregado No. 80 1.55% Gravedad específica agregado No. 200 2.60 Absorción agregado No. 200 1% Microdeval 29.2% Índice de alargamiento 0.1062% Índice de aplanamiento 0.0562% Caras fracturadas 81.52% Máquina de Los Ángeles 49.3% Página 26 de 63 Ensayo Ensayo Proctor Resultado dmax=1.6gr/cm3. optima=6%. CBR a 0.1” (muestra húmeda) 67.39% CBR a 0.2” (muestra húmeda) 95.68% CBR a 0.1” (muestra saturada) 51.88% CBR a 0.2” (muestra saturada) Fuente: Patiño D, (2015). El asfalto utilizado es proveniente de la refinería de Barrancabermeja y posee penetración 60-70. 4.2 ENSAYO MARSHALL PARA MEZCLA CONVENCIONAL, SIN ESCORIA. Esas pruebas se realizaron con el fin de contar con los resultados de referencia, para la mezcla utilizando agregados convencionales que se ajustan a las normas Invías y realizando la prueba Marshall standard, mediante temperatura de mezclado a 150 0C. Se utilizaron porcentajes de asfalto de 4.5%, 5.0%, 5.5% y 6.0%. Se ha obtenido graficas en función del porcentaje de asfalto para las siguientes propiedades: Estabilidad, relación estabilidad/Flujo, Flujo, Densidad Bulk, Porcentaje de vacíos con aire y porcentaje de vacíos de los agregados pétreos. Los análisis realizados toman como referencia los criterios de aceptación del Artículo 450-13 de las Especificaciones Generales de Construcción de Carreteras de Invías 2013, en particular lo indicado en la Tabla 450-10. El porcentaje de vacíos con aire disminuye a medida que aumenta el porcentaje de asfalto, el rango de variación obtenido está entre 6.2 y 2.9%, valores aceptables. Para un porcentaje de asfalto del 6.0% se obtiene el menor valor (2.9%) para el cual se obtendría la mezcla con menor susceptibilidad a deformarse. Ver Figura 4-1. Los valores de estabilidad obtenidos son relativamente altos, variando entre 1030 Kg y 1210 Kg. Se encuentra que el valor para 6% de asfalto representa una resistencia intermedia de 1125 Kg. Ver Figura 4-2. Página 27 de 63 Los valores de la relación Estabilidad/Flujo varían entre 270 y 320 Kg/mm, rango que está en el límite inferior de los valores usualmente aceptables. Esto es un indicio de que la muestra tiende a ser más flexible. Ver Figura 4-3. Lo anterior es congruente con los resultados de Flujo que se muestra en la Figura 4-4, los que varían en un rango estrecho entre 3.6 y 4.1 mm, rango que está en el límite superior aceptable, estos resultados muestran una mezcla que tiende a ser flexible. Los valores de densidad Bulk obtenidos según la Figura 4-5 indican valores usuales para este tipo de mezcla, alrededor de 2285 gr/cm3 para porcentajes de asfalto de 5.5 y 6.0%. En la Figura 4-6 se observa que los porcentajes de vacíos de los agregados pétreos varían en un rango estrecho entre 15.4 y 16.4% y son mayores al valor mínimo usualmente aceptable (15%). Figura 4-1. % de Asfalto vs % de vacíos con aire. Sin Escoria. Temperatura de mezclado: 1500C. Página 28 de 63 Figura 4-2.% de Asfalto vs Estabilidad (Kg). Sin Escoria. Temperatura de mezclado: 1500C. Figura 4-3. % de Asfalto vs relación Estabilidad/Flujo. Sin Escoria. Temperatura de mezclado: 1500C. Página 29 de 63 Figura 4-4. % de Asfalto vs Flujo. Sin Escoria. Temperatura de mezclado: 1500C. Figura 4-5.% de Asfalto vs Densidad Bulk. Sin Escoria. Temperatura de mezclado: 1500C. Página 30 de 63 Figura 4-6.% de Asfalto vs % de vacíos en agregados pétreos. Sin Escoria. Temperatura de mezclado: 1500C. 4.3 ENSAYOS MARSHALL CONVENCIONALES, UTILIZANDO DIFERENTES PORCENTAJES DE ESCORIA A continuación se analizan los resultados de las mezclas convencionales preparadas con porcentajes de escoria de 20%, 37.5% y 51%. En este caso los porcentajes de asfalto variaron entre el 5.0% y el 6.5%, debido a que la escoria absorbe más asfalto que los pétreos convencionales, de esta manera se controla que el asfalto efectivo no baje demasiado. El porcentaje de vacíos con aire es mayor en las mezclas con escoria que en la mezcla sin escoria, ver Figura 4-7. En las mezclas con 20% y 37.5% de escoria el porcentaje de vacíos para contenidos de asfalto de 5.5% o mayores están dentro de valores usualmente aceptables, mientras que para la mezcla con 51% de escoria con porcentajes de asfalto menores de 6.5% el porcentaje de vacíos es alto y se sale de valores típicos, indicio de una mezcla susceptible a deformarse. Se observa asimismo que el porcentaje de vacíos aumenta con relación a la mezcla sin escoria, lo que está relacionado con la mayor absorción de asfalto que tiene la escoria con respecto a los agregados convencionales. La estabilidad aumenta con respecto a los ensayos del punto 4.1 (0% de escoria), para contenidos de asfalto de 5.5% y 6.0%. La estabilidad para 6% de asfalto y 20% de escoria es de 1580 kg, valor que en la norma Invías 2013 es típica en mezclas de alto módulo, sin embargo no Página 31 de 63 se puede afirmar que las mezclas acá estudiadas son de esa clase, ya que se requiere que adicionalmente cumplan otras propiedades. Esto debe ser investigado con más detalle en posteriores trabajos con el fin de determinar su rigidez. Para las mezclas con 37.5% la mayor estabilidad obtenida es de 1360 Kg, valor que también se considera alto. Para un 51% de escoria se obtiene una estabilidad más acorde con los valores definidos por norma Invías para mezclas normales. Las estabilidades máximas para cada uno de los tres porcentajes de escoria se obtienen para un 6.0% de asfalto. También se encuentra que los valores pico de estabilidad para las mezclas con escoria se corren hacia la derecha del gráfico (Ver Figura 4-8), confirmando que se requiere mayor contenido de asfalto en las mezclas con escoria para lograr el mismo nivel de resistencia, teniendo en cuenta que la escoria absorbe más asfalto y por tanto tiende a disminuir el asfalto efectivo de la mezcla. La relación Estabilidad/Flujo para porcentajes de escoria de 20% y 37.5% y porcentajes de asfalto mayores al 5.5% cumplen con los valores usualmente aceptables, que pueden indicar un buen comportamiento en cuanto a deformabilidad. La mezcla con 51% de escoria tiene valores por debajo de 250 Kg/mm, indicando una mezcla más deformable. Cabe indicar que para porcentajes de escoria de 20% y 37.5% se requieren porcentajes de asfalto mayores para estar dentro de la norma Invías que para el caso de la mezcla sin escoria, esto es debido a que la escoria absorbe mayor asfalto que los agregados convencionales por ser un material más poroso. Ver Figura 4-9. En la Figura 4-10. se observa que las mezclas con 20% y 37.5% de escoria tienen valores de Flujo muy similares a los de la mezcla con 0% de escoria y cercanos al límite superior permitido (4%), pero aceptables. Esto indica mezclas con un buen comportamiento en cuanto a deformabilidad. La mezcla con 51% de escoria presenta valores de flujo del orden del 4.5% que corresponde con una mezcla más deformable. La Densidad Bulk de las mezclas disminuye con relación a densidad de la mezcla sin escoria, debido a los componentes más livianos que contiene la escoria. Ver Figura 4-11. La Figura 4-12 indica que para las mezclas con 20% y 37.5% de escoria se obtienen porcentajes de vacíos de agregados pétreos aceptables mientras que para la mezcla de 51% de escoria dichos valores tienden a ser altos, condición no deseable. Página 32 de 63 Figura 4-7.% de Asfalto vs % Vacíos con aire. Contenido de escoria variable. Temperatura de mezclado: 1500C. Figura 4-8.% de Asfalto vs % Estabilidad. Contenido de escoria variable. Temperatura de mezclado: 1500C. Página 33 de 63 Figura 4-9.% de Asfalto vs Relación Estabilida/Flujo. Contenido de escoria variable. Temperatura de mezclado: 1500C. Figura 4-10.% de Asfalto vs Flujo. Contenido de escoria variable. Temperatura de mezclado: 1500C Página 34 de 63 Figura 4-11.% de Asfalto vs Densidad Bulk. Contenido de escoria variable. Temperatura de mezclado: 1500C. Figura 4-12.% de Asfalto vs Vacíos en agregados pétreos. Contenido de escoria variable. Temperatura de mezclado: 1500C Página 35 de 63 4.4 ENSAYOS MARSHALL SOBRE MEZCLA SIN ESCORIA, UTILIZANDO DIFERENTES TEMPERATURAS DE MEZCLADO Las mezclas tibias sin escoria se elaboraron mediante el método Marshall, pero utilizando temperaturas de mezclado de 110°C, 120°C y 130°C, cuyos resultados se comparan con el obtenido para la mezcla elaborada a 150°C ya descrita en el numeral 4.2. Se utilizó para las tres mezclas un contenido de asfalto del 6.0%, con base en los resultados obtenidos en los numerales 4.2 y 4.3, tratando de obtener una buena resistencia (estabilidad) con una mezcla flexible. La Figura 4-13 presenta la variación del porcentaje de vacíos con aire, esta variación es de poca magnitud al cambiar la temperatura de mezclado, se observa que los porcentajes de vacíos obtenidos están un poco por debajo de valores usualmente aceptados, siendo el correspondiente a una temperatura de 110°C (2.9%) el valor que estaría más cercano a la norma. Para una temperatura de 130°C la mezcla mantiene la misma Estabilidad que para 150°C (1125Kg), ver Figura 4-14. Para temperatura por debajo de 130°C la estabilidad disminuye gradualmente, a 110°C se obtuvo una estabilidad de 1075 Kg, que corresponde a una mezcla menos rígida. En la Figura 4-15 se aprecia que la relación Estabilidad/Flujo se mantiene muy similar al valor de la mezcla a 150°C, disminuyendo ligeramente para temperaturas de 120°C y 110°C. Los valores obtenidos para esta variable se encuentran un poco por debajo de los valores usualmente aceptados, lo que indica una mezcla más flexible. El Flujo se mantiene prácticamente constante al variar la temperatura de mezclado, ver Figura 4-16. El valor de Flujo está un poco por encima del límite superior usualmente aceptado, indicando una mezcla flexible. Asimismo, la Densidad Bulk no sufre variaciones de importancia al variar la temperatura de mezclado, ver Figura 4-17. El porcentajes de vacíos de agregados pétreos varía muy poco con el cambio en la temperatura de mezclado, los valores obtenidos corresponden a los usualmente aceptados. Ver figura 4-18. Página 36 de 63 Figura 4-13.Temperatura de mezclado vs Vacíos con aire. Sin escoria. Contenido de asfalto: 6%. Figura 4-14.Temperatura de mezclado vs Estabilidad. Sin escoria. Contenido de asfalto: 6%. Página 37 de 63 Figura 4-15.Temperatura de mezclado vs Relación Estabilidad/Flujo. Sin escoria. Contenido de asfalto: 6%. Figura 4-16.Temperatura de mezclado vs Flujo. Sin escoria. Contenido de asfalto: 6%. Página 38 de 63 Figura 4-17.Temperatura de mezclado vs densidad Bulk. Sin escoria. Contenido de asfalto: 6%. Figura 4-18.Temperatura de mezclado vs Vacíos en agregados pétreos. Sin escoria. Contenido de asfalto: 6%. Página 39 de 63 4.5 ENSAYOS MARSHALL SOBRE MEZCLA CON 20% DE ESCORIA UTILIZANDO DIFERENTES TEMPERATURAS DE MEZCLADO, CON Y SIN ADITIVO HUSIL Con base en los resultados de los puntos 4.3 y 4.4 se decidió efectuar pruebas tipo Marshall para mezclas con el 20% de escoria, porcentaje de asfalto 6.0%, utilizando temperaturas de mezclado de 110°C, 120°C y 130°C. Cabe indicar que el aditivo HUSIL está compuesto principalmente de sílice, este aditivo propicia un efecto de espumado en la mezcla, lo que mejora el cubrimiento de los agregados por el asfalto, asimismo se logra una disminución en la viscosidad del asfalto facilitando la mezcla a temperaturas tibias. Con la disminución de la temperatura de mezclado los vacíos con aire aumentan pero se mantienen dentro de los límites aceptables. En la Figura 4-19 se observa que el uso del aditivo no tiene efecto de importancia en este caso. Se encontraron valores de Estabilidad relativamente altos, similares a los correspondientes a mezclas de alto módulo que se indican en la Tabla 450-10 de las Especificaciones Invías 2013, lo que puede indicar que se obtienen en este caso mezclas que tienden a ser rígidas. Para la temperatura de 110°C se obtuvieron las estabilidades más bajas (entre 1400 y 1430 Kg). El efecto del aditivo es de aumentar un poco la estabilidad. Ver Figura 4-20. La figura 4-21 muestra los resultados de la relación Estabilidad/Flujo, valores que están dentro de rangos aceptables. Para temperatura de mezclado de 110°C y 120°C esta variable se encuentra cerca del límite inferior aceptable lo que indicaría una mezcla más flexible que para mayores temperaturas de mezclado. El efecto de aditivo es el de aumentar la relación Estabilidad/Flujo, haciendo la mezcla un poco más rígida. Los valores de Flujo no presentan grandes variaciones al variar la temperatura de mezclado. A temperaturas de 110°C y 120°C el Flujo es un poco mayor proporcionando mezclas menos rígidas. Los valores de Flujo obtenidos están más cerca del límite superior usualmente aceptado, lo que indica mezclas más deformables. El uso del aditivo hace que el flujo disminuya, disminuyendo también su deformabilidad. Ver Figura 4-22. En la Figura 4-23 se aprecia que la Densidad Bulk disminuye gradualmente con la disminución de la temperatura de mezclado, pero manteniendo valores típicos. Se puede apreciar que el aditivo no tiene efecto en la Densidad Bulk. Página 40 de 63 El comportamiento de los vacíos del agregado pétreo es similar al de los vacíos con aire, es decir aumenta con la disminución de la temperatura de mezclado, pero se mantiene en valores aceptables. Se observa que el aditivo no modifica el comportamiento en cuanto a esta variable. Ver Figura 4-24. Figura 4-19.Temperatura de mezclado vs Vacíos con aire. Contenido de escoria: 20%. Contenido de asfalto: 6%. Figura 4-20.Temperatura de mezclado vs Estabilidad. Contenido de escoria: 20%. Contenido de asfalto: 6%. Página 41 de 63 Figura 4-21.Temperatura de mezclado vs Relación Estabilidad/Flujo. Contenido de escoria: 20%. Contenido de asfalto: 6%. Figura 4-22.Temperatura de mezclado vs Flujo. Contenido de escoria: 20%. Contenido de asfalto: 6%. Página 42 de 63 Figura 4-23.Temperatura de mezclado vs Densidad Bulk. Contenido de escoria: 20%. Contenido de asfalto: 6%. Figura 4-24.Temperatura de mezclado vs Vacíos en agregado pétreo. Contenido de escoria: 20%. Contenido de asfalto: 6%. Página 43 de 63 5. CONCLUSIONES Y RECOMENDACIONES 5.1 PROPIEDADES DE LA MEZCLA CONVENCIONAL, TEMPERATURA DE MEZCLADO 1500C, CON DIFERENTES PORCENTAJES DE ESCORIA Y DIFERENTES PORCENTAJES DE ASFALTO 5.1.1 Mezcla convencional, temperatura de mezclado 1500C, sin escoria (Punto 4.1). Aunque los valores de estabilidad tienden a ser un poco altos, los resultados indican un comportamiento flexible y deformable, dentro de los criterios aceptables por la especificación del Articulo 450-13 de las Especificaciones de Invías. Tiene propiedades de una mezcla densa en caliente típica, que cumple con los criterios de norma para porcentajes de asfalto entre 5.5% y 6%. 5.1.2 Mezcla convencional, temperatura de mezclado 1500C, con porcentajes de escoria de 20%, 37.5% y 51% (Punto 4.2). Las mezclas con porcentajes de escoria de 20% y 37.5% y porcentajes de asfalto entre 5.5% y 6% son mezclas que se ajustan a los criterios del Artículo 450-13 de las Especificaciones Invías. Se concluye que es factible su uso en la construcción de mezclas asfálticas. 5.2 PROPIEDADES DE LA MEZCLA TIBIA, SIN ESCORIA, PARA UN PORCENTAJE DE ASFALTO DEL 6% Y DIFERENTES TEMPERATURAS DE MEZCLADO (PUNTO 4.3). Se concluye que las propiedades de la mezcla tibia sin escoria estudiada, a temperaturas de mezclado entre 1100C y 1300C, no varían significativamente con relación a las propiedades de la mezcla convencional con temperatura de mezcla 1500C. 5.3 PROPIEDADES DE LA MEZCLA TIBIA CON 20% DE ESCORIA, PORCENTAJE DE ASFALTO 6% Y DIFERENTES TEMPERATURAS DE MEZCLADO. SIN ADITIVO Y CON ADITIVO HUSIL (PUNTO 4.4). Para esta mezcla los valores de Estabilidad son altos, similares a los que define el Artículo 450-13 de Invías para mezclas de alto módulo. Se espera que mezclas con porcentajes de escoria mayores del 20% tengan estabilidades menores. Aunque la estabilidad es relativamente alta, las demás propiedades indican que a menor temperatura de mezclado la mezcla tibia tiende a ser más flexible, menos deformable y se Página 44 de 63 encuadra dentro de los límites aceptables por la norma del Artículo 450-13 de las Especificaciones del Invías 2013. Se concluye que para temperaturas de mezclado entre 110 0C y 1200C, porcentaje de escoria de 20% y porcentaje de asfalto del 6.0% se logra obtener una mezcla tibia que es factible de utilizar en construcción de capas asfálticas. Se considera que esta conclusión se puede extender hasta porcentajes de escoria del 37.5% y porcentajes de asfalto hasta del 5.5%. Sin embargo, se requiere de mayor investigación y verificación, incluyendo ensayos complementarios para confirmar su calidad en aspectos como la adherencia, los valores de los módulos y las propiedades de resistencia a la fatiga. Para la mezcla estudiada, se concluye que aditivo HUSIL aumenta la Estabilidad de la mezcla, aunque no modificó de manera importante las demás propiedades medidas. Es necesario realizar investigaciones adicionales para determinar con mayor certeza el efecto del aditivo en las mezclas asfálticas tibias, utilizando diferentes porcentajes del mismo. Página 45 de 63 BIBLIOGRAFÍA Ameri M., Hesami, S. & Goli H. (2013). Laboratory evaluation of warm mix asphalt containing electric arc furnace (EAF) steel slag. Construction and Building Materials 49, 611-617. ELSEVIER. Anderson, M., Baumgardner, G., May, R. & Reinke, G. (2008). Engineering Properties, Emissions, anf Field Performance of Warm Mix Asphalt Technologies. INTERIM REPORT. Asphalt Institute, NCHRP 9-47. October 2008. ASOPAC - Asociación de Productores y Pavimentadores Asfálticos de Colombia (2004). Cartilla del pavimento asfáltico. Bogotá D. C., Colombia. Capitao, S. D., Picado-Santos, L. G. & Martinho, F. (2012). Pavement engineering materials: Review on the use of warm-mix asphalt. Construction and Building Materials 36, 10161024. ELSEVIER. Fakhri, M., Ghanizadeh R. & Omrani, H. (2013). Comparison of Fatigue Resistance of HMA and WMA Mixtures modified by SMS. Procedia – Social and Behavioral Sciences. 104, 168-177. Goh, W. & You, Z. (2008). Resilient Modulus and Dynamic Modulus of Warm Mix Asphalt. GeoCongress 2008, ASCE. Hossain, Z. & Zaman, M. (2013). Behavior of Selected Warm Mix Asphalt Additive Modified Binders and Prediction of Dynamic Modulus of the Mixes. Journal of Testing and Evaluation, 41(1). Howard, I., Doyle J., Hemsley J. et al. (2014). Emergency paving using hot-mixed asphalt incorporating warm mix technology. International Journal of Pavement Engineering. (15)3, 202-214. Instituto de Desarrollo Urbano (2012). Boletín de prensa. Bogotá: IDU. INVIAS. (2013). Especificaciones generales de construcción de carreteras. Bogotá: INVÍAS. Kheradmand, B., Muniandy, R., et al. (2014). An overview of the emerging warm mix asphalt technology. International Journal of Pavement Engineering, (15)1, 79-94. Kim, S., Park J., et al. (2014). Performance of Modified WMA Mixtures Prepared Using the Same Class PG Binders of HMA Mixtures. Journal of Testing and Evaluation, (42)2, March. Página 46 de 63 Li, Q., Wang, K. & Cross, S. (2013). Evaluation of Warm Mix Asphalt (WMA): A Case Study. Airfield and Highway Pavement 2013: Sustainable and Efficient Pavements, ASCE. Lopera, C.H. (2011). Diseño y producción de mezclas asfálticas tibias, a partir de la mezcla de asfalto y aceite crudo de palma. Obtenido de http://www.bdigital.unal.edu.co/5438/1/15507009.2011.pdf Ministerio del Medio Ambiente. Decreto 948 de 1995. Patiño, D. (2016). Trabajo de Grado ing. Civil, Facultad Tecnológica U.D. Rondón, H., & Reyes, F. (2015). Pavimentos, materiales, construcción y diseño. Bogotá: ECOE Ediciones. Rondón, H., Hernández J. & Reyes F. (2014). Generalities on the study and use of warm mix asphalt. Presentado a The Science and Technology of Fuel and Energy Journal. Rondón, H., Hernández J. & Reyes, F. (2015). State of the art of warm mix asphalt: technical, economical and enviromental review. Journal of Materials in Civil Engineering ASCE. Rondón, H., Hernández, J. & Reyes, F. (2015). Review of Warm Mix Asphalt Researches. Rubio, M., Martínez, G. et al. (2012). Warm mix asphalt: an overview. Journal of Cleaner Production 24, 76-84. Sánchez-Alonso, E., Vega-Zamanillo, A. & Castro-Fresno, D. (2012). Effect of Type of Compaction on Mechanical Properties in Warm-Mix Asphalts. Journal of Materials in Civil Engineering, 24, 1043-1049. ASCE. Su, K., Maekawa, R. & Hachiya, Y. (2009). Laboratory evaluation of WMA mixture for use in airport pavement rehabilitation. Construction and Building Materials, 23, 2709-2714. Tan, Y., Guo, M. et al. (2014). Comparative Study on Laboratory Performance of Hot- and Warm-mix Asphalt Mixtures. Journal of Testing and Evaluation, (40)5, ASTM. Universidad Santo Tomás, Tunja (2014). V Congreso Internacional de Ingeniería Civil. Vasconcelos, K., Bhasin, A., Little, D. (2010). Influence of Reduced Production Temperatures on the Adhesive Properties of Aggregates and Laboratory Performance of Fine Aggregate-Asphalt Mixtures. Asphalt Pavements and Environment. DOI: 10.3166/RMPD.11.47-64. Wu, C. & Zeng, M. (2014). Effects of Additives for Warm Mix Asphalt on Performance Grades of Asphalt Binders. Journal of Testing and Evaluation (40)2. ASTM. Página 47 de 63 Yan, J., Cao, Y. et al. (2010). Shanghai Experience with Warm Mix Asphalt. GeoShanghai 2010 International Conference. ASCE. Yepes Piqueras, V. (2014). Evolución histórica de la fabricación de mezclas bituminosas. Valencia: Universidad Politécnica de Valencia. Zelelew, H., Paugh C., et al. (2013). Laboratory evaluation of the mechanical properties of plantproduced warm-mix asphalt mixtures. Road Materials and Pavement Design (14)1, 4970. Página 48 de 63 APÉNDICES APÉNDICE A. CUADROS DE CÁLCULO. Página 49 de 63 Página 50 de 63 Página 51 de 63 Página 52 de 63 Página 53 de 63 Página 54 de 63 Página 55 de 63 Página 56 de 63 Página 57 de 63 Página 58 de 63 Página 59 de 63 Página 60 de 63 Página 61 de 63 Página 62 de 63 ANEXOS Tabla 450-10 del Artículo 450-13, Especificaciones Generales de Construcción de Carreteras, Invías 2013- Página 63 de 63