- Ninguna Categoria
capítulo 3: procedimiento experimental
Anuncio
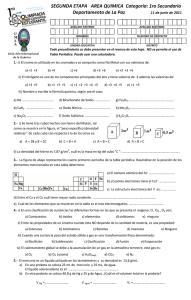
CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL [7] 1 Introducción A continuación se describe todo el procedimiento realizado en el laboratorio para la obtención de las probetas a las que realizar las micrografías necesarias donde medir el recorrido eléctrico efectivo, asimismo el método empleado para medir dicho recorrido, así como otras propiedades representativas de los materiales estudiados. 2 Obtención de muestras representativas de todos los polvos La primera operación es la obtención de una muestra representativa de cada uno de los polvos objeto de estudio. 22 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL Figura 3.1: Balanza y vidrio reloj. 2.1 Extracción del polvo en estado de recepción Para la obtención de la muestra representativa de los polvos se han seguido dos procedimientos según el tipo de polvo. 2.1.1 Extracción por tubo de vidrio Para el caso de polvos de aluminio, hierro y bronce la extracción del polvo se realiza con un tubo de vidrio de 340 milímetros de largo por 12.5 de diámetro exterior y 9.5 de diámetro interior. Se realiza de esta forma ya que el transporte y la manipulación hace que los polvos de segreguen y las partículas de menor tamaño ocupen preferentemente la parte inferior del recipiente con lo que se extraería una muestra con un tamaño de partícula mayor del deseado. Para ello se introduce tantas veces como sea necesario el tubo hasta el fondo del contenedor, obteniéndose una muestra representativa de todo el polvo del contenedor 23 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL 2.1.2 Extracción por cucharilla En el caso del níquel debido a su morfología no se produce la segregación, y la extracción del polvo se puede realizar con cucharilla, más útil dado que el polvo de níquel tiene tendencia a aglomerarse. 2.2 Muestreo Para el muestreo se va depositando el polvo extraído en una tolva (fluidímetro de Hall), para luego con la ayuda de una varilla, si el polvo no fluye, depositarlo en un vidrio reloj describiendo círculos concéntricos. De esta forma se obtiene una cantidad adecuada para luego ser repartida en las muestras que posteriormente iremos pesando. Para ello con ayuda de un pincel se irá depositando el polvo en un nuevo vidrio reloj situado en la balanza. La extracción se realizará por sectores circulares para obtener una distribución correcta. 3 Medida de la porosidad de golpeo La porosidad de golpeo da una medida de la capacidad de densificación de un polvo cuando se vibra; es decir, sin someter el polvo a presión de compactación. Este ensayo se realiza aplicando la Norma ASTM1. 1 ASTM B527-93(2000)e l. Standard test method for determination of tap density of metallic powders and compounds. 24 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL Figura 3.2: Vibrador y probeta graduada. 3.1 Procedimiento Para obtener la densidad de golpeo de un polvo se colocan 5 g en el interior de una probeta seca y graduada de 10 cm3, con una graduación de 0.1 cm3 (Figura 3.1). La probeta se somete a vibración durante un minuto, transcurrido el cual se calcula la porosidad considerando el volumen alcanzado por la columna de polvos. La porosidad de golpeo viene dada por la expresión siguiente: ΘM = 1− Donde: M: Masa de polvo γ o : Densidad absoluta del polvo. V: Volumen medido. 25 M γ o ⋅V CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL 4 4.1 Caracterización de los polvos Análisis granulométrico (Mastersizer) Muchas propiedades de los materiales en forma de polvo, están afectadas por el tamaño de sus partículas. En los años 80 del pasado siglo, se desarrolló un método para la medida del tamaño de partícula mediante difracción láser (low angle laser ligth scattering). Se basa en el hecho de que las partículas dispersan la luz en todas direcciones con un patrón de intensidad dependiente de su tamaño. Concretamente, el ángulo de dispersión es inversamente proporcional al tamaño de la partícula. Este ha sido el método utilizado para la obtención de la granulometría de los polvos a estudio. Se ha utilizado un analizador láser Mastersizer 2000 de MALVERN (Figura 4.3). Este equipo dispone de un láser de He-Ne para medida de tamaños de partícula grandes, mientras que una fuente de luz azul de 466 nm de longitud de onda proporciona un incremento de la resolución en la región submicrométrica. Esto permite medir con precisión partículas con tamaños entre 0.2 y 2000 µm. 26 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL Figura 3.3: Mastersizer 2000. 4.2 Análisis morfológico (SEM) Una parte fundamental en esta investigación es conocer la geometría de los polvos a estudio, ya que es uno de los parámetros de los que va ha depender el recorrido eléctrico efectivo, a través de su relación con la porosidad de golpeo. Debido al tamaño de los polvos utilizados, es necesario utilizar microscopía electrónica de barrido (SEM) para la caracterización morfología. Este tipo de microscopía resulta fundamental para el estudio superficial de materiales en forma de polvo, ya que su principal ventaja radica en la gran profundidad de campo que permiten alcanzar. Las imágenes de microscopía óptica son representaciones bidimensionales, mientras que la profundidad de campo alcanzada por la microscopía electrónica de barrido permite obtener representaciones con apariencia tridimensional. De este modo, trabajando con 27 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL la señal de electrones secundarios (SE), se pueden distinguir en el material características como rugosidad y porosidad superficial abierta. Además, al tener una visión casi completa de las partículas, se puede observar con claridad su morfología. Figura 3.4: Microscopio electrónico de barrido PHILIPS XL-30 El SEM utilizado para estos trabajos es un PHILIPS XL-30 del Servicio de Microscopía de la Universidad de Sevilla (CITIUS) (Figura 3.4). 4.3 Análisis microestructural A pesar de la gran variedad existente de sofisticados microscopios electrónicos, la microscopía óptica sigue siendo una técnica muy útil para el estudio microestructural de los materiales. Los microscopios electrónicos de transmisión (TEM) y de barrido (SEM), superan con creces dos de las más importantes limitaciones de los microscopios ópticos, a saber, resolución y 28 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL profundidad de campo. Sin embargo, el estudio de un material, hace necesaria una visión global de su microestructura, comenzando por su observación macroestructural, para, progresivamente, emplear técnicas que permitan una mayor magnificación y resolución. Por tanto, el microscopio óptico es un eslabón fundamental en la cadena de la caracterización estructural de los materiales, sin el cual se pierde información básica acerca de ellos. .Figura 4.5: Microscopios ópticos utilizados. Se han utilizado dos microscopios ópticos NIKON EPIPHOT, modelos TME y 200 (Figura 4.5). Ambos tienen oculares de 10X y objetivos de 5X, 10X, 20X, 50X y 100X. La captación de imágenes se realiza, mediante una cámara digital NIKON CoolPix 950. En el microscopio NIKON EPIPHOT-TME dispone de una pletina motorizada gobernada por una interfaz tipo MCP-BOX de Kontron Elektronik. Su empleo conjunto con el programa de análisis de imagen MIP-4 permite realizar cuantificaciones y medidas morfológicas de porosidad. 29 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL 5 5.1 Preparación de los compactos Obtención de las probetas en verde Una vez obtenida la cantidad necesaria del polvo y caracterizados los mismos se procede a la realización de las probetas en verde mediante prensado. 5.1.1 Preparación previa El polvo se introduce en una matriz cilíndrica de acero (Figura 4.6) previa lubricación de esta. Figura 3.6: Matriz cilíndrica de acero. Para la lubricación de la matriz se utiliza una suspensión de cera en acetona, 10 g de cera por cada 100 cm3 de acetona. Esta suspensión se introduce en la matriz y se vacía súbitamente. Una vez evaporada toda la acetona ya se puede proceder al llenado de la matriz con el polvo. 30 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL 5.1.2 Compactación de las muestras Para la obtención de las probetas cilíndricas se utiliza una máquina universal de ensayos: SUZPECAR MUE-60 (Figura 3.7), máquina que dispone de un software que permite el control, automatización y seguimiento del ensayo. Una vez fijados los parámetros de ensayo, estos se introducen en la máquina. Los parámetros principales son la velocidad de aplicación de la carga y la carga final de prensado. La primera viene fijada por el tipo de probeta a realizar, en este caso probetas cilíndricas, y será de 588 N/s, la segunda depende del material y porosidad deseada al final del ensayo, estas cargas se especificarán más adelante. Una vez realizado el prensado, para la extracción de la probeta es necesario utilizar otra máquina que posibilita el trabajo a menores presiones, y que también será utilizada para realizar las curvas de compresibilidad. Esta máquina es una MALICET ET BLIN U-30 (Figura 3.8), modelo más antiguo y manual. Figura 3.7: SUZPECAR MUE-60 31 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL 6 Determinación de la curva de compresibilidad Para la obtención de las presiones a las que hay que compactar el polvo para obtener las porosidades deseadas se realizaron las curvas de compresibilidad de todos los materiales a estudiar. Figura 3.8: MALICET ET BLIN U-30 6.1 Procedimiento Una vez introducido el polvo el la matriz previamente lubricada, proceso idéntico al realizado en la preparación de compactos, a excepción que en este caso es necesario vibrarlo hasta que llegue a su porosidad de golpeo (punto 3 de este capítulo), se sigue el siguiente procedimiento con la máquina MALICET ET BLIN U-30: 32 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL • Se coloca el reloj comparador como se muestra en la figura 3.9. La parte inferior de la varilla del reloj debe estar unos milímetros por encima de la bancada inferior. • Se coloca la matriz cilíndrica en la bancada inferior y la superior se baja hasta que se encuentre a unos centímetros de la parte superior del punzón. Esta última ya no se volverá a mover durante todo el ensayo. Figura 3.9: Reloj comparador. • Mediante la apertura de la válvula (de accionamiento manual) se enrasa el punzón con la bancada superior y se anota lo que marque el reloj comparador, esta será la medida que utilizaremos como referencia (marca la altura de la porosidad de golpeo). • Con una velocidad de 1 Tm/min se aplicara una carga de 2 Tm, y se mantendrá esta durante 2 min. 33 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL • Se descargará y se volverá a enrasar el punzón tomando nota de lo que marque el reloj comparador. • En el siguiente paso se llegará hasta las cuatro toneladas en dos tramos, uno hasta las 2 Tm con una velocidad de 4 Tm/min y el otro desde las 2 Tm hasta las 4 Tm con una velocidad de 1 Tm/min. Esta carga se vuelve a mantener durante 2 min. • Se vuelve a descargar y a enrasar tomando nota de lo que marca el reloj comparador. • Este proceso se repetirá para 6, 8, 10, 12, 14 y 16 Tm. El siguiente paso es medir las dimensiones de la probeta resultado del ensayo, para ello lo primero es eliminar la rebaba de la cabeza y base de la probeta. Normalmente se hace manualmente utilizando un papel de esmeril de tamaño de grano medio. Las medidas se realizaran con el pie de rey, se medirán 8 alturas y 8 diámetros. Se medirán las ocho alturas en los extremos opuestos de cuatro diámetros de las sección circular de la probeta, y los 8 diámetros se medirán, cuatro en un extremo (utilizando los 4 diámetros anteriores), dos en el centro y los dos últimos en el otro extremo. Una vez obtenidos todos los datos, estos se introducirán en una tabla de Excel donde se realizan los cálculos necesarios para obtener la curva de compresibilidad. 34 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL 6.2 Determinación de las presiones posibles para obtener compactos Una vez realizada la curva de compresibilidad para cada material se puede determinar las presiones a las que se van a prensar las probetas para obtener las porosidades deseadas, estas porosidades se indican en el cuarto capitulo. 7 Tratamiento térmico Una de las partes fundamentales para la obtención de una correcta medida de la tortuosidad (recorrido efectivo) en agregados de polvos sometidos a compresión es llegar a un tratamiento térmico que no varíen la porosidad ni la forma de los poros de los compactos y que permita la manipulación de la probeta sin que esta se rompa. Según lo anterior, el tratamiento térmico sólo se realiza para poder preparar la muestra que va a ser fotografiada al microscopio, ya que no se puede hacer con el compacto en verde, por presentar éste escasa resistencia mecánica. Todas las probetas van a ser introducidas en una atmósfera de argón para evitar la oxidación durante el tratamiento térmico al que van a ser sometidas. 7.1 Procedimiento Para la realización del tratamiento térmico de todos los materiales se ha utilizado un horno cerámico de tubo horizontal CARBOLYTE type STF 15/75/450, que alcanza una temperatura máxima de 1500 ºC (Figura 3.10). 35 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL Figura 3.10: Horno cerámico de tubo horizontal CARBOLYTE type STF 15/75/450 y equipo de vacío. El horno consta de un tubo aislante dispuesto en posición horizontal de 120 cms de longitud y 86 cms de diámetro externo. En su interior tiene una cavidad cilíndrica donde se encuentra otro tubo de mayor longitud y cerámico que tiene en sus extremos dos cierres herméticos refrigerados por agua. Los compactos se introducen en el interior del tubo, lo mas próximo posible al centro, ya que es donde la medición de la temperatura es mas fiable. A continuación se acopla una maquina de vacío en uno de los cierres y en el otro se conecta un tubo por donde se va a introducir el argón. Para asegurarnos de que en el interior de tubo solo hay argón se hace vacío en el tubo (Figura 3.11) y se introduce el argón hasta que la presión sea de aproximadamente 1,2 atmósferas, esta operación se repite al menos tres veces con el objeto de eliminar todo el aire del interior del tubo. 36 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL Figura 3.11: Máquina de vacío. A continuación se programa el horno para que realice la siguiente curva temperatura-tiempo (Figura 3.12). El único parámetro que variará será la temperatura final. La velocidad de calentamiento será de 20 ºC/min y estará 30 minutos en la temperatura final, luego se apagará el horno y se dejará enfriar. 700,00 600,00 500,00 ºC 400,00 300,00 200,00 100,00 0,00 0,00 50,00 100,00 150,00 Tiempo (min) Figura 3.12: Curva temperatura-tiempo. 37 200,00 250,00 300,00 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL 7.2 7.2.1 7.2.1.1 Pruebas realizadas Aluminio Prueba a 550 ºC: Se hizo una primera prueba a 550 ºC con una probeta con una porosidad del 15%. Las mediciones de porosidad tras la sinterización, realizadas mediante análisis de imagen, fueron menores que la porosidad inicial, perece por tanto que la muestra ha sinterizado y ha habido crecimiento de grano y en consecuencia las condiciones seleccionadas no son validas. 7.2.1.2 Prueba a 450 ºC: Al igual que antes la prueba se realiza con un compacto al 15% de porosidad. En este caso la porosidad parece correcta después del proceso térmico, dándose por válida esta temperatura para la sinterización del aluminio. 7.2.2 7.2.2.1 Níquel Prueba a 700 ºC: Se utilizó una probeta con un 45% de porosidad. La medición de la porosidad nos da resultados por debajo del 45%. 7.2.2.2 Prueba a 500 ºC: La probeta utilizada tiene una porosidad del 45%. El polvo se suelta un poco al prepararlo, sobre todo en la superficie, por lo que se decide emplear una muestra de menor porosidad. 38 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL 7.2.2.3 Prueba a 400 ºC: Se prueba ahora con una probeta con un 25% de porosidad. En este caso no se aprecia porosidad, parece haber densificado apreciablemente. 7.2.2.4 Prueba a 350 ºC: Se realiza una prueba con una probeta al 35% de porosidad. Tras la preparación de la probeta se observa que es necesario realizar un ataque químico pues hay suciedad en los poros, siendo esta una posible explicación a lo observado en la probeta descrita anteriormente. Para ello se utiliza una solución a partes iguales de agua, ácido nítrico y ácido acético. Se sumerge la probeta en la solución durante 10 seg. La medición de la porosidad da un resultado correcto con porosidad igual a la inicial. 7.2.3 7.2.3.1 Bronce Prueba a 850 ºC: Se realiza la prueba con una probeta con un 10% de porosidad. Tras la observación en el microscopio se detecta que ha habido una segregación hacia los límites de grano del estaño, habiendo zonas más ricas en cobre. 7.2.3.2 Prueba a 750 ºC: En este caso se utiliza una probeta al 10% de porosidad. La probeta sinteriza disminuyendo mucho su porosidad. 39 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL 7.2.3.3 Prueba a 650 ºC: Probeta con un 10% de porosidad. No hay porosidad, aunque los límites de grano se ven con claridad. 7.2.3.4 Prueba a 550 ºC: También se utiliza una probeta con un 10% de porosidad. En este caso la medición por análisis de imagen da una porosidad del 10,7%. Se toma esta temperatura como la adecuada. 7.2.4 7.2.4.1 Hierro Prueba a 1050 ºC: Para esta prueba se utiliza una probeta con un 35% de porosidad. Las medidas realizadas por análisis de imagen dan una porosidad demasiado baja. 7.2.4.2 Prueba a 850 ºC: Se utiliza una probeta con un 35% de porosidad. Las medidas por análisis de imagen dan una porosidad que no es la espera. 7.2.4.3 Prueba a 750 ºC: Se utiliza también una probeta con un 35% de porosidad. En este caso las medidas son correctas. 40 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL 7.3 Temperaturas finales del tratamiento térmico realizado En la siguiente tabla se pueden ver las temperaturas a las que se va a tratar térmicamente las probetas antes de la medición de la porosidad y su fotografiado. MATERIAL TEMPERATURA ALUMINIO 400ºC BRONCE 550ºC HIERRO 750ºC NÍQUEL 300ºC Tabla 3.1: Temperaturas seleccionadas para la sinterización de los materiales estudiados. En los casos del aluminio y el níquel se ha decidido realizar los tratamientos térmicos a una temperatura 50ºC inferior a la de las pruebas realizadas. 8 Preparación de la muestra para la observación en microscopio óptico La preparación de la probeta es una parte fundamental, ya que una buena preparación hará mucho más sencilla y fiable la posterior medición de la porosidad y tortuosidad a partir de la micrografía hecha en el microscopio óptico. Como los microscópicos metalúrgicos modernos poseen una óptica de elevada precisión y permiten una resolución tan grande como una fracción de la longitud de onda de la luz empleada en la iluminación de la probeta, es fácil comprender que la perfecta preparación de ésta es del máximo interés. 8.1 Corte y empastillado Para poder manejar mejor la probeta será necesario su empastillado con resina (Figura 3.14). La probeta cilíndrica se corta por un plano que contenga el 41 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL eje del cilindro y la cara cortada será la que se lijara y pulirá para su posterior observación. En las figuras 4.13 y 4.14 se muestran las máquinas de empastillado y corte respectivamente. Figura 3.13: Probeta empastillada. Figura 3.14: Máquina de empastillado. 8.2 Figura 3.15: Máquina de corte. Lijado y pulido La preparación de una probeta consiste, en general, en obtener primero una superficie plana y semipulida, mediante el empleo de papeles de esmeril 42 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL de tamaño de grano decreciente o realizando éste desbaste con discos adecuados sobre los que se deposita un abrasivo (Figura 4.16), terminando con un pulido fino y final sobre discos provistos de paños (Figura 4.17). Este pulido final consta de dos partes, una inicial con diamante de 0.3 µm y un segundo pulido con magomet. Figura 3.16: Discos de desbastado. Figura 3.17: Discos provistos de paños. El objeto de esta preparación es la obtención de una superficie especular, que es la requerida para efectuar el ataque químico y observar adecuadamente la estructura. 8.3 Ataque químico [8] Tras el lijado y pulido de la probeta se procede, en los cuatro casos, al ataque químico. Como el objetivo final es la medida de los recorridos efectivos, y estos se van a medir a partir de una fotografía, este ataque químico no debe ser muy fuerte y tiene como función principal eliminar cualquier resto de material arrastrado durante el pulido. Este ataque debe limitarse, ya que no interesa que aparezcan muy definidos los límites de grano, pues estos cortarían un posible recorrido de la electricidad al utilizar el algoritmo Pathfindig sobre la imagen obtenida. 43 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL El ataque químico realizado consiste en sumergir durante unos diez segundos la probeta en una solución química, es preferible que el baño se de con la superficie pulida mirando hacia abajo. La solución química empleada en cada material puede verse en la tabla 3.2. MATERIAL SOLUCIÓN QUIMICA ALUMINIO Keller (2.5% FH, 2.5% HCl, 2,5% HNO3 y 92.5% H2O) BRONCE Cloruro férrico alcohólico HIERRO Nital (5% Ac. Nítrico en etanol) NÍQUEL Partes iguales de Ac. Acético, Ac. Nítrico y agua. Tabla 3.2: Soluciones químicas empleadas para cada material. 9 Obtención de las micrografías. Medición de la porosidad Para la obtención de imágenes se utiliza una cámara digital NIKON CoolPix 950 acoplada al microscopio NIKON EPIPHOT-200. Las fotos se realizarán con el menor aumento posible ya que de esta forma se obtienen muestras lo suficientemente representativas. Con el aluminio, el bronce y el hierro se ha utilizado el objetivo 5X y con el níquel, que tiene un tamaño de grano más pequeño, ha sido necesario utilizar un objetivo 50X. Además, para descartar la dependencia de los recorridos efectivos con los aumentos a los que se han realizado las micrografías, se han tomado para el hierro, micrografías con un objetivo 10X, a las que se van a hacer las mismas mediciones que a las micrografías con un objetivo 5X, para su posterior comparación. 44 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL 9.1 Medición de la porosidad Para medir la porosidad de la muestra se va a utilizar el software Tecnomip ver. 4.01. Este programa nos permite medir la porosidad de la muestra a partir de una micrografía. En la figura 3.18 se muestra una micrografía original (obtenida directamente del microscopio) y esta misma una vez binarizada para la medición de la porosidad. Foto original Foto modificada Figura 3.18: Medición de la porosidad con Tecnomip 4.01 Lo que se ha hecho es convertir la micrografía a color en otra a escala de grises y posteriormente marcar un umbral (un tono de gris) que diferencie entre el poro y el material. Una vez hecho esto la micrografía solo tiene dos colores, negro y blanco que son los poros y el material respectivamente. De esta forma el programa puede calcular el espacio ocupado por los poros, y por tanto la porosidad de la muestra. 10 Medición del recorrido eléctrico efectivo Para medir los recorridos efectivos se ha utilizado un programa realizado por el Grupo de Metalurgia e Ingeniería de los Materiales que utiliza el algoritmo Pathfindig A*. Este programa solo admite un tipo de fotografía muy específico (mapa de bits con una resolución de 640x480 píxeles), por lo que es 45 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL necesario modificar las micrografías que se han obtenido con el programa Tecnomip. Al realizar el cambio de tamaño de la micrografía puede producirse una variación de la porosidad debido a que los programas para tratamiento de fotografías realizan algún tipo de interpolación. Tras la utilización de diversos programas de tratamiento fotográfico se optó por utilizar el MIP4 ya que este apenas modifica las proporciones del blanco y el negro el la micrografía, por lo que la porosidad se mantiene prácticamente constante. Este programa (el utilizado para medir los recorridos efectivos) nos muestra gráficamente los recorridos calculados (figura 3.19) y nos da los valores de LE / L N y LE / L0 . Para todas las micrografías de los compactos se ha medido el recorrido efectivo partiendo de todos los píxeles del borde inferior y se ha tomado como resultado final la media de todos ellos. Esta medida se ha hecho para distintos valores del parámetro multiplicidad (constricción electromagnética) introducido en el apartado 2.3.2. Figura 3.19: Programa utilizado para medir los recorridos efectivos. 46 CAPÍTULO 3: PROCEDIMIENTO EXPERIMENTAL El funcionamiento detallado de este programa puede consultarse en el Anexo II. 47
 0
0
Anuncio
Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados