COEFICIENTES DE DIFUSIVIDAD EFECTIVA E ISOTERMAS DE
Anuncio

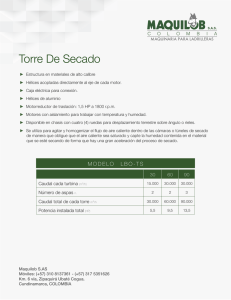
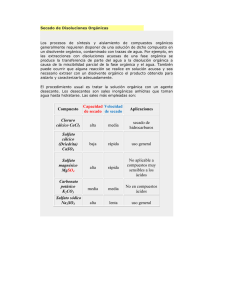
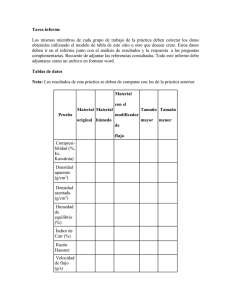
COEFICIENTES DE DIFUSIVIDAD EFECTIVA E ISOTERMAS DE SORCIÓN PARA DISTINTAS MATRICES DE SALCHICHONES Comaposada J.*, Muñoz, I. Enginyeria Alimentaria, IRTA, Finca Camps i Armet. 17121 Monells, Girona, [email protected], web: http://www.irta.cat PALABRAS CLAVE Carne, transferencia de masa, actividad de agua, secado, productos curados RESUMEN El coeficiente de difusividad efectiva del agua en la carne y la isoterma de sorción son parámetros esenciales para desarrollar modelos de simulación de secado de productos cárnicos. El valor de estos parámetros depende de factores específicos relacionados con el producto, como la composición (contenido de agua, sal, grasa,…), y también de otros factores más generales como la temperatura. La gran variedad de matrices y procesos existentes para la obtención de productos cárnicos comerciales dificulta la obtención de valores estándar de coeficientes de difusividad e isotermas de sorción. El objetivo de este estudio es determinar los coeficientes de difusividad e isotermas de sorción de distintas matrices de salchichones comerciales. Los resultados de difusividad efectiva de agua en matrices de salchichones entre 5 ºC y 25 ºC se encuentran entre 7,2010-11 y 3,2210-11 m2/s. Como conclusión se desprende la necesidad de determinar la difusividad efectiva del agua e isotermas de sorción de forma experimental para cada producto de cara a poder crear modelos precisos de secado de productos cárnicos. INTRODUCCIÓN Los embutidos crudos curados son productos tradicionales de gran consumo en la región mediterránea. En su elaboración tradicional, el secado es la etapa más larga. Las condiciones ambientales cambian durante esta etapa y el producto cárnico fresco se convierte en un producto con aproximadamente la mitad de su contenido inicial de agua y con unas propiedades de textura y sabor totalmente distintas. Es de interés la obtención de modelos que puedan describir el proceso de secado para así poder observar la evolución del producto en función de las diferentes condiciones aplicadas. El modelo creado permite analizar de forma rápida los cambios y mejoras en el proceso. La utilización de estas herramientas representa un ahorro considerable tanto a nivel de tiempo como de dinero para las empresas que las utilizan. Hay que tener en cuenta que los desarrollos realizados en simulación tienen que ser verificados a nivel real. Aunque los resultados en simulación pueden llegar a ser muy exactos, no permiten realizar todo el trabajo en simulación. Para la realización de modelos es necesario no sólo disponer de las ecuaciones matemáticas que permitan modelizar el proceso, sino también de los coeficientes de transferencia de agua en el interior del producto y las condiciones de equilibrio entre la superficie de este y su entorno. Así pues, el coeficiente de difusividad efectiva del agua (De) en la carne y la isoterma de sorción son parámetros esenciales para desarrollar modelos de simulación de secado de productos cárnicos. El valor de estos parámetros depende de factores específicos relacionados con el producto, como la composición (contenido de agua, sal, grasa,…), y también de otros factores más generales como la temperatura. En los trabajos de Palumbo y col. (1977), en pepperoni, y Mulet y col. (1992), en sobrasada, se pone de manifiesto que al aumentar el contenido de grasa disminuye el coeficiente de difusividad efectiva del agua. Por otra parte, muchos estudios realizados en diversos productos muestran que De se incrementa al aumentar el contenido de humedad, aunque Motarjemi (1988), en carne de ternera picada, y Palmia y col. (1993) en lomo fresco de cerdo, no observaron de forma clara este efecto en un rango de humedades entre 0,3 y 1,8 kg/kg de materia seca (ms). El efecto del contenido de sal en De de productos cárnicos ha sido analizada por diversos autores (Palmia y col., 1993, Gou y col., 1996). La dependencia de De en alimentos con respecto a la temperatura ha sido verificada en numerosos estudios, llegando al acuerdo generalizado de que existe una relación de tipo Arrhenius entre estas dos variables (Okos y col., 1992). La gran variedad de matrices y procesos existentes para la obtención de productos cárnicos comerciales dificulta la obtención de valores estándar de coeficientes de difusividad e isotermas de sorción. El objetivo de este estudio es determinar los coeficientes de difusividad e isotermas de sorción de distintas matrices de salchichones comerciales. MATERIALES Y METODOS Se realizó el estudio con 8 tipos de salchichones. Se seleccionaron en una empresa elaboradora en función del diámetro de la pieza, tamaño de picado de la carne y contenido de grasa de la mezcla (Tabla 1). Tabla 1. Parámetros de selección de los embutidos. Salchichón 1 2 3 4 5 6 7 8 Diámetro mm Picado mm 1 4 2 5 12 1 5 12 35-37 54-55 85 Grasa % 27,3 21,9 34,1 20,0 20,2 32,3 20,4 19,1 Determinación del coeficiente de difusividad Se utilizó la segunda ley de Fick para modelizar el proceso de deshidratación (Ecuación 1). Esta ley relaciona las variaciones de la concentración (en este caso agua) con el tiempo y el espacio durante la duración del proceso considerado. La variaciones de concentración vienen dadas por su gradiente y por el coeficiente de difusividad (De), el cual es objeto de este estudio.. ∂ w ∂2 w = − De ∂ θ ∂ x2 (1) donde w representa el contenido de humedad local, θ es el tiempo y x es espacio. Se utilizaron dos métodos para el cálculo del coeficiente de difusividad. Un método simple mediante una solución análitica de la equación de Fick, y un método numérico. a) Método simple: Para determinar la difusividad efectiva de forma simplificada para tiempos de proceso largos se puede utilizar la Ecuación 2. Esta ecuación corresponde a la solución de la ecuación de Fick para una lámina plana infinita sometida a unas condiciones en las que el contenido de humedad de la superficie se encuentra en equilibrio con las condiciones del aire y la transferencia de masa externa desde la superficie es elevada comparado con la transferencia de agua en el interior del producto. W − We ln Wo − We − π 2 De = ⋅θ 4r 2 (2) donde W representa el contenido de humedad global y r es la mitad del espesor. El valor de le contenido de agua al equilibrio We se estimó a partir de las isotermas de sorción obtenidas en este estudio. Se utilizó la ecuación de Arrhenius para incorporar el efecto de la temperatura en la difusividad del agua en el producto (Ecuación 3). − Ea De = D0 exp RT (3) donde Ea representa la energía de activación, R la constante universal de los gases (8.314472 J/K mol) y T la temperatura (K) b) Método numérico: Se desarrolló una herramienta de software mediante Matlab (2008) para la determinación de valores de difusividad de agua considerando la transferencia de calor y masa para un objeto cilíndrico poroso húmedo sometido a secado tal y como se describe en Muñoz y Comaposada (2011). Se llevó a cabo una rutina para determinar los valores de difusividad para cada etapa del proceso a partir de datos tomados de un proceso industrial. Esta herramienta está disponible online en http://irtasim.irta.cat/inputform.aspx y lleva por nombre IRTASIM. Para la determinación de la difusividad son necesarios los siguientes datos: temperatura del aire (T), humedad relativa del aire (HR), la velocidad del aire, evolución del peso y el tiempo, así como las condiciones iniciales del producto, es decir, humedad, contenido de grasa, contenido de sal, longitud y diámetro del producto. Se utilizaron las isotermas de sorción obtenidas en este estudio para calcular el contenido de agua al equilibrio a lo largo del proceso de secado. Los valores De se obtienen considerando su dependencia con el contenido de agua y temperatura de la supeficie del producto (Ecuación 4). − 53467 De = (aW + b ) exp RT (4) Preparación de las muestras y proceso de secado La preparación de las muestras fue distinta según el método de determinación del coeficiente de difusividad efectiva. a) Muestras para el método simple: para cada tipo de salchichón se tomaron varias piezas de un mismo lote de fabricación industrial de una empresa cárnica al inicio del proceso de secado. Se enfriaron las muestras a –3 ± 0.5 ºC y se lonchearon 2 lonchas de unos 2.3 mm de grosor de cada una de las 3 piezas muestreadas (6 lonchas en total). Se sometieron las distintas lonchas en un túnel de secado a temperatura, humedad relativa y velocidad del aire constante. Se determinó la difusividad efectiva del agua a 3 temperaturas distintas, 6,2 ±1,9, 14,4 ±1,9 y 24,6 ±1,4 ºC. La humedad relativa del aire fue del 46,6 ±6,2 % y la de la velocidad del aire de 4,9 ±1,3 m/s. b) Muestras para el método numérico: se identificaron 4 piezas para cada tipo de salchichón al inicio de secado en el secadero industrial y se registró la temperatura, humedad relativa y velocidad del aire a la que estaban sometidas durante el proceso de secado industrial. También se registró la evolución del peso y diámetro de cada una de las piezas. La forma como se tomaron estas medidas está descrita en el manual de ayuda del usuario de la aplicación IRTASIM en http://irtasim.irta.cat/inputform.aspx. Se tomaron varias piezas de cada tipo de salchichón a inicio de secado para determinar la composición inicial del lote de fabricación. Así mismo, a final del secado se tomaron las muestras y piezas monitorizadas para la determinación del contenido de agua. Determinación de las isotermas de sorción La determinación de las isotermas se realizó mediante la determinación del contenido de agua y la actividad de agua (aw) de las lonchas utilizadas en el método simple en distintos momentos del proceso de secado en túnel de secado. Se hicieron los análisis por duplicado de aw con un equipo Novasina Thermoconstanter TH-500 y del contenido de agua (pérdida de peso después de 24 horas a 103 ± 2 ºC (AOAC, 1990)). Se determinaron las isotermas por duplicado a 5, 15 y 25 ºC. Análisis de composición inicial y pH El contenido de agua, grasa, proteína, colágeno y sal se determinaron utilizando Foss FoodScan espectrofotómetro de infrarrojo cercano según el método descrito por Anderson (2007). El pH se determinó mediante un pH-metro Crison GLP 21 (Crison Instruments, SA, Alella, España). RESULTADOS Y DISCUSIÓN El tamaño y aspecto de los embutidos estudiados se visualiza en la Figura 1. Se observa los distintos niveles de picado y distribución de grasa entre ellos. 1 2 3 4 5 6 7 8 Figura 1. Imagen de la sección de los embutidos después de su embutición y envasado al vacio. Tabla 2. Composición y pH de los distintos salchichones estudiados. pH Humedad * Grasa SS Proteina Colageno NaCl % % % % % 1 4,7 51,0 55,7 12,1 2,1 3,7 2 5,2 56,8 50,7 14,3 1,7 3,2 3 4,8 45,9 62,9 14,6 3,2 3,4 4 4,7 56,4 46,1 14,3 1,4 3,5 5 4,8 55,4 45,3 17,8 1,7 3,3 6 4,6 47,9 61,9 15,4 3,0 3,0 7 4,7 55,2 45,6 15,2 2,3 3,3 8 * 4,9 56,4 43,7 18,5 1,4 2,9 Grasa SS: % contenido de grasa respecto la materia seca En la Tabla 2 se muestra la composición de dichos embutidos y su pH. De los embutidos analizados, el 3 y 6 presentan un contenido de grasa mayor, mientras que el embutido 1 presenta un nivel de grasa intermedio, ambos embutidos con una distribución de los granos de grasa entra la matriz cárnica aparentemente similar. El diámetro de picado de la carne y grasa es pequeño, aunque el diámetro del embutido y la composición distinta. Asimismo, el picado de los embutidos 4 y 7 es similar, con un aspecto de la distribución de los granos de grasa similar. Igualmente con los embutidos 5 y 8. Isotermas de sorción Se observan variaciones pequeñas debido a la temperatura en el rango de 5 a 25 ºC en las isotermas de los distintos embutidos (Figura 2). Por otro lado, se observan dos grupos de isotermas. Uno para las muestras de embutidos grasos (3 y 6), y otro, para las muestras de embutidos magros 2, 4, 7 y 8, donde el contenido de agua al equilibrio es superior para una misma actividad de agua que en las muestras de embutidos grasos. La muestra 1, con un contenido graso intermedio muestra una isoterma más próxima a las muestras magras. Se realizaron dos ajustes a la ecuación GAB (Ecuación 5), uno para el grupo de las muestras grasas (3 y 6) y otro para el resto de muestras. Se despreció el efecto de la temperatura en el ajuste. Los parámetros de la ecuación GAB se muestran en la Tabla 3. (5) Tabla 3. Parámetros de la ecuación GAB para los salchichones grasos y magros. Salchichones grasos Salchichones magros XG CG KS GAB G 0.05928 4441 0.9793 GAB M 0.0769 5 ºC 1,4 15 ºC 1 25 ºC 2 1,2 kg H2O/kg ms 10318.08 0.9804 3 4 1,0 5 6 0,8 7 Contenido de H2O, 8 0,6 GAB M GAB G 0,4 0,2 0,0 0,5 0,7 aw 0,9 0,5 0,7 0,9 aw 0,5 0,7 0,9 aw Figura 2. Isotermas de sorción de los distintos embutidos estudiados Coeficiente de difusividad Tanto la merma objetivo como las condiciones de secado condicionan el tiempo de secado en los embutidos estudiados. Aunque en general se mantiene que el tiempo de secado es menor para los embutidos con un diámetro menor (Tabla 4), los embutidos 5 y 8 presentan tiempos de secado cortos en comparación con el resto. Esta diferencia se atribuye principalmente a la merma final para el embutido 5 y a las distintas condiciones de secado para el embutido 8, pues los coeficientes de difusividad (Tabla 5) son similares o incluso algo inferiores que en los embutidos con un diámetro similar (4 y 7 respectivamente). Tabla 4. Dimensión de los embutidos y características del proceso de secado industrial. Va* Tiempo secado Merma % Tiempo de funcionamiento climatizador* % m/s dias % 14.8 73.8 33.9 0.5 14 33,6 13.3 69.6 48.7 1.5 13 39,7 0,25 13.3 68.8 79.1 0.5 27 29,0 0,36 14.6 70.3 48.1 0.6 27 36,4 0,47 14.8 70.3 42.1 0.5 14 29,7 1,00 14.0 70.4 57.8 0.4 33 21,2 53.3 1.0 31 27,7 56.3 1.5 21 26,9 Diametro Longitud Temperatura* Humedad relativa* mm m % 1 35 0,42 2 37 0,33 3 54 4 55 5 55 6 85 7 85 1,00 12.5 80.1 85 1,00 12.3 75.6 8 * promedios ponderados durante el proceso de secado La determinación del coeficiente de difusividad mediante el método simple a distintas temperaturas permite la determinación del parámetro de energía de activación (Ea) de la ecuación de Arrhenius (Figura 4). Al aumentar la Ea disminuye el efecto de la temperatura en el cálculo del coeficiente De. Los embutidos 1 y 2 son los que aportan valores de Ea más elevados. Mediante los parámetros de Arrhenius obtenidos para cada embutido (Tabla 5) se han calculado los valores de De a la temperatura promedio ponderada del secado industrial. Los valores obtenidos muestran una difusividad mayor en los embutidos menos grasos 4, 5, 7 y 8 (Tabla 5). La dispersión de valores de De es mayor en los embutidos más grasos, pero también lo es en cuanto a otros aspectos de los embutidos como el pH y el contenido en sal, que pueden modificar al valor de De. 0,0 -23 0 10000 20000 30000 40000 De 5 ºC = y = -27101x - 12,127 R² = 0,9895 -23,3 -1,0 -1,5 -23,1 -23,2 4,4810-11 ln De ln ((W-We) / (W0-We)) -0,5 -23,4 -23,5 -23,6 -2,0 -23,7 De 25 ºC = 9,8510-11 De 15 ºC = 6,2710-11 -23,8 -23,9 -2,5 0,0004 0,00041 0,00042 0,00043 0,00044 Tiem po, s 1/ T, K Figura 3. Determinación de la difusividad de agua y parámetros de la ecuación de arrhenius mediante el método simple para el embutido 7. En la Figura 4 se muestra un ejemplo del ajuste mediante el método numérico a la curva de secado del embutido 7 en su proceso de secado industrial. Los valores de merma experimental se encuentran al final de cada fase de secado (condiciones de secado constante), obteniendo así un valor De para cada fase. Este método permite determinar la D e en función del contenido de agua global y temperatura superficial (Ecuación 4) al final de cada una de estas fases. En la Tabla 5 se reportan los parámetros de la ecuación de D e para cada embutido. Cuanto más próximo a cero es el parámetro a (Tabla 5), menor dependencia de la De con el contenido de agua. En el cálculo de estos parámetros para el embutido 5 se ha realizado considerando una sola etapa para todo del proceso de secado, lo cual no permite la obtención de dicha dependencia. Tabla 5. Parámetros de las ecuaciones de D e (Ecuaciones 3 y 4) y valores de De obtenidos mediante el método simple y el método numérico. Embutido Método simple 2 Método numérico * 2 ** De m2/s De m /s a b 41515,3 5,1910-11 -1,2023 -0,77513 4,2010-11 4,47E-02 50141,2 3,2210-11 -3,6757 0,71677 4,0310-11 3,62E-09 10436,3 4,5210-11 -2,5088 -0,43866 4,5910-11 -11 -4,933 2,7058 7,2010-11 -1,3678 4,8610-11 D0 m /s Ea J/mol 1 1,76E-03 2 3 4 8,27E-05 33586,4 6,6310 5 7,67E-08 16862,7 6,7010-11 6 7,81E-06 29259,1 3,7210-11 0,195 -1,7355 3,6310-11 7 5,41E-06 27101,2 6,0010-11 -0,78812 -0,46991 5,4410-11 25652,7 -11 -1,3026 0,057152 5,4610-11 8 2,76E-06 5,5710 * Valores obtenidos a la temperatura de proceso de secado industrial (Tabla 4). Valores promedio ponderado de los De obtenidos en función del contenido de agua durante el proceso. ** 30 25 Merm a, % 20 15 Ajuste m odelo m atemático Valores experim entales 10 5 0 0 200 400 Tiem po, h 600 800 Figura 4. Ajuste a la curva de secado del embutido 4 mediante el método numérico. El promedio ponderado del los De obtenidos en las distintas fases de los procesos de secado para cada uno de los embutidos obtenido mediante el método numérico es próximo al obtenido mediante el método simple (Tabla 5 y Figura 5). Asimismo, estos valores son del mismo orden de magnitud que los valores reportados en otros estudios de embutidos (Palumbo y col., 1977, Mulet y col., 1992). El método numérico (herramienta on-line IRTAsim) aporta la ventaja de facilitar la obtención de los parámetros De y la simulación de los procesos industriales a partir de la información obtenida en el proceso de secado industrial y sin necesidad de realizar experimentos de secado en el laboratorio. La utilización de este método para la obtención de estos parámetros para un embutido concreto, indistintamente de la formulación y/o particularidades del producto, permitirá mejorar la simulación de los procesos industriales de secado. 8,0E-11 Método simple 7,0E-11 Método numérico De , m 2/s 6,0E-11 5,0E-11 4,0E-11 3,0E-11 2,0E-11 1,0E-11 0,0E+00 1 2 3 4 5 Em butido 6 7 8 Figura 5. Comparación de los valores de D e obtenidos para los distintos embutidos mediante el método simple y el numérico. CONCLUSIONES La determinación de la difusividad efectiva del agua e isotermas de sorción de forma experimental para cada producto mediante el método numérico propuesto, permitirá crear modelos más precisos de secado de productos cárnicos. AGRADECIMIENTOS Los autores agradecen a la Red de Referencia en Tecnología de Alimentos (XARTA) de la Generalitat de Catalunya (proyecto EvalXARTA 2010 Ref. Ex11) y al Sexto Programa Marco de Investigación de la UE (proyecto Q-PORKCHAINS FOOD-CT-2007-036245) la financiación de este estudio. También agradecemos la colaboración de la empresa Casademont S.A. en la preparación y procesado de las muestras. BIBLIOGRAFÍA A.O.A.C. (1990). Official Methods of Analysis. Washington: Association of Official Analytical Chemists. Anderson, S. (2007). Determination of fat, moisture and protein in meat and meat products by using the Foss Foodscan Near-Infrared Spectrophotometer with Foss Artificial Neural Network calibration model and associated database: Collaboratoy study. Journal of the AOAC International vol. 90 (pp. 1073-1083). Comaposada, J., Muñoz,. I. (2011) Manual de Ayuda IRTAsim. http://irtasim.irta.cat/inputform.aspx. Gou, P., Mulet, A., Comaposada, J., Benedito, J. y Arnau, J., 1996. Water diffusion in dry cured ham. Proceedings of the 10th International Drying Symposium (IDS ‘96), Vol. B: 778-784, Kraków, Poland. Matlab 7.2 (2008) Mathworks, Natick, Massachusetts. Mulet, A., Berna, A., Rosselló, C., Cañellas, J. y López, N. (1992) Influence of fat contento n the drying of meat products. Proceedings of the 8th International Drying Symposium (IDS’92) Vol. B: 844-853, Montreal, Quebec, Canada. Muñoz, I. Comaposada, J. (2011) Mass transfer coeficients determination from industrial processes of meat drying. X International Congress on Engineering and Food (ICEF). 2226 de mayo. Atenas, Grecia. Okos, M.R., Narsimhan, G., Singh, R.K. y Weitnauer, A.C., 1992. Food dehydration. En: Handbook of Food Engineering. D.R. Heldman & D.B. Lund (eds), Marcel Dekker, Inc., New York. Palmia, F., Pecoraro, M. y Ferri, S., 1993. Essiccazione di prodotti carnei: calcolo del coefficiente di diffusione effettivo (De) dell’acqua in fette di lombo suino. Industria Conserve, 68: 238-242. Palumbo, S.A., Komanowsky, M., Metzger, V. Y Smith, J.L. (1977) Kinetics of pepperoni drying. J. Food Sci., 42:1029.