SAMSON
Anuncio

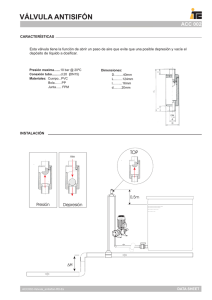
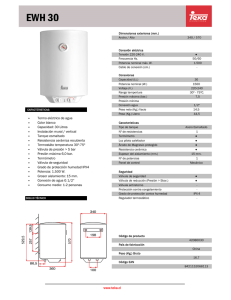
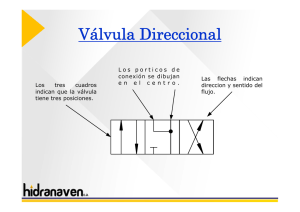
SAMSON Fiabilidad mejorada para los elementos finales Artículo de la presentación en la “Conference On Functional Safety”, Jurata (Gdansk), Polonia, 16 Septiembre 2004 Autor: Dr. Thomas Karte Fiabilidad mejorada para los elementos finales Dr. Thomas Karte, SAMSON AG Las válvulas de proceso, a menudo llamadas elementos finales, son en la mayoría de los casos el factor decisivo a la hora de calcular el nivel SIL de una función de seguridad instrumentada (SIF, safety instrumented functions). Debido a la gran variedad de condiciones de uso en la industria de proceso no se tienen datos apropiados ni equipos certificados. Procedimientos de prueba como el de carrera parcial pueden proporcionar una mejor información de diagnóstico y con ello ayudar a obtener Artículo de la presentación en la “Conference On Functional Safety” 2004 mejores datos de fiabilidad del lazo completo. La verificación de estos “datos de diagnóstico” y la correcta integración de estos procedimientos en el Sistema Instrumentado de Seguridad (SIS) y en el Sistema de Control de Proceso Básico (BPCS) al mismo tiempo supone un reto. Se presentan los nuevos desarrollos y las certificaciones relevantes además de la instrumentación con nueva funcionalidad para ayudar en el diagnóstico y las diferentes topologías de conexión a SIS y BPCS. 3 1. VALVULAS CERTIFICADAS Actualmente en la industria de proceso es obligatorio la aplicación de la norma IEC 61508. En base al análisis de los posibles peligros y riesgos, se deben definir e implementar medidas de seguridad con el objetivo de reducir los niveles de riesgo a un nivel aceptable. Las SIF (funciones de seguridad instrumentadas) se implementan para contrarrestar peligros individuales. Típicamente estas SIF comprenden un sensor que informa del estado del proceso, un logic solver (lógica de decisión), responsable de activar la acción necesaria y un elemento final que bloquea o abre una tubería y comprende una válvula, un accionamiento y una electroválvula. Es obligatorio un análisis cuantitativo del lazo de regulación completo. La fiabilidad del lazo se puede calcular a partir de los datos de funcionamiento y fiabilidad de los componentes. Por ello, cada vez es más frecuente pedirle a los fabricantes datos de fiabilidad, principalmente la tasa de fallo peligroso, diferenciando entre fallos detectados y no detectados, y la fracción de fallos seguros. Por lo general el funcionamiento de un lazo típico viene definido por el funcionamiento del accionamiento y de la válvula. Los mejor calificación y por eso el menor riesgo lo tiene el logic solver, seguido del sensor/transmisor. La combinación accionamiento/válvula ocupan el peor lugar. Esto puede sorprender ya que el logic solver incorpora muchas partes electrónicas e incluso el software pareciera ser más sofisticado y propenso a errores que las piezas de metal que componen una válvula o accionamiento. No obstante, el problema proviene de la interacción con el proceso. El logic solver, tan complicado como es, se considera fiable ya que todos sus componentes y subsistemas tienen un funcionamiento conocido. La clave es no obstante, que el logic solver trabaja en un ambiente conocido, la sala de control. Por el contrario, el elemento final se encuentra expuesto no sólo al ambiente sino también al proceso. Debido a la gran cantidad de materiales, procesos, fases y otras condiciones que existen en una planta química, es difícil reunir suficientes datos para hacer una afirmación para un determinado material, sustancia o proceso. Si por ejemplo se consulta la biblioteca EXIDA para buscar equipos para un lazo, se encontrarán muchos equipos en las categorías de logic solvers, transmisores y barreras. Pero la sección de válvulas es mucho menos popular, sólo aparecen tres fabricantes y tres tipos de válvulas, y entre ellas la válvula SAMSON es el único equipo para servicio general. Si comprobamos el nivel de funcionamiento de los productos que figuran, la válvula 3241 tiene sorprendentes datos de fiabilidad. ¿Cuál es el origen de estos datos, son fiables? 4 La IEC 61508 propone dos alternativas para definir datos de fiabilidad: FMEDA o “prior use”. FMEDA es el análisis del diseño para obtener datos de fiabilidad. Pero como el uso en la industria de procesos puede conducir a condiciones y problemas impredecibles, la segunda aproximación usando datos “prior use” parece ser mejor. “Prior use” se refiere al registro y al siguente análisis de todos los fallos de una determinada población en el campo. Además los estrictos requerimientos sobre horas de uso, implican una amplia muestra. Asegurar ambas al mismo tiempo, población amplia además de un registro completo y comprensivo de los fallos, no es fácil. SAMSON AG conjuntamente con Infraserv (antes Hoechst AG) han realizado una investigación en su fábrica de Francfort (fig. 1) en un proyecto a largo plazo que parece ser el estudio más completo del mercado. Fig. 1 Los puntos más importantes son: • Largo periodo de investigación (1996 – 2002), • Se estudiaron muchas válvulas, aprox. 40.000, en la fábrica de la antigua Hoechst AG (horas de operación) • La legislación alemana (Gefahrgutverordnung) y las directivas de Hoechst AG, garantizaron que todos los fallos en campo se canalizaran a través del taller de mantenimiento central para válvulas • Documentación completa y análisis de fallos. Se desarrolló un cuestionario especial para categorizar los fallos. Se entrenó al personal involucrado para asegurar que todos los fallos se registraran correcta y consistentemente • Para inspeccionar las válvulas se acondicionó un espacio descontaminado y el personal especializado era responsable en inspeccionar y valorar las válvulas. • Los resultados basados en un amplio rango de aplicaciones de la industria química (de farmacéuticas a pigmentos para colores) reflejan el uso de válvulas en aplicaciones típicas de la industria de procesos y no datos recogidos en el laboratorio como parte de una prueba en seco. Artículo de la presentación en la “Conference On Functional Safety” 2004 • El centro de pruebas para accionamientos de Infraserv sirvió de organismo independiente para certificar los resultados Los resultados demuestran un funcionamiento en campo excelente de las válvulas 3241. Los valores de PFD obtenidos como resultado de este completo estudio, son sorprendentemente bajos. Hay dos razones: • Las válvulas 3241 se han optimizado durante años en estrecha colaboración con la industria química. Sus características técnicas, que no se discuten en este artículo, son la base de su excelente comportamiento. • Discusión de las aplicaciones críticas con el usuario . El estudio descrito proporcionó datos fiables y excelentes para el uso de válvulas en un típico ambiente de proceso. No obstante, para cada proceso, el usuario final es el responsable de relacionar estos datos con su aplicación. Una válvula puede durar fácilmente 20 años sin fallar, pero también puede fallar en cuestión de días. El usuario final es especialmente responsable de: • Dimensionar la válvula correctamente, teniendo en cuenta la caida de presión, la cantidad de energía disipada en la válvula, evitar cavitación y flashing, limitar cuidadosamente la velocidad a la salida de la válvula; en resumen, especificar la válvula de forma “conservativa” • Características del fluido (gas, líquido, vapor, corrosión, medios viscosos) • Las condiciones ambientales, temperaturas límite, ambientes húmedos, corrosión, • La selección adecuada de los equipos conectados como accionamiento, electroválvula y posicionador Esto se tiene que considerar a priori antes de poner en marcha la planta, aunque es aconsejable probar estas predicciones durante la operación, y crear un sistema de: procedimientos de prueba para comprobar todas las válvulas • registro de todos los fallos • clasificación • prueba automatizada • implantar pruebas durante la operación para facilitar comprobaciones más frecuentes 2. PRUEBA DE CARRERA PARCIAL (PARTIAL STROKE TEST) El funcionamiento del lazo de seguridad depende del funcionamiento de los equipo y de la frecuencia de prueba. La fórmula es: PFDpromedio = λDU TI / 2 (1) PFD: probabilidad de fallo a petición λDU: tasa de fallos peligrosos no detectados TI: intervalo entre pruebas Por ello, el intervalo entre pruebas es crucial para conseguir un valor específico de PFD. Actualmente la mayoría de plantas químicas realizan una parada anual, en la que se prueban los equipos, incluidas las válvulas de seguridad. Pero en la industria petroquímica, son comunes periodos de operación de 5 años. Según la fórmula, se requiere un valor de PFD cinco veces menor que el requerido para una planta con servicio anual. Para evitar este estricto requerimiento, se necesitan comprobaciones más frecuentes pero sin interrupir la operación de la planta. Una tecnología propuesta y actualmente en uso es la llamada prueba de carrera parcial (PST). Consiste en un movimiento del 10% de una válvula de corte, desde 100% abierta a 90% abierta y regreso a 100%. Se registra el movimiento. (Fig. 2) Si la válvula se mueve se deduce que la válvula cerraría completamente la tubería de ser necesario. Esta prueba se describe en muchos artículos. En (1) se hace una descripción entusiasta indicando su potencial, y en (2) se hace un análisis más reflexivo, con conclusiones del beneficio potencial pero también de sus limitaciones. No obstante, siguen algunos asuntos pendientes: ¿Cuál es la información exacta sobre el diagnóstico de esta prueba? No existe una respuesta general debido a la gran variedad de condiciones de proceso. Una forma correcta de abordar este tema sería durante el análisis FMEDA de un sistema de paro. Para cada tipo de fallo se debe preguntar si se podría o no haber detectado por tecnología PST. Una tabla de fallos tendría el siguiente aspecto El futuro posiblemente traerá consigo un registro más exhaustivo de los lazos de seguridad, gracias a las nuevas funciones de los equipos de campo. Este registro debería generar más datos sobre funcionamiento en caso de activación y en caso de prueba. La estrecha colaboración entre el usuario final y el proveedor debería asegurar la expansión de bases de datos y la generación de datos de seguridad fiables. Artículo de la presentación en la “Conference On Functional Safety” 2004 5 Sólo con este análisis específico se pueden valorar los beneficios de PST para un determinado proceso. Por eso, la conclusión es similar a la del uso de válvulas. El fabricante puede dar datos generales y el usuario es responsable de analizar su proceso y hacer un uso correcto de los datos. Frases como “… prueba de carrera parcial puede ampliar el tiempo de funcionamiento de su proceso en…” no tienen sentido. Es más, un paquete de un mismo fabricante, que incluya posicionador, accionamiento y válvula, debería ser más ventajoso teniendo en cuenta la información sobre diagnóstico, que una combinación de equipos de diferentes fabricantes montados por el usuario. Fig. 3: Posicionador Serie 3730 con multiples funciones Fig. 2: Prueba de carrera parcial Cómo se valida una prueba de carrera parcial: Partimos de la base que implementando un PST el intervalo de inspección de un SIF se amplia. Pero queda una incognita: ¿cómo se prueba que se ha realizado la carrera parcial? Si leemos detalladamente la documentación de un equipo de un fabricante líder, encontramos que la certificación SIL de un posicionador PST sólo es válida para la capacidad de parar el proceso. Las funciones de diagnóstico no se evalúan y en consecuencia no se certifican. Es fácil de entender esta actitud, ya que es muy difícil certificar el software del posicionador con todas sus funciones. Entonces, ¿es posible utilizar la información de diagnóstico para ampliar la revisión de seguridad de una planta? El posicionador SAMSON de la Serie 3730 de la fig. 3 propone una solución diferente, y utiliza una combinación de hardware y software en el mismo equipo. Este equipo además de la función de PST incluye • electroválvula • finales de carrera P&F • salida de alarma Se probó una configuración de este posicionador conectado a un PLC de seguridad de HIMA (Fig. 4). El posicionador realizó 6 la PST, activada manual o automáticamente por temporizador. El evento de la PST se registra internamente y se realiza el diagnósitico. Los datos de diagnóstico permiten visualizar el estado de la válvula en el tiempo. La clave de la configuración es el registro de la PST en el PLC de seguridad de HIMA mediante los finales de carrera P&F. A través de la secuencia • final de carrera P&F • canal de entrada del PLC de seguridad de HIMA • lógica de registro de eventos de HIMA la PST se registra con una marca temporal precisa en una cadena de equipos certificados. No puede existir ninguna duda de que el evento tuvo lugar. Fig. 4: Posicionador Serie 3730 conectado a un PLC de seguridad HIMA Esta configuración posibilita otra función interesante de visualización. El paquete de diagnóstico del posicionador incluye un registrador de datos. Este registrador es una función de visualización que almacena el movimiento de la válvula y la señal de entrada en el tiempo. Se puede activar por la electroválvula integrada en el posicionador. Por eso, durante un paro de planta o paro simulado, se puede almacenar el movimiento de cierre completo de la válvula. Esto hace que la verificación y el registro de la prueba de una válvula sea muy eficiente, ya que cualquier válvula equipada con esta función puede geneArtículo de la presentación en la “Conference On Functional Safety” 2004 rar automáticamente un protocolo de funcionamiento de la válvula durante la prueba de paro. No sólo el cierre de la válvula se puede comprobar, sino que también se pueden obtener más conclusiones sobre parámetros como tiempo muerto, tiempo de cierre, velocidad de cierre y otros para anticipar el fallo de una válvula. Además también se pueden documentar y usar paros simulados como pruebas de válvula. Estas funciones permiten proponer el uso de un posicionador en una válvula ESD (el ejemplo de la fig. 5 muestra la instrumentación con la válvula de seguridad y la válvula de proceso como dos unidades por separado, aunque también es posible una configuración con sólo una válvula): Fig. 5. Posicionador Serie 3730 para paro de emergencia con electroválvula y finales de carrera Esta configuración comprende los siguientes instrumentos y características: • La válvula de corte está equipada con un posicionador ESD de la Serie 3730 en lugar de una electroválvula • La electroválvula integrada y certificada se utiliza para la función de paro, activada por el PLC de seguridad • A través del posicionador es posible la prueba de carrera parcial. Se comanda por el BPCS. Todos los datos de prueba se almacenan en el BPCS y en el entorno de administración de activos • La prueba de carrera parcial se señaliza por los finales de carrera. El PLC de seguridad la registra con marca temporal • El diagnóstico de la válvula se realiza en el posicionador en cualquier movimiento de la válvula (prueba de carrera parcial o de carrera completa). Se almacenan internamente datos indicando el tiempo muerto, la velocidad de movimiento, la fricción de la válvula y otros, y pueden ser consultados por el BPCS. Artículo de la presentación en la “Conference On Functional Safety” 2004 • Una salida de alarma opcional sirve para señalizar el deterioro en la válvula o la falta de una prueba o el error en una prueba Una solución compacta como la descrita en la fig. 3 proporciona todas las funciones necesarias en un solo equipo. El beneficio no es sólo el ahorro, sino la significativa ganancia en fiabilidad por el menor número de interfaces. Todas las interfaces entre una combinación de electroválvula, finales de carrera y posicionador se reducen a conectar una sola caja en la válvula, actuador y sistema. Conclusiones: • La valoración exacta de la fiabilidad de los elementos finales sigue siendo un reto • Sólo existen datos sobre fiabilidad de muy pocas válvulas • Los usuarios deben valorar sus condiciones de proceso específicas para generar datos de fiabilidad de sus lazos • Cada vez son más usuales las pruebas como la de carrera parcial, pero sus beneficios se deben aprovechar en cada planta y proceso específicamente • Probablemente el futuro conlleve una visualización más detallada y un registro de los lazos de seguridad, gracias a las funciones de los equipos de campo y especificametne de los posicionadores • La integración de estas funciones y de los datos registrados en el sistema y en los procedimientos de administración de activos es obligatorio Como se requieren datos, procedimientos y avances en la tecnología, el éxito sólo se podrá alcanzar de la forma tradicional: con una estrecha cooperación entre fabricantes y usuarios. Bibliografía [1] Riyaz, Ali and Jero, LeRoy “Smart positioners in safety instrumented systems”, PTQ 2002/2003 [2] Mostia Jr., Bill “Partial Stroke Testing, Simple Or Not?”, Control Magazine Nov 2003 Autor: Dr. Thomas Karte · SAMSON AG · Dept. E99 Weismuellerstr. 3 · 60314 Frankfurt · Main, Germany Tel: +49 69 4009-2086 E-Mail: [email protected] 7 2004-09 DR · WA 140 ES SAMSON S.A. · TÉCNICA DE MEDICIÓN Y REGULACIÓN · Pol. Ind. Cova Solera · Avda. Can Sucarrats 104 · E-08191 Rubí (Barcelona) Tel: 93 586 10 70 · Fax: 93 699 43 00 · E-mail: [email protected] · Internet: http://www.samson.es