198928385.
Anuncio

BOL.SOC.ESP.CERAM.VIDR. 28 (1989) 5, 385-393
Refractarios de magnesia-carbono para cucharas
J. I. LASQUIBAR, C. RIBERA
Aristegui Material Refractario, S. A. - Hernani (Guipúzcoa)
RESUMEN.—Refractarios de magnesia-carbono para
cucharas.
ABSTRACT, -Magnesite-carbone refractories for ladles.
Se repasa en este artículo la situación de los revestimientos de cuchara de acero originada por la extensión de la
metalurgia secundaria. Se examina el mecanismo de desgaste de los refractarios que contiene carbono y las diversas líneas de mejora que pueden abordarse tras el
estudio del proceso de ataque. Así se llega a la justifícación de la utilización de refractarios de alto contenido de
carbono, conteniendo grafitos y con aglomeración por resinas. Se estudia cada uno de los componentes básicos:
magnesitas, grafítos y resinas, así como la problemática
particular de estos refractarios, principalmente el problema de la oxidación interna. De estos estudios pueden
deducirse las mejoras a introducir dentro del diseño del
material refractario, de la selección de sus componentes
y sus cuantías respectivas con vistas a poder hacer frente
específicamente a cada uno de los problemas refractarios
que van a encontrarse en la utilización.
Es asimismo importante la selección de los formatos
adecuados para cada forma de montaje y manera de tratamiento y utilización de la cuchara. Se indican también
unos datos prácticos reales de consumos y costes que esencialmente demuestran que este tipo de refractarios pueden dar en las cucharas, y lo están dando, resultados
económicos convenientes.
The general aspects of the magnesia-carbon refractories
used in steel pouring are reviewed. The refractories linings on difi^erent areas of the steelmaking ladles are showed by discussing the different materials which can be used.
Wearing mechanisms are also discussed as well as the
different liners. The distribution of costing analysis of
refractories in steelmaking is finally reviewed.
1.
INTRODUCCIÓN
Originalmente las cucharas fueron recipientes utilizados
solamente para el traslado del acero desde la unidad de fusión a la unidad de colado.
Actualmente el papel del horno eléctrico se ha reducido,
en la mayoría de los casos, a una unidad de fusión, efectuándose el resto de operaciones de desulfuración, desoxidación, afino, etc., en la cuchara.
La exigencia de utilización de mejores refractarios en las
cucharas ha sido impuesto así por los siguientes procesos.
— Aparición del sistema de colado en continuo, con el
consiguiente aumento de las temperaturas de colada y
asimismo del tiempo de mantenimiento en cuchara.
— El uso de más complejas operaciones de metalurgia secundaria con fases de carburación, desoxidación, desgasificado, adición de aleaciones, todo ello ayudado
con la inyección de gas con objeto de asegurar la homogeneización del análisis.
Recibido el 1-4-89 y aceptado el 15-7-89.
SEPTIEMBRE-OCTUBRE, 1989
En las primeras etapas los revestimientos utilizados estaban basados en las diversas variedades de refractarios base
alúmina, pero estas calidades se han mostrado insuficientes
cara a las altas temperaturas de trabajo y a la agresividad
de las escorias.
Los ensayos tendieron entonces a la utilización de revestimientos básicos, a pesar del inconveniente presentado por
éstos por su más alta conductividad térmica y problemas de
«spalling» cuando se exponen a cambios rápidos de temperatura.
El inicial éxito en la aplicación de estas calidades en las
cucharas ASEA-SKF se ha desarrollado en otros procesos
de metalurgia secundaria mejorando las calidades del acero
en los aspectos de menores contenidos en gases, mayores
facilidades de desulfuración y mejores resultados en cuanto
a tamaño y tipo de inclusiones.
También ha ayudado a este desarrollo la aparición del nuevo cierre de cuchara por placa corredera, lo que ha hecho
disminuir los tiempos «tap to tap» y el enfriamiento de la
cuchara entre coladas. Esto ha traído consigo la justificación del uso de refractarios de mayor calidad y mejor relación de costo final, como son los productos de la línea
magnesia-carbono.
385
J. I. LASQUIBAR, C. RIBERA
1.1. Estudio de revestimiento por zonas
1.1.1. REVESTIMIENTO DE SEGURIDAD
Se utilizan varias capas de silicoaluminoso de bajo y medio contenido de alúmina, que actúan como aislante al mismo tiempo, en espesores de 30 y 65 mm entre la chapa y
el revestimiento de trabajo.
Estos espesores se ven reforzados en calidades más altas
en alúmina en la zona del fondo.
A la altura de la línea de escorias, en las cucharas de tratamiento fuerte, se refuerza con materiales básicos, tales como la magnesia cocida, magnesia-cromo de liga directa o
incluso magnesias-carbonos de 10% carbono residual, para
prevenir posibles filtraciones de acero.
clones de trabajo lo permiten se utilizan revestimientos
completos de dolomía.
No podemos dejar de reseñar los ensayos prometedores
efectuados con cucharas enteramente magnesíticas. Cuando
las condiciones específicas de trabajo lo permiten, se han
ensayado con aparente éxito, cucharas combinadas de
magnesia-carbono de 10% en zonas de escorias y menor nivel de carbono en paredes laterales y fondo, entre 5 y 6%
de residual, con objeto de minimizar las pérdidas caloríficas y caídas de temperatura.
Los primeros resultados, a pesar de su más alto costo de
partida, apuntan a resultados económicos interesantes, que
animan a seguir profundizando en esta dirección.
REFRACTARIOS DE MAGNESIA-CARBONO
PARA CUCHARAS
1.1.2. REVESTIMIENTOS DE TRABAJO
Hay diversas variedades de configuración de revestimientos de trabajo, como siempre en función de los tipos de aceros fabricados y el tratamiento a que se ven sometidos.
Desglosando por las diversas zonas.
1.1.2.1.
Zonas de escorias
Lo más común es la utilización de magnesia-carbono con
contenidos en carbono residual de 9 a 16%. Esta calidad puede reforzarse en algunas zonas bien definidas, como la vertical de borboteo de argón con adiciones de materia prima
electrofiíndida y antioxidantes; esta combinación se presenta como eficaz en áreas de muy ñierte desgaste.
En calidades de aceros, donde la presencia de breas y grafitos puede perturbar los bajos contenido de carbono exigidos en sus especificaciones, se utilizan con bueno resultados
calidades exentas de carbono, como la magnesia-cromo de
alta cocción y liga directa.
En ciertos casos, como escorias de basicidad variable en
el tiempo, aceros de bajos carbonos, vacío prolongado, etc.,
se están utilizando materiales de magnesia-cromo de liga directa de alta calidad con materias primas especialmente seleccionadas.
1.1.2.2.
2.1.
Generalidades
Primeramente una explicación general de lo que son los
refractarios de magnesia-carbono.
Los actuales materiales de magnesia-carbono son realmente
una evolución de los materiales con breas o alquitranes, que
se han utilizado durante mucho tiempo.
2.1.1.
MECANISMO DE DESGASTE
Conviene primeramente repasar los mecanismos de desgaste de un ladrillo de magnesita que contiene carbono, pues
Paredes laterales
Se utilizan calidades de dolomía temperizada o alta alúmina, según los parámetros económicos o el carácter continuo o discontinuo del proceso de producción.
Las zonas de máximo desgaste de esta área, como el impacto del chorro de colada, se refuerzan con magnesiacarbono reimpregnada resistente a la abrasión.
1.1.2.3.
Fondo
Generalmente se utilizan alta alúmina, dolomía temperizada y en zonas de máximo desgaste magnesia-carbono reimpregnada o magnésia-cromo de alta calidad.
Lo citado arriba puede considerarse como el tipo de revestimiento más común, sin olvidar que cuando las condi386
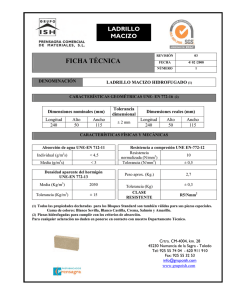
Fig. 1.—Esquema del mecanismo de desgaste de un ladrillo de magnesitacarbono: la escoria (cal+sílice+óxido de hierro) entra en contacto con
el ladrillo, penetrando por capilaridad entre las juntas depericlasa, se comienza a oxidar el carbono.
BOL.SOC.ESP.CERAM.VIDR. YOL. 28 - NUM. 5
Refractarios de magnesia-carbono para cucharas
Fig. 2.—Esquema del mecanismo de desgaste de un ladrillo de magnesitacarbono: la escoria penetra y se forman silicatos (montcellita y brownmillerita).
Fig. 3.—Esquema del mecanismo de desgaste de un ladrillo de magnesitacarbono: los granos de periclasa pierden coherencia y cualquier abrasión
o choque térmico produce desprendimientos.
la aportación de carbono es, en definitiva, el objetivo de la
utilización de breas o alquitranes.
Siguiendo los esquemas de las figuras 1, 2 y 3, el proceso
es el siguiente:
— Los silicatos funden y se incorporan a la escoria: el
grano de periclasa queda sin unión al resto del ladrillo
y cualquier abrasión o choque térmico hace que desprenda y se vaya con la escoria.
— La escoria, principalmente compuesta de cal, sílice y
óxido de hierro, entra en contacto con le ladrillo.
— Queda al descubierto una nueva capa de material refractario inalterado y el proceso recomienza.
— Por capilaridad y reacción química va penetrando entre las juntas de granos de periclasa, formándose silicatos que fiínden y se incorporan a la estructura del
ladrillo.
Este en el mecanismo general de destrucción del ladrillo
y lógicamente el proceso se agudizará si:
— Esta penetración queda dificultada mientras exista carbono: éste no funde, no es mojado por la escoria y además cierra los poros.
— Pero, sin embargo, el óxido de hierro principalmente
y la sflice secundariamente van oxidando el carbono
según las reacciones C+FeO, Fe + C02, C + SÍO2 y
SiO + CO.
El hierro formado vuelve al baño y el CO y SiO van con
los gases, pero el carbono se va consumiendo.
— Cuando el carbono se ha consumido queda el camino
libre: la escoria penetra y se forman los silicatos principalmente:
CaO+MgO + Si02
CaO+ALO.+FeO
SEPTIEMBRE-OCTUBRE, 1989
CMS (monücellita)
que funde a 1.480°C
C4AF (brownmillerita)
que funde a 1.300°C
— El material presenta poros numerosos, grandes o comunicados.
— Tiene poco carbono, o éste se quema fácilmente.
— La magnesita contiene ya muchos silicatos de bajo punto de fusión.
— La propia magnesita es poco compacta y tiene muchos
poros.
— El grano de periclasa es muy pequeño y por tanto hay
muchas juntas.
Esto indica que, evitando estas circunstancias, se mejorará el comportamiento del ladrillo. Se puede, pues, establecer unas líneas de mejora dentro de las que se pueden actuar.
El desgaste no se puede evitar, pero sí se puede reducir su
velocidad.
Dejando de lado de momento las mejoras claras que se
pueden obtener mejorando la magnesita base y la fabricación del ladrillo, las que se pueden obtener por el lado del
carbono se examinan a continuación.
387
J. I. LASQUIBAR, C. RIBERA
Es claro que si hay más carbono en el ladrillo quedará más
protegido ante el ataque del óxido de hierro. Sin embargo,
ya que esto no puede conseguirse con la simple adición de
más brea, hubo que añadir carbono en otra forma y así se
hizo. Se añadió cok en polvo, antracita calcinada, negro de
humo, etc. Pero todos estos productos, incluso la brea, tenían un inconveniente, se queman fácilmente y la protección
es efímera. Además, cuando quemado, la estructura del ladrillo más porosa y el ataque de escoria subsiguiente feroz
y, finalmente, los resultados del ladrillo malos.
Esto llevó a la utilización de un carbono con mayor resistencia a la oxidación, con una mayor estabihdad, o sea,
cristalizado. Descartado el diamante por razones evidentes,
quedaba el grafito y eso es lo que se realizó, dando lugar
a los materiales magnesia-carbono actuales.
Esta utilización fue un éxito y se consiguieron buenos resultados con el sistema de aglomeración convencional a base de alquitranes, mientras el grafito utilizado era en baja
proporción o era material amorfo o de baja pureza. Pero al
intentar aumentar las proporciones y la pureza utilizando grafito en escamas se vio la necesidad de recurrir a otro sistema de aglomeración, a base de resinas.
Vamos a examinar con algún detalle ambos productos que
son los que caracterizan los materiales modernos de magnesia-carbono: los grafitos y las resinas.
mm
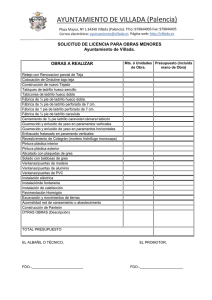
Fig. 5.—Forma de distribución de temperaturas en los casos de baja y alta
conductividad térmica.
tividad. Además esto tiene gran importancia para la temperatura media del ladrillo como se verá más adelante. La
conductividad térmica es función del contenido de grafito
(fig. 6).
Asimismo, esta conductividad térmica no es uniforme. En
el prensado las escamas de grafito se orientan perpendicu-
30
2.2.
Grafitos
El grafito es carbono cristalizado en estructura hexagonal, según muestra esquemáticamente la figura 4.
Hay grafitos artificiales pero su estructura es porosa y no
sirven por tanto para el objetivo perseguido. Hay que recurrir a utilizar grafitos naturales.
Otra propiedad de gran importancia que confieren los grafitos a los ladrillos de magnesia-carbono es el aumento de
conductividad térmica. Esta es un propiedad en general deseable.
En la figura 5 se muestra la forma de distribución de temperaturas en los casos de baja y alta conductividad térmica.
El gráfico de temperaturas en el ladrillo indica que la profundidad de «congelación» de los productos fundidos y por
tanto su penetración, será inferior al caso de mayor conduc-
Fig. 4.—Estructura hexagonal del grafito.
388
20
<
9
>(—
o
=3
10
200
^00
600
800
1000
1200
uoo
TEMPERATURA {"C)
Fig. 6.—Conductividad térmica según el contenido de grafi'to.
larmente a la dirección de prensado, lo cual hace que la conductividad varíe en una dirección u otra (fig. 7).
Esta propiedad es útil para el diseño del ladrillo según la
aplicación, pues no siempre es deseable una muy alta conductividad térmica, caso por ejemplo de las cucharas de acero
y hay que tenerlo en cuenta al decidir el sentido de prensado
del ladrillo.
Las impurezas, cenizas presentes en el grafito, tienen una
gran importancia. Aunque lógicamente varían según el yacimiento de procedencia, están constituidas mayoritariamente
por cuarzo y, además, pueden estar presentes micas, feldespatos, piritas, óxido de hierro e incluso hierro metálico.
Estas cenizas entran en juego no solamente al oxidarse el
grafito, lo cual en medio de todo no tendría gran importancia puesto que ya esa parte del ladrillo estaría prácticamente
destruida, sino que influyen de gran manera en su oxidación.
Solamente indicar ahora que aunque es claro que una mayor
BOL.SOC.ESP.CERAM.VIDR. YOL. 28 - NUM. 5
Refractarios de magnesia-carbono para cucharas
CONDUCTIVIDAD DEL MISMO LADRILLO
SEGÚN DIRECCIÓN DE PRENSADO
OH
OH
As^
OH
OH,
CONDUCTIVIDAD (w/m/"K)
a 150°
DIRECCIÓN DE PRENSADO
DIRECCIÓN
— 10./»
PERPENDICULAR
— 17.A
a 1000°
6.9
U
i
Y
Y Y
OH.
CH,
OH.
CHo
OH
CK
OH
OH
Fig. S.—Estructura polimérica de la resina al endurecerse.
Î
Fig. 1 .—Conductividad del ladrillo de magnesita-carbono
según la dirección del prensado.
pureza sería siempre deseable, entran enjuego, las consideraciones económicas teniéndose que llegar al compromiso
adecuado, como es habitual en toda técnica. El precio del
grafito sube enormemente y mucho más que proporcionalmente al superar los niveles del 97% de carbono, por lo que
actualmente éste es el límite práctico para aplicaciones reñ'actarias normales.
Las impurezas no inñuyen solamente en la resistencia a
la oxidación sino, y principalmente, en la resistencia en
caliente. La tabla I muestra un ejemplo de la diferencia de
resistencias variando solamente el contenido de cenizas del
ladrillo.
2.3.
Resinas
Se va a examinar otro componente característico de estos
materiales: las resinas aglomerantes.
La razón principal del uso de resinas fue que era el único
aglomerante que se encontró que permitiría humectar una
TABLA I
INFLUENCIA DEL CONTENIDO DE CENIZAS
DEL GRAFITO EN LA RESISTENCIA EN CALIENTE
Contenido en cenizas
12 %
7%
Resistencia a compresión
a 1.540°C (kg/cm2)
170
280
SEPTIEMBRE-OCTUBRE, 1989
masa refractaria con alto contenido de grafito para darle la
consistencia necesaria para prensarlo. Más estrictamente el
único aglomerante técnicamente aceptable con una disponibilidad y precio razonables.
Esta fiíe la razón original aunque luego se han ido descubriendo otras ventajas como su buen poder aglomerante y
lubricante en prensado y su relativamente alto rendimiento
en carbono tras la pirólisis que sufrirá en la utilización. Este
carbono es tan resistente a la oxidación como el grafito, pero está bien distribuido y llena los poros, contribuyendo a
una mayor resistencia.
Las resinas utilizadas admiten una gran variedad aunque
las más empleadas son las resinas fenólicas.
Entre éstas se pueden distinguir dos grandes tipos:
— Resoles: en los que la resina üene un exceso de formol y un pH básico.
— Novolacas: en los que hay un exceso de fenol y el pH
es ácido.
Ambos tipos se pueden utilizar y su selección depende de
condiciones locales. Únicamente hay que tener en cuenta el
mecanismo de endurecimiento. Las resinas endurecen porque se forma un polímero de la estructura, indicada esquemáticamente en la figura 8, imaginando esta estructura en
las tres dimensiones.
Este producto es un sólido de gran resistencia y que contiene al árido refractario formándose una masa compacta y
resistente que conserva la estructura y composición del ladrillo.
La aglomeración con resinas tiene además de lo indicado
dos ventajas importantes. Una es para el fabricante y otra
para el utilizador.
La ventaja para el fabricante es la eliminación del uso de
alquitranes fundidos, al menos en el proceso de aglomeración. Estos alquitranes fundidos son sucios y complicados
de manejar, producen humos y polución muy difícil de solucionar y además están clasificados como cancerígenos, lo
389
J. I. LASQUIBAR, C. RIBERA
200
300
AOO
TEMPERATURAS
Fig, 9.—Comparación de resistencias obtenidas según la temperatura
del ensayo.
que hace pensar que lleguen a ser prohibidos para su manejo humano. Las resinas tampoco son fáciles de manejar ni
son inocuas, pero su grado de toxicidad es menor.
Para el utilizador hay una ventaja sustancial. La brea es
un aglomerante termoplástico, que al volver a calentarse vuelve a ablandarse, mientras que la resina una vez endurecida
es termoestable, es decir, que no vuelve a ablandarse. Incluso la temperización de los aglomerados con brea no hace
más que elevar la temperatura del ablandamiento, pero no
soluciona el problema. En la figura 9 puede observarse una
comparación de las resistencias obtenidas según la temperatura del ensayo.
Se ve que el aglomerado con resina no pasa por el período crítico de pérdida de resistencia. Sin embargo, si se ha
pasado este período sin daños la resistencia obtenida es mayor posteriormente con la brea. Esto ha llevado a la aglomeración mixta, impregnando productos aglomerados con
resina. En este caso se obtienen todas las ventajas ya que
la resistencia obtenida es en todas las temperaturas superior
a lo de cualquiera de los otros dos sistemas, como se muestra en la figura 10. El único inconveniente de este sistema
es su coste, por lo que hay que ver en qué casos vale la pena.
2.4. Magnesita base
Se ha hablado de grafitos y resinas, pero no hay que olvidar que la magnesita utilizada tiene una importancia primordial. Por supuesto que una buena magnesita para otros usos
es también adecuada para magnesia-carbono.
En general una buena magnesita es aquella cuyo nivel de
impurezas es bajo, su relación entre ellas es adecuada y su
densidad es elevada, o sea, la porosidad del grano es reducida. Para magnesia-carbono son convenientes además ciertas
condiciones:
390
TEMPERATURAS
Fig. \Çi.—Comparación de las resistencias obtenidas cuando se usa la
aglomeración mixta: impregnando productos aglomerados con resina.
— Contenido en SÍO2 bajo, preferible menor del 0,5%.
— Contenido en Fe203 bajo, preferible menor del 0,8%.
— Contenido en B2O3 bajo, preferible menor del 0,06%.
2.5. Utilización y problemática
La virtud principal de estos materiales, que es la razón
de su éxito, es la de solventar el principal problema de los
refractarios básicos tradicionales: su baja resistencia al choque térmico. Se consigue así un material resistente a escorias básicas, los más usuales, resistente al óxido de hierro,
a los metales fundidos y a los álcalis, con una alta resistencia en caliente y además resistente al choque térmico. Este
buen conjunto de propiedades hace que la utilización de estos refractarios sea cada vez más extendido.
El problema de estos materiales es su comportamiento ante
la oxidación, problema por otra parte lógico. El carbono es
un refractario magnífico, siempre que no se queme.
Esta oxidación es producida tanto por la atmósfera del horno de utilización, normalmente oxidante, como por la reacción química de los óxidos de las escorias con el carbono
del ladrillo en sus intentos de penetración en la superficie.
Asimismo, se produce oxidación en la cara fría del ladrillo.
La pérdida de carbono por oxidación es grave puesto que
desmantela toda la estructura del ladrillo y prácticamente
cuando el carbono se ha perdido, el ladrillo queda destruido.
Por ello, se ha ideado una serie de sistemas para proteger
de la oxidación, primeramente se idearon sistemas puramente
físicos: blindaje del ladrillo con chapa por cinco caras, pinturas refractarias impermeabilizantes, reducción de porosidad e impregnación del ladrillo con brea y otros productos
donadores de carbono.
Todos estos métodos son efectivos y todos tienen algún
inconveniente tanto práctico como de coste. Sin embargo,
no se mostraron efectivos en su totalidad.
BOL.SOC.ESP.CERAM.VIDR. VOL. 28 - NUM. 5
Refractarios de magnesia-carbono para cucharas
La razón es que además de esta oxidación por agentes externos se produce otra oxidación que se podría llamar interna. Hay que tener en cuenta que un ladrillo de magnesiacarbono es una mezcla de óxidos con un reductor y esta mezcla, en determinadas condiciones, se produce la reducción
de dichos óxidos.
El mecanismo de esta oxidación no está definitivamente
aclarado todavía y hará falta más investigación para explicarlo totalmente.
La reacción clave parece ser:
Si02 + C^SiO + CO
Esta sílice proviene tanto de la magnesita como de las cenizas del grafito, mayoritariamente cuarzo, según se ha visto. Esta reacción puede ocurrir a temperaturas tan bajas,
relativamente hablando, como 1.200°C, lo que indica la importancia de mantener una temperatura media no muy alta
en el ladrillo.
El mecanismo parece ser el siguiente:
L
La sflice reacciona con el MgO formando forsterita.
2.
La forsterita es reducida por el carbono formándose
SiO y MgO activo, no cristalizado.
3.
Tanto el SiO como el MgO activo son reducidos por
el monóxido de carbono, formándose carburo de silicio y magnesio metal.
4. El magnesio se volatiliza y se vuelve a oxidar con el
FeO de la escoria, formándose un depósito de MgO
en un lugar distinto del cristal de periclasa original.
Este óxido de magnesio, finamente dividido, es reactivo y formará fácilmente compuestos con la escoria.
5.. El carburo de silicio, fuertemente reductor, reacciona también con el FeO de la escoria, formando hierro
metálico que vuelve al baño y SÍO2 finalmente dividido.
6. Este SÍO2 activo vuelve a atacar las superficies del
grano de periclasa, formándose nuevamente forsterita y volviendo a recomenzar el proceso.
Así se va consumiendo el grano de periclasa junto con el
carbono presente, destruyéndose el ladrillo. Los demás óxidos presentes también intervienen, principalmente el B2O3
que parece que cumple la misma función activadora de la
superficie del cristal de periclasa que realiza la sflice en el
ejemplo anterior.
Es muy importante tener en cuenta que esto se produce
también en la parte del ladrillo que no está en contacto con
la escoria, aunque la disponibilidad del FeO (o Fe203 de las
cenizas de grafito) sean menores, siempre que su temperatura sea suficiente.
Se comprenden las exigencias de pureza tanto de magnesitas como de grafitos según se ha indicado anteriormente.
Hay que indicar aquí que ésta no es la única teoría de oxidación interna y quizá esta explicación deba variar en el futuro.
Un intento de solucionar este problema lo constituyen las
adiciones de metales ávidos de oxígeno. Los candidatos principales, por razones de disponibilidad y de compatibilidad,
son el silicio, el aluminio y el magnesio.
Los resultados de esta técnica son puramente experimenSEPTIEMBRE-OCTUBRE, 1989
tales y no se puede dar todavía una explicación muy clara
de su actuación.
El objetivo fue inhibir la oxidación del carbono, de forma
que el metal se oxidase antes que éste y retardar las reacciones anteriores. Sin embargo, se han observado otros efectos
y problemas.
Un primer efecto, y beneficioso, es que se observa un marcado incremento en la resistencia en caliente. La explicación parece ser la formación de carburos metálicos que unen
los granos y forman una unión de alta resistencia.
Estos carburos tienen, sin embargo, sus problemas.
El carburo de aluminio es hidratable y el ladrillo resulta
peligroso ante la hidratación.
El carburo de magnesio es inestable y tras pasar por un
carburo intermedio, Mg2C3, se descompone en magnesio
metal y carbono.
Se ha observado que el silicio disminuye la hidratación del
carburo de aluminio, por un mecanismo no aclarado, aunque observable experimentalmente según se indica en la tabla IL
TABLA II
EFECTO DE SILICIO EN LA RESISTENCIA
A LA HIDRATACIÓN
Contenido aluminio %
3
3
3
3
Contenido de silicio %
0
1
2
3
Aumento de peso por hidratación
0,65 0,39 0,33 0,28
La adición de silicio, sin embargo, presenta otro problema, que es la reducción de la resistencia en caliente, con
respecto al material solamente con aluminio.
En la tabla HL se observa que si bien en el ensayo a 1.1(X)°C
el producto con los dos metales da la máxima resistencia,
esto no es cierto si se realiza el ensayo a 1.500°C, temperatura más próxima por otra parte a las condiciones de trabajo
usuales.
El efecto del magnesio no está bien estudiado, entre otros
motivos por la peligrosidad que supone el manejo de polvo
de magnesio. Sin embargo, se puede decir que se obtienen
resultados contradictorios y la explicación a éstos parece estar
relacionada con los diferentes niveles de pureza empleados
en la magnesia y grafitos.
En conclusión este tipo de ladrillos con adiciones metálicas ofrece un interesante futuro aunque será necesaria una
labor de investigación científica para aclarar los mecanismo
de las reacciones producidas y poder prever los comportamientos de los materiales en las distintas condiciones de
trabajo.
TABLA III
RESISTENCIAS OBTENIDAS SEGÚN EL CONTENIDO
DE METALES EN FUNCIÓN DE LA TEMPERATURA
Contenido de metales
%
0
3A1 3A1-3SÍ
Módulo ruptura a 1.100°C
kg/cm2
89
160
194
Módulo ruptura a 1.540°C
kg/cm2
125
275
185
391
J. I. LASQUIBAR, C. RIBERA
La experiencia en las cucharas es generalmente positiva,
aunque al influir principalmente otros factores como las condiciones de trabajo y de montaje puede no apreciarse claramente su influencia.
3.
TIPOS DE FORMATOS Y MONTAJES
DE REFRACTARIOS DE MgO-C
en construcción espiral inclinada o en hiladas horizontales.
En el tipo de construcción de hilada inclinada en espiral,
debe de iniciarse en la construcción en la base del fondo de
pequeñas rampas que dan el ángulo de inclinación deseado
(fig. 13). Esta complicación inicial se compensa en uso, por
la comodidad de la construcción, ya que con un solo formato se cierra perfectamente la hilada, y no hay que realizar
cortes o utilizar piezas de cierre.
El objetivo principal a conseguir es un montaje en el que
se minimice el desgaste entre juntas de ladrillos eliminando
así las vías de ataque a través de la erosión y conseguir un
perfil de desgaste homogéneo en toda la cuchara.
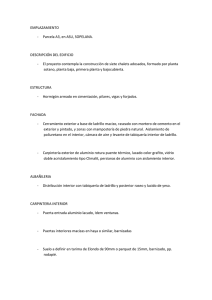
Existen tres grandes grupos de formatos más utilizados comúnmente (fig. 11):
30 4 - 5 0 m m
•
i
. 1 Pared or
j
100mm
r
250nnm
SERIE 3P,4Petc.
—A
-
SERIE SU 5-45
6-45
7-45 etc,
r 1
REVESTIMIENTO EN
HILADAS ALTAS DE
• 250mm
REVESTIMIENTO EN
HILADAS BAJAS DE
lOOmm
Fig. 12.—Esquema de desgaste en función de la altura de hilada.
SERIE 15
18
22 etc.
Fig. 11.—Formatos de refractarios de magnesita-carbono.
3.1.
Serie de Cuñas Convencional 3P, 4P, 5P, etc.
Da una altura de hilada de 250 mm, presenta en muchos
casos, debido a esta altura de hilada, un acusado desgaste
entre hiladas del típo expresado en la figura 12. Tampoco
es muy deseable el tipo de junta vertical alta que presenta
este tipo de construcción.
3.2. Serie Semiuniversal «SU»
Se basa en piezas, como la indicada en la figura 11, que
presentan un engarce redondeado y una altura de hilada pequeña que puede ser de 100 ó 125 mm. Pueden utilizarse
392
También son factores positivos el tipo de junta vertical pequeña (100 ó 125 mm) y el engarce entre pieza y pieza redondeada que evita la vía directa de ataque o filtración de
acceso hacia el revestimiento de seguridad.
Presenta la dificultad de las reparaciones parciales, por lo
que se utiliza en campos de un solo revestimiento a «muerte». Está muy extendido en las acerías europeas.
También puede utilizarse este tipo de formato en construcción de hilada horizontal, pero ante las ventajas citadas presenta otros problemas como la dificultad de la reparación
parcial y el uso de varios tamaños complementarios para el
perfecto cierre de la hilada con la consiguiente complicación
de variedad de formatos, stocks, etc.
Como conjunción de las ventajas de ambos tipos de formatos descritos se ha desarrollado el tercer grupo, serie Dovelas 15/, 18/, 22/.
3.3.
Serie Dovelas 15/, 18/, 22/
Pretende combinar las ventajas de los sistemas anteriores
y está basada en la filosofía de construcción de hilada horizontal, con altura de hilada vertical corta 125 mm. El cierre
se consigue con la combinación de dos cuñas de distinta conicidad, presentando las ventajas de desgaste entrejuntas meBOL.SOC.ESP.CERAM.VIDR. VOL. 28 - NUM. 5
Refractarios de magnesia-carbono para cucharas
nos acusado, posibilidad de reparaciones parciales si fueran
necesarias y fácil construcción.
En todos los grupos existe una variedad de longitudes de
ladrillo que pueden dar los espesores de trabajo adecuados
para obtener un balance de desgaste homogéneo al final de
la campaña.
En cuanto al montaje en este tipo de material y debido a
su bajo coeficiente de dilatación, 1,5 % a 1.500°C para productos entre 10 y 15% de carbono residual, que son los más
comunes, no se utilizan generalmente morteros entre piezas.
El hueco entre ladrillos de trabajo y de seguridad debe rellenarse con un material adecuado como dolomía, magnesita alquitranada, etc., que evite la oxidación del carbono en
la cara fría.
1
I 2
• Desoxidación-desulfuración.
• Puesta en análisis.
• Inyección de hilo de CaSi.
— Duración del tratamiento: 60 minutos.
— Tipo de revestimiento:
a) Seguridad:
• Lad. 35 mm en 30% AI2O3.
• Lad. 65 mm en 90% AI2O3.
• Lad. 65 mm magnesita cocida en las hiladas de
escorias.
b) Trabajo:
• Magnesia-carbono en línea de escorias y alúmina aglomerada de 90% AI2O3 en resto.
— Consumo específico total: 7,89 kg/ton. acero líquido,
comprendido portabuzas y portatapones.
— Distribución de costos:
a) Revestimiento refractario seguridad+trabajo: 710
ptas./ton.
b) Portabuzas+portatapones: 41 ptas./ton.
c) Tapones porosos: 60 ptas./ton.
d) Mano de obra en demolición y construcción: 87
ptas./ton.
e) Costo total: 898 ptas./ton.
TU
Fig. 13.—Esquema de arranque de construcción en espiral
con formatos semiuniversal.
4. ANALISIS DE LOS COSTOS
DE REFRACTARIO EN ACERÍA
Los datos económicos son muy variables, dependiendo fundamentalmente del tipo de acero y tratamiento operado en
cuchara.
Se puede dar una idea según los parámetros siguientes:
4.1. Acería francesa eléctrica
— Producción: Aceros al C y media aleación.
— Capacidad de cuchara: 90 ton.
— Duración de campaña: Media 53 col. con reparación
o cambio de portabuzas y portatapón.
— Tipo de tratamiento: Horno cuchara 11 m.v.a.
— Tipo total permanencia del acero en cuchara: 130
minutos.
— Tiempo de afino: 45 minutos a 1.620°C.
— Tiempo colando en colada continua: 75' a L550°C.
— Tipo de revestimiento:
a) Seguridad: Lad. 40 mm espesor y 80% AI2O3 en
todo el recipiente.
b) Trabajo:
• Zona de escorias: Magnesia-carbono de 10% C
residual.
• Paredes y fondo: Dolomía temperada.
— Consumo específico de refractario: 3,22 kg/ton.
— Distribución del costo por zona de cuchara:
• 2% revestimiento de seguridad.
• 28% zona de escorias.
• 57% zona de paredes.
• 13% fondo.
— Incidencia de mano de obra en demolición y construcción: 10% del costo.
4.2. Acería italiana eléctrica
— Producción: Aceros para tubos.
— Capacidad de cuchara: 90 ton.
— Tipo de tratamiento: Horno cuchara con:
SEPTIEMBRE-OCTUBRE, 1989
Estas dos acerías se presentan como acerías tipo, la primera como tratamiento relativamente ligero y más fuerte la
segunda.
En España las acerías del grupo 1 dan cifras cercanas a
280 ptas./ton. con revestimientos mixtos de magnesio-carbono y dolomía, capacidades de cuchara entre 80 y 110 ton.
y duraciones entre 60 y 70 coladas.
El grupo 2, donde se efectúan tratamientos más fuertes,
las duraciones oscilan entre 30 y 45 coladas, dando cifras
cercanas a las 600, 700, hasta 1.000 ptas./ton.
5.
REFERENCIAS
1. A AS ANO, K. y otros: Influence of furnace atmosphere
on corrosion of MgO-Cr203 rebonded bricks. Taikabutsu overseas, 7, Die. (1987), 4.
2. ENDO, I. y otros: Corrosion of basic refractories y various types of secondary refining slags. Taikabutsu overseas, 7, Die. (1987), 4.
3. FABRICIUS, A. y otros: Zustellung von Staghlgresspfannen in Spiralvermaverungstechnik. Stahl und Eisen, 102
(1982).
4. KURISU, T. y otros: Le procédé El vac à Daido ST. Revue de Metallurgie, Mai (1984).
5. TRUPIANO, A . y otros: La siviera come reattore por la
elaborazione dell Accialo. Giomata de Studio AIM proceedings, Milano, Die. (1988).
6. WATANABE, A . y otros: Behaviour of different metals
added to MgO-C bricks. Taikabutsu overseas, 7, June
(1987), 2.
7. ORISHI, I. y otros: Studies on boundary erosion of MgOC brick in ladle. Taikabutsu overseas, 5, Sept. (1985), 3.
8. KYODEN, H . y otros: Wear mechanism of MgO bricks
for pretreatment of hot metal. Taikabutsu overseas, 5,
June (1985), 2.
393
Servicio Bibliográfico:
S.E.C.V.
GALÁN HUERTOS, E.
ESPINOSA DE LOS MONTEROS, J.
«ELCAŒMi
EN ESPAÑA»
Ed. Madrid 1974. xix-»-230págs
u n a ficha...
para empezar
pedidos: SECV
ctra.Valencia kin.24,3
tf.8711800
A r g a n d a del Rey (Madrid)