View the Material Safety Data Sheet (MSDS) for this item
Anuncio
 for this item")
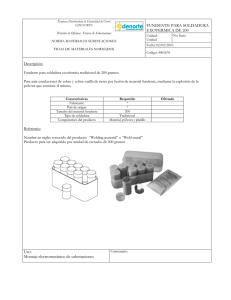
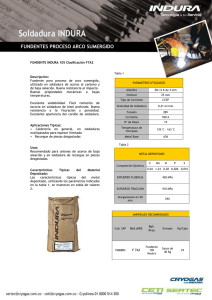
NS3 y WB5 FICHA TECNICA DE SEGURIDAD DE MATERIALES Revisado 1/02/01. Cumple con la Norma 29 CFR 1910.1200 rev. 2/8/99 sobre Notificación de Riesgos de la OSHA (Administración de la Seguridad y Salud Laboral) Aufhauser Corporation 39 West Mall Plainview New York 11803 Tel. 516-694-8696 Tel. para Emergencias 516-694-8696 I. Identificación del Producto Uso del Producto: Soldadura Fuerte o Cobresoldadura Nombre del Producto: Varilla para soldadura fuerte a base de cobre, fundente revestido o desnudo Familia Química: Aleaciones de cobre, cobre, zinc, aleaciones de níquel. El producto contiene las siguientes aleaciones Aufhauser (incluyendo modificaciones del fundente revestido): 470 189 680 773 Desnudo 681 - Desnudo 773 - Desnudo 681 Fundente Revestido 773 Fundente Revestido Composición Química Las aleaciones Aufhauser pueden contener uno o más de los siguientes ingredientes: Elemento Límite % Bórax Vidrio Anhidro 0-9 Acido Bórico Cobre Hierro Manganeso Níquel 0-9 44 - 97 0 - 1,5 0 - 15 0 - 13 Silicio 0 - 3,5 Plata Estaño Zinc 0 - 0,7 0-3 0 - 45 II. Ingredientes Peligrosos IMPORTANTE: Esta sección describe los materiales de los cuales es fabricado el producto. Los humos y gases producidos durante el uso normal de estos productos se describen en la Sección V. El término PELIGROSO debe interpretarse como un término que es requerido y definido por las leyes,. Estatutos o Reglamentos y no implica necesariamente la existencia de algún riesgo cuando los productos son usados como lo indica Aufhauser. INDICE DE RIESGO (SISTEMA DE IDENTIFICACION DE MATERIAL PELIGROSO HMIS): SALUD INFLAMABILIDAD REACTIVIDAD 3 0 1 CLAVE DE DESIGNACION DEL HMIS: PELIGRO PELIGRO PELIGRO SEVERO GRAVE MODERADO 4 3 2 PELIGRO PELIGRO LEVE MINIMO 1 0 Elemento Número de Registro CAS SARA Bórax vitrificado, anhidro Acido bórico Cobre 1303-96-4 0-9 10043-35-3 7440-50-8 ** 0-9 44-97 *Hierro Manganeso 7439-89-6 7439-96-5 ** 0-1,5 0-1,5 Níquel Silicio 7440-02-0 7440-21-3 0-13 0-3,5 Plata Estaño *Zinc 7440-22-4 7440-31-5 7440-66-6 0-0,7 0-3 0-45 ** Límite % Límite de exposición permisible de OSHAMedia ponderada en el tiempo [TWA] 8 horas 10 mg/m3*** Valor Límite Umbral de AGGIH - Media Ponderada en el Tiempo[TWA] 8 horas 1 mg/m3 10 mg/m3 0,1 mg/m3 gases 1 mg/m3 polvo y nieblas 10 mg/m3 gases 10 mg/m3 10 mg/m3 0,2 mg/m3 gases 1 mg/m3 polvo y nieblas 5 mg/m3 gases 1 mg/m3 gases 5 mg/m3 polvo 1 mg/m3 10 mg/m3 1 mg/m3 15 mg/m3polvo total 5 mg/m3 fracción respirable 0,01 mg/m3 2 mg/m3 15 mg/m3polvo total 5 mg/m3 fracción respirable 0,01 mg/m3 2 mg/m3 10 mg/m3polvo total 5 mg/m3 fracción respirable * Los límites de exposición son para el óxido metálico que puede ser emitido durante las operaciones de fusión. ** Indica un producto químico tóxico sujeto a exigencias de informe de la Sección 313 de la ley de 1986 (SARA) sobre Planificación de Emergencias y Derecho del Público a Ser Informado y 40 del Código de Reglamentos Federales (CFR) Parte 372. *** Indica que el producto químico tiene un número de registro CAS para OSHA de 1330-43-4. III. Datos Físicos Según se embarcan, estos productos son ininflamables, no explosivos, no reactivos y no peligrosos. Estado Físico: SOLIDO Olor y Apariencia: Varillas de fundente desnudo o revestido, sin olor. El revestimiento del fundente es ligeramente soluble en agua. IV. Peligro de Incendio y Explosión Explosivo inflamable: NO NFPA: Ininflamable ¿Bajo qué condiciones?: Solamente el empaque es inflamable. Medios de Extinción de Incendio: Las llamas y arcos de soldadura pueden encender los materiales combustibles. Este producto no se incendiará a menos que esté sujeto a alta temperatura como metal derretido. Nunca use agua como un agente extinguidor alrededor de metal derretido. El agua reacciona violentamente con cualquier metal derretido. La aleación es un sólido estable, que no constituye un peligro a temperatura ambiente. El material puede reaccionar con ácidos, bases u oxidantes. El material no presenta un peligro significativo para la salud significativo si se manipula y almacena bajo condiciones normales. Ver ANSI Z49.1 "Safety in Welding and Cutting"("Seguridad en Soldadura y Corte") y "Safe Practices" ("Prácticas Seguras") Código: SP, publicado por la 'American Welding Society', P.O. Box 351040, Miami, Fl 33135 y NFPA 512 "Cutting and Welding Processes"("Procesos de Soldadura y Corte"), publicado por la Asociación Nacional de Protección contra Incendios (NFPA), Batterymarch Park, Quincy MA 02269 para información adicional sobre prevención y protección contra incendios. V. Datos de Reactividad Estabilidad: Estable. No ocurrirá polimerización. Productos Incompatibles: Ninguno actualmente conocido. Productos de descomposición peligrosos: Los humos y vapores de la soldadura fuerte son variados. La composición y cantidad de estos humos y vapores dependen del material que está siendo trabajado, del proceso, de los procedimientos y de los materiales fungibles usados. Otros factores que influyen a los humos y vapores son los revestimientos de los materiales que están siendo trabajados (pintura, galvanización, recubrimiento electrolítico), el número de operaciones y el tamaño del área de trabajo, la ventilación, la posición de la cabeza del trabajador con respecto al penacho de gases, la presencia de contaminantes en la atmósfera (vapores de hidrocarburos clorados provenientes de actividades de limpieza o pintura). Cuando se consumen los materiales, los productos de descomposición de humos y gases son diferentes a los productos químicos indicados en la Sección II. Además de los indicados anteriormente, los productos de descomposición de operaciones normales incluyen productos de la volatización de los ingredientes. Entre los productos de descomposición que pueden producirse durante el uso normal cabe mencionar un complejo de óxidos y fluoruros de los materiales indicados en la Sección II así como también monóxido de carbono, dióxido de carbono y dióxidos de nitrógeno. (Consultar "Characterization of Arc Welding Fume" disponible de la American Welding Society). EL VALOR LIMITE UMBRAL PARA EL MANGANESO (0,2 mg/m3) PUEDE ALCANZARSE ANTES DE ALCANZAR EL LIMITE GENERAL DE 5 mg/m3 PARA GASES DE SOLDADURA. SUPERVISAR LOS GASES PARA VERFICAR LOS NIVELES DE MANGANESO. La única manera de identificar realmente los productos de descomposición es mediante muestreo y análisis. Se puede obtener una muestra apropiada del interior del casco del trabajador, si es que lo usa, o de la zona de respiración del trabajador. Ver ANSI/AWS F1.1 "Method for Sampling Airborne Particles Generated by Welding and Allied Processes" ("Método para Muestreo de Partículas Aéreas Generadas por Procesos de Soldadura y Otros Procesos Afines"), disponible de la American Welding Society. VI. Datos Físicos y de Riesgo para la Salud La soldadura fuerte puede crear uno o más de los siguientes riesgos físicos o para la salud. Los humos y gases pueden ser peligrosos para la salud. Los rayos del arco, la llama y el metal derretido pueden producir daños oculares e irritar la piel. El ruido puede dañar la audición. Las aleaciones de soldadura fuerte son a menudo usadas con un fundente a base de fluoruro. Los humos del fundente deben ser incluidos en la evaluación de los riesgos. Medio de Exposición Excesiva: El medio principal es la inhalación. Es posible también mediante el contacto con la piel, con los ojos y la ingestión. La absorción por la piel es normalmente insignificante. Cuando estos productos son usados siguiendo las recomendaciones de Aufhauser y cuando son usados con ventilación adecuada, es probable que la exposición solamente se mantenga a niveles inofensivos. Efectos de exposición excesiva aguda (corto plazo): Los efectos de la exposición excesiva a vapores, humos y polvos puede incluir irritación de los ojos, de los pulmones, de la nariz y garganta. Algunos gases tóxicos asociados con la soldadura pueden causar edema pulmonar, asfixia y la muerte. Los niveles de exposición indicados en la Sección 2 se relacionan con los humos y polvos. Consulte los últimos requerimientos del NIOSH (Instituto Nacional de Seguridad y Salud) y la Norma Nacional Americana Z49.1 "Seguridad en la Soldadura y Corte". La exposición crónica al cobre, zinc y manganeso puede causar fiebre por humos metálicos. Los síntomas de la fiebre por humos metálicos incluyen fiebre, fatiga, sequedad de la garganta, dolor de cabeza y del cuerpo y escalofríos. La exposición crónica puede afectar el sistema nervioso central conduciendo a trastornos emocionales, dificultades para caminar y de equilibrio y parálisis. La exposición excesiva al cobre puede resultar en descoloración de la piel y del cabello. Se ha identificado al níquel como un agente cancerígeno potencial. La exposición prolongada a la plata puede producir descoloración gris azulada de la piel. El producto a granel no irritará la piel ni los ojos. Los particulados pueden causar dermatitis debido a irritación mecánica. Los rayos X pueden revelar exposición crónica. Pero los rayos X también pueden reflejar factores que no tienen relación con la soldadura tales como el tabaco, etc. Afecciones existentes agravadas por la exposición excesiva: Los individuos que sufren de alergias o función respiratoria deteriorada pueden empeorar sus síntomas debido a la exposición a los humos de la soldadura fuerte. Sin embargo, tal reacción no puede ser prevista debido a las diversas variedades de humos y productos de descomposición. Límites de Exposición: Para los ingredientes indicados en la Sección II, el valor límite umbral media ponderada en el tiempo [TWA] se debe usar como guía en el control de riesgos para la salud en vez de usar una recomendación que indique lo que es seguro o lo que puede ser excesivo. Cuando estos productos son usados como lo recomienda Aufhauser y cuando se cumplen las medidas preventivas y de sentido común indicadas en esta ficha técnica, no ocurrirá exposición excesiva a sustancias peligrosas. Primeros Auxilios: Ingestión: Es improbable la ingestión de cantidades significativas de aleación de cobre. Consulte a un médico si se han ingerido cantidades grandes del producto. Inhalación: Retirar a la persona afectada de la exposición a polvo o humos si es que los hay. Consulte a un médico si es necesario. Contacto con la piel: Lávese bien la piel con agua y jabón. Contacto con los ojos: Lávese con agua los ojos durante por lo menos 15 minutos.. Consulte a un médico si es necesario. Quemaduras: Aplique compresas frías y limpias y consulte a un médico. Evaluación Carcinogénica: ¿NTP? NO. ¿Monografías IARC? NO ¿Regulado por la OSHA? NO. VII. Precauciones para Manipulación y Uso Seguro Lea y comprenda las instrucciones del fabricante y la etiqueta de advertencia adherida al producto. Consultar la Norma Nacional Americana Z-49.1 "Safety in Welding and Cutting" publicada por la American Welding Society, P.O. Box 351040, Miami, FL 3313 y la Publicación 2206 de OSHA (29 CFR 1910), Imprenta del Gobierno de EE.UU., Washington DC 20402 para mayor información sobre cualquiera de los temas siguientes: Ventilación: Use suficiente ventilación; suficiente escape local del área de soldadura o ambos para mantener los humos y los gases bajo el valor límite umbral en el área de respiración del trabajador y en el área general. Enseñe al trabajador a mantener la cabeza alejada de los gases. Protección Respiratoria: Use un respirador de humos respirables o un respirador con suministro de aire cuando suelde en espacios confinados o cuando el escape o ventilación local sea insuficiente. Protección de los ojos: Use un casco o una máscara facial con lente filtrante. Como regla general comience con un tinte que sea demasiado oscuro para ver el área de soldar. Luego siga con un tinte más claro que proporcione una vista suficiente del área de soldar. Suministre pantallas protectoras y lentes de soldador para proteger a otras personas en el lugar de trabajo. Vestimenta protectora: Use protección para la cabeza, manos y cuerpo que le ayude a evitar lesiones a causa de la radiación, chispas, metal derretido y choque eléctrico. Consulte la Norma ANSI Z-49.1/ Como mínimo esto incluye guantes de soldador, una máscara protectora, un delantal igniretardante, protectores para los brazos, cascos, protección para los hombros. Todas las partes del cuerpo deben protegerse con ropas gruesas refractarias. Se debe entrenar a los soldadores en procedimientos de seguridad. Procedimiento para limpieza de escapes o derrames: No corresponde. Método de Eliminación de Desechos: Evite que los desechos contaminen el medio ambiente circundante. Descarte cualquier residuo del producto, el envase desechable o el forro de manera que no afecte el medio ambiente, de acuerdo con los reglamentos federales, estatales y locales. Comentarios y Precauciones Especiales El material mojado nunca debe ser introducido en un baño de metal licuado. Lavarse bien las manos después del uso , especialmente antes de comer. Revisado por Keith Aufhauser La información incluida en esta ficha técnica fué obtenida de fuentes que consideramos fidedignas. Sin embargo, la información se proporciona sin ninguna representación ni garantía, expresa o implícita respecto a su exactitud o corrección. Las condiciones o métodos de manipulación, almacenamiento, uso y eliminación del producto están fuera de nuestro control y pueden estar fuera de nuestro conocimiento. Por esta y otras razones, no asumimos ninguna responsabilidad y denegamos expresamente responsabilidad por pérdida, daño o gasto que surja o que de cualquier manera esté relacionado con la manipulación, almacenamiento, uso o eliminación del producto. Aufhause Corporation 30 West Mall Plainview, NY 11803 Teléfono: 516 694-8696 800 645-9486 Fax: 516 694-8690 CERTIFICADO DE CUMPLIMIENTO (Típico) Fecha Producto Especificaciones Composición Química Típica: Element Cu Si o Peso % 46%0,04%50% 0,05% 6 de Mayo del 2002 Aleación 773 de Plata y Níquel Aufhauser AWS A5.27; Mil-R-19631B; RBCuZn-D Ni+Co P 9%-11% 0,25% Al Pb 0,01% 0,05% Otro elemento 0,50% Zn El resto Certificamos que el producto antes mencionado ha sido fabricado e inspeccionado de acuerdo con los requerimientos de las especificaciones mutuamente aceptadas de su pedido de compra. Si el material embarcado es incorrecto o defectuoso, a menos que se acuerde de otra manera por escrito, nuestra responsabilidad se limitará a un crédito completo del precio original por todo lo que se devuelva y reemplazo del material devuelto al precio original, pagando los gastos de transporte de ida y vuelta . Todos los acuerdos son condicionales a la ocurrencia de huelgas, accidentes y causas que estén fuera de nuestro control. Aufhauser Corporation Departamento de Aseguración de la Calidad Aufhause Corporation 30 West Mall Plainview, NY 11803 Teléfono: 516 694-8696 800 645-9486 Fax: 516 694-8690 CERTIFICADO DE CUMPLIMIENTO (Típico) Fecha Producto 6 de Mayo del 2002 Bronce 681 de bajo desprendimiento de humos AWS A5.27; Mil-R-1931B; R-CuZn-C Especificaciones Composición Química Típica: Elemento Cu Sn Mn Fe Si Al Pb Peso % 56%60% 0,8%0,10% 0,01%0,50% 0,25%1,2% 0,04%0,15% 0,01% 0,05% Otro Elemento 0,50% Zn Certificamos que el producto antes mencionado ha sido fabricado e inspeccionado de acuerdo con los requerimientos de las especificaciones mutuamente aceptadas de su pedido de compra. Si el material embarcado es incorrecto o defectuoso, a menos que se acuerde de otra manera por escrito, nuestra responsabilidad se limitará a un crédito completo del precio original por todo lo que se devuelva y reemplazo del material devuelto al precio original, pagando los gastos de transporte de ida y vuelta . Todos los acuerdos son condicionales a la ocurrencia de huelgas, accidentes y causas que estén fuera de nuestro control. Aufhauser Corporation Departamento de Aseguración de la Calidad

![BIBLIOGRAFÍA [1] “AWS Welding Handbook”, Miami American](http://s2.studylib.es/store/data/007070103_1-1cb90d14db9ed61d09154630c8a1584d-300x300.png)