1 planificación y programación de la producción en una planta
Anuncio

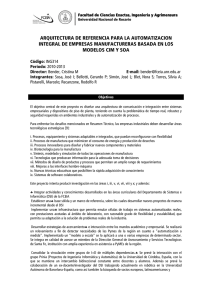
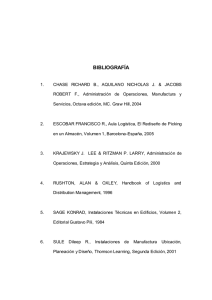
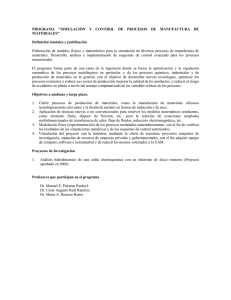
PLANIFICACIÓN Y PROGRAMACIÓN DE LA PRODUCCIÓN EN UNA PLANTA PROTOTIPO DE PRODUCCIÓN FLEXIBLE E INTELIGENTE OSWALDO HIGUITA TORO UNIVERSIDAD NACIONAL DE COLOMBIA SEDE MEDELLIN 2009 1 PLANIFICACIÓN Y PROGRAMACIÓN DE LA PRODUCCIÓN EN UNA PLANTA PROTOTIPO DE PRODUCCIÓN FLEXIBLE E INTELIGENTE Presentado por OSWALDO HIGUITA TORO Trabajo Dirigido de Grado presentado Como requisito para optar al Título de Ingeniero Industrial Director GERMAN DARIO ZAPATA MADRIGAL UNIVERSIDAD NACIONAL DE COLOMBIA SEDE MEDELLIN 2009 2 TABLA DE CONTENIDO Página INTRODUCCIÓN 4 1. SISTEMAS FLEXIBLES DE MANUFACTURA APLICADOS A LA PLANEACIÓN Y PROGRAMACIÓN DE LA PRODUCCIÓN 1.1. Flexibilidad 1.2. ¿Por qué y para qué automatizar procesos de manufactura industrial? 1.3. El factor humano en la producción 2. PLANEACION DE LA PRODUCCION 2.1. Proceso de Planeación de Producción 5 7 9 11 12 12 2.2. Actividades relacionadas con la planeación, análisis y control de los Sistemas de producción. 14 2.2.1. Localización de la planta 14 2.2.2. Distribución de la planta 14 2.2.3. Manejo de materiales 14 2.2.4. Adquisición de equipos de capital 14 2.2.5. Abastecimiento 15 2.2.6. Control de inventario 16 2.2.7. Control de calidad 16 2.3. Planeación Agregada o mediano plazo 2.3.1. Planeación a largo plazo 16 17 2.3.2. Los métodos en la Administración de la Producción 18 2.3.3. Programa Maestro de Producción 19 2.3.4. Sistemas MRP (Planeación De Requerimiento De Materiales) 19 2.3.5. Insumos y producción para la planeación de requerimiento De materiales 19 3. CONOCIMIENTO DEL PRODUCTO 19 3.1. Conocimiento de la maquinaria 20 4. DISTRIBUCION DE LA PLANTA 21 5. PROGRAMACION DE LA PRODUCCION 23 BIBLIOGRAFIA 3 INTRODUCCIÓN La función de producción tiene un gran impacto sobre la economía de una empresa, dado que este el sector o división de la empresa que tiene mayor influencia en las actividades de mayor fluencia de trabajadores. Así mismo la productividad y calidad de dichos empleados es esencial en el desarrollo y bienestar de la empresa. El crecimiento de las economías y de los mercados debido a la globalización a puesto en jaque a las empresas de los países subdesarrollados imponiendo nuevas reglas de competencia, de esta manera este trabajo puede darle una idea de que manera las empresas deben competir y con métodos de máxima eficiencia, respondiendo con altos niveles de producción sin caer en grandes costos. El desarrollo de este proyecto se ajusta a la investigación de una planta prototipo con un sistema flexible e inteligente de manufactura, aplicado sobre la productividad, control de la producción, manejo de inventarios y finanzas. Esto debido a que en el presente es evidente que la participación en el mercado es por medio de la competencia en el ámbito productivo, también se puede identificar que las nuevas tecnologías y competencia provenientes de países desarrollados e industrializados están exigiendo calidad y productividad, modificando la administración de la producción, es decir nuevos modelos de producción más eficientes. Para el desarrollo de la metodología se tuvieron en cuenta la aplicación de herramientas de Ingeniería Industrial en el área de la producción, finanzas, investigación de operaciones y control de la calidad, con el fin de realizar una adecuadamente estructuración del proyecto. 4 1. SISTEMAS FLEXIBLES DE MANUFACTURA APLICADOS A LA PLANEACIÓN Y PROGRAMACIÓN DE LA PRODUCCIÓN Anteriormente se ha venido contemplando la dirección de la producción, bajo un punto de vista muy técnico, con un enfoque optimizador dominado por la investigación operativa. El carácter global de la competencia que ha generado el cambio radical en la dirección de operaciones, no sólo permanece sino que se intensifica. La competencia ha comenzado a jugarse en el campo de la rapidez, tanto en la entrega de los productos como en el diseño e introducción de los mismos. La flexibilidad de estos sistemas va transformándose en un requisito cada vez más necesaria, constituyendo otras de las metas deseadas. Así mismo por flexibilidad se entiende como la capacidad de respuesta a los cambios de distinto tipo, lo cual con el presente trabajo se esta buscando, que tiene como objetivo general generar un sistema capaz de responder rápida e inteligentemente ante cualquier tipo de cambio en la introducción o lanzamiento de un producto en la producción. En este contexto, la importancia del desarrollo tecnológico y la inversión empresarial en dicho campo ocupa un lugar crucial, permitiendo incrementar la gama de productos sin que ello vaya en detrimento de la eficiencia de la parte productiva. La automatización industrial, es considerada como el manejo de la información en las empresas para la toma de decisiones en tiempo real, que incorpora la informática y el control automatizado para la ejecución autónoma y de forma eficiente de procesos diseñados según los criterios de ingeniería y los planes de la dirección empresarial. Con la automatización de las empresas y de los sistemas productivos los procedimientos lógicos humanos se encomiendan a máquinas automatizadas especiales y ordenadores, las cuales procesan información mucho más rápido que el hombre, que describen tanto la propia tecnología como la actividad analítica y reguladora humana. 5 Es la presencia de sistemas automáticos de orientación en los procesos tecnológicos que aseguran su optimización sin la intervención directa del hombre. La producción Adquiere así el aspecto de un ciclo automático que puede reestructurarse y reorganizarse con rapidez y eficiencia. Para empezar a abordar un problema de programación es necesario tener en cuenta por lo menos tres importantes aspectos, como lo son: el modelo que en la realidad se tiene y que se desea reflejar, el momento en que se toman las decisiones y el entorno sobre el cual se va actuar. Cuando nos referimos al modelo que se desea reflejar, los problemas a que nos enfrentamos se dividen en dos, los cuales son para modelos estáticos y modelos dinámicos. Al mencionar el momento en que se toman decisiones, el problema que se corre es que los programas pueden estar en línea o fuera de línea, por ultimo se menciona el entorno el que se entiende que la programación de la producción se gestiona en tiempo real o no. 6 1.1. Flexibilidad La flexibilidad alude a la capacidad de responder ante el cambio, a la adaptabilidad o la habilidad para hacer frente de forma más eficiente y eficaz a las circunstancias cambiantes. Por tanto, es definida como la habilidad de una entidad para desplegar y replegar sus recursos de forma eficaz y eficiente en respuesta de las condiciones cambiantes. Aunque la flexibilidad de diseño es esencial en el caso de los productos elaborados a medida, donde los cambios son continuos, también es vital en el caso de los productos estandarizados, en lo que es importante poder introducir cambios con la mayor celeridad posible para adaptarse a las modificaciones en los gustos de los consumidores. La flexibilidad se convierte en un arma poderosa en la lucha contra la incertidumbre de la demanda futura. En relación con la flexibilidad operativa ésta ha dependido habitualmente de la configuración productiva de la empresa, de tal forma que los procesos continuos y repetitivos han sido siempre más rígidos que los intermitentes y los proyectos, pero mucho más eficientes. La utilización de las tecnologías avanzadas de fabricación puede dar lugar a efectos sin precedentes. Así mismo la incorporación de la fabricación flexible en los sistemas de manufactura permite lograr procesos fabriles eficientes y eficaces en término de costes, puesto que posibilita la fabricación de productos a la medida sin sacrificar por ello otros objetivos de la empresa. Los sistemas industriales modernos son caracterizados por la rapidez en el cambio de la mezcla de la producción y una cantidad creciente de los procesos automatizados. Debido a que existen muchos tipos de producto diferentes poniendo el proceso de la producción más complejo. Por consiguiente, la inversión para fabricar los sistemas está subiendo. De tal manera la planeación y la evaluación de la actuación de los sistemas industriales juegan un papel mayor dentro la fabricación y producción. Empezando de un modelo empírico a un modelo que puede verificar su conducta o forma de proceder desde el primer paso, por medio de la utilización de las redes de Petri coloreadas. Además, por medio de estas se pueden obtener las medidas pertinentes de la actuación usando las técnicas de evaluación. Esas medidas incluyen el throughput del sistema, utilización de los recursos, y medidas de fiabilidad en un sistema perfeccionado. 7 Este nuevo método juega un papel en modelado de la producción que describen los sistemas. Por ser un método de descripción gráfica ha ganado la aceptación creciente por el planear los eventos discretos los sistemas. Petri puede usarse dando especificaciones, aprobaciones modeladas, métodos cualitativos y actuación de la evaluación. Las redes de Petri Coloreadas (CPNs) se han usado para modelos de sistemas industriales. Las CPNs ofrecen un nivel substancialmente más alto para la planeación, ya que contiene una definición compleja de tipos de colores y variables. Además su representación gráfica incluye muchas expresiones textuales. En cuanto a lo que tiene que ver con la flexibilidad del abastecimiento y de la maquinaria, esto dependerá de las estrategias que se presenten con el diseño de la planificación y control de la producción. El desarrollo de sistemas como el JIT (justo a tiempo), MRP (planificación de las necesidades de materiales u OPT (tecnologías de producción optimizada) han traído consigo una mayor flexibilidad asociada a la rapidez de la reprogramación para adaptar la planificación a los cambios que van surgiendo a lo lago del tiempo. Entre las medidas que se tomaron para aumentar la flexibilidad de la planta esta la automatización que por evidencia a partir de la experiencia pone en manifiesto, que puede ser uno de los medios importantes para alcanzar la flexibilidad, a partir de los grandes logros tecnológicos de fabricación que se han desarrollado. Y otros medios y mecanismos, como la reducción de los tiempos de lanzamiento, holgura en la capacidad, etc. Y No menos importante la capacidad flexible, en donde se busca adaptar las instalaciones y la mano de obra a los cambios de mercado y de la demanda de la empresa. Con los nuevos pensamientos sobre la producción el lograr una armonización entre las variables organizacionales que se presentan, los encargados del área de Producción deben de pensar a la organización y su relación con la tecnología como un sistema Sociotécnico, de modo de poder ser consciente de los efectos de la organización como sistema social, ante cambios tecnológicos, los cuales produzcan transformaciones en el sistema técnico, en definitiva poder adaptar también a la tecnología al sistema social y a las necesidades organizacionales. A la hora de incorporar nuevas tecnología en una organización (y por lo general en todo grupo social), se debe tener en cuenta 8 • La importancia de lograr un equilibrio social, sobre los efectos en la sociedad, sobre la economía, sobre la legislación actual, y mas importante aun sobre el rechazo que se suele presentar en contra de estos nuevos cambios. • Poder desarrollar nuevas formas de gestión organizacionales que den respuestas al cambio y a la evolución de la tecnología, creciendo paralelamente a las innovaciones tecnológicas, innovaciones en la organización del trabajo, en la administración de la producción, en la fuerza de trabajo, en las comunicaciones, y en la forma de producir. 1.2. ¿Por qué y para qué automatizar procesos de manufactura industrial? La automatización es por si, esencialmente, la convergencia de tres tecnologías: mecánica, electrónica e informática, que lentamente se han venido tejiendo una convergencia en el mundo de la mecatrónica. La experiencia que ha tenido la industria nacional e internacional manifiesta varias consideraciones que indican cómo responder ente un proyecto de automatización, en el que se destacan algunas pautas como el mejoramiento de estándares de calidad, la reducción de pérdidas en la producción, la estabilidad de los procesos de manufactura, la reducción del trabajo físico, mejoramiento de la relación costo – beneficio, el predominio de visión abierta para dimensionar la necesidad, y selección de la oferta técnica y económica más viable en términos de tecnología de automatización. En el contexto competitivo actual demarcado por el continuo cambio técnico innovativo, resulta que casi inmediatamente se debe modificar la composición y estructura actual del capital en la industria Colombiana para facilitar el desarrollo tecnológico mediante investigaciones en tecnología y emprendimiento de proyectos de innovación y automatización. Es necesario mencionar que en los proyectos de automatización industrial, deben realizarse y también reportar impactos reales en un lapso de tiempo, entre dos y doce meses, ya que a tiempos mayores de implementación se conducen a pérdidas económicas y atraso tecnológico en virtud del acelerado cambio técnico que se esta generando en este mundo globalizado. Hoy, al hablar de la competitividad y las ventajas comparativas, debe indagarse sobre la potencialidad de un país en relación con el componente tecnológico de innovación y la posibilidad de inserción y desarrollo de automatización industrial y de los nuevos modelos aplicados en la 9 gestión empresarial, precisamente la reconversión tecnológica no puede estar diseñada exclusivamente en atención al nivel de obsolescencia de los equipos y de las máquinas, pues esta valoración unilateral puede inducir equivocadamente al reemplazo impreparado de la capacidad instalada por equipos modernos de base informatizada. Más bien resulta conveniente y rentable adelantar un primer estadio de automatización con dispositivos dedicados de control automático en las máquinas, o mediante la utilización de sistemas de lógica de control como son los controladores programables, que posibilitan eficazmente automatizar ciclos básicos operativos de procesos, y así por etapas gradualmente transitando por dominios más complejos de la automatización y del cambio técnico.1 A continuación se muestra un modelo hacia una manufactura ágil dada una automatización, según Córdoba. Donde: x (t): Plan general de producción variable en el tiempo y (t) : Salida de productos conformes y rentabilidad social, variables en el tiempo f (t) : Perturbación del entorno sobre el plan y condiciones de producción 1 Córdoba, E., Colciencias., Conocimiento y Competitividad. Bases para un Plan de Programa Nacional de Desarrollo Tecnológico Industrial y Calidad., Programas Nacionales de Ciencia y Tecnología, Colombia, 1993. 10 El principal objetivo tecnológico y productivo de la automatización es la configuración de sistemas tecnológicos que faciliten obtener un mayor índice en la productividad y la calidad que otros sistemas de producción casi manual. Aun así debe señalarse que los sistemas de manufactura flexible poseen limitaciones frente a los requerimientos de elevada eficiencia y alta versatilidad tecnológica. Adicionalmente debe recordarse que existe un riesgo común de los fracasos tecnológicos que suceden durante la aplicación industrial de los sistemas automatizados de manufactura, en los cuales sobresale la incorrecta selección del nivel de automatización y del grado de flexibilidad requerida por la industria, siendo este un error de diseño más no tecnológico. Por lo tanto se prefieren mayores niveles de automatización respecto a los que realmente demanda y puede soportar una empresa. 1.3. El factor humano en la producción El sistema productivo, es decir, los modos de producción en toda empresa están determinados por el accionar del hombre. Por medio del factor humano se ejerce la esencia de la cultura, creando una realidad compartida, sobre el actuar del hombre en la organización y fuera de ella. El desarrollo tecnológico, transforman comportamientos organizacionales y exigen que cada una de las unidades funcionales y estratégicas de la empresa respondan en crear una realidad compartida acorde a esta nueva realidad globalizada, es decir, de un mundo con mercados y economías globalizadas y en donde las limitaciones geográficas, temporales y las distancias son cada vez menores. El computador y sus desarrollos dieron el golpe al proceso inflexible de producción. Puesto que la cadena no puede corresponder a una orientación hacia el mercado. Al introducirse el computador y los sistemas tecnológicos a la manufactura aparece un nuevo paradigma, el cual es la producción flexible, integrada y computarizada, basada en la filosofía CIM con sus componentes CAD, CAP y CAM integrando los procesos desde el diseño, planeación de producción hasta la fabricación misma. El prototipo de producción celular está expreso en los FMS (Sistemas Flexibles de Manufactura) que permiten producir artículos diversos en pequeños lotes. 11 Así de esta las tecnologías CIE/CIM están llevando a eliminar la eficiencia de las economías de escala (técnica), ya que en los FMS se producen pequeños lotes a un costo unitario similar al de los grandes lotes. Siendo esto la consecuencia de una producción flexible, inteligente y computarizada. Cuando se computariza o robotiza la planta de producción. "los costos se pueden reducir entre un 50%, porque las máquinas se pueden programar para hacerlo, sin intervención humana". El nuevo paradigma tiene como objeto los cero defectos, por tanto el gráfico de Shewhart debe ser estrechado cada vez más buscando "superar" las expectativas del cliente. El nuevo paradigma exige lógicamente la responsabilidad de cada uno de los clientes y proveedores internos en concertación con los proveedores externos. Lo que se busca con la implantación de nuevas tecnologías, en particular con la utilización de sistemas flexibles de manufactura es: Cero Defectos Cero Retrasos Cero Papeles Cero Inventarios Cero Desprecio por las Personas 2. PLANEACION DE LA PRODUCCION 2.1. PROCESO DE PLANEACIÓN DE PRODUCCION Para iniciar la planeación de producción es necesario comenzar comparando la demanda esperada con la disponibilidad de la empresa, como los inventarios y la capacidad de la producción o con lo que se espera tener disponible en cada periodo. Así mismo una vez se establezca la demanda que se espera por cada periodo, se debe proseguir con la determinación de una relación adecuada entre la producción y los niveles de inventario. 12 La planeación de producción de la planta se puede describir gráficamente superponiendo y ajustando un grafico acumulado de producción con respecto a uno de ventas, y observando que el inventario sea optimo, es decir, sea mínimo, como se espera en una planta con estas características (producción flexible e inteligente). Este proceso se describe en dos etapas. Una primera etapa donde se realiza el pronóstico acumulado de ventas. Y una segunda etapa donde se realiza la comparación del inventario, el nivel de producción y el nivel de ventas por periodo. La planeación proporciona un marco de referencia a la toma de decisiones y que resulta del proceso de conexión entre estrategias empresariales y las estrategias de operaciones de la empresa, y por lo tanto, representa el estudio y la fijación de objetivos de la empresa tanto a largo como a corto plazo. Este proceso resulta ser una vía para aprovechar las fortalezas y eliminar las debilidades de nuestro sistema, a la vez de conocer y utilizar las oportunidades. • La planificación de la producción consiste en definir el volumen y el momento de fabricación de los productos, estableciendo un equilibrio entre la producción y la capacidad de los distintos niveles, en busca de la competitividad deseada. La planificación de la producción se divide en: La planificación estratégica: este plan es elaborado por los niveles ejecutivos de la empresa. La planificación agregada: expresa la fijación de la porción de producción de la empresa. Sistema maestra de producción (MSP): satisfacer las demandas de cada de uno de los productos dentro de las líneas de familias. Planeación de requerimientos de materiales (MRP): es el plan que mueve el sistema de planeación de materiales e inventarios. Programación de la producción: establece siguiendo los lineamientos anteriores, la coordinación, seguimiento y control de las actividades semanales o diarias utilizando los procedimientos de asignación, secuenciación y temporización de la producción adecuadas al tipo de proceso productivo que se desarrolle en cada empresa. Diseño de los sistemas Es una actividad que se presenta cuando la empresa inicia la producción y que vuelve a presentarse intermitente cuando es necesario rediseñarla. 13 2.2. Actividades relacionadas con la planeación, análisis y control de los sistemas de producción. 2.2.1. Localización de la planta: antes de montar una empresa y ubicar el destino final donde se ubicara su planta primero se deben tomar algunas decisiones que corresponde a los factores que deben analizarse para tomar la decisión que incluye la ubicación en los mercados, ubicación de material, ubicación de los suministros de mano de obra, instalación de transporte, fuente de energía, disponibilidad de agua, instalación para la eliminación de servicios, clima, reglamento gubernamental, impuestos y costo del terreno. 2.2.2. Distribución de la planta: esta parte del proceso se refiere al arreglo de las instalaciones, el sistema de producción continúo utilizando la distribución por productos. Este es quizá uno de los puntos más importantes dentro del proceso de planificación, ya que es claro que una planta automatizada debe poseer una buena distribución de sus equipos de producción, si se espera que esas reducciones y utilidades que se esperan de una automatización sean alcanzadas. Se utiliza diferentes dispositivos para volver este problema relativo al arreglo de la planta, gráfico del flujo de proceso, diagrama y flujo de operaciones, plantilla y modelos a escala. 2.2.3. Manejo de materiales: se refiere al tipo de sistema que se desarrolla para el manejo de materiales que se implanta para un sistema de producción e incorporar un manejo digital de materiales, es indispensable que el gerente de producción conozca los principios y manejos eficientes de los materiales y los diversos dispositivos que pueden disponer ello. 2.2.4. Adquisición de equipos de capital: los costos son un factor importante para decidir cual equipo comprar o rentar, y para una buena decisión se debe considerar el interés, la depreciación, retorno potencial de la inversión, costo de oportunidad, costo de mantenimiento, impuestos que pueden remover o restringir la inversión. Un sistema flexible de manufactura, se basa en la teoría de poseer en un sistema de producción, varias maquinas que son controladas numéricamente por un computador o un sistema controlador, capaz de realizar varias órdenes de servicio y una gran cantidad de procesos con una gran versatilidad. 14 Una mala decisión en este concepto puede llevar a la empresa a operaciones ineficientes y de alto costo de producción, especialmente para nuestra planta donde la inversión inicial en nuevas tecnologías es alta. Una vez que se ha diseñado un sistema de producción y este ha sido activado los problemas a los que nos enfrentamos son la prevención y análisis de un control en los aspectos profesionales. Un problema es la planeación agregada, otro es determinar la ruta que el producto debe seguir a través de la planta. El programa que debe usarse es uno que pueda unificar las órdenes de trabajo dentro de un programa de actividades de producción. Estas actividades son las que demuestran programación cronológica, despacho y extensión, son actividades básicas de planeación y control. Se pueden usar varios tipos de sistemas para realizar el control de la producción, de la siguiente manera, definiendo el tipo de producto que se fabrica, y de esta forma se tiene: • Sistema control de carga • Sistema control por bloque • Sistema control por flujo • Sistema control por lote • Sistema control por control de proyecto específico Para el caso de una planta con producción flexible e inteligente, principalmente se manejaría una producción por lotes y por tanto se utilizará un sistema de control por lote, ya que como se había mencionado anteriormente el manejo de lotes en una producción flexible es la mejor forma de obtener mayores utilidades y beneficios. 2.2.5. Abastecimiento Una de las principales funciones que se deben realizar a la hora de realizar un programa de producción y dentro del proceso de planeación es el abastecimiento, como es la compra de insumos, materiales, equipos, servicios, suministros adecuados de calidad y en cantidades adecuadas a los precios correctos y en el momento oportuno. Tal punto del proceso de planeación es crítico Para resolver estos problemas de abastecimiento de insumos con efectividad, se debe saber como se determina las fuentes de asbestos y como lo descuenta a la industria por cantidad y pago al contado, afectará a los costos de insumos. 15 2.2.6. Control de inventario Los problemas de abastecimientos se encuentran relacionados con los productos de control de inventario de materia prima, productos en proceso y producto terminado, el control efectivo de los inventarios se facilita mediante el uso de dispositivos analíticos tales como la técnica de punto requerido y formas para la cantidad de pedido. Así mismo el control de inventario se puede realizar mediante el ruteo del producto dentro de la empresa, de tal manera que se identifique el punto en que se encuentra y el tiempo restante para terminarlo. Es de gran importancia decir que en una planta de manufactura flexible los problemas de control de inventario entrarían dentro del mismo sistema de control numérico donde se hallaría el punto o porcentaje exacto de fabricación de un producto lo que conllevaría a reducir los costos de inventario en casi en cero, lo cual significa que un buen sistema de manufactura flexible puede convertirse en una ventaja competitiva. 2.2.7. Control de calidad Es uno de los problemas que enfrenta la administración de calidad, y aun cuando es sencillo establecer un programa de inspección para determinar lo que ha sucedido en el sistema productivo es más difícil determinar lo que sucederá en el futuro determinado por las técnicas de gráfico, media, porcentaje, rango, defectuosos. 2.3. Los métodos en la Administración de la Producción Según Domínguez Machuca Básicamente las cinco fases que componen el proceso de planificación y control de la producción son: 1. Planificación estratégica o a largo plazo. 2. Planificación agregada o a mediano plazo. 3. Programación maestra. 4. Programación de componentes. 5. Ejecución y control. Es importante decir, que para Domínguez Machuca, estas fases se deberán llevar a cabo en cualquier empresa manufacturera, independientemente de su tamaño y actividad, aunque la forma 16 como se lleven a cabo sólo dependerá de las características propias de cada sistema productivo que posea la empresa.2 Teniendo en cuenta los aspectos que se deben considerar en el proceso de planificación, programación y control de la producción y en aras de su importancia en las acciones de mejoramiento de la capacidad competitiva de una organización, a continuación se procederá a analizar de manera detallada los aportes de distintos autores en cuanto a conceptos, métodos y técnicas más empleados en cada una de sus fases. 2.3.1. Planeación a largo plazo Tomando la planeación estratégica o a largo plazo, como proceso de desarrollo de la estrategia empresarial, conecta la misión actual de la organización y sus condiciones ambientales, estableciendo una guía para la decisión y resultados de mañana. Es necesario para conseguir esto y desarrollarlo una serie de actividades que se muestran en la figura a continuación. 2 Domínguez Machuca, J.A. et. al [1995]: Dirección de operaciones. Aspectos tácticos y operativos en la producción y los servicios. Editorial Mc Graw Hill, Madrid. 17 2.3.2. Planeación Agregada o mediano plazo Uno de los problemas más difíciles al operar un determinado producto es determinar que tanto producir y cuando hacerlo. Para resolver este problema se debe saber como producir la demanda, traducir la demanda en órdenes de producción y usar dispositivos para la programación cronológica tales como la gráfica de GHANT. La planeación agregada descompone los grandes planes estratégicos de una organización en planes elaborados para un mediano plazo, expresándolos en términos de familias de productos. Tales planes apuntan a la satisfacción de la demanda a un costo mínimo; contemplando las restricciones de recursos del sistema de producción como la capacidad de producción, disponibilidad de personal, y demás objetos involucrados. Mediante la panificación agregada se busca suavizar las variaciones en el nivel de producción y mano de obra durante el horizonte de planificación, así como prever la compra de materias primas, componentes o partes con cierta anticipación, contemplando que la satisfacción de una orden de pedido, su fabricación no es inmediata. La principal virtud de un sistema de manufactura flexible es poder trabajar en pequeños lotes de pedidos sin tener que elevar los costos de fabricación, ya que por ser un sistema automatizado puede reformar rápidamente la programación de los procesos. A nivel de planificación agregada se trabaja con un horizonte amplio que va desde 3 a 6 meses o uno a dos años, móvil o dividido en periodos cuya duración oscila entre una semana y un mes, y no necesariamente todos los periodos deben tener igual duración todo depende de la familia de productos que se fabrique y necesidad del cliente. Una planta industrial automatizada generalmente fabrica más de una familia de productos, por tanto no sólo hay que contar con la información referente a cada familia sino también incluir dentro de las variables de decisión el tiempo de producción asignado a cada familia en cada periodo. La función objetivo de la planificación agregada es: 18 2.3.3. Programa Maestro de Producción Establece a partir de plan agregado obtenido en la planificación agregada que se haya establecido, la cantidad de producto final a producir en cada semana del horizonte de producción a corto plazo. Buscando programar productos finales para que se terminen con rapidez y cuando se hayan comprometido con sus clientes, y evitar sobrecargas y subcargas de las instalaciones de producción, minimizando el costo de fabricación. 2.3.4. Sistemas MRP (Planeación De Requerimiento De Materiales) El MRP utiliza la información de demanda del programa maestro de información con una descripción de que componentes integran el producto terminado (factores de los materiales), las órdenes o tiempo de producción entre los componentes y el estado actual del inventario. 2.3.5. Insumos y producción para la planeación de requerimiento de materiales 3. CONOCIMIENTO DEL PRODUCTO Cuando se habla de un sistema flexible de manufactura se hace referencia en la teoría basada en la de poseer en un sistema de producción gran cantidad de maquinas que son controladas numéricamente por un computador o un sistema controlador, capaz de poner a realizar a las maquinas una cierta cantidad de procesos con un nivel elevado de complejidad y gran versatilidad, mediante un mecanismo o programa de control numérico. 19 Para nuestro caso se utilizará como ejemplo la fabricación de un pistón a través de una producción automatizada. Pistón: El pistón es un cilindro abierto por su base inferior, cerrado en la superior y sujeto a la biela en su parte intermedia. El movimiento del pistón es hacia arriba y abajo en el interior de un cilindro, su función es comprimir la mezcla, y transmitir la presión de combustión al cigüeñal a través de la biela. Se denomina pistón a uno de los elementos básicos del motor de combustión interna. Se trata de un émbolo que se ajusta al interior de las paredes del cilindro mediante aros flexibles llamados segmentos. Efectúa un movimiento alternativo, obligando al fluido que ocupa el cilindro a modificar su presión y volumen o transformando en movimiento el cambio de presión y volumen del fluido. A través de la articulación de biela y cigüeñal, su movimiento alternativo se transforma en rotativo en este último. Se construye normalmente en aleación de aluminio. Para realizar un producto como este, es necesario conocer la maquinaria con que debemos contar, en su elaboración. 3.1. Conocimiento de la maquinaria (A) torno de control numérico, (B) torno automatizado (C) Fresadora de control numérico (D) Fresadora Automatizada (se entraría a mirar cuál es la más adecuada) (E) Taladro. 20 Proceso Maquina Cilindrado Exterior Torno Ranurado Torno- fresadora Cilindrado Interior Torno Perforado Fresadora-Taladro Posibles rutas: x-x-x-z, x-x-x-w, x-x-x-v, x-z-x-z, x-w-x-w, x-z-x-w, x-w-x-z, x-z-x-v, x-w-x-v, y-y-y-z, y-y-y-w, y-y-y-v, y-z-y-z, x-x-y-z 4. DISTRIBUCION DE LA PLANTA El diseño y la distribución de los recursos dentro de la planta, se entiende como la ordenación física de los elementos industriales. Es necesario para una práctica de manufactura flexible e inteligente que la ordenación sea lo más eficiente posible, con el fin de ocupar todos los espacios disponibles sin limitar los movimientos de los materiales, el abastecimiento de estos, el movimiento de los trabajadores y actividades de servicio. El objetivo principal de un análisis de distribución de planta es hallar un punto de equilibrio entre confiabilidad de los procesos y economía tanto en los tiempos de respuesta para realizar un producto como en tiempos muertos que generan costos en el producto final, es decir, se debe buscar un punto para cada elemento de manera que la distribución sea económica para el trabajo. En la logística para la distribución de la planta se debe considerar primordialmente la seguridad y la salud del trabajador y como segundo se debe utilizar eficientemente los recursos con que se cuenta. Así mismo con la distribución de la planta se busca: • La disminución de los retrasos de entrega • El aumento de la eficiencia de las maquinas • La mejor utilización del espacio 21 • Al disminuir los tiempos de entrega se disminuyen los tiempos de procesos y de desplazamiento de los productos en proceso dentro de la planta. • En un sistema de manufactura flexible e inteligente, del cual se trata en este trabajo, es necesario evitar con una buena distribución de la planta que se generen congestiones en ciertos puntos del trabajo que son críticos, y confusiones para los trabajadores, es decir, la sistematización y computarización de los procesos genera mayor confiabilidad, facilidad y flexibilidad para realizar ajustes antes y durante los procesos de producción. Con la logística y la planeación de la distribución de la planta se busca tanto intereses económicos, que se basan en la reducción de los costos de producción, cuando se reducen los tiempos muertos, se aumenta la producción y utilizando hasta el 100% de la eficiencia de las maquinas y el recurso humano, y tanto se busca también un interés social, en el cual se busca y se pretende brindar seguridad a los trabajadores dentro de la planta. Existen seis principios que se deben aplicar al momento de realizar un sistema de distribución de planta, como son: • El movimiento del hombre dentro de la planta, este principio menciona que debe conservarse espacios suficientes por donde se pueda desplazar el operario sin correr algún riesgo con alguna maquina, o algún elemento que interviene en el desarrollo de la producción, también es necesario buscar la forma de no debilitar fácilmente al operario en recorridos largos, al pasar de un punto del proceso a otro. Y aunque esta planta sea una planta automatizada se debe prever que existen operarios que se encuentran supervisando las maquinas, y por tanto es importante su seguridad y su salud. • El movimiento de maquinaria, en este s debe prever que los movimientos de las maquinas no entorpezcan los procesos y movimientos de otra máquina o afecten de forma directa o indirectamente la salud de los operarios. • El movimiento del hombre y maquina; en una planta automatizada el movimiento de máquina-hombre no se presenta con mucha frecuencia, ya se busca es que los materiales en procesos se transporten en brazos móviles suspendidos en grúas o diferenciales, además el proceso es sistematizado y controlado por una computadora central, que determinara y dirá a la maquina que proceso debe realizar y en que momento. • El movimiento de material y hombre se debe presentar solo en situaciones que estas lo ameriten de manera que no se ponga en riesgo la salud del operario, además el principio de 22 una planta con manufactura flexible e inteligente es reducir al máximo la intervención humana en los procesos. • El movimiento de hombre- máquina y material, no se debe presentar con frecuencia, ya que la intervención humana en los procesos productivos debe ser mínima, pero si en algún caso se presentara se debe diseñar una distribución donde estos movimientos se realicen en coordinación a los movimientos de alas maquinas. La Distribución de la planta siempre debe ser presentada con toda claridad, tanto a los operarios, como a todos los elementos que hacen parte de la jerarquización de la empresa, para no dejar de omitir puntos críticos que eleven costos, por no haber realizado un buen análisis con todos elementos involucrados en el proceso productivo, desde que inicia, hasta que termina. El diseño de la planta que presentara en este trabajo, consta de la utilización de polipastos, es decir, grúas que se desplazan por todas las maquinas y que se eleva en la planta, esto busca disminuir el tiempo de transporte, la intervención humana y además los tiempos de procesos, los cuales son calculados por la computadora de control principal, es decir, el control total sobre todos los procesos, el cual es el fin u objetivo principal en la aplicación de una producción flexible e inteligente. Al manejar o utilizar polipastos se pueden reducir el espacios de transporte y además utilizar con más eficiencia los espacios. Al controlar los polipastos con sistemas computarizados y las maquinas se logra que se estandarice los procesos y además se evita que se generen congestiones y confusiones en el proceso. Debido a que los sistemas de manufactura flexible e inteligente son fácilmente ajustables a las necesidades, ya que se puede calcular los tiempos de producción con mucha precisión. 5. PROGRAMACION DE LA PRODUCCION Una de las actividades fundamentales en un proceso productivo sea flexible o no, es la planeación de la producción, la cual se realiza con el fin de obtener los mejores resultados de una manufactura de productos. Esta planeación básicamente habla y se refiere a determinar o calcular en nuestro caso el número de unidades que se producirán en un periodo de tiempo determinado y estipulado por la empresa y a la vez por el cliente, teniendo en cuenta la capacidad de producción de la empresa. 23 En un sistema flexible e inteligente, es decir, en un sistema de producción sistematizado, el cual se puede ajustar a las necesidades requeridas, se permite rediseñar y ajustar el sistema de procesos, así mismo no es de menos decir que en un sistema como el tratado en este trabajo, los cambios se pueden realizar en cualquier momento. Definiendo de una manera más completa, la planeación de la producción se refiere a determinar el número de unidades que se producirán en un tiempo determinado con el fin de prever cuales son las necesidades de mano de obra, materia prima, tiempo de máquina y equipo, que se requieren para el cumplimiento del plan que sale de la elaboración de una planeación. Dentro de la planificación de la producción se debe relacionar las actividades de las diferentes áreas de la empresa, ya que ellas nos generan todas las preguntas que se deben responder en el desarrollo de la planificación. Así mismo, el punto de partida la constituye el área de mercado ventas, quienes a su vez son los que nos designan la demanda a la que la parte productiva debe responder, o sea el área de ventas nos da la estimación de ventas que la empresa proyecta realizar en un periodo de tiempo. De tal manera el planear la producción trae muchas ventajas para la empresa, ya que al planear se: • Define el número de unidades a producir en un periodo, dependiendo de la capacidad y eficacia productiva que posee la planta. • Puede calcular a partir de identificar la demanda, las necesidades con que debe contar la empresa, como lo es la mano de obra, la materia prima, maquinaria y equipo, con base de datos de experiencias anteriores, por tal motivo la empresa debe contar con estándares de producción, al poseer un sistema de manufactura flexible e inteligente aquellos se generan con facilidad, ya que se tiene estandarizado tiempos y elementos que participan en el proceso. • Planea el cumplimiento de los pedidos para las fechas en que se estipulan. • Pueden calcularse compras de materia prima teniendo como base la materias primas existentes, también se debe tener en cuenta el stock o punto máximo de inventario que puede manejar la empresa, este punto es muy importante ya que determina cuando se puede hacer uso de la materia prima y sin materia prima no hay producción. Para realizar una buena planificación de la producción se deben seguir unos pasos: 24 • Primero hay que definir un periodo para el cual se va a planear la producción. En este trabajo se propuso un modelo de planta flexible e inteligente, por tanto es necesario definir un periodo corto, ya que se trabaja en una producción por lotes, para nuestro caso este periodo será de dos meses, los primeros dos meses del año Enero y Febrero. • En el segundo se debe calcular estimación de productos que la producción requerida conociendo de antemano la vender en estos periodos antes mencionados. En este paso es necesario tener en cuenta si se tiene existencia en inventario, como el stock que debe mantener el inventario, para procesos en producción en serie. En el paso tres se debe calcular las necesidades de materia prima, que se necesita para llevar a cabo la producción. 5.1. SISTEMA DE PROGRAMACION DE LA PRODUCCION La programación de la producción es el factor importante de este diseño que se viene realizando para el montaje de una planta prototipo, generando suposiciones a partir de pruebas y experiencias del proceder de las maquinas automatizadas. Para la programación de la producción utilizaremos herramientas de programación y simulación para identificar la mejor forma de producir el producto que anteriormente habíamos hecho énfasis, donde exponía la mejor de cómo realizarlo. Así mismo el programa de simulación del cual nos apoyaremos para realizar una confiable programación es el CPN tools, que maneja como principio la utilización de redes de Petri, las cuales se basan en estados y transiciones del producto o la maquina en cuestión, luego se hará un énfasis en estas partes de la redes de Petri, además no quiero decir que este sea el único elemento o el más confiable para realizar estas simulaciones pero si con la que se cuenta con más experiencia en su programación. 25 BIBLIOGRAFIA • Aanen, E., Gaalman, G.J., Naijn, W.M. “A Scheduling Approach for a Flexible Manufacturing System”. En: International Journal of Production Research, 31(10), 1993. • Zhou, M.C., DiCesare, F. Petri Net Synthesis for Discrete Event Control of Manufacturing Systems. Boston: Kluwer Academic Publishers, 1993. • Domínguez Machuca, J.A. et. al [1995]: Dirección de operaciones. Aspectos tácticos y operativos en la producción y los servicios. Editorial Mc Graw Hill, Madrid. • Aquilano, Chase. Administración y dirección de operaciones, MC Graw Hill. • Sánchez Sossa, Abdón. universidad nacional de Colombia febrero 2000. 26