Recubrimientos de TiAlN Recubrimiento de diamante
Anuncio

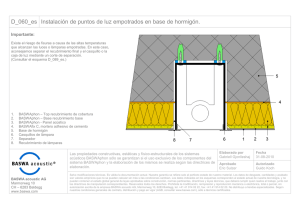
Tecnología de las herramientas de corte. Recubrimientos de TiAlN Son los que más se utilizan actualmente, y poco a poco van dejando atrás los demás. Los recubrimientos TiAlN multicapa están remplazando los de TiCN, y los monocapa a los de TiN. TiAlN (multicapa y monocapa) son recubrimientos extraduros (PVD) basados en nitruro de titanio aluminio que destacan por su dureza, estabilidad térmica y resistencia a ataques químicos. Protegen las aristas de corte por abrasión y adhesión así como por carga térmica. • • Multicapa: combina la elevada tenacidad de la estructura multicapa, con su alta dureza HV 3.000 y la buena estabilidad térmica, 800º C, y química de la capa TiAlN. Así protege las herramientas de corte de acero rápido y metal duro contra el desgaste prematuro producido por tensiones severas. Debido a su estabilidad térmica, permite trabajar en mecanizados a altas velocidades e incluso en seco o con mínima cantidad de lubricante. Monocapa: desarrollado para su aplicación en fresas de metal duro utilizadas en condiciones de mecanizado severas. Su elevada dureza, HV 3.500, y notable estabilidad térmica, 800º C, y química hacen que sea óptimo para las fresas que se utilizan en el mecanizado de materiales térmicamente tratados empleados, como por ejemplo en moldes, punzones, matrices y utillajes de forja. Recubrimiento de diamante Se utiliza en herramientas para mecanizar materiales muy abrasivos como el grafito. Durante el mecanizado de estos materiales las herramientas se desgastan rápidamente y la calidad de las superficies mecanizadas y la precisión dimensional son pobres. Con las herramientas recubiertas de diamante, un recubrimiento cuya dureza es superior a los 8.000 Vickers, además de obtener una vida útil más larga y poder aumentar las velocidades de corte, disminuyendo así de manera importante el tiempo de mecanizado, se consigue un buen acabado de la superficie y una buena precisión dimensional. Recubrimiento WC/C: Realizado por deposición física al vapor a temperaturas alrededor de los 200º C. Al realizarse el proceso de recubrimiento en alto vacío, las propiedades del recubrimiento son sustancialmente mejores que las logradas a presión atmosférica (proyección térmica), o en gases y baños (nitruración, galvanizado). Los recubrimientos tienen un espesor de capa de solo unas micras de espesor y son la última operación dentro de los componentes de precisión. Este recubrimiento presenta una combinación única de características: bajo coeficiente de fricción, alta resistencia al desgaste, una excelente capacidad de carga. Recubrimientos de TiAlN monocapa combinado con WC/C Este recubrimiento hace frente a todos aquellos mecanismos de desgaste que se dan en la formación y evacuación de viruta. Este recubrimiento combina la alta dureza y estabilidad térmica del recubrimiento TiAlN con las buenas propiedades de deslizamiento y lubricación del recubrimiento WC/C. Se utiliza sobre todo en taladrados y roscados. Autor: Julio Alberto Correa Página 7 de 37 Tecnología de las herramientas de corte. TiN TiCN WC/C TiAlN (monocapa) +WC/C 2300 3000 1000 2.600-1.000 3000 3500 Coeficiente de rozamiento contra el acero 0,4 0,4 0,2 0,2 0,4 0,4 Temperatura máxima de trabajo 600 400 300 1000 800 800 Color oroamarillo azulgris gris claro gris oscuro violeta-gris púrpura-gris Espesor del recubrimiento 1-4 µ m 1-4 µ m 1-4 µ m 1-5 µ m 1-3 µ m Recubrimiento Microdureza 2-6 µ m (1/3 WC/C; 2/3 TiAlN) TiAlN TiAlN (multicapa) (monocapa) Existen cuatro tecnologías principales utilizadas en la industria actual de las herramientas de corte. Se diferencian primordialmente por la temperatura a la cual operan. Esto es importante porque la temperatura del recubrimiento influye directamente en el desempeño de las propiedades del sustrato. La tecnología de recubrimiento más común es la deposición química por vapor, o CVD, que opera a una temperatura de aproximadamente 1000° C. Casi tan común como la anterior es la deposición física por vapor, o PVD, que opera en el otro extremo del espectro de temperatura, en el rango de los 400° C. Entre estos extremos, están los otros dos procesos emergentes de recubrimiento, que prometen aumentar el desempeño de los sistemas de insertos. La deposición química por vapor asistida por plasma, o PCVD, bien aceptada en Europa, y ahora explorada en Estados Unidos. El PCVD opera en el rango de los 600° C. Finalmente, se encuentra la de posición química media por vapor, o MTCVD, que es una tecnología emergente muy promisoria; trabaja en el rango de los 800° C. Los recubrimientos extraduros surgen y evolucionan debido a la necesidad constante de aumentar la vida productiva de las herramientas, disminuyendo los tiempos de producción, costos y paros por mantenimiento. El impulso en el desarrollo de los recubrimientos PVD (Physical Vapor Deposition / Deposición Física de Vapor), que se produjo durante la década de los años setenta en Europa tenía por objetivo depositar capas de elevada dureza que mejorarán el rendimiento al desgaste. Estas capas están formadas por compuestos cerámicos. Autor: Julio Alberto Correa Página 8 de 37 Tecnología de las herramientas de corte. El compuesto que alcanzó mayor expansión y popularidad fue el de TiN (nitruro de titanio). Su color dorado abrió grandes expectativas en cuanto a su uso, ya que el atractivo color se sumó a la elevada dureza superficial. Actualmente los tratamientos superficiales buscan la optimización, en especial en la creciente aplicación de los recubrimientos PVD, siendo ahora no solo dorados y ofreciendo una amplia gama de materiales base. Proceso PVD Este es un proceso por arco eléctrico y/o pulverización catódica. El medio de evaporación durante la etapa de recubrimiento es siempre físico. Por ello la denominación genérica de: proceso de deposición física en fase vapor. Las etapas del proceso son las siguientes: • Carga del reactor. • Alto vacío (10-5mbar mínimo). • Calentamiento-desgasificación de las piezas. • Decapado iónico. • Recubrimiento. • Enfriamiento y descarga. Esta técnica se confunde, en ocasiones, con tratamientos en baños químicos, electrolíticos o galvánicos realizados en instalaciones abiertas. Las instalaciones PVD son herméticas, recubren a presiones muy bajas (10-2-10-3 mbar) y las reacciones se consiguen ionizando los reactivos (estado plasmático). Por las condiciones de trabajo además este proceso es considerado limpio y respetuoso del medio ambiente. La característica particular del recubrimiento PVD (Physical Vapour Deposition) es la alta estabilidad dimensional de las herramientas, dado que es posible una aplicación de capa por debajo de la temperatura de revenido ya que las temperaturas a las que se realiza el recubrimiento se encuentran entre 200-500º C. Capa de TiN aplicada mediante PVD La capa TiN es una capa de Nitruro de Titanio. La dureza de la capa se encuentra aprox. en 2.400 HV.; mediante este sistema de capa se consiguen espesores de 2-4µm. Los campos de aplicación de la capa son muy diversos y se extienden desde la conformación con arranque de virutas hasta las herramientas de corte. Autor: Julio Alberto Correa Página 9 de 37 Tecnología de las herramientas de corte. Capa de CrN aplicada mediante PVD La capa de CrN es una capa de Nitruro de Cromo. La dureza de la capa asciende a unos 2.100 HV y se consiguen espesores de capa de 6-10µm. Las ventajas especiales de la capa radican en la reducida afinidad con los metales no férricos, en la resistencia química atribuida al contenido de cromo y en el espesor de la capa relativamente gruesa. Por tanto, su aplicación es posible en todo el sector de la conformación en frío, así como para resolver los problemas especiales en la industria transformadora del plástico y de metales no ferrosos. Capa de TiCN aplicada mediante PVD La capa de TiCN es una capa de carbonitruro de titanio. La dureza asciende a unos 3.000 HV y el espesor de capa es de 2-4 µm. La capa de TiCN ha de considerarse primordialmente como complemento de la capa de TiN. Capa de TiAlN aplicada mediante PVD La capa de TiAlN es una capa de nitruro de titanio y aluminio. La dureza de la capa asciende a unos 2.000HV. Los espesores corrientes de la capa son de 2-4µm. La ventaja decisiva de esta capa es la alta resistencia a la oxidación gracias al aluminio como elemento aleado. No obstante, esta propiedad se manifiesta sólo en la aplicación a temperaturas muy altas. Proceso CVD (Chemical Vapour Deposition) (Deposición de materias duras en fase gaseosa). Los recubrimientos CVD parten de un compuesto (precursor) gaseoso o fácilmente evaporable del metal a obtener en la capa. Los halogenuros y muy especialmente cloruros son los compuestos industriales más empleados (TiCI4, AIC3, BCI4... ). El compuesto gaseoso reacciona a temperaturas cercanas a 1.000ºC con un reductor también en estado gaseoso (hidrógeno) para obtener iones metálicos. Los iones obtenidos in situ reaccionan a su vez con gases reactivos como hidrógeno, metano o mezclas de ambos formando el compuesto deseado. Este compuesto condensa sobre la superficie del substrato difundiendo en él debido a la alta temperatura. Esta difusión crea una zona intermedia en la que no se aprecia donde acaba el recubrimiento y donde empieza el sustrato: la adherencia entre ambos está asegurada. Transcurrido el tiempo necesario para conseguir el espesor de capa deseada, las piezas se enfrían en el reactor hasta la temperatura de descarga. Posteriormente y en condiciones de vacío para evitar la oxidación de los compuestos formados, se procede al temple y revenido si el sustrato es de un acero. Los compuestos más generalmente obtenidos por este método son TiC, TiCN y TiN, aunque también SiC, AI2O3, BC... En el campo de la deformación, las combinaciones de multicapas de los compuestos de titanio son las más utilizadas. De las distintas técnicas CVD, la que industrialmente se está imponiendo por su capacidad de producción, coste de los precursores y reproductibilidad de los resultados obtenidos es la técnica CVD a baja presión. Tras el proceso de recubrimiento sigue siempre un tratamiento térmico en vacío según el material base. Características Alta dureza, excelente resistencia a la adherencia, espesor de capa de aprox. 6-9µm, revestimientos de contornos exactos, también en taladros, agujeros ciegos, etc. Autor: Julio Alberto Correa Página 10 de 37 Tecnología de las herramientas de corte. Aplicación Gran gama de posibilidades de aplicación, especialmente en las herramientas de conformación sometidas a grandes esfuerzos se obtienen rendimientos muy buenos. Las características particulares de todas las capas y sistemas de capas aplicados mediante el método CVD (Chemical Vapour Deposition) es la excelente adherencia sobre el material base, que se atribuye a la alta temperatura de recubrimiento. Las capas se componen de distintos materiales cuya selección y, siendo necesario, su combinación se adaptan con respecto al caso de aplicación. Los siguientes sistemas de capas son de aplicación exitosa en el sector industrial. Capa de TiC aplicada mediante CVD La capa de TiC es una capa de carburo de titanio. El carburo de titanio es depositado con una dureza de >3500 HV en capas con unos espesores de aprox. 6-9µm. Gracias a la alta dureza, esta capa es ideal en la transformación de materiales considerablemente abrasivos. Como caso de aplicación estándar es de uso en herramientas conformadoras en frío para calidades de embutición profunda. Capa de TiCN aplicada mediante CVD La capa de TiCN es una capa de carbonitruro de titanio. En comparación con la capa pura de TiC, aquí se incorpora nitrógeno a la fase dura, de tal forma que se origina carbonitruro. Debido a la composición, la dureza se reduce a unos 3000 HV (espesor de capa aprox. 6-9µm), pero al mismo tiempo se logra una mejora de las propiedades deslizantes. Esta capa se utiliza sólo allí donde se busca una solución intermedia entre una capa de TiN y una capa tipo sándwich. Capa tipo SANDWICH aplicada mediante CVD La capa tipo sándwich es un revestimiento de varias capas de TiC-TiCN-TiN. El espesor total de este revestimiento es también de unos 6-9µm, donde la dureza varía a través de cada uno de los componentes (TiN aprox. 2.400 HV). Las ventajas particulares radican en la reducida tendencia al desgaste adhesivo, así como en las buenas propiedades deslizantes. Estas ventajas se manifiestan de forma especial en la transformación de materiales homogéneos que tienden a uniones por soldadura en frío, como por ej. austeníticos. Capa MB aplicada mediante CVD La capa MB es un revestimiento de cuatro capas constituido por los componentes descritos en el recubrimiento tipo sándwich. La estructura se forma en este caso por múltiples capas superpuestas individuales y muy delgadas. El espesor total de la capa asciende en este recubrimiento a aprox.69µm. Una característica particular del sistema de capas es la formación inherente en el borde, que permite una alta carga específica, de gran éxito en las herramientas de estampación. Recubrimiento MT-CVD Generalmente, los materiales de las herramientas están sujetos a tensiones tanto internas como externas. En el caso de las plaquitas, las tensiones externas son las que se producen durante el uso como parte de la herramienta de corte. Los procesos de fabricación de las plaquitas también generan tensiones internas, principalmente de tracción y compresión. A la temperatura durante la aplicación, el recubrimiento y el sustrato están libres de tensiones. El recubrimiento tiene un coeficiente de dilatación mayor, por lo que, al enfriarse, intentará contraerse más que el sustrato. Esto provoca tensiones de tracción en la superficie y tensiones de compresión en el sustrato. Estas tensiones superficiales intentarán abrir grietas y propagarse a mayores profundidades. Disminuyendo las tensiones de tracción, se reduce considerablemente esta “predisposición” a agrietarse y la plaquita podrá soportar condiciones más extremas. Autor: Julio Alberto Correa Página 11 de 37 Tecnología de las herramientas de corte. Por ello, desde una perspectiva funcional, es importante eliminar las tensiones de tracción en la mayor medida posible ya que son las que más contribuyen a la propagación de grietas. Las tensiones de compresión tienden a ser más beneficiosas y pueden frenar la propagación de grietas. El proceso determina la estructura de la plaquita, lo que le confiere sus propiedades. El resultado es una estructura triclínica (tipo agujas) y un tamaño de grano óptimo de los cristales del recubrimiento. Los cristales tienen una orientación controlada de tal manera que presentan una superficie más dura donde se concentra el desgaste abrasivo. En conclusión, la tensión se disipa al sustrato entre las líneas de los cristales. Si un choque térmico o mecánico crea microgrietas, se disiparán hacia abajo a lo largo de las líneas entre los cristales. Cuando lA fuerza residual llega al sustrato, se absorbe sin propagar grietas de mayor tamaño, dando tenacidad y resistencia a la plaquita. Las multicapas contribuyen a minimizar los desajustes entre el recubrimiento y el sustrato, reduciendo las tensiones. Por ejemplo, el coeficiente de dilatación térmica determina la tensión entre capas por desajuste térmico entre el recubrimiento y el sustrato. Los procesos MT-CVD se aplican a recubrimientos de TiCN o TiN. Tienden a presentar menos tensiones de tracción y combinan mejor las propiedades de tenacidad y resistencia al desgaste abrasivo, al desgaste químico y a las grietas térmicas, mejorando el rendimiento de la plaquita. A la hora de elegir una plaquita, entre otras condiciones de corte, es fundamental considerar los tres siguientes ítems: Autor: Julio Alberto Correa Página 12 de 37