FT-AVA-002
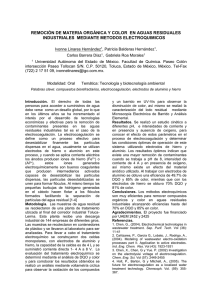
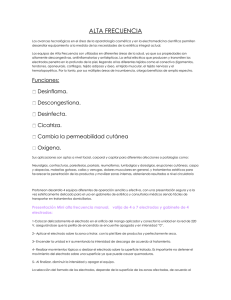
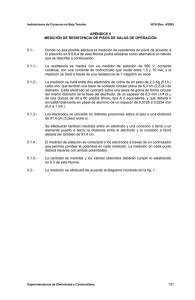
Anuncio

FT-AVA-002 FICHAS TÉCNICAS DE PROCESOS UNITARIOS DE PLANTAS DE TRATAMIENTO DE EFLUENTES LÍQUIDOS DE LA INDUSTRIA TEXTIL ELECTROCOAGULACIÓN ELECTROFLOTACIÓN SERIE: TRATAMIENTOS SECUNDARIOS TÍTULO ELECTROCOAGULACIÓN ELECTROFLOTACIÓN (FT-AVA-002) Fecha de elaboración Febrero de 2015 Revisión vigente ELECTROCOAGULACIÓN ELECTROFLOTACIÓN ELECTROCOAGULACIÓN-ELECTROFLOTACIÓN (FT-AVA-002) Fecha Febrero 2015 Autores Joaquín Suárez López Alfredo Jácome Burgos Pablo Ures Rodríguez Revisado Modificaciones Fecha Modificado por: Objeto da modificación FT-AVA-002 ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 ÍNDICE 1.- INTRODUCCIÓN 2.- FUNDAMENTOS DE LOS PROCESOS 2.1.- Reacciones electroquímicas 2.2.- Reacciones presentes en el proceso de electrocoagulación 2.3.- Diseño de una celda de electrocoagulación 2.4.- Tipología de reactores 3.- CONSIDERACIONES TÉCNICAS PARTICULARES 4.- ESPECIFICACIONES EN EL TRATAMIENTO DE AGUAS RESIDUALES DE LA INDUSTRIA TEXTIL BIBLIOGRAFÍA ANEXO 1.- COMPARATIVA DE CRITERIOS DE DIMENSIONAMIENTO ANEXO 2.- ESTIMACIÓN DE SUPERFICIES NECESARIAS ANEXO 3.- DESCRIPCIÓN GRÁFICA DE UNIDADES DE PROCESO Pág. 1 de 24 ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 Pág. 2 de 24 1.- INTRODUCCIÓN La utilización de procesos electroquímicos para el tratamiento de aguas residuales está adquiriendo cada día más importancia por su versatilidad, reducido tamaño y capacidad de automatización. La utilización de electricidad para tratar aguas residuales tiene una larga tradición, siendo utilizada por primera vez en Inglaterra en 1889. La utilización de procesos electrolíticos en la recuperación de metales fue patentada por Elmore en 1904 y el proceso de electrocoagulación (EC) con aluminio y hierro fue patentado en Estados Unidos en 1909. La primera utilización a gran escala de la EC para el tratamiento de aguas potables fue en 1946. Dado al relativo alto coste de las instalaciones y el alto consumo en energía eléctrica estas tecnologías no tuvieron una buena aceptación en esa época, no obstante, distintos países como Estados Unidos o en la antigua Unión soviética continuaron con las investigaciones durante los siguientes años lo que permitió acumular una gran experiencia y conocimiento sobre estos procesos. La promulgación de normativas cada vez más estrictas respecto a límites vertido de distintas sustancias en las aguas residuales así como la mejora en los estándares de calidad del agua potable han hecho que las procesos electroquímicos ganen cada vez más importancia en las últimas dos décadas. Hoy en día los procesos electroquímicos han alcanzado un estado en el cual no son solamente comparables desde el punto de vista económico con otros procesos sino que también son más eficientes, compactos y automatizables. Los procesos electroquímicos utilizados en el tratamiento de aguas utilizan electricidad para producir una reacción química destinada a la eliminación o destrucción del contaminante presente en el agua. Básicamente el sistema electroquímico está formado por un ánodo, donde se produce la oxidación, un cátodo, donde tiene lugar la reducción y una fuente de corriente continua encargada de suministrar la electricidad. Los parámetros claves a la hora de aplicar un proceso electrolítico son el diseño del reactor, la naturaleza de los electrodos, y la diferencia de potencial y/o corriente de trabajo. El proceso de electrocoagulación es muy similar a un tratamiento químico típico de coagulación pero utilizando energía eléctrica. Ambos procesos tienen por objetivo la desestabilización de los coloides contenidos en un agua y se diferencian en el modo de adición del reactivo: en coagulación convencional el reactivo se añade como sal y en electrocoagulación se genera a partir de un metal. En las técnicas de electrocoagulación y electrofloculación se adicionan iones metálicos coagulantes directamente desde electrodo de sacrificio. Estos iones permiten que los contaminantes se aglomeren de la misma forma que si se adicionara un producto químico como el sulfato de aluminio, el cloruro férrico, etc. La adición electrolítica de los iones metálicos tiene una gran ventaja con respecto a la adición de los químicos: no aumenta el número de sales en el agua a tratar y produce la mitad, o una tercera parte, de lodos. En la electrofloculación se favorece también la eliminación de los contaminantes debido a que son arrastrados por las burbujas de gas que se generan en el sistema (H2 y O2), por lo que tienden a flotar en la superficie. Para tener mejores rendimientos es necesario instalar un sistema que garantice la recogida de la espuma que flota (de forma similar a los sistemas FAD). Mediante la electrocoagulación se consigue eliminar materia orgánica reduciendo DQO y DBO5, eliminación de metales pesados por los procesos de oxidación-reducción, eliminación de sólidos en suspensión y coloides, eliminación de dureza del agua mediante precipitación de cationes calcio y magnesio, y desinfección de bacterias, virus y parásitos. Relacionados con la electroquímica se pueden diferenciar los siguientes procesos de tratamiento: Electrodeposición: Que es efectiva para recuperar metales pesados de flujos de aguas residuales. 𝑀𝑀𝑀𝑀+ + 𝑛𝑛𝑛𝑛 → 𝑀𝑀 Los mayores progresos en estos procesos se han realizado en la técnica de recuperación del metal depositado, así como mejoras en la eficiencia de la corriente, es decir metal depositado por unidad de corriente. Como cátodo se puede utilizar un cátodo del mismo metal a recuperar o grafito. Electrocoagulación: Que ha tenido uso en la producción de agua potable y el tratamiento de aguas residuales. Los ánodos empleados se llaman ánodos de sacrificio ya que se consumen en el proceso. En el cátodo se produce hidrógeno a partir de los protones; éste se libera como pequeñas burbujas que suben a la superficie. Este hidrogeno generado puede ayudar a que las partículas floculadas floten en la superficie recogiéndose de ésta con rasquetas superficiales. ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 Pág. 3 de 24 Se trata de buscar más aplicaciones usando electrodos de aluminio, hierro, o el híbrido Al+3, Fe+2. 𝐴𝐴𝐴𝐴 − 3𝑒𝑒 → 𝐴𝐴𝐴𝐴 3+ 𝐹𝐹𝐹𝐹 − 3𝑒𝑒 → 𝐹𝐹𝐹𝐹 3+ Una de las principales ventajas de la electrocoagulación respecto a la coagulación clásica es la mayor eficiencia de los cationes nacientes de aluminio y hierro generados frente a los provenientes de productos químicos tradicionales como sulfato de aluminio o hierro. Electroflotación: El proceso de electroflotación (EF) es un proceso simple por el cual los contaminantes flotan en la superficie del agua adsorbidos sobre las pequeñas burbujas de hidrógeno y oxígeno generadas respectivamente en el cátodo y en el ánodo en el proceso de descomposición electrolítica del agua. La eficiencia del proceso de flotación está fundamentalmente determinada por el tamaño de las burbujas generadas; son preferibles las burbujas pequeñas ya que proporcionan una mayor superficie de contacto para la adsorción de las partículas a eliminar. Esta una de las principales ventajas del proceso de EF respecto a otros procesos de flotación clásicos como DAF (“dissolved air flotation”). El 90 % de las burbujas generadas en EF tienen un tamaño entre 15 y 45 µm, mientras que en el proceso DAF el tamaño oscila normalmente entre 50 y 70 µm. Electrooxidación: Es una técnica que se usa en el tratamiento de aguas residuales en combinación con otras tecnologías; es efectiva en la degradación de contaminantes "difíciles" sobre la superficie de algunos electrodos. Electrodesinfección: En este tipo de reacción es similar a la oxidación indirecta; en el ánodo se genera cloro gas por la oxidación de los iones cloruros, que disueltos en el agua genera el par hipoclorito/hipocloroso. La mayor parte de las aguas contienen suficiente cantidad de iones cloruro para lograr la desinfección. Los tratamientos basados en electrofloculación y electrocoagulación presentan las siguientes ventajas generales: • • • • • • • • • • • • • • • • • • Tratamiento de múltiples contaminantes. Tiende a llevar las aguas tratadas cerca de un pH neutro. Precipita metales pesados como el Cromo VI, que necesitaría tratamientos diferentes a los otros metales. La conductividad y sales favorecen el proceso de depuración sin aumentarla, disminuyendo en el agua tratada final. Higieniza y desinfecta de patógenos el vertido final, debido a la formación de hipoclorito in situ. Eliminación de color y olor. Eliminación de incrustaciones. Requiere de equipos simples y de fácil operación. Arranque instantáneo del proceso de tratamiento. No se requieren productos químicos. Elimina requerimientos de almacenamiento y uso de productos químicos Bajo coste de instalación y montaje Posibilidad de un diseño modular y de realizar ampliaciones. No se requiere obra civil. Se puede lograr un muy alto grado de automatización. Necesario poco espacio. Bajo coste de explotación. Costes de operación entre un 50-60% más bajos en comparación a los físico-químicos tradicionales. Baja generación de lodos. Genera un 90% menos de lodos en comparación con el físico-químico tradicional y son fáciles de filtrar. Más compactos. Genera lodos inertes e higienizados, siendo aptos para compostaje. Desventajas: • Es necesario reponer los electrodos de sacrificio. • Los lodos contienen altas concentraciones de hierro y aluminio, dependiendo del material del electrodo de sacrificio utilizado. • Puede ser un tratamiento costoso en regiones en las cuales el costo de la energía eléctrica sea alto. • El óxido formado en el ánodo puede, en muchos casos, formar una capa que impide el paso de la corriente eléctrica, disminuyendo de esta forma la eficiencia del proceso. • En el caso de la eliminación de compuestos orgánicos si hay presencia también de cloruros es posible la formación de compuestos órgano-clorados tóxicos. ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 Pág. 4 de 24 2.- FUNDAMENTOS DE LOS PROCESOS En general se conoce como Electroquímica a la ciencia que trata de los movimientos de cargas, normalmente iones, en una fase y de la transferencia de cargas, normalmente electrones, de una fase a otra. Para lograr este movimiento, o esta transferencia, se utiliza un campo eléctrico que se crea mediante la aplicación de una diferencia de potencial entre dos fases conductoras (normalmente metales) que constituyen lo que se conoce como electrodos. En el seno de una fase, por ejemplo una disolución, se produce un movimiento de iones, yendo los aniones, partículas cargadas negativamente, hacia la zona de potencial más positivo de la fase, y los cationes, partículas cargadas positivamente, hacia la zona de potencial más negativo. Este tipo de movimiento dota a la fase en la que están presentes los iones de una propiedad denominada conductividad. Puede haber también, y causada por la aparición de un campo eléctrico entre un electrodo y otra fase, normalmente una disolución, una transferencia de electrones del electrodo a la disolución o viceversa. En esta transferencia se produce una reacción química, es decir, se produce la transformación de un producto en otro. Es esta última propiedad en la que se basan la mayoría de las aplicaciones de la electroquímica en el tratamiento de aguas. En los electrodos se producen una serie de reacciones que proporcionan iones tanto positivos como negativos. El ánodo provee iones metálicos; a este electrodo se le conoce como electrodo de sacrificio, ya que la placa metálica que lo conforma se disuelve, mientras la placa que forma el cátodo permanece sin disolverse. 2.1.- Reacciones electroquímicas Las reacciones electroquímicas son las de reducción-oxidación, conocidas como redox, las cuales se basan en transferencia de electrones entre un conjunto de especies químicas, en las cuales se presentará una especie oxidante y una reductora, que a su vez alcanzarán una forma reducida y una forma oxidada respectivamente. Según lo anterior para que se lleve a cabo este tipo de reacciones debe haber una especie que ceda sus electrones y otra que los acepte. El reductor es la especie química que tiende a ceder electrones de su estructura química al medio, quedando con carga mayor a la que tenía, mientras, el oxidante es la especie que tiende a captar esos electrones, quedando con carga menor. Una reacción electroquímica presentada la siguiente ecuación general: 𝑂𝑂 + 𝑛𝑛𝑒𝑒 − ↔ 𝑅𝑅 En donde: O: es la especie oxidada. R: es la parte reducida. ne-: es el número de electrones transferidos por mol. Cuando la especie reductora cede sus electrones se convierte en una especie oxidada mientras la que capta los electrones se convierte en una especie reducida. La mayoría de los compuestos inorgánicos cuando se disuelven en agua, o en otros líquidos, se ionizan, es decir, sus moléculas son disociadas en componentes cargados positiva y negativamente, lo cual tiene la propiedad de conducir una corriente eléctrica. Si en una solución de un electrolito, o un compuesto ionizable, se instalan un par de electrodos y se conecta entre ellos una fuente de corriente directa se conecta entre ellos, los iones positivos se mueven hacia el electrodo negativo y los iones negativos hacia los positivos (oxidarse o reducirse) y se transforman en moléculas o átomos. Por lo tanto, en las reacciones electroquímicas se da, básicamente, un intercambio entre los electrones de los electrodos y los iones o moléculas de la solución, mediante la aplicación de una diferencia de potencial, que genera una corriente donde los electrones fluyen desde el punto más negativo hasta el más positivo. Este tipo de reacciones se clasifican según el lugar donde ocurran, ya sea en el seno de la solución, que son las llamadas homogéneas o en la superficie del electrodo, llamadas heterogéneas (Hurley y Masterton, 1997; Rajeshwar, 1997). Para que las reacciones electroquímicas se lleven a cabo inevitablemente ocurrirá la polarización de los electrodos, la cual es definida como la desviación del potencial aplicado respecto al potencial de equilibrio por el paso de corriente. Este cambio de potencial es conocido como “sobre potencial”, el cual puede ser controlado aumentando la conductividad de la solución, el área efectiva de los electrodos o la distancia entre ellos (Hurley y Masterton, 1997). ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 Pág. 5 de 24 Los dos procesos más importantes que rigen el comportamiento de este tipo de reacciones son (Hurley y Masterton, 1997; Rajeshwar, 1997): • Transporte de masa: es el movimiento de masa desde la solución a la superficie del electrodo, debido a diferencias en el potencial eléctrico (migración), químico (difusión) y por el movimiento global del líquido. • Transferencia de electrones: existe una contribución de cada densidad de corriente parcial (anódica y catódica) a la densidad de corriente total, esta corriente de intercambio junto al sobre potencial afecta la velocidad de la reacción, pues a mayor corriente circulando mayor será la velocidad de reacción. 2.2.- Reacciones presentes en el proceso de electrocoagulación En una celda simple de electrocoagulación donde solo hay un ánodo y un cátodo, los cuales están hechos de un metal M, se presentan, en general, las siguientes reacciones electroquímicas (Mollah et al, 2004): • En el ánodo se presentan las siguientes reacciones de oxidación: M(s) →Mn+(aq)+ne2H2O(l) → 4H+(aq)+O2(g)+4e• En el cátodo se producen las siguientes reacciones de reducción: M(aq)n+ + ne- → M(S) 2H2O(I) + 2e- → H2(g) + 2OHEn el caso de que los electrodos sean de aluminio la disolución del ánodo produce especies como Al3+, Al(OH)2+, los cuales producen espontáneamente los respectivos hidróxido o polihidróxidos; estos dependen del pH de la solución iónica (Mollah et al, 2001). Los hidróxidos y polihidróxidos formados en estas reacciones electroquímicas tienen una gran afinidad por partículas dispersas e iones, lo que permite la coagulación (Mollah et al, 2004). A continuación se muestra el mecanismo general (Mollah et al, 2004): En el ánodo: Al → Al3+(aq)+3eAl3+(aq)+3H2O → Al(OH)3 + 3H+(aq) nAl(OH)3 → Aln(OH)3rx En el cátodo: 3H2O + 3e- → 3H2 + 3OHLos iones Al+3 en combinación con los OH– reaccionan para formar algunas especies monoméricas como Al(OH)2 +,Al2(OH)2 +, Al(OH)2+, y otras poliméricas, tales como Al6(OH)153+, Al7(OH)174+, Al8(OH)204+, Al13O4(OH)247+ y Al13(OH)345+ que por procesos de precipitación forman el Al(OH)3(s), como se muestra en la reacción de ánodo. El Al(OH)3(s) es una sustancia amorfa de carácter gelatinoso, que expone una gran área superficial con propiedades absorbentes y que es propicia para los procesos de adsorción y atracción de las partículas contaminantes Si los electrodos son de hierro se espera la formación de Fe(OH)n y polihidróxidos como Fe(H2O)53+, Fe(H2O)5(OH)2+, Fe(H2O)4(OH)2+, Fe(H2O)3(OH)24+, Fe(H2O)5(OH)44+.. A continuación se presenta el mecanismo general de reacción cuando los electrodos son de hierro y n=3 (Mollah et al, 2004). En el ánodo: ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 Pág. 6 de 24 4Fe(s) → 4Fe2+(aq) + 8e4Fe2+(aq) + 10H2O(I) + O2 → 4Fe(OH)3(s)+8H+(aq) En el cátodo: 8H+(aq) + 8e- → 4H2(g) 4Fe(s) + 10H2O(I) + O2(g) → 4Fe(OH)3(s) + 4H2(g) Formación de hidróxido ferroso: En el ánodo se dan las reacciones: Fe(s) → Fe + 2(ac)+ 2eFe+2(ac) + 2OH-(ac) → Fe (OH)2(s) En el cátodo: 2H2O(l) + 2e- → H2(g) + 2OH-(ac) La reacción global sería: Fe(s) + 2H2O(l) → Fe(OH)2(s) + H2(g) Después de la formación de los hidróxidos de hierro los coloides se aglomeran, especialmente aquellos con carga negativa, y posteriormente otras partículas de contaminantes interactúan con estos aglomerados, siendo removidos por formación de complejos o atracciones electrostáticas. Una solución coloidal es una dispersión de un sistema físico compuesto por una fase continua (fluida) y una fase dispersa en forma de partículas (generalmente sólidas), de tamaño intermedio entre microscópicas y macroscópicas, pues no se pueden observar a simple vista pero tienen un tamaño mayor que las moléculas (Zumdahl y Zumdahl, 2000). Esta dispersión de partículas suelen tener una carga negativa cuando se encuentran en soluciones acuosas, esto se debe a que si dos fases de diferente constitución química entran en contacto, se desarrolla una diferencia de potencial eléctrico entre las dos fases, esto conlleva a que haya una separación de cargas, en donde las cargas negativas están hacia el lado del coloide y las cargas positivas hacia el lado de la interfase y es estable debido a las fuerzas de repulsión que se dan como consecuencia de las interacciones electrostáticas entre coloides vecinos (Zumdahl y Zumdahl, 2000). Los iones producidos cumplen la función de desestabilizar las cargas que poseen las partículas contaminantes presentes en el agua. Cuando estas cargas se han neutralizado los sistemas que mantienen las partículas en suspensión desaparecen, permitiendo la formación de agregados de los contaminantes e iniciando así el proceso de coagulación. Los iones que proveen los electrodos desencadenan un proceso de eliminación de contaminantes que se puede dar por dos vías: la primera por reacciones químicas y precipitación, y la segunda procesos físicos de agregación de coloides, que dependiendo de su densidad pueden flotar o precipitar. Las reacciones más importantes que pueden sufrir las partículas de contaminantes son: hidrólisis, electrólisis, reacciones de ionización y formación de radicales libres. Estas reacciones cambian las propiedades del sistema agua- contaminantes, que conlleva a la eliminación de la carga contaminante del agua. De acuerdo con la ley de Faraday, que rige el proceso de electrocoagulación, la cantidad de sustancias formadas en un electrodo es proporcional a la cantidad de cargas que pasan a través del sistema, y el número total de moles de sustancia formada en un electrodo está relacionado estequiométricamente con la cantidad de electricidad puesta en el sistema. Según es expuesto por Mohllah, se considera que en el proceso de electrocoagulación intervienen tres etapas: inicialmente se forma el coagulante por oxidación electrolítica del metal del ánodo, luego se da la desestabilización de los ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 Pág. 7 de 24 contaminantes y emulsiones y, finalmente, se produce la formación de flóculos por agregación de partículas del contaminante o adsorción de éstas en el coagulante. En la electrocoagulación el agua es hidrolizada, produciendo burbujas de oxígeno en el ánodo y de hidrogeno en el cátodo. Estas burbujas ayudan a que los flóculos con el contaminante vayan a la superficie, para una fácil separación (Mollah et al, 2004). 2.3.- Diseño de una celda de electrocoagulación Para el diseño de una celda de electrocoagulación se deben tener en cuenta los siguientes aspectos (Mollah, 2001; Mollah, 2004; Holt, 2005; Zumdahl, 2000; Rajeshwar, 1997): • • • • • • • • • • • Tipo de operación: batch o continuo La acumulación de burbujas de O2 y H2 en los electrodos debe ser minimizada ya que estas incrementan la resistencia, necesitándose más energía. La transferencia de masa entre los electrodos debe ser óptima y para esto se debe garantizar flujo dentro del reactor. La conductividad de la solución y el electrolito. Material de los electrodos. La distancia entre electrodos. La geometría del electrodo. Geometría del reactor: influye en la formación de los flóculos, el movimiento de las burbujas y el régimen de flujo. Densidad de corriente: depende del contaminante que se desea remover y de la escala a la cual se realizará el montaje. Determina la dosificación del metal a la solución y la densidad de producción de burbujas. Voltaje aplicado: es directamente proporcional al costo energético y puede variar por factores como la conductividad de la solución, la distancia entre los electrodos y el material o la geometría de los mismos. Tipo de la conexión eléctrica: determinan un mayor o menor gasto de energía. o Monopolar: los electrodos están conectados en paralelo y sometidos al mismo potencial, generando mayor gasto de energía. o Bipolar: solo los electrodos de los extremos están directamente conectados a la fuente, los electrodos restantes toman la polaridad opuesta al electrodo que tiene en frente. A continuación se presentan los esquemas de conexiones en serie y paralelo, además de, las diferentes configuraciones. FUENTE DE ENERGÍA FUENTE DE ENERGÍA ÁNODO PARALELO CÁTODO PARALELO ÁNODO MONOPOLAR CÁTODO MONOPOLAR ÁNODOS DE SACRIFICIO AGUA RESIDUAL ÁNODOS DE SACRIFICIO CELDA DE ELECTROFLOCULACIÓN AGITADOR MAGNÉTICO CELDA DE ELECTROCOAGULACIÓN AGUA RESIDUAL AGITADOR MAGNÉTICO Figura 1.- Celda de electrocoagulación con configuración monopolar en paralelo (a) y monopolar en serie (b) (Mollah et al, 2001). ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 Pág. 8 de 24 FUENTE DE ENERGÍA ÁNODO MONOPOLAR CÁTODO MONOPOLAR ÁNODOS DE SACRIFICIO AGUA RESIDUAL CELDA DE ELECTROCOAGULACIÓN AGITADOR MAGNÉTICO Figura 2.- Configuración bipolar en paralelo (Mollah et al, 2001). La electrolisis del agua produce un desprendimiento de oxígeno e hidrógeno gaseoso en los electrodos, los cuales al ascender a la superficie provocan tres fenómenos: • Separación rápida de coloides del electrodo. • Formación de una nata en la superficie fácilmente extraíble por medios mecánicos, debido al arrastre de coloides desestabilizada a la superficie. • Se produce una agitación espontánea que evita la utilización de agitación mecánica, debido a que las burbujas de gas producen corrientes ascendentes y descendentes en la solución generando una mejor superficie de contacto y por lo tanto un aumento en la eficiencia de la desestabilización. Las condiciones de operación de un sistema de electrocoagulación son altamente dependientes de las condiciones químicas como: pH, tamaño de partículas del agua a tratar y especialmente de su conductividad. Además, se deben tener en cuenta los siguientes aspectos técnicos: • Consumos de energía: dependen del tipo de agua a tratar. • Desgaste de los electrodos: está directamente relacionado con el amperaje de la corriente aplicada al sistema y el tiempo de residencia del agua residual en la celda. • Producción de lodos: está directamente relacionado con el nivel de contaminación del agua residual y de las especies catiónicas que se disuelven en el agua de acuerdo a la corriente aplicada a los electrodos. Sin embargo, su generación es menor que en un sistema químico o biológico de tratamiento de aguas residuales (ECOFIELD, 2002). Figura 3.- Diagrama de una celda de electrocoagulación. ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 Pág. 9 de 24 El pH influye sobre la eficiencia de la corriente en el proceso de solubilidad del metal para formar hidróxido. Se ha observado en diferentes investigaciones que el pH varía durante el proceso de electrocoagulación y esta variación es dependiente del material de los electrodos y del pH inicial del agua a tratar. El pH durante el proceso puede incrementarse para aguas residuales ácidas, efecto atribuido a la generación de hidrógeno molecular que se origina en el cátodo. En contraposición, en aguas residuales alcalinas el pH puede decrecer y, dependiendo de la naturaleza del contaminante, el pH influye sobre la eficiencia del proceso. Se ha determinado en algunos casos que la mayor eficiencia en la remoción de un contaminante se da dentro de un rango específico de pH, e incluso este rango puede ser amplio. En términos generales los mejores rendimientos se han obtenido para valores de pH cercanos a 7. Los mejores rendimientos en la eliminación de turbidez y DQO en las aguas de la industria textil se dan en un pH de 7. Las reacciones que se dan durante el proceso de electrocoagulación le dan al medio acuoso capacidad buffer. Especialmente en aguas residuales alcalinas, esta propiedad previene grandes cambios de pH, con lo cual son menores las dosificaciones de sustancias químicas para regular el pH. La eficiencia en la eliminación de un contaminante incrementa con el aumento en la densidad de corriente pero también lo hace el consumo eléctrico y los costes. Para algunas conductividades del medio acuoso el consumo de energía se incrementa proporcionalmente con los aumentos de conductividad, lo que conlleva a un consumo mayor de energía. Para altos consumos de energía se presentan pérdidas por la transformación de energía eléctrica en calórica, produciéndose un aumento en la temperatura del medio acuoso. La selección de la densidad de corriente podría realizarse teniendo en cuenta otros parámetros de operación, como pH y temperatura. La energía eléctrica que se suministra a la celda electroquímica puede ser mediante corriente alterna o bien corriente continua. Las características propias del paso de cada una de las corrientes a través del medio acuoso generan diferentes respuestas electroquímicas entre las placas y el agua residual tratada. Cuando se suministra corriente continua se produce en el cátodo una impermeabilización, lo que provoca una menor eficiencia en la remoción. Un incremento en la conductividad eléctrica genera a su vez un incremento en la densidad de corriente. Cuando se mantiene constante el voltaje alimentado a la celda de electrocoagulación y adicionalmente el incremento de la conductividad, manteniendo la densidad de corriente constante, se produce una disminución del voltaje aplicado. La adición de algunos electrolitos tales como NaCl o CaCl2 genera un aumento en la conductividad del agua residual. Además se ha encontrado que los iones de cloruro pueden reducir los efectos adversos de iones como HCO3 - y SO4 =, pues la presencia de iones carbonatos o sulfatos pueden conducir a la precipitación de Ca+2 y Mg+2 produciendo una capa insoluble depositada sobre los electrodos que aumentaría el potencial entre éstos, decreciendo así la eficiencia de la corriente. Se recomienda, sin embargo, que para un proceso de electrocoagulación normal se mantengan cantidades de Cl- alrededor del 20%. Los efectos de la temperatura sobre la electrocoagulación no han sido muy investigados, pero se ha encontrado que la eficiencia en la corriente se incrementa inicialmente hasta llegar a 60º C, punto donde se hace máxima para luego decrecer. El incremento de la eficiencia con la temperatura es atribuida al incremento en la actividad de destrucción de la película de óxido de aluminio de la superficie del electrodo. ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 2.4.- Tipología de reactores Combinación de la electrocoagulación con otros procesos. EC - Adsorción (carbon activo granular) EC – Ozono EC - Foto-fenton (curtidos) EC - Electroflotación-Lecho fluidizado – Digestión anaerobia (curtiembres) Ozono –EC-Microondas EC(Al-Al) - Adsorción (carbon activo) EC(Fe-Fe) - Adsorción (carbon activo) EC - Osmósis inversa EC(Fe-Fe) - Adsorción (carbon activo) EC - Osmósis inversa EC –Electrooxidación EC - Electroflotación EC - Ultrafiltración EC - H2O2 - Ion-exchange Intercambio iónico EC - Campo magnético EC –Decantación EC –Fitoremediación EC –Flotación Pág. 10 de 24 ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 Pág. 11 de 24 3.- CONSIDERACIONES TÉCNICAS PARTICULARES A continuación se tratan de forma específica algunos aspectos clave en la operación de los procesos de elctrocoagulación. • Conductividad de la solución: La conductividad de la solución es parámetro muy importante en el proceso de electrólisis. El rendimiento en la eliminación de contaminantes y los costes de explotación están directamente relacionados con la conductividad de la solución. La solución debe tener cierta conductividad mínima para que se produzca el flujo de la corriente eléctrica. La conductividad baja de algunas aguas residuales se ajusta añadiendo suficiente cantidad de sales, tales como cloruro de sodio o sulfato de sodio. Hay un aumento en la densidad de corriente con un aumento en la conductividad de la solución a la tensión constante de celda o la reducción en el voltaje de la célula a una densidad de corriente constante (Bayramoglu et al., 2004; Merzouk et al., 2010). El consumo de energía se reduce con una solución de alta conductividad. • Disposición de los electrodos: El material de electrodo y el modo de conexión de los electrodos tienen un papel significativo en los costes del proceso de electrocoagulación. Kobya et al. (2011) estudiaron el tratamiento de aguas residuales textiles y compararon las actuaciones de varios modos de conexión del electrodo como una función del pH de las aguas residuales, la densidad de corriente y el tiempo de funcionamiento. Se estudiaron tres modos diferentes de conexión de los electrodos: Electrodos monopolares en conexiones en paralelo (MP-P): Los ánodos y cátodos están conectados en paralelo debido a que la corriente se divide entre todos los electrodos a la resistencia de las células individuales. La conexión en paralelo necesita una diferencia de potencial más bajo en comparación con las conexiones en serie. Electrodos monopolares en conexiones en serie (MP-S): En los electrodos monopolares en conexión en serie cada par de electrodos de sacrificio están conectados internamente entre sí. La adición de los voltajes de células conduce a una diferencia de potencial más alto para una corriente dada. Electrodo bipolar en conexiones en serie (BP-S): En este modo de conexión los electrodos exteriores están conectados a la fuente de alimentación y no conectados los electrodos interiores. Kobya et al. (2011) reportaron que el modo MP-P es el más rentable para los dos electrodos de aluminio y hierro. • Formas de los electrodos: La forma de los electrodos afecta a la eficiencia de eliminación de contaminantes. Los electrodos perforados con agujeros deberían tener una mayor eficiencia. Muy pocos estudios han analizados y descrito (Kuroda et al., 2003; Nielsen y Andersson, 2009) el efecto de la forma de electrodo en el rendimiento. Kuroda et al. (2003) realizaron experimentos utilizando electrodos metálicos con y sin agujeros perforados. Concluyeron que la intensidad del campo eléctrico en el borde de los agujeros perforados en el electrodo es mayor (1,2 veces) que en placas lisas. Se necesitan más estudios para establecer el efecto de la forma de electrodos en el proceso de electrocoagulación. • Tipo de fuente de alimentación: La mayoría de los estudios publicados en la literatura han utilizado de corriente continua (CC) en el proceso de electrocoagulación. El uso de corriente alterna conduce a la formación de corrosión en el ánodo debido a la oxidación. Una capa de oxidación se forma también en el cátodo por la reducción del flujo de corriente entre el cátodo y el ánodo, reduciendo así la eliminación en la eliminación de contaminantes. • pH de la solución: El pH de la solución es un parámetro operacional importante. La máxima eficiencia de eliminación de cada contaminante se consigue para un pH específico. • La densidad de corriente: La densidad de corriente es un parámetro muy importante, ya que determina la tasa de dosificación de coagulante, la tasa de producción de burbujas, el tamaño y el crecimiento de los flóculos. Con un aumento en la densidad de corriente el ánodo aumenta la tasa de disolución. Esto conduce a un aumento en el número de flóculos de hidróxido de metal que conlleva un incremento en la eliminación de contaminantes. Un aumento en la densidad de corriente por encima de la densidad de corriente óptima no resulta implica una mejora del rendimiento. ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 Pág. 12 de 24 • Distancia entre los electrodos: La distancia entre electrodos juega un papel significativo en la electrocoagulación ya que el campo electrostático depende de la distancia entre el ánodo y el cátodo. La eficiencia máxima en la eliminación de contaminantes se obtiene mediante el mantenimiento de una distancia óptima entre los electrodos. Con distancias más pequeñas a la óptima la eficacia es baja debido al hecho de que los hidróxidos de metal generadas que actúan como flóculos debido a la alta atracción electrostática (Daneshvar et al., 2004). La eficacia aumenta con un aumento en la distancia entre electrodos desde el mínimo hasta que la distancia óptima entre los electrodos. Esto es debido al hecho de que al aumentar la distancia entre los electrodos hay una disminución en los efectos electrostáticos y el movimiento de los iones generados es más lento, dando tiempo para que el hidróxido de metal generado empiece a aglomerarse y forme flóculos. Al aumentar la distancia de los electrodos por encima de la óptima se produce una reducción en la eliminación de contaminantes debido al hecho de que el tiempo de viaje de los iones aumenta con un aumento en la distancia entre los electrodos, y se forman menos flóculos. • Efecto de la velocidad de agitación: La agitación ayuda a mantener condiciones uniformes y evita la formación de gradiente de concentración en la célula de electrólisis. Además, la agitación en la célula de electrólisis incrementa la velocidad de los iones generados. Con un aumento en la velocidad de agitación hasta un valor óptimo se produce un aumento en la eliminación de contaminantes debido al hecho de que con un aumento en la movilidad de los iones generados los flóculos se forman mucho antes. • Tiempo de electrolisis: La eficiencia aumenta con el tiempo de electrolisis, pero hasta un valor óptimo, en donde se alcanza un valor de saturación y el rendimiento es ya constante. • Concentración inicial de contaminante: La eliminación de contaminantes disminuye con un aumento en la concentración inicial del contaminante para una densidad de corriente constante. Esto es debido al hecho de que el número de fóculos de hidróxido metálico formados pueden ser insuficientes para sedimentar el mayor número de moléculas de contaminantes en concentraciones iniciales más altas de contaminantes (Kobya et al, 2006a;.Daneshvar et al, 2006). • Tiempo de retención: Después de la finalización del proceso de electrocoagulación para un tiempo de electrólisis particular, la solución se mantiene durante un periodo fijo (tiempo de retención) para permitir la sedimentación de las especies coaguladas. A medida que el tiempo de retención se aumenta la eliminación eficiencia debido al hecho de que con un aumento en el tiempo de retención todas las especies coaguladas sedimentan o flotan. Tiempos muy elevados de retención pueden generar una redisolución. • Pasivación del electrodo: La pasivación del electrodo es la acumulación de una capa inhibidora (por lo general un óxido) en la superficie del electrodo. La pasivación es indeseable para la disolución del ánodo y el funcionamiento de electrocoagulación. El control primario de pasivación es el modo galvanostático de la operación. La corriente y el potencial dependen de la resistencia total del sistema. Cualquier resistencia de una capa de pasivación aumenta el potencial de la célula, pero no afecta ni el coagulante o a la tasa de generación de burbujas. El uso de agua desionizada reduce al mínimo la presencia de contaminantes tales como carbonatos, que puede fácilmente pasivar los electrodos. Los electrodos deberán limpiarse mecánicamente periódicamente para eliminar cualquier material pasivante. Esto mantiene la integridad de los electrodos y se asegura de disolución anódica a una velocidad constante. ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 Pág. 13 de 24 4.- ESPECIFICACIONES EN EL TRATAMIENTO DE AGUAS RESIDUALES DE LA INDUSTRIA TEXTIL Khandegar, V., y Saroha, A.K. (2013), en su trabajo “Electrocoagulation for the treatment of textile industry effluent. A review” hacen una completa revisión de la aplicación de las técnicas de elctrocoagulación en aguas residuales industriales, focalizando especialmente en las aguas residuales de la industria textil. A continuación se presentan algunas de las tablas de su trabajo, en las que solo se han recogido experiencias en aguas residuales de la industria textil. Tabla 1.- Tratamientos de electrocoagulación utilizados en aguas residuales del textil y tenerías (modificada de Khandegar, V., y Saroha, A.K. ,2013). Referencia Tipo de agua residual Densidad de corriente o corriente Tiempo (min) pH Babu et al. (2007) Feng et al. (2007a) Zaroual et al. (2006) Muthukumar et al. (2004) Bayramoglu et al. (2004) Lin and Peng (1994) Tannery Tannery Textile Textile Textile Textile 20 mA/cm2 1.0 A 5 A/dm2 200 A/m2 92.5 A/m2 60 3 10 240 6.8 9.8, 8.5 10.6 12 11 10 Anodo - cátodo Eficiencia ebn la eliminación de DQO(%) Fe-Al MS-MS, Al-Al Fe-Fe (RuO2-Ti)-Ti Fe-Fe, Al-Al Fe-Fe 52 68 84 85 76, 65 51 Tabla 2.- Procesos de electrocoagulación utilizados para eliminar diferentes tipos de tintas (modificada de Khandegar, V., y Saroha, A.K. ,2013). Referencia Tinte Densidad de corriente o corriente Yuksel et al. (2013) Reactive orange 84 Khandegar and Saroha (2013a) Acid red 131, Reactive yellow 86, 130 A/m2 0.0625 A/cm2 Indanthrene blue RS, Basic GR 4, Reactive yellow 145 Reactive black B, Orange 3R, Yellow GR 0.0625 A/cm2 Azo, Anthraquinone, Xanthene 0.3 A Khandegar and Saroha (2013b) Wei et al. (2012) Pajootan et al. (2012) Akbal and Kuleyin (2011) Korbahti et al. (2011) Merzouk et al. (2011) Parsa et al. (2011) Acid black 52, Acid yellow 220 Levafix brilliant blue E-B Acid, Reactive Disperse red Acid brown 14 Patel et al. (2011) Secula et al. (2011) Aoudj et al. (2010) Durango-Usugaa et al. (2010) Kobya et al. (2010) Phalakornkule et al. (2010) Mollah et al. (2010) Sengil and Ozacar (2009) Kabdasli et al. (2009c) Reactive black 5 Indigo carmine Direct red 81 Crystal violet Remazol red 3B Reactive blue 140, Direct red 1 Orange II Reactive black 5 Reactive red, Reactive yellow 145, Reactive blue 221 Reactive Reactive, Basic Arslan-Alaton et al. (2009) Charoenlarp and Choyphan (2009) Phalakornkule et al. (2009) Aleboyeh et al. (2008) Korbahti and Tanyolac (2008) Yildiz (2008) Daneshvar et al. (2007) Koparal et al. (2007) Eficiencia de eliminación (%) SS-SS, Fe-Fe 66, 76 Al-Al 97 Al-Al 98 98 100 A/cm2 4.0 mA/cm2 20.8 mA/cm2 6.329 A/m2 Fe-Steel wool, Fe-Fe, FeSS Al-Al Al-Al, Fe-Fe Fe-Carbon Al-Al Al-SS 304 7.5 mA/cm2 54.57 A/m2 1.875 mA/cm2 28 A/m2 2 15 mA/cm 40 A/m2 160 A/m2 4.575 mA/cm2 22 mA/cm2 Fe-SS MS-SS Al-Al Fe-Al, Al-Fe Fe-Fe Fe-Fe, Al-Al Al-Al Fe-Fe SS 304-SS 304, Al-Al 92, 95 99, 83 95 95 Bench scale: 91 Pilot scale: 80 90 100 >98 100 >99 >95 94.5 98.8 100, 58 22 mA/cm2 - SS-SS, Al-Al Al-Al, Fe-Fe 99, 95 96, 85.6 Fe-Fe, Al-Al Fe-St 304 Fe-Fe Al-Al Al-St 304 Boron doped diamond-Boron doped diamond (Ti-RuO2-IrO2)-SS Fe-St 304 Fe-Fe Al-Al Niobe diamondCarbon, (Pt/Ti)-Carbon Al-Al Al-Graphite, Fe-Graphite >95 >91 99.5 99.1 98 97.2 MS-MS Boron doped diamondCopper foil 97, 75 98 40 A/m2 Direct red 23 Acid Red 14 Levafix blue CA Bomaplex red CR-L Acid yellow 23 Basic red 29 30 A/m2 102 A/m2 35.5 mA/cm2 0.50 mA/cm2 112.5 A/m2 1 mA/cm2. Rajkumar et al. (2007) Daneshvar et al. (2006) Kashefialasl et al. (2006) Kobya et al. (2006a) Sakalis et al. (2006) Reactive blue 19 Basic red 46, Basic blue 3 Acid yellow 36 Levafix orange Reactive 21.66 mA/cm2 80 A/m2 127.8 A/m2 100 A/m2 - Alinsafi et al. (2005) Yang and McGarrahan (2005) Blue reactive Reactive blue 19, Acid red 266, Disperse yellow 218 Methylene blue, Eosin yellowish Acid orange 7 Golder et al. (2005) Fernandes et al. (2004) Anodo - catodo 1.6 A 16.1 mA/cm2 5 mA/cm2 100 99 83 95 90 95 98 ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 Pág. 14 de 24 Tabla 2.- Procesos de electrocoagulación utilizados para eliminar diferentes tipos de tintas (modificada de Khandegar, V., y Saroha, A.K. ,2013) (continuación). Referencia Tinte Daneshvar et al. (2004) Mollah et al. (2004b) Acid red 14 II Orange Can et al. (2003) Daneshvar et al. (2003) Kim et al. (2002) Remazol red RB 133 II orange Blue P-3R, Suncion yellow H-E4R, Suncron blue RD-400, Suncron yellow 3GE-200, Reactive blue 49, Reactive yellow 84, Disperse blue 106, Disperse yellow 54 Mixed dyes Disperse Mixed dyes Acilan Blau Vlyssides et al. (2000) Szpyrkowicz et al. (2000) Vlyssides and Israilides (1998) Ogutveren et al. (1992) Densidad de corriente o corriente 80 A/m2 398.7 A/m2 Anodo - catodo Eficiencia de eliminación (%) 93 99 15 mA/cm2 34.62 A/m2 1e4.5 A/m2 Fe-St 304 Carbon steel-Carbon steel Al-Al Fe-Fe Al-Al, Fe-Fe, SS-SS 0.89 A/cm2 10e17.5 mA (Ti/Pt)-SS 304 (Ti/Pt-Ir)-SS Ti/Pt-SS 304 Graphite-Graphite 100 90 96.4 98-100 92.5 >98 95-99.6 Tabla 3.- Eliminación de diferentes metales y otros compuestos por electrocoagulación (modificada de Khandegar, V., y Saroha, A.K. ,2013). Referencia Metal u otro compuesto Concentracion (mg/L) u otras unidades Ánodo - cátodo Vasudevan et al. (2013) Verma et al. (2013) Ganesan et al. (2013) Aji et al. (2012) Olmez-Hanci et al. (2012) Tran et al. (2012) Henriques et al. (2012) Drouiche et al. (2012) Parga et al. (2012) Baek et al. (2012) Sinha et al. (2012) Martinez et al. (2012) Vasudevan and Lakshmi (2012) Ghosh et al. (2011) Akbal and Camci (2011a) Akbal and Camci (2011b) Vasudevan and Lakshmi (2011a) B Cr(III), Cr(VI) Mn Ni, Cu, Zn, Mn Naphthalene sulfonates K-acid P Nonylphenol polyethoxylate Fe Sr Se(VI) Fe Au, Ag B Fe Ni, Cu, Cr Cu, Cr, Ni Cd 3-7 887.29, 1495.27 2 250 600 5e50 40 25 62 1.2 mM 6, 11.6 13.25, 1357 3-7 10 526, 335, 193 45, 44.5, 394 20 Zn- SS Fe- Fe Mg-Fe Fe-Fe SS-SS MS-MS Al-Al Fe-Fe Fe-Fe Fe-Fe Al-Al St-St MS-SS Al-Al Fe-Al Al-Fe Zn-Zn Vasudevan et al. (2011) Fe 50-20 Al-Al Vasudevan et al. (2011b) Cd 20 Al-Al Eficiencia de eliminación (%) 93.2 100 97.2 96, 96, 96, 72.6 97 97 96 56 87.45 45.1 79, 68 99.5 93.2 90 100 100 AC: 97.8 DC: 96.9 AC: 93 DC: 91.5 AC: 97.5 DC: 96.2 Behbahani et al. (2011a) P O 3- 400 Al-Al, Fe-Fe 100, 84.7 25 Al-Al 94.5 27 mg/dm3 Al-Al, Fe-Fe 100 Fe-Al St-Fe 99.9 Batch process: 95.1 4 Behbahani et al. (2011b) Lacasa et al. (2011a) Fe PO3eP 4 Lacasa et al. (2011b) Moussavi et al. (2011a) As Petroleum hydrocarbon 20 mg/dm3 64 Moussavi et al. (2011b) CNe 300 Dermentzis et al. (2011a) Dermentzis et al. (2011b) Emamjomeh et al. (2011) Hanay and Hasar (2011) Keshmirizadeh et al. (2011) Kobya et al. (2011) Murthy and Parmar (2011) Valero et al. (2011) Vepsalainen et al. (2011) Zodi et al. (2011) Ali et al. (2011) Malakootian et al. (2011) Parga et al. (2010) Khatibikamal et al. (2010) Can and Bayramoglu (2010) Pociecha and Lestan (2010) Kumar and Goel (2010) Vasudevan et al. (2010) Malakootian and Yousefi (2009) Nanseu-Njikia et al. (2009) Cr(VI) Ni(II), Cu(II), Zn(II), Cr(VI) Fe Cu(II), Zn(II), Mn(II) Cr(VI) As Sr(II) TOC Cu As As B Total hardness Hg(II) 200-800 50 10 50-200 100 150 mg/L 10 2260 1.25 3.8 mg/L 123 150 2.31-48.5 4-6 50 170, 50, 1.5 300, 1 3-7 464 2 x 10-5 M Chou et al. (2009) In(III) 20 Continuous process: 93.4 Cr Fe p-Benzoquinone Pb, Zn, Cd NO3-, As(V) Fe-Al, Fe-Fe, AlAl, AlFe Fe-Fe Al-Al Al-Al Al-Al Fe-Al Al-Al, Fe-Fe SS-SS, Al-Al Al-Fe Fe-Fe Al-Al, Fe-Fe Al-Fe Fe-Fe, Al-Al Fe-Fe Al-Al Al-SS Al-SS MS-MS Al-Al Al-Al Al-Fe Fe-Al, Al-Fe, Fe-Fe, AlAl 93, 87, 35, 32 100 >97, >97, >97, >80 92 99.5 99 93.5, 94 93,77 79 97 91.5 >99.6 90, 89.7 99 93 83 95, 68, 66 84, 75 86.32 95.6 99.95 78.3, 70.1, 31.4, 15.8 ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 Pág. 15 de 24 Tabla 3.- Eliminación de diferentes metales y otros compuestos por electrocoagulación (modificada de Khandegar, V., y Saroha, A.K. ,2013) (continuación). Vasudevan et al. (2009) Kabdasli et al. (2009a) Kabdasli et al. (2009b) Fe TOC, Ni, Zn Dimethyl phthalate Concentracion (mg/L) u otras unidades 25 173, 248, 232 100 Schulz et al. (2009) Ghernaout et al. (2008) Si, Ca, Mg Bentonite suspension (Turbidity) 40-50, 17-23, 4-6 20 NTU Fe-Fe, Al-Al Fe-Fe Heidmann and Calmano (2008) Modirshahla et al. (2008) Ghosh et al. (2008) Sayiner et al. (2008) Golder et al. (2007a) Golder et al. (2007b) Golder et al. (2007c) Gomes et al. (2007) Feng et al. (2007b) Rodriguez et al. (2007) Chen et al. (2007) Zhu et al. (2007) Irdemez et al. (2006) Emamjomeh and Sivakumar (2006) Den and Huang (2005) Yilmaz et al. (2005) Parga et al. (2005b) Adhoum et al. (2004) Cr(VI) 4-nitrophenol Fe(II) B Cr(III) Cr(VI) Cr(III) As Humic acid Cu NH3 Fe PO4eP 10-50 20 25 1000 1711, 2235 50 1000 1-1230 20 50 40 5 25 MSeST 37 St 310 - St 304 Al-Al Al-Fe MS-MS Al-Al Al-Al Al-Fe, Fe-Fe, Al-Al Al-Al Al-Al (RuO2-IrO2-TiO2)eTi Al-Al Al-Al 98.8 66, 90, 100 100 FeeFe ¼ 80, 20, 40 AleAl ¼ 60, 10, 20 80 100 100 99.2 95 90.6, 71.4 42 99.8 78.9e99.6 97.8 99.8 100 96 100 Fe 10-25 Al-Al 100 Turbidity B As(III), As(V) Cu(II), Zn(II), Cr(VI) 70, 400 NTU 100 2.24 50 Fe-Fe Al-Al Fe-Fe Al-Al 95 97 >99 99, 99, 83 Fe Turbidity Nonylphenol ethoxylates Fe Fe 10 5 100 25 76 NTU 0.1 g/L 16 2.5 Al-Al Al-Al Al-Al, Fe-Fe Al-Al SS-SS Al-St Al-Al Al-Al 100 92-96 72, 68 100 95 30e80 87.5 80 -NO2 eN, NH3eN 5 Fe-Fe 100, 15 Referencia Bektas et al. (2004a) Bektas et al. (2004b) Murugananthan et al. (2004) Hu et al. (2003) Abuzaid et al. (2002) Ciorba et al. (2002) Yang and Dluhy (2002) Mameri et al. (1998) Lin and Wu (1996) Metal u otro compuesto B PO43SO42- Ánodo - cátodo Al-SS SS 304-SS 304 SS-SS Eficiencia de eliminación (%) ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 Pág. 16 de 24 BIBLIOGRAFÍA CASTILLO ALVARADO, H.; RIVERA GARCÍA, A.; (XXX); ”ELECTROCOAGULACIÓN, ELECTROFLOCULACIÓN, ELECTROFLOTACION, Y PRODUCCIÓN, IN-SITU, DE CLORO”; X CONGRESO BOLIVARIANO DE INGENIERIA SANITARIA Y AMBIENTAL “AMBIENTE Y DESARROLLO IMPULSADORES DEL PROGRESO”. PROSELQUIM (Productos y Servicios Electroquímicos). CHEN G. (2004) "Electrochemical technologies in wastewater treatment". Separation and Purifi cation Technology. Vol 38. pp 11-41. ECOFIELD @ Tratamiento de Agua Residuales por Electrocoagulación [online]. Chile 22 de mayo de 2002. [Citado 13 de febrero de 2007].Disponible en Internet: http://www.ecofi eld.com.ar/archivo/a-011.htm HOLT P.K; GW Barton; CA Mitchell. (2005). "The future for electrocoagulation as a localized water treatment technology". Chemosphere. Vol 59. Pp 355-367. HURLEY and Masterton. (1997). Chemistry Principles and Reaction. Ed. Saunders Golden Sunburst Series, 3a Edición, pp 498-525, . Khandegar, V., y Saroha, A.K. (2013), “Electrocoagulation for the treatment of textile industry effluent. A Review”. Journal of Environmental Management 128 (2013) 949e963 Mollah, M. Y. A.; Morkovsky, P.; Gomes, J. A. G.; Kesmez, M.; Parga, J.; Cocke, D. L., (2004). Fundamentals, present and future perspectives of electrocoagulation. J. Hazard. Mater., 114 (1-3), 199-210 (12 pages). MORENO-CASILLAS H.A; Cocke D.L; Gomes; Morkovsky P; Parga J.R; Peterson E. (2007) "Electrocoagulation mechanism for COD renoval". Separation purifi cation technology. Vol 56. Pp 204-211. MURUGANANTHAN M; G.B Raju; (2004). S. Prabhakar."Separation of pollutants from tannery effl uents by electro fl otation". Separation and Purifi cation Technology. Vol 40. pp 69-75. MOLLAH M. Yousuf; Morkovsky P; Gomes J.A; Kesmez M; Parga J; Cocke D.L. (2004) "Fundamentals, present and future perspectives of electrocoagulation". Journal of Hazardouz Materials. Vol B114. pp 199-210. MOLLAH M. Yousuf; R. Schennach; J.R. Parga; Cocke D.L.(2001)" Journal of Hazardous Materials. Vol 84. pp 2941. RAJESHWAR, K.; IBAÑEZ, J. (1997). Environmental Electrochemistry: Fundamentals and Applications in Pollution Abatement. San Diego: Academic Press. Reza, R.; Haro, A.; (xxx); “Tratamiento de aguas residuales mediante electrocoagulación”; ELECTROQUÍMICA; UNIVERSIDAD CENTRAL DEL ECUADOR; FACULTAD DE INGENIERÍA QUÍMICA. Leer más: http://www.monografias.com/trabajos99/tratamiento-aguas/ tratamiento-aguas.shtml# resumena# ixzz3XOyHe0T3. Leer más: http://www.monografias.com/trabajos99/tratamiento-aguas/tratamientoaguas.shtml#resumena#ixzz3XOyRuM58 ZUMDAHL Steven S. y Zumdahl Susan A. (2000). Chemistry. Ed. Houghton Miffl in Company, New York, 5a Edición, pp. 837-879, ELECTROFLOCULACIÓN ELECTROFLOTACIÓN ANEXO 1 FT-AVA-002 Pág. 17 de 24 COMPARATIVA DE CRITERIOS DE DIMENSIONAMIENTO Este apartado está en blanco intencionadamente. ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 ANEXO 2 ESTIMACIÓN DE SUPERFICIES NECESARIAS Este apartado está en blanco intencionadamente. Pág. 18 de 24 ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 Pág. 19 de 24 ANEXO 3 DESCRIPCIÓN GRÁFICA DE UNIDADES DE PROCESO Figura 1.- Reactores de electrocoagulación. http://www.directindustry.com/prod/awt-technologies-inc/sequencing-batch-reactors-89621-936817.html Figura 2.- Reactores de electrocoagulación. http://www.eflo.com/Electrocoagulation.html ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 Pág. 20 de 24 Figura 3.- Reactor de electrocoagulación (8 m3/hora) http://www.eflo.com/Electrocoagulation.html Figura 4.- Equipo para el tratamiento de aguas residuales mediante electro floculación. www.monografias.com/trabajos99/tratamiento-aguas-residuales/tratamiento-aguas-residuales.zip ELECTROFLOCULACIÓN ELECTROFLOTACIÓN Figura 5.- Reactor de electrofloculación en operación. http://www.sanjivni.in/leading-effluent-treatment-plant-manufacturer-1 Figura 6.- Reactor de electrofloculación en operación. http://crosswords911.com/electrocoagulation.html FT-AVA-002 Pág. 21 de 24 ELECTROFLOCULACIÓN ELECTROFLOTACIÓN FT-AVA-002 Figura 7.- Reactor de electrofloculación. http://ctinanotech.com/technology/water-treatment Figura 8.- Vista general de una planta de tratamiento con electrofloculación. http://www.quantum-ionics.com/innovations.html Pág. 22 de 24