8.Pintado de plásticos para el automóvil
Anuncio

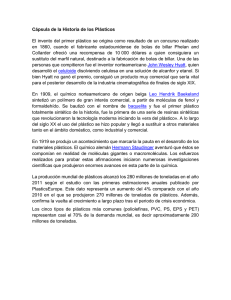
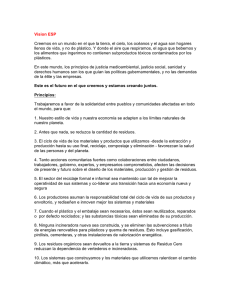
8. Pintado de plásticos para el automóvil La utilización de plásticos para el automóvil se ha introducido con el objetivo de reducir el peso de la carrocería rebajar costes y conseguir carrocerías más aerodinámicas y bellas. Por término medio, en cada vehículo se emplean 750 piezas de plástico. Las posibilidades de fabricar cualquier pieza de plástico son ilimitadas, ya que de manera industrial se puede realizar cualquier molde de acero para después inyectar plástico en su interior. Algunas piezas de plástico que permiten ser reparadas llevan unas siglas para facilitar su identificación. Por motivos estéticos, algunas piezas son pintadas con los mismos productos que el resto del vehículo, de modo que se consigue dar uniformidad al vehículo. A lo largo de esta unidad didáctica, se desarrollarán los diferentes tipos de plásticos que se emplean en la fabricación de piezas de carrocería, así como el proceso al que son sometidos, desde su limpieza hasta la aplicación de plastificantes y pigmentos. 126 B L O Q U E I I . E L P R O C E S O D E P I N T A D O BLOQUE II El proceso de pintado Actividades iniciales SUMARIO 1. Introducción 1.1. Ventajas del uso de plásticos en el automóvil 1.2. La pintura en los plásticos 2. Tipos de plásticos para el automóvil 2.1. Termoplásticos 2.2. Elastómeros 2.3. Durómeros 3. Plásticos más utilizados 4. Pintado de piezas de plástico 4.1. Piezas antiguas pintadas 4.2. Piezas dañadas 4.3. Piezas atiguas sin pintar 4.4. Piezas nuevas sin pintar 4.5. Piezas nuevas pintadas 4.6. Piezas nuevas imprimadas 4.7. Imprimaciones desconocidas 5. Productos desmoldeantes para plásticos 5.1. Clasificación de productos desmoldeantes 5.2. Eliminación de productos desmoldeantes 6. Errores que se deben evitar en el proceso de pintado de plásticos 6.1. Preparación inadecuada 6.2. Agentes limpiadores inadecuados 6.3. Tiempo de espera insuficiente 6.4. Imprimaciones de adherencia inadecuada 6.5. Utilización de acabados inadecuados 6.6. Flexibilidad insuficiente 7. Pintado de superficies plásticas y pinturas de acabado 7.1. Recomendaciones para el pintado de plásticos 7.2. Pinturas de acabado en plásticos 7.3. Resumen de las características de las pinturas para plásticos 7.4. Resumen del proceso de pintado de termoplásticos ante una reparación 8. Pintado de espumas blandas o plásticos expandidos-PUR polieretano 8.1. Atemperado 8.2. Limpieza y desengrasado 8.3. Aplicación de masillas tapaporos 8.4. Enmasillado 8.5. Aplicación de imprimaciones 8.6. Aplicación de aparejos 8.7. Pintura de acabado 8.8. Resumen del proceso de pintado de espumas blandas o plásticos expandidos 1. ¿Qué son los plásticos? ¿Conoces algún tipo? 2. ¿Por qué se utilizan cada vez más los plásticos en la carrocería? 3. ¿Por qué crees que se pintan los plásticos? 4. ¿Sabes de algún sistema para el tratamiento y pintado de los plásticos? Al finalizar esta unidad... • Conocerás el inicio del uso del plástico para la carrocería, • • • • • • • • • • así como su empleo y pintado actual. Aprenderás las siglas y nombres técnicos y comerciales de los plásticos. Sabrás identificar las piezas grandes de plástico de los vehículos. Conocerás los principales fundamentos de los diferentes tipos de plásticos: termoplásticos, elastómeros y durómeros. Sabrás qué recomendaciones seguir antes de pintar una pieza de plástico. Aprenderás a trabajar con imprimaciones desconocidas. Conocerás qué son los desmoldeantes y cómo se eliminan. Comprenderás los errores que se deben evitar a la hora de preparar un plástico para pintar. Sabrás utilizar plastificantes en los esmaltes para pintar piezas de plástico. Seguirás recomendaciones básicas para el pintado de piezas de plástico con pinturas monocapa y bicapa: en la limpieza, la imprimación, la masilla, el aparejo y el plastificante. Conocerás las principales recomendaciones para pintar y reparar espumas blandas (poliuretano PUR) y plásticos expandidos. 127 UD 8. P I N TA D O DE PLÁSTICOS PARA EL AUTOMÓVIL Desarrollo de contenidos 1. Introducción En 1862, el científico inglés Alexander Parkes inventó un material plástico que denominó Parkesin. A partir de este primer material, se abrió un largo camino hasta la creación de los plásticos modernos que actualmente se utilizan en los automóviles. Durante muchos años, los plásticos solamente se utilizaron para el compartimiento de pasajeros y para los componentes externos como el parachoques, spoiler o el retrovisor. Ahora, sin embargo, cada vez se utilizan más en áreas que al principio estaban reservadas exclusivamente a la chapa de carrocería como las puertas, el guardabarros o el maletero. Los retos a los que hoy en día se enfrentan los pintores de carrocería van en aumento. Por esta razón, es necesario que dispongan de la información necesaria sobre los distintos tipos de plásticos y sus principales usos en el automóvil. En el lenguaje coloquial, además del término plástico se emplean otros como caucho, material sintético, poliamida o ABS. Algunos de estos términos hacen referencia a los materiales plásticos en general, mientras que otros se refieren a plásticos específicos. Por lo tanto, bajo el término plástico se engloban materiales industriales con distintas propiedades que son sintetizadas en los laboratorios químicos. Así, según la composición de los plásticos, sus propiedades serán considerablemente diferentes y, con ello, sus usos. Gracias a muchos años de estrecha colaboración entre la industria automovilística y las marcas de pintura y de procesamiento de plásticos, puede ofrecerse una completa gama de productos para el pintado de plásticos que se ajusta a cualquier exigencia con óptimos resultados. 1.1. Ventajas del uso de plásticos en el automóvil Los plásticos se utilizan cada vez más en la ingeniería de automoción. Como ya se ha dicho, la mayoría de los coches contienen por término medio unas 750 piezas de plástico, y esta cifra va en progresivo aumento. En lugar de fabricar el spoiler, la rejilla del radiador, el parachoques y el guardabarros por separado, como solía hacerse en el pasado, ahora estas cuatro piezas de plástico se integran en una sola. Las posibilidades de dar forma y procesar los plásticos son ilimitadas. Este hecho amplía las posibilidades a los diseñadores y permite un importante ahorro en el consumo de combustible. Las principales ventajas del plástico frente a otros materiales son: • El peso total se reduce utilizando complementos más ligeros. Por regla general, si se reduce el peso en 100 kg se ahorra 1 litro de combustible por cada 100 km. • La resistencia al aire se reduce mediante mejoras aerodinámicas de la carrocería. 128 B L O Q U E I I . E L P R O C E S O D E P I N T A D O • Se aumenta la seguridad de los ocupantes en caso de colisión. Las piezas de plástico de la carrocería deben soportar un impacto a 8 km/h sin dañarse para que puedan cumplir la norma estadounidense MVSS (Motor Vehicle Safety Standard) 215 de verificación. • Mayor comodidad para el pasajero. • Menor emisión de ruido. • Mayor duración de la vida del vehículo. • Mayores posibilidades de diseño de la carrocería. Figura 8.1. Influencia de las piezas de plástico en el diseño de la carrocería. 1.2. La pintura en los plásticos Aunque hoy en día los plásticos se pueden fabricar en todos los colores y con una superficie brillante, mate o texturada, en muchos casos es necesario pintarlos, entre otros motivos, por razones estéticas como: • Igualar el trabajo de pintura con la carrocería del vehículo. • Conseguir un mayor brillo del color. • Eliminar los defectos de fabricación. Al mismo tiempo, el material plástico de los automóviles se ha de proteger, sobre todo cuando la carrocería está expuesta diariamente a las diversas condiciones climáticas. Es casi imposible imaginar plásticos afectados por la corrosión o deteriorados, pero como cualquier otro material, también envejecen y se estropean cuando están expuestos a la humedad y a la luz ultravioleta. Cuando la industria del automóvil o el proveedor de accesorios pinta piezas de plásticos en serie, se trata siempre de una gran cantidad de piezas nuevas, que tienen la misma forma y que se han fabricado con el mismo material plástico. Sin 129 UD 8. P I N TA D O DE PLÁSTICOS PARA EL AUTOMÓVIL embargo, en el taller de carrocería el pintor se enfrenta a varios problemas al llevar a cabo una reparación: • Las piezas no son idénticas y ni tan siquiera similares. Siempre están hechas de diferentes tipos de plásticos con funciones y diseños distintos. • Las condiciones y recursos del taller pueden variar sustancialmente. • Las piezas llegan en condiciones diferentes (nuevas, usadas, dañadas, prepintadas, etc.). Identificación del tipo de plástico No siempre ha sido fácil identificar los diferentes tipos de plásticos que se utilizaban, sin embargo, actualmente los componentes plásticos están marcados en su parte posterior. Abreviación del principal componente del plástico Proporción del aparejo o material reforzante Aparejo o materiales reforzantes Versión del principal componente (hasta ahora solo PA) Fifura 8.2. Identificación de los tipos de plásticos. Por lo tanto, con esta identificación ahora resulta más fácil resumir en un documento las recomendaciones específicas que en el taller han de seguirse para pintar los plásticos. En algunos casos, los fabricantes de automóviles especifican que ciertos componentes no se deben pintar por razones funcionales. Estas restricciones se deben tener siempre en cuenta. 2. Tipos de plásticos para el automóvil Los plásticos están compuestos por moléculas. Cuando estas moléculas se unen formando cadenas, se obtienen macromoléculas. 2.1. Termoplásticos Este tipo de plásticos está formado por moléculas macromoleculares lineales o ramificadas separadas que no están enlazadas entre sí. Los termoplásticos se pueden fundir y disolver repetidamente. Siempre y cuando no se mezclen diferentes tipos, los termoplásticos pueden reciclarse. De modo que, en teoría, un guardabarros se podría fabricar a partir de muchos vasitos de yogur. 130 B L O Q U E I I . E L P R O C E S O D E P I N T A D O Otra de las ventajas de este plástico es que las grietas y las fracturas se pueden sellar mediante soldadura. 2.2. Elastómeros La reticulación es el fenómeno por el cual las moléculas se enlazan con mayor o menor fuerza por medio de puentes transversales. Si solamente se combinan unos cuantos puentes de cada macromolécula con los de otra molécula adyacente, el material obtenido se denomina elastómero. Los elastómeros no se pueden fundir ni tampoco son solubles; no obstante, sí se pueden volver a moldear, ya que poseen propiedades parecidas a las del caucho. Estos materiales se utilizan para juntas y spoilers de automóviles. 2.3. Durómeros Conforme va aumentando la reticulación transversal de las macromoléculas, el material se hace más duro y más quebradizo. Las numerosas moléculas filiformes se unen para formar una red única. Estos plásticos fuertemente reticulados se conocen con el nombre de duroplastos o durómeros. No se pueden fundir ni son solubles; ni tan siquiera poseen la capacidad moldeable de los elastómeros. ✎ Recuerda Una mezcla es la combinación de diferentes plásticos y corresponden a lo que en el sector metalúrgico se conoce como aleación. Los durómeros son muy resistentes al calor y, por ello, se utilizan para carcasas de piezas en el compartimiento del motor. La tabla que se encuentra en la página siguiente incluye una selección de los principales materiales plásticos. Los más importantes se describirán en el siguiente epígrafe. Por otro lado, además de la forma pura, con frecuencia se utilizan mezclas. Las mezclas permiten reunir en un nuevo plástico las diversas propiedades individuales de varios plásticos. Habitualmente, se utilizan los nombres comerciales acuñados por cada fabricante de plásticos, pero estas denominaciones no siempre aclaran de qué tipo de plástico se trata. Figura 8.3. Algunas piezas de plástico en un automóvil. 131 UD 8. P I N TA D O DE PLÁSTICOS PARA EL AUTOMÓVIL 3. Plásticos más utilizados PP–polipropileno; PP/EPDM-polímero mixto de etileno-propileno-dieno Las piezas de coche hechas de este material se fabrican, generalmente, como mezclas. La producción de piezas de gran tamaño requiere costosas instalaciones de fundición inyectada, por lo que su fabricación solamente es rentable en grandes cantidades. Dependiendo de la composición específica, el EPDM o el PP/EPDM no imprimado puede presentar problemas de adherencia de la pintura. Debido al carácter no polar del PP, durante muchos años se consideró un material imposible de pintar en talleres. Más tarde se solucionaron estos problemas al desarrollar la imprimación para plásticos. Tiene una buena capacidad elástica, pues se recupera de deformaciones ligeras por impacto. Se utiliza en piezas como paragolpes, cantoneras, spoilers, revestimientos, etc. PC-policarbonato Este material termoplástico presenta toda una serie de propiedades extraordinarias, algunas de las cuales también aparecen en otros plásticos, pero que en su conjunto solamente existen en los policarbonatos. Estas propiedades incluyen: • Alta resistencia mecánica, incluso a temperaturas muy bajas (por debajo de –100 °C). • Buena resistencia a las inclemencias del tiempo. Sin embargo, se ha de tener en cuenta que los policarbonatos son muy sensibles a la acción de los disolventes y tienden a la formación de grietas a causa de las tensiones. El uso de diluyentes agresivos inadecuados puede reducir el excelente nivel de resistencia al impacto del policarbonato, hasta el punto de que no se aconseja pintar los cascos de motoristas que hayan sido fabricados con PC. Aleado con otros plásticos, se utiliza en paragolpes, conducciones de la calefacción, revestimiento de la carrocería, etc. Nº Denominación 7 7 6 9 2 11 8 7 3 5 1 7 1 Parte delantera 2 Parte trasera Mat. plástico PP+ EPDM 3 Panel del estribo lateral TPU 4 Revestimiento de los bajos PP 5 Caja para espejo retrovisor PC+ ABS 6 Rejilla del spoiler trasero PA 7 Revestimiento de la caja de la rueda PP 8 Rejilla de ventilación POM 10 9 Protección trasera 4 PP, PMMA 10 Caja de intermitente PMMA, ABS delantero EPDM 11 Burlete Figura 8.4. Piezas de plástico de un turismo. 132 B L O Q U E I I . E L P R O C E S O D E P I N T A D O En cambio, no hay ningún problema en pintar los spoilers y las rejillas de radiador, entre otras muchas piezas del automóvil. Aún cuando el policarbonato es un plástico duro, conviene añadir a la pintura la cantidad especificada de plastificante para evitar que aparezcan grietas a causa de las tensiones. PVC-cloruro de polivinilo El PVC es uno de los plásticos más polifacéticos. Esta versatilidad se debe al hecho de que se puede fabricar en diferentes calidades, desde plástico duro hasta el PVC de consistencia blanda como la del caucho, por lo que se añadirá entre un 20 y 50 % dependiendo del grado de flexibilidad que se desee alcanzar. En los plásticos de PVC blando, como es el caso de las lonas rotuladas de los camiones, es imprescindible añadir plastificante antes de aplicar el acabado 2K, tal como se especifica en las hojas de datos técnicos de los fabricantes. También se utiliza en zonas internas y molduras. No presenta problemas a la hora de pintar siempre que se hayan eliminado previamente los desmoldeantes. ABS-acrilonitrilo-butadienoestireno Los plásticos ABS son flexibles y rígidos a la vez. Su flexibilidad se debe a su contenido en caucho (butadieno) y su rigidez, a los componentes acrilonitrilos. Estas piezas de plástico no deben ser expuestas durante largo tiempo a la intemperie sin protegerlas contra la acción de la luz solar y, por consiguiente, contra las radiaciones ultravioleta. El ABS, como todos los plásticos que contienen caucho, con el tiempo va perdiendo resistencia y se agrieta. La aplicación de una capa de acabado 2K elastificado, que absorbe los rayos ultravioletas, protege las piezas del envejecimiento, ya que confiere al material una flexibilidad duradera. Admite el pintado con facilidad. Se utiliza fundamentalmente para rejillas y calandras, spoilers, tapacubos, estructuras de salpicaderos, accesorios interiores, carcasas de espejos retrovisores, etc. PU-poliuretano; PU-RIM-poliuretano, fundición inyectada por reacción; PU-PRIM-poliuretano, fundición inyectada por reacción reforzada; PUR-espuma blanda de poliuretano Estos cuatro tipos de plásticos se conocen con el nombre de espumas integrales. Se caracterizan por que pueden variar mucho en cuanto a su flexibilidad y dureza. Poseen un núcleo celular que se va haciendo cada vez más compacto a medida que se acerca al exterior, por lo que en la superficie ofrecen un aspecto prácticamente cerrado. La espuma blanda PUR posee un núcleo celular elástico muy acusado, con un alto efecto de recuperación. Se utiliza para salpicaderos, asientos, cantoneras, spoilers, paragolpes, etc. Los sistemas normales de pintado 2K no son suficientemente elásticos para pintar plásticos de poliuretano flexibles y blandos. Sin embargo, se comercializan algunos plastificantes 2K que pueden transformar el acabado 2K o el barniz 2K en una pintura especial para estos plásticos. Dependiendo de la plastificación es posible pintar todos los plásticos, sea cual sea su grado de flexibilidad. 133 UD 8. P I N TA D O DE PLÁSTICOS PARA EL AUTOMÓVIL TPU-poliuretano termoplástico; RTPU-poliuretano termoplástico reforzado La ventaja de estos plásticos es tanto el RTPU como el TPU son reciclables. Los productos fabricados con estos plásticos poseen las características típicas de todos los poliuretanos: • Gran rigidez. • Estabilidad de forma ante el color. • Buena resistencia al impacto, incluso a bajas temperaturas. • Facilidad de pintado. • Resistencia a los agentes agresivos del medio ambiente. PA-poliamida En la actualidad, los tapacubos, rejillas, carenados de motos o revestimientos exteriores de los automóviles se fabrican preferentemente con PA. La poliamida es un material flexible que posee al mismo tiempo una gran rigidez y resistencia. Además, es altamente insensible a la mayoría de los disolventes orgánicos. Las superficies de poliamida tienden a atraer el agua molecular. Esto explica multitud de ventajas que posee este material, aunque también puede tener un efecto adverso en la adherencia de la pintura. Para evitar este inconveniente, se debe eliminar la humedad mediante atemperado (a 80 °C durante 30 minutos) antes de proceder a su pintado o bien limpiando la superficie con un diluyente limpiador para plásticos. Se aplicará una imprimación para plásticos antes de aplicar color. UP-GF-poliéster no saturado, reforzado con fibra de vidrio Durante mucho tiempo, el plástico UP-GF se ha conocido con el nombre de GFK (plástico reforzado con fibra de vidrio). Hoy en día, son muchos los materiales plásticos que se refuerzan con fibra de vidrio, por lo que ha sido preciso establecer una diferenciación. El empleo del UP reforzado con fibra de vidrio en la fabricación de piezas de carrocería de gran superficie como capós, tapas de maletero o guardabarros, se encuentran actualmente en su fase inicial. Sin embargo, ya se han dado soluciones técnicas para utilizarlos en la producción en serie. Las piezas de poliéster reforzado con fibra de vidrio también se pueden fabricar en los talleres que utilizan procesos de fabricación manual. Las carrocerías compuestas únicamente por plástico, como es el caso de este Renault Spider, no son habituales; son más comunes en coches de carreras. También se utilizan para: paragolpes, carenados de moto, rejillas, etc. Dependiendo del proceso de moldeo y ciclo de curado, se pueden modificar para satisfacer las diferentes necesidades. Los procesos más utilizados en la industria de la automoción son el BMC y SMC. El BMC – componente de fundición en masa: las piezas de plástico de este material son de fundición inyectada a una presión y temperatura elevadas. El SMC – componentes de fundición de láminas: estas láminas y paneles de resina de poliéster reforzados con fibra de vidrio 2D se funden a una presión y una temperatura altas. En general, admiten bien el pintado. 134 B L O Q U E I I . E L P R O C E S O D E P I N T A D O ✎ Recuerda Algunas piezas de plástico se pueden construir en el taller con esteras de fibra de vidrio y resinas de fundición. Antes de pintar, calentar a 80 °C durante 30 minutos y continuar el proceso de reparación. Figura 8.5. Vehículo con carrocería de plástico. MATERIALES PLÁSTICOS Siglas ABS CAB CN EC EP EPDM MF PA PC PC/ABS PE PBTP PETP PF PMMA POM PP PP/EPDM PPO PU PVC SAN SB TPU UP Definición Denominación comercial (breve selección) Acrilonitrilo-butadieno-estireno Acetoburiato de celulosa Nitrato de celulosa Etil-celulosa Resina epoxi Etileno-propileno-dieno Formaldehído de melamina Poliamida Policarbonato Policarbonato + ABS Polietileno Tereftalato de polibutileno Tereftalato de polietileno Fenol-formaldehído Polimetilmetacrilato Polioximetileno Polipropileno Polipropileno + EPDM Óxido de polifenileno Poliuretano Cloruro de polivinilo Acrilonitrilestireno Butadienoestireno Poliuretano termoplástico Poliéster no saturado Terluran Bayblend Araldit Akulon / Durethan / Rilsan Macrolon / Lexan Bayblend Hostalen Pocan / Ultradur Keltan Hostalen PP Keltan Noryl Desmopan/Baydur/Bayflex/Elastoflex Hostalit Luran 135 UD 8. P I N TA D O DE PLÁSTICOS PARA EL AUTOMÓVIL 4. Pintado de piezas de plástico Antes de empezar a pintar una pieza, el pintor ha de tener en cuenta unas cuantas reglas básicas y revisar a conciencia la pieza de plástico. Para ello deberá analizar si la pieza es nueva, si está imprimada, pintada, sin tratar, etc. 4.1. Piezas antiguas pintadas Las piezas antiguas que ya están pintadas se han de analizar detenidamente para saber antes de comenzar a trabajar si la pieza está dañada, si la pintura se adhiere en toda la superficie, si hay grietas visibles o si la pintura es resistente a los disolventes. Cualquier defecto encontrado ha de repararse antes de continuar, siempre y cuando el coste de la mano de obra no supere el coste de una pieza nueva. Algunas recomendaciones que deben tenerse en cuenta a la hora de repintar piezas de plástico antiguas son las siguientes: • En el caso de que exista una parte de pintura desprendida, se eliminará con una pistola de aire caliente o mediante agua caliente a presión. • Las zonas donde la pintura se encuentre adherida serán lijadas a mano en húmedo. • No se debe emplear pasta decapante o diluyentes agresivos, especialmente cuando se trate de plásticos PVC, ABS o PC, ya que pueden sufrir desperfectos. • Una vez eliminada la pintura vieja, se deben limpiar los restos de pasta decapante del plástico mediante limpiador básico y diluyente de limpieza. • Las piezas de plástico se secarán durante 1 hora a 60 °C, a fin de evaporar el diluyente que haya penetrado. • Finalmente será necesario limpiar, lijar (con almohadilla), volver a limpiar y, por último, aplicar la pintura. 4.2. Piezas dañadas Algunos materiales disponen de kits de reparación especiales, que están homologados por los fabricantes de automóviles y que se emplean para reparar piezas de plástico dañadas. Las grietas de menor importancia se pueden eliminar rápida y fácilmente con masilla de poliéster fina. La soldadura del plástico es el método ideal para reparar termoplásticos. Esta tecnología requiere una amplia formación y experiencia del operario. 4.3. Piezas antiguas sin pintar Este tipo de piezas son los fondos más difíciles, ya que el pintor desconoce su historial. Antes de comenzar a trabajar debe cuestionarse: • Qué le ha ocurrido al plástico desde que el vehículo fue fabricado. • Si ha tenido un buen mantenimineto. • Qué agentes protectores se han utilizado, su modo de aplicación y si se pueden eliminar. • Si el material plástico ha absorbido cera o siliconas de los abrillantadores o conservantes. 136 B L O Q U E I I . E L P R O C E S O D E P I N T A D O Sin embargo, no siempre puede responderse a estas preguntas. Si no se presta atención a estos aspectos pueden surgir problemas de adherencia del acabado, incluso cuando la reparación de la pieza se haya llevado a cabo minuciosamente y se haya procurado que la pieza estuviese lo más limpia posible. Por este motivo, las piezas antiguas sin pintar con un historial desconocido deberían pintarse siempre bajo la responsabilidad del cliente, incluso tras una revisión minuciosa. 4.4. Piezas nuevas sin pintar Las normas más importantes a tener en cuenta son: • El fondo debe estar limpio de agentes desmoldeantes. • Usar un limpiador y diluyente especial para limpiar piezas de plásticos sin pintar, puesto que ambos productos son antiestáticos y al mismo tiempo garantizan una limpieza efectiva. • Aplicar imprimación para plásticos. Figura 8.6. Limpieza de una pieza de plástico con limpiador específico. Figura 8.7. Aplicación de imprimación en una pieza de plástico. 4.5. Piezas nuevas pintadas Si la pintura de la pieza está intacta, esta se puede volver a pintar sin dificultad. Después de lijar y limpiar cuidadosamente con limpiador o diluyente para plásticos, la pieza se puede pintar directamente con acabados 2K, base bicapa o bien barniz 2K. Los acabados 2K y los barnices 2K pueden elastificarse con aditivo plastificante elástico 2K para igualar la flexibilidad del material plástico. 4.6. Piezas nuevas imprimadas Las imprimaciones utilizadas aquí difieren considerablemente, ya que dependen del proveedor que suministró la pieza y de la compatibilidad con respecto a los productos que se emplean en el taller. La composición y adecuación al tratamiento es desconocido ya que se ignora el tipo de imprimación que se aplicó en origen. Por lo tanto, se recomienda hacer una prueba previa siguiendo las recomendaciones del fabricante. 137 UD 8. P I N TA D O DE PLÁSTICOS PARA EL AUTOMÓVIL 4.7. Imprimaciones desconocidas Si se han utilizado imprimaciones desconocidas de otros fabricantes y se carece de información sobre cómo reparar la pieza de plástico, será imposible hacer una evaluación fiable para ver si se cumplen o no ciertos criterios. Algunos de estos criterios son los siguientes: • Adherencia entre la imprimación y el plástico. • Adecuación para pintar con acabados 2K, aparejo 2K u otros productos. • Aspecto final del sistema de pintura, como grietas o levantamiento. • Elasticidad del sistema de pintura. • Disolución durante el proceso de limpieza. • Garantía de adecuación de la imprimación con respecto al sistema de pintura. El siguiente esquema muestra cómo se debe proceder con una imprimación desconocida. De acuerdo con lo expuesto anteriormente, este tipo de trabajos debería llevarse a cabo bajo la responsabilidad del cliente, sin que el taller tenga que asumir ninguna obligación de garantía. Comprobar la adherencia, por ejemplo prueba de adherencia con cinta adhesiva Adherencia correcta Adherencia incorrecta Prueba con diluyente 2K (20-25 °C) No se disuelve ni levanta Se disuelve y levanta Lijar con P 800, limpiar adicionalmente se puede aplicar si es necesario aparejo 2K para plásticos. La imprimación se ha de eliminar de forma mecánica y la pieza se debe volver a imprimar con sistemas para plásticos. Pintar con acabados 2K plastificados a base bicapa + barniz 2K plastificado. O bien aislar después de hacer una prueba preliminar. PINTAR DIRECTAMENTE La imprimación se ha de eliminar de forma mecánica y la pieza se debe volver a imprimar con sistemas para plásticos. Aislar con imprimación antigravilla, alisar y rellenar si es necesario con aparejo 2K para plásticos. Secar, lijar con P 800, limpiar. Pintar con acabados 2K plastificados a base bicapa + barniz 2K plastificado. Figura 8.8. Tratamiento de imprimaciones desconocidas. 138 B L O Q U E I I . E L P R O C E S O D E P I N T A D O 5. Productos desmoldeantes para plásticos Las piezas de plástico se fabrican mediante prensas y moldes muy complejos, así como otras herramientas de alta tecnología que intervienen en un proceso de fundición inyectada. Estos sistemas de producción permiten conseguir cifras de fabricación muy elevadas. Los agentes desmoldeantes se utilizan para garantizar que las piezas no se queden adheridas al molde. Algunos de estos agentes desmoldeantes se adhieren con mucha fuerza sobre el plástico. Por ello, antes de iniciar el proceso de pintado, es necesario eliminar los restos de desmoldeantes que pueden impedir el agarre de la pintura. 5.1. Clasificación de productos desmoldeantes Productos desmoldeantes externos Los productos desmoldeantes externos son aquellos que se pulverizan en toda la superficie del molde antes de inyectar el plástico para evitar que se adhiera al molde. Pueden ser de dos tipos: • Convencionales: ceras, posiblemente modificadas con silicona, disueltas en disolventes orgánicos. Se pueden eliminar en el taller con diluyentes orgánicos adecuados y una almohadilla de lijado. • Solubles al agua: ceras, emulsionadas en agua y posiblemente modificadas con silicona. Al igual que los desmoldeantes convencionales, pueden eliminarse en el taller con diluyentes orgánicos y una almohadilla de lijado. Este tipo de desmoldeantes no se disuelve en agua, de modo que no podrán eliminarse con agua. Productos desmoldeantes internos Los productos desmoldeantes internos forman parte integrante de la mezcla del plástico, por lo que no es necesario pulverizar el molde. El estarato de cinc es el principal componente químico de estos agentes. Las piezas se han de atemperar antes de limpiarlas. Para su limpieza se pueden utilizar disolventes o diluyentes orgánicos y una almohadilla de lijado. Pinturas desmoldeantes Las pinturas desmoldeantes se utilizan, principalmente, en el proceso de fabricación manual. En términos químicos, se trata de alcohol de polivinilo disuelto en agua. Dichas piezas no son muy comunes y son fácilmente identificables a través de la parte posterior ondulada. Estas piezas siempre se deben limpiar primero con agua. El alcohol de polivinilo solamente se puede eliminar con agua y no es soluble en disolventes orgánicos. 139 UD 8. P I N TA D O DE PLÁSTICOS PARA EL AUTOMÓVIL 5.2. Eliminación de productos desmoldeantes Según se ha dicho, los productos desmoldeantes se utilizan para garantizar que, una vez fabricadas, las piezas de plástico puedan desmontarse sin dificultad. Sin embargo, estos productos deben eliminarse antes del proceso de pintado, ya que de lo contrario no sería posible la unión de los productos aplicados por el pintor en el proceso de reparación. Será necesario realizar esta operación, sobre todo, con las piezas nuevas. Atemperado El atemperado de las piezas de plástico, consiste en el calentamiento de estas antes de limpiarlas. Este proceso resulta útil por los siguientes motivos: • Los agentes desmoldeantes emergen del interior (especialmente importante en el caso de materiales de poliuretano de espuma blanda o PUR). • Las tensiones en el material plástico se alivian para prevenir la formación de grietas. • Las oclusiones de aire (aire atrapado) se pueden identificar y tratar (abrir y rellenar con tapaporos) antes de pintar la pieza. • En caso necesario deberán sujetarse las piezas para prevenir que se deformen. Limpieza Antes de proceder a cualquier operación sobre una pieza nueva de plástico, es necesario efectuar una limpieza intensiva de la misma. Aunque en la mayoría de los casos es suficiente con limpiar una sola vez, en ocasiones es necesario realizar esta operación de forma repetida. Para ello, se empleará una esponja y un pincel, renovando el producto de limpieza en cada ocasión. La falta de limpieza puede provocar con el paso del tiempo desprendimientos totales o parciales debido a la falta de adherencia de la pintura, especialmente cuando en la superficie se encuentran productos como: desmoldeantes, alquitrán, siliconas o ceras. Las piezas rugosas se deben limpiar más a fondo. Los productos desmoldeantes y la suciedad han de eliminarse de las piezas de plástico mediante un cepillo blando o con sistemas de limpieza a alta presión. Graduación de la temperatura Después de limpiar las piezas de plástico, es imprescindible efectuar un nuevo atemperado de la pieza para eliminar el producto de limpieza absorbido por el plástico. Es importante que la reducción de temperatura entre el primer y el segundo atemperado, así como en el posterior secado, sea progresiva. De esta manera se evita que vuelvan a emerger desmoldeantes del interior. En el taller también se puede evaporar el disolvente dejando la pieza durante toda la noche en un lugar bien ventilado y a una temperatura ambiente de aproximadamente 20 °C. 140 B L O Q U E I I . E L P R O C E S O D E P I N T A D O 6. Errores que se deben evitar en el proceso de pintado de plásticos La adherencia de la pintura en las piezas de plástico es muy limitada. Esto genera una serie de errores muy comunes en el proceso que se deben evitar de antemano. Para ello es necesario realizar una preparación adecuada de la superficie, eliminar los agentes desmoldeantes y respetar los tiempos de espera para que se evaporen los productos de limpieza. A continuación, se enumeran algunos de los errores más comunes en el proceso de pintado de las piezas de plástico en el vehículo. 6.1. Preparación inadecuada Una preparación inadecuada de la pieza de plástico antes de aplicar la pintura es el error más frecuente y puede tener diferentes consecuencias: • Defectos de superficie, puesto que los productos desmoldeantes generalmente contienen silicona. • Desprendimiento, la pintura se aplica sobre la película de productos desmoldeantes que están diseñados para prevenir la adherencia. • Agrietamiento, si no se alivian las tensiones del material plástico. Por lo tanto, el tiempo que en un principio se ganó al no atemperar o limpiar en profundidad la superficie de la pieza, ahora puede perderse al tener que preparar y pintar de nuevo la pieza. 6.2. Agentes limpiadores inadecuados Los productos de limpieza excesivamente agresivos pueden dañar e incluso destruir algunos plásticos sensibles a la acción de los disolventes, como es el caso de los plásticos ABS, PC, PPO, etc. b a Figura 8.9. a. Falta de adherencia debido a una limpieza insuficiente o al uso de promotores no apropiados. b. Hervidos debido a una aplicación prematura de la pintura. 141 UD 8. P I N TA D O DE PLÁSTICOS PARA EL AUTOMÓVIL 6.3. Tiempo de espera insuficiente Antes de proceder al pintado, deben eliminarse por completo los disolventes absorbidos por el material plástico durante el proceso de limpieza, ya que de lo contrario sus vapores ejercerán una notable presión entre el plástico y la pintura y disminuirá la adherencia de la pintura sobre la superficie. Si no respeta el tiempo de espera después de la limpieza aumenta el riesgo de formación de hervidos y picos de aguja, abombamientos en la película de pintura, poros, etc. Figura 8.10. Picos de aguja producidos por una aplicación prematura de la pintura y cráteres ocasionados por una limpieza incorrecta. 6.4. Imprimaciones de adherencia inadecuados Para llevar a cabo una correcta imprimación sobre un material plástico, es necesario que el pintor conozca de antemano la calidad de los productos que va a emplear. Por esta razón, debe recurrirse a productos de marcas reconocidas que garanticen buenos resultados, de lo contrario pueden surgir graves problemas de adherencia y en un periodo corto producirse desprendimientos de pintura. Algunas marcas de pinturas comercializan actualmente imprimaciones y aparejos en un solo compuesto que pueden aplicarse sobre cualquier tipo de plástico. 6.5. Utilización de acabados inadecuados A diferencia de los sistemas 2K, las pinturas sintéticas y las nitro-combinadas pierden rápidamente flexibilidad, por lo tanto no deberían utilizarse para pintar piezas de plástico. Estas pinturas no tienen la elasticidad permanente que caracteriza al acabado 2K y pierden rápidamente el nivel aceptable de flexibilidad que tienen al principio. 6.6. Flexibilidad insuficiente Cuando se aplica una pintura acrílica normal 2K sobre un fondo plástico blando o flexible sin añadir plastificante, es inevitable que la pintura ante cualquier deformación del plástico se agriete. Esto es consecuencia de tensiones mecánicas como, por ejemplo, un pequeño golpe, por el cual la pintura no logra deformarse de igual manera que la pieza de plástico, produciéndose las correspondientes grietas en la pintura. Para conseguir que una pintura tenga la suficiente elasticidad para poder deformarse es necesario añadir la proporción exacta de aditivo plastificante elástico 2K a los aparejos, acabados y barnices 2K. 142 B L O Q U E I I . E L P R O C E S O D E P I N T A D O La proporción debe ser adecuada para evitar en lo posible modificar las propiedades de la pintura como son la dureza superficial y el tiempo de secado. El aditivo 2K endurece siempre junto con la pintura, por lo tanto, deberán mezclarse ambos productos. A continuación, se añadirá el catalizador y el diluyente en las proporciones indicadas por la regla dosificadora de la pintura o el barniz. Figura 8.11. La pintura debe adaptarse a la flexibilidad de las piezas pintadas. 7. Pintado de superficies plásticas y pinturas de acabado Los plásticos se fabrican mediante complicados moldes y prensas. Para facilitar la extracción de las piezas se rocían los utillajes con productos desmoldeantes que se adhieren con mucha fuerza sobre el plástico, sobre todo en piezas PUR (espumas blandas). Estos productos contienen siliconas y ceras que, antes del pintado, deben eliminarse por completo para evitar un pintado defectuoso. Hoy en día, los plásticos suelen contener desmoldeantes internos que no precisan del rociado de productos desmoldeantes. No obstante, también estas piezas se deben limpiar cuidadosamente antes del pintado. En algunos plásticos, sobre todo los PUR, puede ser de utilidad atemperar la pieza antes de limpiarla. De esta forma, podrán eliminarse los restos de productos desmoldeantes más escondidos. Asimismo, se adhieren con gran fuerza al plástico, por lo que para su eliminación se precisa de un esfuerzo considerable. Por otro lado, después de la limpieza, las piezas de plástico porosas, como las de espuma blanda o PUR, deben ser tratadas con tapaporos para eliminar los posibles microporos. Este producto se aplicará con un paño sobre el plástico. Realizando un movimiento en sentido circular; después, para eliminar el producto sobrante se pasará un paño húmedo con disolvente de limpieza para plásticos. 143 UD 8. P I N TA D O DE PLÁSTICOS PARA EL AUTOMÓVIL 7.1. Recomendaciones para el pintado de plásticos Dependiendo de la clase de plástico con que esté construida la pieza y del tipo de acabado, la intervención del pintor en la aplicación de los diferentes productos, será distinta. • En superficies porosas, se recomienda la utilización de productos tapaporos que se aplican frotando antes de imprimar. • Para eliminar completamente los restos de desmoldeantes, hay que lavar las piezas de PUR al menos cinco veces con un limpiador básico aplicándolo con un pincel siempre limpio y nuevo. Después se dejará evaporar los disolventes durante aproximadamente 60 minutos a 60 °C o dejar secar al aire durante la noche. • Precisan adición de aditivo elástico 2K plastificante. TRATAMIENTO PARA EL PINTADO DE PLÁSTICOS EN EL AUTOMÓVIL ABS, PC, PPO, PS, PBIP, PA GFK, R-TPU, PUR, EPDM, PP Fondo PUR (espuma blanda) Diluyente antiestático para la limpieza de plásticos Limpieza Imprimación para plásticos 1K Imprimación Masilla de poliéster fina Masilla Aparejo para plásticos 1K Aparejos Aparejos acrílicos + 50 % aditivo elástico 2K Plastificante Esmalte acrílico 2K + 30 % Aditivo elástico 2K Monocapa plastificante Aditivo elástico 2K Esmalte acrílico bicapa Bicapa Barniz acrílico 2K + 30 % de aditivo elástico 2K Plastificante Aditivo elástico 2K 7.2. Pinturas de acabado en plásticos En el pintado de piezas de plástico para el automóvil, pueden realizarse tres tipos de acabado: liso, mate o texturado. Acabado liso El acabado liso se utiliza especialmente en las piezas de plástico pintadas del mismo color que el resto de la carrocería. El aditivo elastificante se añade al color o al barniz dependiendo del acabado del vehículo: • En el acabado monocapa, el aditivo elastificante se añade al color. • En el acabado bicapa, el aditivo elastificante se añade en el barniz. La cantidad de elastificante que se debe añadir a la pintura depende de las indicaciones del fabricante y del grado de flexibilidad que se desea obtener en la pieza. 144 B L O Q U E I I . E L P R O C E S O D E P I N T A D O Acabado mate y semimate El acabado mate o semimate se emplea para paragolpes y molduras, para conseguirlo se utiliza un producto mateante que se incorpora a los pigmentos de los monocapa o al barniz de los bicapa, dependiendo de la cantidad que se añada, obtendremos el mate o semimate, el primero va diluido con el producto mateante al 150 % y el segundo al 100 % (comprobar ficha técnica según marcas). Con este acabado se proporciona elasticidad a la pintura y un resultado mate o semimate en el caso de los monocapa. Este mismo efecto se consigue también en los bicapa al añadir, antes del catalizador y el diluyente, el mateante al barniz. Acabado texturado Esta operación consiste en reproducir en los paragolpes o en las molduras la superficie de acabado del plástico tal y como salió del molde al ser fabricada. El acabado no es liso (a diferencia del pintado normal), sino que es granulado.Este acabado solamente se realiza en las piezas de plástico indicadas. Estos aditivos texturantes proporcionan a la pintura la misma elasticidad que los plastificantes, además de un acabado mate y la posibilidad de reproducir la huella del plástico de origen. Se comercializan en el mercado con distintas texturas dependiendo del fabricante. Lo habitual son dos o tres acabados: textura gruesa, media o fina. Debido a la estructura del producto, es conveniente que el aplicador siga las indicaciones técnicas del fabricante, ya que el sistema de aplicación puede variar y las presiones de la pistola durante la aplicación suelen ser más bajas. 7.3. Resumen de las características de las pinturas para plásticos Los plásticos, por su propia estructura y composición, plantean varios problemas para su pintado. Los plásticos empleados en paragolpes admiten la deformación por lo que la pintura que los embellece también debe permitir dicha deformación. Si el plástico se dobla con estiramiento, los productos aplicados también deben permitir esa alteración. Las marcas de pintura han obtenido productos que se adaptan a estos condicionantes. A continuación se representa un resumen con los tratamientos más comunes. Elasticidad de la pintura de los plásticos para que absorban deformaciones sin agrietarse Añadir al color aditivos elastificantes Conseguir adherencia sobre algunos plásticos Aplicar imprimaciones y pretratamientos especiales Acabados de pintura iguales al plástico de origen Aditivos texturantes 145 UD 8. P I N TA D O DE PLÁSTICOS PARA EL AUTOMÓVIL 7.4. Resumen del proceso de pintado de termoplásticos ante una reparación En el proceso de pintado de termoplásticos, es posible que sea necesaria la sustitución de una pieza por una nueva, o bien, que sea posible su reparación. Las operaciones que tiene que realizar el operario se detallan a continuación. SUSTITUCIÓN DE UNA PIEZA REPARACIÓN DE UNA PIEZA Limpieza de las imperfecciones del molde Limpieza y desengrasado Imprimación para plásticos Aparejo Pintura con elastificante Reparación de los daños Limpieza y desengrasado Masilla Lijado P 220 Imprimación Aparejo Pintura con elastificante 8. Pintado de espumas blandas o plásticos expandidos-PUR polieretano Este tipo de plásticos posee una estructura porosa debido a su proceso de fabricación. Por esta razón, los desmoldeantes se quedan escondidos en el interior de sus poros y la extracción de los moldes donde se han fabricado resulta bastante difícil. Para proceder al pintado de este tipo de plásticos es necesario tener en cuenta los siguientes pasos: atemperado, limpieza y desengrasado, aplicación de tapaporos y masillas, aplicación de imprimaciones, aparejos y pinturas de acabado. 8.1. Atemperado Para eliminar y extraer los desmoldeantes, se introduce la pieza de plástico (PUR) en la cabina y se calienta a 60 °C durante una hora aproximadamente. Con ello se conseguirá que salgan los desmoldeantes a la superficie para poder eliminarlos. 8.2. Limpieza y desengrasado Después de haber realizado el atemperado y haber extraído la pieza de la cabina, el pintor deberá proceder, a temperatura ambiente, al lijado y limpieza de la pieza. La limpieza deberá realizarse con productos adecuados como un limpiador o un diluyente de limpieza para plásticos. Estos productos limpiadores pueden aplicarse con pistola o con brocha insistiendo en que el producto penetre en los poros del plástico. A continuación, se deberán eliminar los restos con un paño. Esta operación se deberá repetir varias veces para asegurar la total eliminación de las impurezas. 146 B L O Q U E I I . E L P R O C E S O D E P I N T A D O 8.3. Aplicación de masillas tapaporos Las masillas tapaporos se utilizan para tapar los microporos de la superficie antes de proceder a la aplicación del esmalte. De esta forma se consiguen superficies completamente lisas y sin defectos de acabado como burbujas o cráteres. Este tipo de masilla se aplica con una bayeta realizando movimientos circulares para que penetre bien en los poros de la superficie. A continuación, con otro paño humedecido con el diluyente de limpieza para plásticos se eliminará el exceso de masilla. 8.4. Enmasillado En ocasiones, para que la superficie quede uniforme debe aplicarse una masilla especial para PUR. Después de aplicarla, la superficie se lijará mediante una lija de grano P 220. 8.5. Aplicación de imprimaciones En el proceso previo al pintado de este tipo de plásticos se pueden aplicar los siguientes productos: • Imprimaciones 1K (un componente, de aplicación directa). • Imprimación-aparejo 2K (dos componentes). Las características del producto dependerán de la marca elegida por el taller. 8.6. Aplicación de aparejos Si se ha utilizado la imprimación 1K, pueden emplearse los siguientes aparejos: • Aparejos de un componente (1K), a los que no es necesario añadir plastificante. • Aparejos de dos componentes (2K). Aunque el aparejo más empleado es el de un componente, se pueden emplear aparejos 2K a los que se debe añadir la correspondiente proporción de plastificante. Una vez haya secado el aparejo, se lijará la pieza con una lija de grano abrasivo P 360 o P 400 (en seco). Antes de proceder al pintado, deberá desengrasarse la pieza con un limpiador básico o con un desengrasante para plásticos. 8.7. Pintura de acabado El acabado sobre piezas de plástico se realiza de la misma forma que sobre cualquier pieza de acero, con la única excepción de añadir plastificante para que admita deformación. La proporción de plastificante dependerá del límite de elasticidad que se quiera dar a la pintura. 147 UD 8. P I N TA D O DE PLÁSTICOS PARA EL AUTOMÓVIL Monocapa En este tipo de plásticos, la pintura se aplica de igual manera que para el resto de la carrocería, pero con la diferencia que se debe añadir hasta el 100 % de plastificante (comprobar las especificaciones técnicas del producto). La aplicación se realizará con manos de pintura poco cargadas para evitar que los disolventes ataquen las capas inferiores. Bicapa Algunos fabricantes añaden plastificante en la base y otros no; por ello, es conveniente seguir las indicaciones técnicas. La última aplicación en los bicapa es el barniz, al cual se añadirá la proporción de plastificante recomendada por el fabricante. 8.8. Resumen del proceso de pintado de espumas blandas o plásticos expandidos SUSTITUCIÓN DE UNA PIEZA REPARACIÓN DE UNA PIEZA Masilla Lijado P 220 Imprimación Aparejo Lijado P 360 o P 400 (en seco) Pintura con elastificante Atemperado Limpieza y desengrasado Evaporación de disolventes Masilla tapaporos Imprimación Aparejo Lijado P 360 o P 400 (en seco) Pintura con elastificante 148 B L O Q U E I I . E L P R O C E S O D E P I N T A D O Ideas clave UD 8 LOS PLÁSTICOS DEL AUTOMÓVIL Y SU PINTADO RAZONES POR LAS QUE SE PINTAN DESCRIPCIÓN DE LOS PLÁSTICOS MÁS UTILIZADOS TIPOS DE PLÁSTICOS UTILIZADOS EN EL AUTOMÓVIL DIFERENTES SITUACIONES DE PINTADO DE PIEZAS DE PLÁSTICOS EN EL TALLER RAZONES DE UTILIZACIÓN DE LOS PLÁSTICOS PRODUCTOS DESMOLDEANTES Y SU ELIMINACIÓN Proceso de pintado de superficies plásticas Errores que se deben evitar Resumen del proceso de pintado de termoplásticos Pintado y reparación de espumas blandas Resumen de las características de las pinturas para plásticos Resumen del proceso de pintado de espumas blandas 149 UD 8. P I N TA D O DE PLÁSTICOS PARA EL AUTOMÓVIL Actividades UD 8 Evalúa tus conocimientos Señala la respuesta correcta de cada una de las preguntas siguientes. 1 ¿Qué razones han llevado a que actualmente se empleen de forma masiva los plásticos? A • Para integrar varias piezas en una sola. C • Para aumentar las posibilidades de diseño en la carrocería. B • Para disminuir el peso de la carrocería. D • Las respuestas A, B y C son correctas. 2 ¿ Porqué se pintan los plásticos? A • Por motivos estéticos. C • Para protegerlos. B • Para eliminar los defectos de fabricación. D • Las respuestas A, B y C son correctas. 3 ¿Antes de pintar una pieza en el taller qué consideraciones hay que tener en cuenta? A • Que sean piezas antiguas pintadas y nuevas sin pintar. C • Que sena piezas antiguas sin pintar y nuevas pintadas. B • Que sean piezas nuevas imprimadas. D • Las respuestas A, B y C son correctas. 4 ¿Qué tipo de desmoldeantes conoces? A • Agentes desmoldeantes internos. C • Pinturas desmoldeantes. B • Agentes desmoldeantes externos. D • Las respuestas A, B y C son correctas. 5 ¿Qué errores se deben evitar en el pintado de plásticos? A • Preparación incorrecta. Imprimaciones con falta de adherencia. C • Agentes limpiadores inapropiados. Flexibilización inadecuada. B • Tiempo de espera insuficiente para la evaporación de disolventes. D • Las respuestas A, B y C son correctas. 6 ¿Qué tipo de acabados en el pintado de plásticos conoces? A • Acabado liso. C • Acabado texturado. B • Acabado mate. D • Las respuestas A, B y C son correctas. 7 ¿Qué proceso debe seguirse para el pintado de espumas blandas? A • Atemperado, limpieza y desengrasado. C • Aplicación de masillas tapaporos. B • Aplicación de imprimaciones y aparejos. D • Las respuestas A, B y C son correctas. 150 B L O Q U E I I . E L P R O C E S O D E P I N T A D O Actividades de enseñanza-aprendizaje 1. Haz una breve historia sobre la aparición de los plásticos en el automóvil, explicando por qué es necesario su empleo y pintado. 2. ¿Cómo se identifican las piezas grandes de plástico de los coches? 3. Explica los fundamentos de los termoplásticos, elastómeros y durómeros. 4. Enumera las siglas, nombres técnicos y comerciales de los plásticos más utilizados en el automóvil. 5. Describe las recomendaciones que han de seguirse antes de pintar una pieza antigua ya pintada y otra sin pintar. 6. Describe las recomendaciones que han de seguirse antes de pintar una pieza nueva sin pintar y otra ya pintada. 7. Describe las recomendaciones que han de seguirse antes de pintar una pieza nueva imprimada. 8. Explica cómo deben tratarse las imprimaciones desconocidas. 9. Explica qué son los desmoldeantes y cómo debe procederse a su limpieza en las piezas de plástico. 10. Enumera los errores que se deben evitar a la hora de preparar un plástico para pintar. 11. ¿Por qué es necesario utilizar plastificantes en los esmaltes que se emplearán para pintar piezas de plástico como, por ejemplo, los paragolpes? 12. Cita las principales recomendaciones concernientes a limpieza, imprimación, masilla, aparejo y plastificante que deben seguirse para pintar piezas de plástico con pintura monocapa y bicapa. 13. Describe las pautas básicas recomendadas para el pintado y la reparación de espumas blandas (PUR) o plásticos expandidos. Actividades prácticas 1. Identifica la referencia en un paragolpes de plástico de un coche del taller. 2. Localiza las referencias de varias piezas termoplásticas en algunos coches del taller. Después repáralas si fuera necesario y píntalas. 3. Identifica las referencias de piezas de elastómeros y durómeros en los coches del taller. Despuñes procede a su reparación. 4. Identifica las siglas, los nombres de los plásticos más utilizados y las piezas que se fabrican con ellos para el automóvil. 5. Escoge el método necesario para reparar las siguientes piezas del taller: a) Una pieza antigua pintada y otra sin pintar. b) Una pieza nueva pintada y otra sin pintar. c) Una pieza nueva imprimada. d) Una pieza en la que se ha aplicado una imprimación desconocida. 6. Elimina los agentes desmoldeantes en piezas de plástico para proceder a su pintado. 7. Analiza los errores que se deben evitar a la hora de preparar un plástico para pintar. 8. Pinta piezas de plástico como paragolpes o rejillas usando plastificante. 9. Sigue las pautas recomendadas para el pintado de piezas de plástico con pintura monocapa y bicapa en las diversas etapas de limpieza, imprimación, masilla, aparejo, plastificante. 10. Pinta y repara espumas blandas (PUR), utilizando recomendaciones específicas para este tipo de plástico. 151 UD 8. P I N TA D O DE PLÁSTICOS PARA EL AUTOMÓVIL