- Ninguna Categoria
Asignatura #4 (Anteproyecto) - investigacion
Anuncio
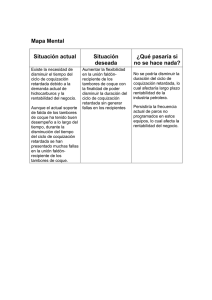
UNIVERSIDAD SIMÓN BOLÍVAR DECANATO DE ESTUDIOS DE POSTGRADO TÍTULO DEL TRABAJO TAMBORES DE COQUIZACIÓN RETARDADA: ANALISIS DE ESFUERZOS DE UN DISEÑO ALTERNATIVO DEL SOPORTE DE FALDA TRABAJO FINAL DE GRADO PRESENTADO A LA UNIVERSIDAD SIMÓN BOLÍVAR POR: Ing. Cesar Peña. REQUISITO PARCIAL PARA OPTAR AL TÍTULO DE Magíster en Ingeniería Mecánica REALIZADO CON LA ASESORÍA DE: Prof. XXX (Tutor Académico) MSc. Egler Araque (Tutor Industrial) RESUMEN. La industria petrolera ha desarrollado distintos soportes de falda utilizados en los recipientes de coquización retardada con la finalidad de reducir los agrietamientos detectados en la unión faldón-recipiente. Uno de estos diseños es el soporte de falda con slots. El objeto de este trabajo es realizar un estudio paramétrico del soporte de falda con slots de un tambor de coquización retardada con la finalidad de establecer la influencia de los parámetros geométricos del soporte de falda con slots sobre los esfuerzos generados en la unión faldón-recipiente. Los recipientes de coquización retardada son recipientes a presión operados bajo severas condiciones de calentamiento y enfriamiento cíclico, por lo que son susceptibles a la fatiga térmica. Dichos recipientes forman parte primordial de la Unidad de Coquización Retardada, la cual además del recipiente de coquización esta conformada por torres fraccionadoras, hornos y otros equipos. El proceso de coquización se lleva a cabo esencialmente en el recipiente, por ende la criticidad de este equipo. Un diseño deficiente del mismo puede conducir a paradas frecuentes y bajar la producción de la unidad. PALABRAS CLAVES: Recipientes de Coquización Retardada, Elementos Finitos, Esfuerzos Térmicos, Flexibilidad INTRODUCCIÓN El proceso en las unidades de coquización retardada (Ver Figura.1) tiene como objetivo convertir residuos provenientes de las plantas de destilación al vacío en productos de mayor valor agregado (gases licuados de petróleo, naftas y gasóleos), junto con la producción de coque sólido como subproducto. Se puede definir a la coquización retardada como la descomposición térmica de hidrocarburos de alto peso molecular (craqueo térmico), siendo este un proceso semi-continuo y netamente térmico. Función: Transformar hidrocarburos pesados AREA COQUIZACION AREA RECUP. VAPORES AREA RECUP. LIVIANOS AREA FRACCIONAMIENTO GAS MECH. GAS COMPRESOR GASES 7 TAMBORES COQUE (4) NAFTA FRACC. PRINCIPAL T O R R E S C3/C4 NAFTA GASOLEOS LIV./PES. LIV./PES. FONDOS ALIMENTACION VACIO HORNOS (2) SISTEMAS AUXILIARES TQ (2) REFINERIA SLOP A TQS AGUAS AGRIAS AGUA TRAY/CRUDA TQ GRUA AREA MANEJO COQUE BARCO AGUA CORTADO DE FOSA COQUE A SISTEMA CORTADO FOSA COQUE PATIO COQUE Figura.1. Diagrama simplificado de la Unidad de Coquificación Retardada Fuente: Manual de Operaciones [1]. La unidad de coquización retardada esta conformada principalmente por: la columna fraccionadora, el horno y el recipiente de coquización. El proceso de coquización se lleva a cabo esencialmente en el recipiente, por ende la criticidad de este equipo. Un diseño deficiente del mismo puede conducir a paradas frecuentes y bajar la producción de la unidad. Durante el ciclo de coquización (Ver Figura.2), el recipiente inicialmente es sometido a un pre-calentamiento antes de la etapa de llenado de crudo. Luego durante la etapa de llenado la temperatura del recipiente varía desde 450°F hasta 800°F y la presión del tambor varia desde la atmosférica hasta 50 psi. Durante esta etapa en el interior del recipiente se logra estabilizar la temperatura del crudo mientras que los hidrocarburos livianos, resultantes de las reacciones de coquización, son removidos por inyección de vapor. Seguidamente el recipiente y el crudo empiezan a enfriarse lentamente y a su vez el coque se va formando en el interior del recipiente. Finalmente el recipiente y su contenido son enfriados abruptamente por inyección de agua durante la etapa de quenching y luego el coque solidó resultante en el interior del recipiente es removido del tambor. de d ba ida e u ic Pr met r e h n co o ing) t ien ch am uen i r f q En ua ( ag n ció a z i qu Co l de o es gr do In cru 800 700 Temperatura (F) 600 500 o ad n e Ll 400 o ud cr e d 300 200 100 0 0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 Tiempo (hr) to ien m ta res len apo a v ec Pr con to ien m za por pla va s De n co Tiempo del ciclo Figura.2. Ciclo de Coquización Retardada (Temperatura medida por una RTD) Fuente: Elaboración propia. 42 Hoy día, la industria petrolera busca disminuir el tiempo del ciclo de coquización para aumentar la producción. No obstante, disminuir el tiempo del ciclo de coquización tiene un efecto contraproducente en la integridad estructural del recipiente de coquización retardada, ya que disminuir el tiempo del ciclo de coquización implicará tener cambios de temperatura más severos en la estructura del recipiente durante las etapas de llenado y quenching. Los cambios de temperatura más severos generan esfuerzos térmicos más altos en la estructura del recipiente lo cual trae como consecuencia un mayor deterioro del recipiente. La industria con el objeto de reducir los agrietamientos detectados en la unión faldón-recipiente originados por la disminución del tiempo del ciclo de coquización ha desarrollado un diseño alternativo del soporte de falda del recipiente, el cual esta basado en el aumento de flexibilidad en la falda a través de la introducción de slots en la misma. Sin embargo, este prototipo de falda no ha podido atenuar totalmente dichos efectos contraproducentes generados sobre la integridad estructural del recipiente cuando se disminuye el tiempo del ciclo de coquización retardada. Basado en lo dicho anteriormente, el presente trabajo estará dirigido a realizar un estudio paramétrico del soporte de falda con slots de un tambor de coquización retardada con la finalidad de establecer la influencia de los parámetros geométricos del soporte de falda con slots sobre los esfuerzos generados en la unión faldón-recipiente. El estudio paramétrico será realizado a través de varias simulaciones utilizando el Método de Elemento Finito (MEF) y los resultados numéricos serán validados por medio del análisis de convergencia y data tomada en campo. ANTECEDENTES En 1958, Weil N.A. and Rapasky F.S.[1], basándose en el estudio de 16 plantas de coquización retardada determinaron los principales problemas que afectan a los tambores de coquización retardada, los problemas más frecuentes obtenidos en este estudio son: a) deformación en el casco y en el cuello de la brida del fondo y b) agrietamiento en: la soldadura en la unión faldón-recipiente, alrededor de la soldadura de las boquillas, la soldadura entre el cono y el cuello del pasa-hombre y en el revestimiento interno del recipiente. En el año 1996, Ramos, Hasegawa, et. all [2], desarrollaron una metodología para la evaluación de fatiga térmica en recipientes de coquización retardada, esta metodología permite evaluar equipos sometidos a esfuerzos térmicos utilizando las propiedades reales de los materiales de fabricación (1Cr-1/2Mo y 1¼Cr-1/2Mo), las cuales fueron determinadas por medio de pruebas de laboratorio. Se realizó la simulación de los esfuerzos y deformaciones térmicas en la porción inferior del recipiente y la zona central del mismo utilizando el método del elemento finito. Boswell, Farraro, Sober; [3] en el año 1997, realizaron el estudio de la vida remanente de un par de tambores de coquización retardada. Los resultados de esta evaluación demostraron la relación entre la falla de los tambores, con la fatiga de bajo ciclo. La medición de deformación por medio de galgas fue una importante herramienta para definir los rangos de las cargas de esfuerzos experimentados por el tambor de coquización retardada durante su operación. En el año 1998, Ramos, Ríos, et all [4], evaluaron los tambores de coquización retardada de 1Cr- ½Mo en servicio que operan en ciclos de altas temperaturas. El objetivo de este estudio fue establecer el efecto de la operación en la confiabilidad de los tambores a largo plazo. Para ello utilizaron los resultados del estudio de campo y el análisis por el método del elemento finito de las respuestas obtenidas del tambor bajo diferentes condiciones de operación. Determinaron que el enfriamiento desigual de la pared del tambor durante la fase inicial del quenching causa la mayoría de los daños en la pared. También indican que la fatiga de bajo ciclo (LCF, por sus siglas en ingles), causada por esfuerzos cíclicos, es la causa principal de daño en la mayoría de los tambores de coque. Baxter J.E [5]; en su trabajo “Optimization of Coke Drum Support Skirt For Faster Operation” en 1998, presentó la evaluación de cinco parámetros para la optimización del diseño de los soportes de los tambores de coquización. Esto con el fin de reducir la intensidad de los picos de los esfuerzos durante operaciones de los ciclos de menor tiempo y alcanzar un ahorro adicional al optimizar el diseño de la falda del equipo. Para esto desarrolló 5 modelos geométricos diferentes, a los cuales les realizó análisis térmico y análisis de esfuerzos por el método del elemento finito. El diseño optimo obtenido para las condiciones de operación y basado en los cinco parámetros que se estudiaron, redujo el costo en aproximadamente 25,000 dólares y disminuyo la intensidad del pico de esfuerzo máximo alrededor de 22% con respecto a los diseños usados en condiciones similares. En 1999, Rutt D. K.y Clark R.D [6], realizaron una revisión de las filosofías de inspección de los tambores de coque y presentaron nuevos desarrollos que apuntaron a una mejor predicción de las fallas de los tambores de coque. Identificaron concentraciones de esfuerzo, causada por distorsión y abombamiento en los tambores. Para ello se basaron en un caso en estudio, de un tambor de coque, donde se conocían grietas en la soldadura a través de la pared. Los resultados indicaron que deformaciones locales pueden tener un alto impacto en el tiempo de iniciación de la grieta en la soldadura y dichas deformaciones son cercanas a las soldaduras circunferenciales. Harbi Pordal [7], en el año 2001, evaluó la física del flujo asociada a la formación del coque por coquización retardada. Concluyó que a pesar de la complejidad que este fenómeno presenta, las técnicas numéricas junto con métodos analíticos se pueden aplicar para obtener una comprensión detallada de la física del flujo. Al igual que las ineficiencias asociadas al equipo se pueden identificar con modelos analíticos, alcanzando así pequeñas mejoras en la eficiencia del proceso que pueden dar lugar a la reducción significativa de los gastos de operación y reemplazos. JUSTIFICACION Los tambores de coque son recipientes a presión, usados en el proceso de coquización retardada para el proceso de refinación de crudo pesado en las refinerías. Estos equipos son sometidos a severos calentamientos y enfriamientos cíclicos, lo que genera esfuerzos térmicos repetitivos sobre la estructura de los tambores. En consecuencia los tambores de coque después de cierto tiempo de operación presentan abombamientos que se extienden de forma parcial o completa sobre la parte cilíndrica del recipiente y presentan agrietamientos en; la unión faldón-recipiente, en los cordones de soldadura del tambor, alrededor de la soldadura de las boquillas y en el revestimiento interno del recipiente. Como resultado se tiene aumento en los costos de operación debido a paradas no programadas y aumento en los costos de mantenimiento debido a los mantenimientos asociados a estos equipos. Por ende, debido a la criticidad de este equipo es que se propone realizar un estudio paramétrico del soporte de falda con slots para determinar la influencia de los parámetros geométricos del soporte de falda con slots sobre los esfuerzos generados en la unión faldón-recipiente. Sumado a lo anterior, actualmente los tambores de coque que se utilizan en las refinerías venezolanas se encuentran cerca de cumplir el tiempo de vida útil estimado y los nuevos proyectos de refinerías enmarcados en el “Plan Siembra Petrolera” contemplan la implantación de nuevas Unidades de Coquificación Retardada. Por ende, también es importante mejorar los nuevos diseños de los tambores de coquización y adecuar dichos diseños a las exigencias y condiciones de operación de las refinerías venezolanas. OBJETIVOS OBJETIVO GENERAL Establecer la influencia de los parámetros geométricos del soporte de falda con slots de un tambor de coquización retardada sobre los esfuerzos generados en la unión faldón-recipiente. OBJETIVOS ESPECIFICOS Examinar los datos de diseño, datos de operación e histórico de fallas de recipientes de coquización retardada. Generar los modelos en elementos finitos de los tambores de coque con soportes de falda con slots, variando los distintos parámetros geométricos del soporte. Establecer las condiciones de carga y borde de los modelos Realizar análisis termo-mecánico de los modelos Evaluar para cada modelo los esfuerzos generados en la unión faldónrecipiente mediante los criterios establecidos en la norma API 579. Evaluar para cada modelo el efecto de las cargas cíclicas en la vida a fatiga del recipiente a través de la metodología expuesta en el Apéndice 5, del Código ASME, Sección VIII, Div.2. Determinar los parámetros geométricos del soporte de falda con slots de mayor influencia en la integridad mecánica de la unión faldón-recipiente. Establecer las relaciones óptimas entre parámetros geométricos del soporte de falda con slots que disminuyan los esfuerzos generados en la unión faldónrecipiente. METODOLOGIA La metodología de análisis planteada para el trabajo fue la siguiente: 1. Revisión de publicaciones y normas. 2. Examinar los datos de diseño, datos de operación e histórico de fallas de recipientes de coquización retardada 3. Recopilar las propiedades mecánicas, térmicas y de fatiga del material de construcción del recipiente de coquización sometido al análisis. 4. Construir los diferentes modelos geométricos en elemento finito de los tambores de coque con soportes de falda con slots variando únicamente las dimensiones de los parámetros geométricos del soporte. 5. Establecimiento de las condiciones de borde para todos los casos de estudio: 5.1. Para el análisis de transferencia de calor se consideraran las propiedades físicas del material del tambor dependientes de la temperatura (conductividad térmica, calor específico), las cuales serán obtenidas del Código ASME, Sección II, Parte D, “Material Properties”. El efecto de la radiación a lo largo de la caja caliente (hot box), la conducción a través del material de revestimiento y la convección con el entorno serán usados como condiciones de borde, así como también las mediciones de temperatura realizadas en campo. 5.2. Para el análisis termo-mecánico desacoplado se restringirá el movimiento vertical en la base de la falda y se utilizaran los resultados de la distribución de temperatura transitoria para el recipiente obtenida del análisis de transferencia de calor anterior. La presión interna y las cargas por peso también serán incluidas como condiciones de borde en este análisis. Se considerará únicamente el comportamiento elástico del material. 6. Realizar análisis de transferencia de calor y análisis termo-mecánico mediante el método de elementos finitos para todos los casos de estudio propuestos con la finalidad de determinar la distribución de los esfuerzos resultantes. 7. Basado en la experiencia de agrietamientos y abultamientos ocurridos en recipientes de coquización retardada y gracias a la disponibilidad de mediciones de esfuerzos en campo, se seleccionará como la sección a evaluar a la unión faldón-recipiente del tambor. Se realizará la evaluación estructural y de fatiga (iniciación de grietas) mediante los criterios establecidos en las normas API 579 y el Apéndice 5 del Código ASME, Sección VIII, Div.2, respectivamente. 8. Establecer las relaciones óptimas entre parámetros geométricos del soporte de falda con slots que disminuyan los esfuerzos en la unión faldón-recipiente. 9. Elaboración y presentación del libro de tesis. CRONOGRAMA TABLA.1 CRONOGRAMA DE ACTIVIDADES ETAPAS/MESES 1 2 3 4 5 6 7 8 9 Revisión de publicaciones y normas / Examinar los datos de diseño, datos de operación e histórico de fallas de recipientes de coquización retardada / Recopilar las propiedades mecánicas, térmicas y de fatiga del material de construcción del recipiente de coquización sometido al análisis Construir los diferentes modelos geométricos en elemento finito de los tambores de coque con soportes de falda con slots variando únicamente las dimensiones de los parámetros geométricos del soporte y establecer las condiciones de borde Realizar análisis de transferencia de calor y análisis termo-mecánico mediante el método de elementos finitos para todos los casos de estudio propuestos con la finalidad de determinar la distribución de los esfuerzos resultantes Se realizará la evaluación estructural y de fatiga (iniciación de grietas) mediante los criterios establecidos en las normas API 579 y el Apéndice 5 del Código ASME, Sección VIII, Div.2, respectivamente Establecer las relaciones óptimas entre parámetros geométricos del soporte de falda con slots que disminuyan los esfuerzos en la unión faldón-recipiente / Elaboración y presentación del libro de tesis RESULTADOS Se espera obtener las relaciones entre parámetros geométricos óptimas que permitan diseñar un soporte de falda con slots más flexible que pueda tolerar eficientemente las cargas generadas, principalmente en la unión faldónrecipiente, durante las rebajas de los tiempos del ciclo de coquización retardada. Estas relaciones entre parametritos geométricos establecerán una guía que permitirá diseñar soportes de faldas con slots eficientes. BIBLIOGRAFIA 1. Manual de Unidades de Coquización Retardadas, PDVSA. 2. Weil N.A. and Rapasky F.S., “Experience With Vessels of Delayed- Coking Units”, API 23rd Midyear Meeting, Los Angeles. 1958. 3. Ramos A., Rios C., Hasegawa T., Tahara T., Vargas J; “Mechanical Integrity Evaluation of Delayed Coke Drums), PVP-Vol 359, Fitness for Adverse Environments in Petroleum and Power Equipment ASME 1997. pp 291-298 4. Boswell R, Farraro T, Sober M; “Remaining Life Evaluation of Coke Drums”. Plant Engineering, Operations, Design & Reliability Symposium, Energy Engineering Conference, Houston, Texas. January 1997. 5. Ramos A., Rios C., Johnsen E., Gonzalez M., Vargas J.; “Delayed Coke Drum Assessment Using Field Measurements and FEA”, PVP-Vol 368, Analysis and Design of Composite, Process, and Power Piping and Vessel-1998, ASME 1998, pp. 231-237. 6. Baxter J.E; “Optimization of Coke Drum Support Skirt for Faster Operation”, PVP-Vol 368, Analysis and Design of Composite, Process, and Power Piping and Vessel-1998, ASME 1998, pp. 239-244. 7. Rutt D. K., Clark R.D.; “Stress Analysis Using Actual Coke Drum Bulge Profiles a Case Study”, CIA Inspection Inc., AIChE 2000 Spring National Meeting, Atlanta, Georgia. March 5-9, 2000. 8. Pordal H.; “Stress Engineering Services-Process Technology Group Approach to Delayed Coke Process Improvement and Optimization”, Stress Engineering Services, Ohio. March 2001. 9. AMERICAN SOCIETY OF MECHANICAL ENGENIEER; “Section VIII, Division I and Division II. Pressure Vessel Design and Fabrication”, ASME 2005. 10. AMERICAN SOCIETY OF MECHANICAL ENGENIEER; “Section II, Part D. Material Properties”, ASME 2005.
 0
0
Anuncio
Documentos relacionados

Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados