Yuniesky Barreto León - DSpace@UCLV
Anuncio

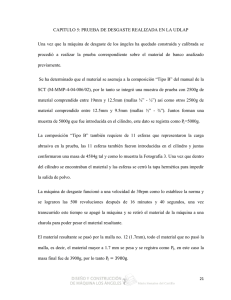
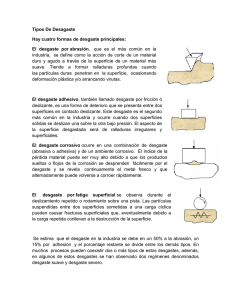
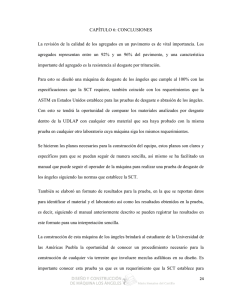
Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ FACULTAD DE INGENIERÍA MECÁNICA TRABAJO DE DIPLOMA Título: Diseño y fabricación de máquina de ensayo para desgaste tipo pin -disco abrasivo. Autor: Yuniesky Barreto León. Tutores: Dr. Luis I. Negrín Hernández. Dr. Feliberto Fernández Castañeda. Santa Clara, 2013 4 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ Dedicatoria A mis padres con todo el amor y admiración que se pueda profesar. A mi esposa, con gratitud eterna. A mis hijos, con todo el amor que puede querer un padre orgulloso de ellos. A mis compañeros de trabajo de graduación, los mantendré por siempre en mi memoria. Maestros y profesores, MUCHAS GRACIAS. 5 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ Agradecimientos Agradezco a todas las personas que han contribuido al desarrollo de este trabajo, en especial: a mis tutores, Drs. Luis I. Negrín Hernández y Feliberto Fernández Castañeda, familiares, así como compañeros de estudios y trabajo. 6 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ Índice Indice: Introducción…………………………………………………………………………..........1 CAPÍTULO I 1.1 Antecedentes de la fricción y desgaste.................................................................4 1.2 Historia de la fricción y el desgaste.......................................................................5 1.2.1 Conceptos de desgaste y fricción.......................................................................6 1.2.2 Tipos de desgaste..............................................................................................7 1.2.3 Métodos para determinar el desgaste……………………………………………..8 1.3 Topografía de las superficies................................................................................9 1.3.1 Contactos de sólidos........................................................................................10 1.4 Teoría molecular de la fricción y del desgaste.....................................................10 1.4.1 Desgaste por abrasión......................................................................................11 1.4.2 Desgaste por adherencia..................................................................................12 1.4.3 Desgaste por fricción.........................................................................................12 1.5 Efecto de la temperatura y la velocidad...............................................................13 1.5.1 Efecto de la carga y la distancia de deslizamiento............................................13 1.5.2 Solubilidad........................................................................................................14 1.5.3 Estructura cristalina...........................................................................................15 1.6 Tipos de máquinas para realizar ensayos de desgaste.......................................15 7 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ CAPÍTULO II 2.1 Procedimiento para el estudio de la resistencia al desgaste de materiales bajo ensayo de abrasión tipo pin – disco abrasivo…………………………………………18 1 Alcance del procedimiento…………………………………………………………….18 2 Documentos de Referencia…………………………………………………………....19 3 Resumen del procedimiento del ensayo………………………………………..…...20 4 Importancia y Uso del procedimiento………………………….................................21 5 Máquina de Ensayo. Descripción general………………………………………..…21 6 Probetas para el ensayo y su preparación, Abrasivo y sus características……..23 7 Parámetros del Ensayo ……………………………………………………………....25 8 Materiales y equipos complementarios para la realización del ensayo………….26 9 Procedimiento para la realización del ensayo ……………………………………..26 10 Cálculos y Reportes…………………………………………………………………..27 11Precisión de los resultados de los ensayos de laboratorio………………………..31 CAPÍTULO IIl 3.1 Introducción…………………………………………………………………………....37 3.2 Diseño y Proceso de construcción de la máquina………………………………..37 3.3 Variables de diseño…………………………………………………………………...37 3.4 Dimensionamiento de la espiga y del disco………………………………………..37 3.5 Proceso de diseño…………………………………....................................................38 3.6 Diseño del sistema mecánico………………………………………………………..38 3.6.1 Sistema de sujeción de la espiga y del disco……………………………………38 3.6.2 Sistema de carga……………………………………………………………………39 3.6.3 Sistema de transmisión de potencia……………………………………………...40 3.6.4 Estructura del banco………………………………………………………………..41 8 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ 3.7. Proceso de fabricación……………………………………………………………….41 3.7.1 Hojas de ruta………………………………………………………………………….41 3.8. Beneficios y utilidad de la máquina fabricada……………………………………..50 3.8.1. Valoración económica………………………………………………………………50 3. 9 Conclusiones parciales……………………………………………………………….51 9 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ Resumen En el presente trabajo se abordó el proceso de fabricación de una máquina para la realización de ensayos de desgaste abrasivo tipo espiga disco abrasivo. Para la realización del mismo se siguieron las orientaciones de la norma ASTM G 132, que establece los parámetros fundamentales para la realización de varias máquinas para el ensayo de desgaste abrasivo entre las que se encuentra la que se trata en esta tesis. También se hace un análisis de lo estipulado en dicha norma para la realización del ensayo y el tratamiento posterior de los resultados. Finalmente se desarrollan las tecnologías de fabricación de las piezas que no están normalizadas y que fue necesario fabricar para la construcción de la máquina. ABSTRACT In the present work was approached the process of production of a machine for the wear abrasive tests type pin-abrasive disk. For the realization of the same one it was followed the orientations of the standard ASTM G 132 that it establishes the fundamental parameters for the realization of several machines for the rehearsal of wear abrasive among those that its is the one that is in this thesis. An analysis is also made of that specified in this norm for the realization of the rehearsal and the later treatment of the results. Finally the technologies of production of the pieces are developed that are not normalized and that it was necessary to manufacture for the construction of the machine. 10 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ Introducción Una primera definición estudiando la etimología de la palabra Tribología, viene del griego y su raíz Tribo significa frotamiento, por lo tanto es la ciencia encargada del estudio del frotamiento. La definición exacta, es la de ciencia que estudia como interactúan dos o más superficies en contacto y en movimiento relativo. Las interacciones en lo que podíamos denominar como interfase tribológica son muchas y complejas. Su estudio requiere un amplio conocimiento en disciplinas como física, química, mecánica del estado sólido, ingeniería de materiales, diseño de maquinaría, etc. Los daños ocasionados por el desgaste de piezas en equipos industriales, llevan continuamente a cambio de partes en la maquinaria, provocando tiempos de parada de la producción generalmente grandes. Es por esto, que se deben proponer estudios serios relacionados con el área de la tribología. Así cuando se adopta un adecuado método de evaluación para los diferentes materiales y equipos de acuerdo a su ciclo de trabajo, se puede predecir fallas futuras conservando con esto la productividad, la seguridad industrial y la disminución de costos. La modelación a nivel de laboratorio de los procesos tribológicos es de gran importancia, porque posibilita la correcta selección de los materiales a usar en uniones fricciónales y contribuye al ahorro de materiales e incremento de la durabilidad de los mismos. 11 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ Con esta percepción de las necesidades requeridas en la industria, se han desarrollado métodos capaces de realizar pruebas que puedan ser reproducibles en cualquier lugar. Debido a esto, organizaciones como la ASTM, DIN, ISO, entre otras, han estandarizado estas técnicas, logrando con esto, el conocimiento general de las condiciones de funcionamiento de las máquinas, de sus dimensiones y de todos los parámetros de operación durante la realización de los ensayos. En la facultad de Ingeniería Mecánica de la Universidad Central “Marta Abreu de Las Villas” no se cuenta en estos momentos con un laboratorio de Tribología, que permita hacer ensayos de desgaste en pares tribológicos ni con fines investigativos ni docentes. Para llegar a tener este laboratorio es necesario el diseño y fabricación de las máquinas que lo conformarán. Por tal razón se realiza el presente trabajo, que tiene como objetivo general: Diseñar y fabricar una máquina tipo pin –disco abrasivo según la norma ASTM G 132. Los objetivos específicos son: Identificar aquellos elementos teóricos existentes en la literatura especializada nacional e internacional de la temática objeto de estudio. Hacer una valoración de la norma ASTM G 132 para el montaje de una instalación experimental tipo espiga-disco abrasivo. Diseñar y fabricar una máquina tipo pin –disco abrasivo. Hacer una valoración económica de la máquina fabricada. Entre los principales aportes de la tesis se pueden señalar: El valor teórico se constatará en que se define las bases teóricas que sustenten la concepción, ejecución de para el diseño y fabricación de la maquina de ensayos para desgaste tipo pin –disco abrasivo. 12 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ El valor metodológico de la misma que a partir de las normas y procedimientos internacionales existentes sirven de base para el diseño y fabricación de la maquina de ensayos para desgaste tipo pin –disco abrasivo El principal aporte práctico de esta investigación es que el diseño y fabricación de la máquina de ensayos para desgaste tipo pin –disco abrasivo sirve para el desarrollo de investigaciones y como medio de enseñanza para estudiantes y profesores de la carrera Ingeniería Mecánica, y formará parte del laboratorio de tribología que se pretende crear. Este trabajo cuenta con tres capítulos, estructurados de la siguiente forma: Capítulo 1: Marco teórico de la investigación. Donde se presentaran los conceptos teóricos básicos para el desarrollo del trabajo, basándose en la investigación del estado del conocimiento científico alcanzado acerca del tema hasta el momento. Capitulo 2: Valorar los aspectos estipulados en las diferentes normas y procedimientos internacionales. Capitulo 3: Propuesta de diseño y fabricación de una maquina de ensayos para desgaste tipo pin –disco abrasivo. Por último se emiten una serie de conclusiones y recomendaciones que finalizan el informe. 13 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ Capítulo I Capítulo I: Marco teórico referencial Introducción El objetivo del presente capítulo, es presentar la revisión bibliográfica que sustenta la investigación realizada. A partir del estudio de la literatura especializada en el área del conocimiento de la organización y las estructuras. Para su desarrollo se realizaron análisis de diversos contenidos de concepciones teóricas que sustentan formas de proceder para el diseño y construcción de la maquina de ensayos y que se ajusten a las normas establecidas. Los estudios de laboratorio sobre el desgaste se realizan en condiciones controladas que simulan los movimientos observados en situaciones reales, antes de efectuar dichas pruebas debe tenerse una buena base teórica sobre las variables que afectan al desgaste y el comportamiento de la fricción en los materiales. El presente documento contiene los fundamentos teóricos necesarios para comprender al desgaste y la fricción, comienza nuestra lectura con una introducción a los estudios d e d i c h o s p r o c e s o s , en ellos se describe su historia desarrollo y teorías postuladas por diferentes investigadores. 14 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ Luego se definen los tipos de desgaste más importantes tales como adhesión, abrasión y fricción, y sus respectivas ecuaciones. En la parte siguiente se describen las variables que afectan al desgaste según los resultados obtenidos por diferentes investigadores. Las variables a tener en cuenta son: la velocidad, la temperatura, la carga, la distancia de deslizamiento, la solubilidad, y la estructura cristalina. Seguidamente se presentan diagramas de máquinas de desgaste, así como también dos tipos de máquinas tipo espiga sobre disco que son distribuidas por laboratorios en el exterior. 1.1 Antecedentes de la fricción y desgaste Cuando dos sólidos están en contacto directo que ocasione fuerzas de acción y reacción en ellos, pueden decirse que sufren una interacción en la superficie. Si la superficie de esos sólidos no es perfectamente lisa, el contacto entre sus superficies sólo ocurre en ciertos puntos donde aparece un área aparente y un área real de contacto. En el área real de contacto el esfuerzo normal aplicado es alto y por tanto se formarán uniones o juntas las cuales se romperán al iniciarse el movimiento, la fuerza necesaria para romper estas uniones es una medida de la fricción. A medida se rompen las uniones aparecerán residuos de desgaste entre ambas superficies. Para comprender el desgaste, es indispensable estudiar la naturaleza de las superficies. El grado de deformación superficial de los sólidos representa una parte fundamental en el mecanismo de fricción y desgaste, por lo que al analizar la naturaleza y cantidad de desgaste se deben estudiar los esfuerzos de contacto y los tipos de movimiento. 1.2 Historia de la fricción y del desgaste 15 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ La primera aplicación práctica de la fricción fue para producir fuego, la cual tiene sus raíces en la prehistoria. Luego fue empleada en trineos, rodillos o ruedas utilizando a menudo lubricantes líquidos con el propósito de minimizar el trabajo exigido al transportar objetos pesados, esto data desde antes de nuestra era. Mucho después de la aplicación de la fricción, aparece su estudio científico. De hecho el conocimiento de la fricción cinética y la fricción dinámica, data del siglo XVII con la primera ley de Newton. Entre los primeros investigadores de la fricción están Amontons (1699), Coulomb (1785), y Morin (1833), los cuales postularon que la fricción es debida al enclavamiento de las protuberancias mecánicas o asperezas en las superficies de los materiales en contacto, de esta manera se pudo explicar por qué la fuerza de fricción es proporcional a la carga e independiente del área de contacto. Esta explicación fue llamada hipótesis de aspereza. Sin embargo, también consideraron una explicación alternativa, la cual establece que ésta es debido a fuerzas adhesivas entre las superficies en contacto. A esta última explicación se le llamo hipótesis de adherencia, lo cual implica que la fricción es proporcional al área de contacto, lo cual es contrario a la evidencia experimental. La hipótesis de aspereza fue la más aceptada en el siglo XIX y XX. En 1920 surge de nuevo el interés de estudiar la hipótesis de adherencia, donde se desarrolló el estudio atómico de las superficies al inicio del siglo XX, examinando las propiedades de fricción de superficies con grados diferentes de contaminación. Las diferencias de fricción producidas al variar la contaminación parecían explicar la hipótesis de adherencia, en lugar de la hipótesis de aspereza estas dificultades fueron aclaradas por tres grupos diferentes de investigadores: Holm (1938) Ernst y Merchant ( 1940) y Bowden y Tabor (1942). Estos investigadores señalaron que había una diferencia 16 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ crucial entre el área aparente y el área real de contacto, y que sólo el área real de contacto determinaba la magnitud de la fuerza de fricción ya que el área real podría mostrar que es proporcional a la carga e independiente del área aparente. La hipótesis de adherencia puede ahora explicar los resultados experimentales, ya que la fuerza de fricción es independiente del área de la superficie aparente. Desde entonces, ha ido en aumento el interés en el proceso de la fricción y los estudios de la manera como se produce la fuerza de fricción. A partir de 1940 se comenzó a estudiar el desgaste gracias al desarrollo de la era nuclear, en la cual se crearon dispositivos radiotrazadores con dicho propósito. 1.2.1 Concepto de fricción y desgaste El proceso de desgaste es el deterioro sufrido por dos superficies en contacto a causa de la interacción de sus rugosidades superficiales, esta interacción depende de la magnitud de la fuerza de presión que tiende a mantener en contacto ambas superficies. Fricción es la resistencia al movimiento que se produce cuando dos objetos sólidos que se encuentran en contacto, son puestos en movimiento relativo uno con respecto del otro. 1.2.2 Tipos de desgaste El desgaste se clasifica de acuerdo a la naturaleza de las superficies en contacto: 1. Metal contra metal 2. Metal contra no metal 17 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ 3. Metal contra fluido. Ya que la naturaleza de las superficies en contacto puede cambiar o una lubricación que era adecuada podría fallar posteriormente; por esta razón la clasificación anterior pierde validez al aplicarla en situaciones reales, por ello se clasifica al desgaste aplicando la terminología de Burwell (1958). Según Burwell los tipos principales de desgaste son: por adhesión, por abrasión, por erosión, por cavitación y por vibración por adhesión ocurre cuando dos superficies se deslizan una sobre la otra o existe una presión que mantiene unidas a dichas superficies. La tendencia de dos superficies en contacto a adherirse proviene de fuerzas de atracción que existe entre los átomos de la superficie de ambos materiales. Si estas dos superficies en contacto son separadas posteriormente mediante la aplicación de una fuerza normal o tangencial, las fuerzas de atracción entre los átomos generan un esfuerzo que causa el desprendimiento de material de una superficie hacia la otra. El desgaste por abrasión tiene lugar cuando estén presentes partículas extrañas duras entre las superficies en contacto. Las partículas abrasivas actúan como herramienta de corte, removiendo material de la superficie. Estas partículas pueden proceder del ambiente o como consecuencia de un proceso de corrosión. Fig.1.1. Movimiento de partículas abrasivas. El desgaste por erosión es causado por un fluido a alta presión con partículas sólidas en suspensión las cuales al impactar sobre una superficie arrancan material 18 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ de ella. La pérdida de material puede ser significativa, provocando roturas por fatiga. El grado de desgaste tiene relación con el ángulo de incidencia de la partícula con respecto a la superficie. Fig.1.2. Desgaste por erosión. El desgaste por cavitación se origina en superficies entre las que existe fluido, el cual da origen a la formación de burbujas de vapor cuando éste llega a una presión menor que la presión de vapor. Estas burbujas son transportadas por el fluido hasta una región de mayor presión, donde el vapor regresa al estado líquido de forma súbita aplastándose bruscamente las burbujas. Si las burbujas de vapor se encuentran cerca o en contacto con una de las superficies cuando cambian de estado se producen presiones localizadas muy altas, ocasionando picaduras en dicha superficie. El desgaste por vibración se produce entre dos superficies que movimiento oscilatorio relativo de pequeña amplitud, del cual se forman tienen partículas abrasivas que originan cavidades en la superficie. 1.2.3 Métodos para determinar el desgaste Entre los métodos más utilizados en la determinación del desgaste se tienen los siguientes: 19 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ a) El método del peso consiste en pesar el componente a ser examinado, para ello dicho componente debe limpiarse cuidadosamente (generalmente se usan solventes como acetona), y luego se pesa. b) El método de medición mecánica utiliza un micrómetro que, el cual se utiliza para realizar las mediciones necesarias para el cálculo del área dejada por la espiga. Este método es usado cuando se estudia el desgaste en componentes de gran tamaño. c) El método óptico consiste en hacer una pequeña indentación con un microdurómetro en la superficie a estudiar, y luego observar la reducción del tamaño de la indentación durante el deslizamiento. d) ) Las técnicas de radiotrazadores: con estas técnicas se puede estudiar la dinámica del proceso de desgaste por deslizamiento; así, si se desliza un espécimen radiactivo en una superficie no radioactiva de mayor dureza, éste formará una capa de residuos de desgaste radiactivos sobre la superficie, luego se reemplaza el espécimen radiactivo por uno no radiactivo y se reinicia el deslizamiento, al observar los residuos radiactivos con un Radiotrazador, éstos son reemplazados rápidamente de la superficie no radioactiva. 1.3 Topografía de superficies Es importante conocer la naturaleza original de las superficies, para comprender la interacción entre ellas, si éstas se encuentran libres de contaminantes u óxidos, lo principal para comprender los mecanismos de fricción y desgaste es conocer que no existe una superficie perfectamente plana a escala microscópica ya que éstas presentan asperezas en la forma de colinas y valles. 20 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ Fig.1.3. Topografía de una superficie. Halliday (1955) midió con ayuda de un microscopio de reflexión electrónica los ángulos de las asperezas de una superficie. Las asperezas que han estado sujetas a abrasión, con frecuencia presentan una pendiente a distintos ángulos en relación con la superficie y en dos direcciones. Fig.1.4. Pendiente de las asperezas según Halliday. 1.3.1 Contacto de sólidos Al presionar una superficie sobre la otra, la carga es soportada por las periferias de arriba de varias crestas en la superficie inferior, suponiendo que el miembro superior de los metales en contacto sea perfectamente plano. Por lo tanto, existe un área de contacto aparente entre las dos superficies y un área real de contacto definida por 21 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ las periferias de arriba de varias crestas que soportan la carga. 1.4 Teoría molecular de la fricción y del desgaste La teoría molecular de la fricción y del desgaste fue propuesta por Tomlinson (1929), al estudiar detalladamente la naturaleza de las fuerzas atómicas en una red cristalina y dedujo expresiones para la fricción y el desgaste de sólidos. La hipótesis de Tomlinson (1929), consiste fundamentalmente en que en condiciones de equilibrio las fuerzas de repulsión entre los átomos de un sólido contrarrestan las fuerzas de cohesión. Sin embargo, cuando dos superficies se encuentran en contacto, unos de los átomos de una superficies llegaran a estar lo bastante cerca de los otros átomos de la segunda superficie que entrar al campo de repulsión. Cuando esto sucede, las dos superficies se separan causando una pérdida de energía que se manifiesta como la resistencia debida a la fricción. Cuando un átomo se desplaza de su estado natural de equilibrio, tiende a regresar a su posición original. Sin embargo, durante una separación puede entrar al campo de atracción de algún átomo vecino, así el átomo en tránsito queda sujeto a una atracción dictada por una distancia de separación l en ese instante y considerando la fuerza interatómica de cohesión Fo entre dos átomos en el cristal. La energía media E para un contacto atómico puede expresarse como E = Fo l y considerando que la energía total perdida es nE, la cual es igual al trabajo mecánico que viene expresado por α Px, por lo tanto: donde: : coeficiente de fricción 22 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ : factor de probabilidad e: número de hileras de átomos po: valor medio aritmético de las fuerzas individuales de repulsión 1.4.1 Desgaste por abrasión El desgaste abrasivo puede definirse como el desgaste que ocurre a temperatura ambiente como resultado del contacto entre superficies metálicas desgastadas y partículas. El desgaste por abrasión puede dividirse en tres categorías: abrasivo penetrante, de alto esfuerzo o abrasión pulverizante y abrasión ligera, de bajo esfuerzo por rayado o por erosión. Las tres categorías pueden presentarse simultáneamente en una pieza desgastada. El tipo de desgaste penetrante se caracteriza por altos esfuerzos y da como resultado una considerable micro deformación de la superficie, una característica muy importante de este tipo de desgaste, es que el abrasivo el cual suele tener un buen apoyo y su acción penetrante puede compararse a una herramienta de corte. El tipo de abrasión pulverizante ocurre cuando dos superficies se frotan entre sí en un medio arenoso con suficiente fuerza para producir trituración en las partículas de mineral o en otros abrasivos atrapados entre las dos superficies Los principales factores que ocasionan desgaste por erosión son la velocidad y el bajo impacto cuando el movimiento es paralelo a la superficie. Por lo común este desgaste depende de la dureza de las partículas y en muchas ocasiones también en los filos que éstas presentan. 1.4.2 Desgaste por adherencia Dos superficies que interactúan no sólo tienen contacto en puntos aislados, sino que 23 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ hace que aparezcan esfuerzos elevados en estas áreas, lo cual produce una deformación plástica entre las superficies. Por el momento no existen todos los elementos para establecer una ecuación general de desgaste que pueda ser utilizada por los ingenieros de diseño, posiblemente porque el desgaste es un proceso complejo que depende, entre otras variables de la carga normal, la estructura cristalina y las propiedades mecánicas de los materiales. Sin embargo, se han formulado ecuaciones para el desgaste y se ha estudiado el desgaste por adherencia que se define como el proceso que produce pérdida de metal entre superficies que interactúan como resultado de la adherencia entre asperezas. 1.4.3 Desgaste por fricción Los procesos de desgaste en metales se clasifican según el tipo de mecanismo que cause la eliminación del material de las superficies. Si la pérdida de volumen o peso se grafica en forma continua relacionándola con la distancia de deslizamiento, se obtiene una curva característica y se puede establecer una ecuación matemática para el desgaste inicial de acoplamiento, también conocida como estado inestable o transitorio. En el instante del desgaste, la proporción de volumen eliminado por unidad de distancia deslizada debe ser función del volumen de metal disponible en las uniones, en términos matemáticos será: Donde: V: volumen de material eliminado n: constante que depende de la carga aplicada. dV : razón de volumen de desgastado dS 24 Capítulo 1. Marco Teórico Referencial. . ____________________________________________________________________ Variables que afectan el proceso de desgaste Los principales factores que intervienen en el desgaste pueden enumerarse en la forma siguiente: 1. Variables relacionadas con los materiales en contacto: dureza, tenacidad, estructura y composición química. 2. Variables relacionadas con el servicio: materiales en contacto, presión, velocidad, temperatura, acabado de la superficie, lubricación y corrosión. 1.5 Efecto de la temperatura y la velocidad La energía disipada debido al trabajo mecánico inevitablemente ocasiona un incremento en la temperatura. Estos incrementos momentáneos de temperatura tienen una duración del orden de 10-4 segundos. Un incremento en la carga o en la velocidad de deslizamiento aumenta la temperatura de las uniones y, en casos extremos, puede causar fusión incipiente. 1.5.1 Efecto de la carga y la distancia de deslizamiento El desgaste se incrementa de forma casi proporcional a la carga. Sin embargo, esta relación se pierde con el calor de fricción. Si un metal como el cobre se presiona sobre el acero, cierta cantidad de cobre se transfiere al acero, de esa manera el área de la unión podría estimarse utilizando radiotrazadores. Rabinowicz (1953) demostró que la masa M de la fracción más grande de residuo podría relacionarse con la carga normal aplicada F. 25 Donde, C es una constante y para el cobre sobre acero tiene un valor de 0.3. demostrando que la masa del fragmento de desgaste sólo se incrementa a medida que aumenta la carga. El mismo estudio demostró que el efecto predominante de aumentar la carga aplicada fue que aumentara el número de uniones. 1.5.2 Solubilidad La disminución en el crecimiento de las uniones y por lo tanto la resistencia de los metales al rayado o desgaste se correlaciona en forma cualitativa con las solubilidades sólidas de las combinaciones metálicas. Roach, Goodzeit y Hunnicutt (1956) estudiaron la resistencia al rayado de 38 metales diferentes contra el acero, friccionando muestras cuadradas de 1.56 cm sobre discos de acero girando a 23.3 m/s y variando la carga sobre las muestras hasta un máximo de 540 kg. Para determinar la resistencia al rayado se tomó como criterio la capacidad de carga de los especímenes sin que se produjera adherencia. La resistencia al rayado de las muestras se clasificó en base a la carga que produjo adherencia entre las muestras. Dicha clasificación es la siguiente: 1. Excesiva resistencia al rayado 2. Mala resistencia al rayado. 3. Regular resistencia al rayado. 4. Buena resistencia al rayado La resistencia de los materiales al rayado de acuerdo con esta clasificación es como se presenta a continuación: a) Muy mala: berilio, silicio, calcio, titanio, cromo, hierro, cobalto, níquel, zirconio, columbio, molibdeno, rodio, paladio, serio, tantalio, iridio, platino, oro, torio, uranio. b) Mala: magnesio, aluminio, cobre, cinc, bario, tungsteno. c) Regular: carbono, cobre, selenio, cadmio, telurio. c) Buena: germanio, plata, cadmio, indio, estaño, antimonio, talio, plomo, bismuto. De estos 26 resultados se dedujo que los materiales que tienen buena resistencia al desgaste tienen una solubilidad limitada en acero o forman compuestos intermetálicos con éste. 1.5.3 Estructura cristalina El desgaste se atribuye a la interacción plástica de los metales en cierta etapa de la vida de un par. La deformación plástica de los metales ocurre por deslizamiento, esto es, por el corte de los planos de átomos que se encuentran uno sobre otro. El deslizamiento es anisótropo y la dirección es casi siempre aquella en la que los átomos se encuentran empacados de manera más compacta. Los planos de deslizamiento también son aquellos que tienen el mayor número de átomos. Así, la dirección del deslizamiento varía de acuerdo con la estructura cristalina, para metales cúbicos de caras centradas. 1.6 Tipos de máquinas para realizar ensayos de desgaste Existen diferentes tipos de máquinas para realizar ensayos de desgaste algunas de las principales son: a) Espiga sobre mesa oscilante. b) Espiga sobre buje. c) Cilindros cruzados. d) Espiga sobre cilindro. e) Máquina de cuatro bolas. f) Máquina de discos. g) Máquina de espiga sobre disco. La norma ASTM G 132 establece cuatro configuraciones para realizar máquinas de ensayos de abrasión en espigas. Estas son: a) Pin disco abrasivo. b) Pin sobre cilindro. c) Pin sobre mesa. 27 d) Pin sobre banda. Fig.1.5. Configuraciones establecidas por la norma ASTM G 132 para máquinas para ensayos de abrasión en espigas Conclusiones parciales La tribología juega un papel fundamental en el desarrollo técnico económico de cualquier país en la actualidad. En el estudio de la misma juega un papel fundamental los ensayos realizados en estaciones experimentales. Existen distintos tipos de desgaste tales como adhesión, abrasión y erosión, en caso del presente trabajo se aborda el desgaste abrasivo. 28 La norma ASTM G 132 establece cuatro tipos de máquinas para la realización de ensayos de abrasión en espigas. En la presente tesis se trabajará con el caso espiga sobre disco abrasivo. 29 Capítulo II Capitulo II: Valoración de los aspectos estipulados en la norma ASTM-G132 Introducción Uno de los ensayos más utilizados para la determinación del desgaste producto de la abrasión es el de espiga-disco abrasivo (pin on abrasive disc.). El presente capítulo tiene como objetivo fundamental el análisis de la norma ASTM-G 132 para el montaje de una instalación experimental del tipo PIN – DISCO – ABRASIVO. 2.1 - Procedimiento para el estudio de la resistencia al desgaste de materiales bajo ensayo de abrasión tipo pin – disco abrasivo El procedimiento metodológico que en lo posterior se describe tiene como objetivo fundamental establecer los pasos a seguir para la puesta a punto, calibración y realización de los ensayos en la instalación experimental tipo PIN – DISCO - ABRASIVO. 1 - Alcance del procedimiento 1.1 Este método de ensayo cubre un procedimiento de laboratorio para determinar la resistencia al desgaste de un material mediante el movimiento relativo entre una tela abrasiva, papel, o película plástica y un cilindro tipo PIN elaborado del material a ensayar. 1.2 Los valores declarados en las unidades del sistema internacional (SI) serán considerados como los normalizados. 1.3 Este procedimiento no pretende dirigir (establecer) toda la seguridad que involucra, para cualquiera que este asociado con su uso. Es responsabilidad del usuario de este procedimiento el establecer la seguridad y protección práctica requerida y determinar la pertinente prioridad de las limitaciones reguladas para su uso. 2- Documentos de Referencia 30 2.1 - Norma ASTM G 132. Procedimiento para la evaluación de resistencia al desgaste en máquina PIN – Disco Abrasivo. 2.2 - Práctica E 122 de ASTM para determinar y procesar la calidad y confiabilidad del tamaño de la muestra de ensayos de laboratorio. 2.3 - Práctica E 177 para la determinación de la precisión de las condiciones y métodos de ensayo según ASTM. 2.4 - Práctica E 691 para dirigir estudios de inter laboratorios para determinar la precisión de un método de ensayo. 2.5 - ASTM G 40. Terminología que establece y relaciona la corrección y precisión de los ensayos. 3. Resumen del procedimiento del ensayo 3.1 - Para el método de ensayo del tipo PIN - ABRASIÓN, se requieren dos especimenes del PIN. Uno del material a ensayar (evaluar). El otro es de un material de referencia. Cada PIN, a su vez, se posiciona perpendicular a la superficie abrasiva que está montado en un disco redondo plano. El espécimen del PIN se aprieta contra la superficie abrasiva con una carga específica por medio del mecanismo de carga (ver figura 2.1). La máquina se ha diseñado de manera que el pin no jira sobre su eje ni se desplaza radialmente durante el funcionamiento por el plato porta abrasivo, lo cual es permitido por la norma ASTM G132. 3.2 - La pérdida de material se determina pesando ambas probetas antes y después del ensayo. Deben convertirse los valores de pérdida de masa a pérdidas de volumen, porque se consideran las densidades de los materiales que se ensayan. La medición del desgaste de manera lineal (medición de las dimensiones antes y después) no se recomienda para los propósitos de este ensayo. 3.3 - Se informan los resultados del desgaste como la pérdida de volumen y del volumen de desgaste normalizado con respecto a la carga normal aplicada, a la longitud del camino de de desgaste, y al desgaste de la muestra de referencia en el mismo tipo de abrasivo. El desgaste de la muestra de referencia es incluido en el cálculo para corregir las variaciones del abrasivo. 31 3.4 - Se pueden usar varios tamaños y tipos de abrasivo. Éstos normalmente incluyen el carburo de silicio, alúmina, esmeril, u otras sílices, y compuestos sintéticos, pero los resultados del desgaste diferirán con los diferentes tipos de abrasivo. El abrasivo se une a una tela, papel, o película plástica (normalmente poliéster), se monta sobre una superficie lisa, firme (por ejemplo, un disco, un plano, o un cilindro). 3.5 - En este procedimiento de ensayo, el papel primario del material de referencia es el de corregir las variaciones en el grado de abrasividad de la tela o papel abrasivo. Debido a la variabilidad del grado de abrasividad, la magnitud del desgaste del material en un ensayo particular puede desviarse de la media global para ensayos que usan el mismo abrasivo. 4 - Importancia y uso del procedimiento 4.1 - La magnitud del desgaste en cualquier sistema en general, depende de varios factores, tales como la carga aplicada, características de la máquina, velocidad de deslizamiento, recorrido de fricción, el ambiente, y las propiedades de los materiales. El valor inicial de este procedimiento de ensayo radica en que predice una clasificación jerárquica relativa de materiales. Este procedimiento de ensayo impone condiciones que causan las pérdidas de masa medible y considera que ajusta los materiales para aplicaciones en las que ocurre una abrasión de moderada a severa. Los materiales a utilizar en el ensayo deben ser bastante resistentes a la abrasión. Este procedimiento de ensayo por abrasión no intenta reproducir todas las condiciones que pueden experimentarse durante la explotación de una máquina u equipo (por ejemplo, tamaño de la partícula abrasiva, forma, dureza, velocidad, carga, y presencia de un ambiente corrosivo), no se garantiza con este procedimiento de ensayo que exista reproducibilidad de la magnitud del desgaste para condiciones que difieran de las de este procedimiento de ensayo. 5. Máquina de ensayo. Descripción general 5.1 - Para el desarrollo de los experimentos se construye una instalación experimental que permite evaluar la resistencia al desgaste de diferentes materiales y de finas capas superficiales bajo ensayo de abrasión. Las características constructivas y de diseño se muestran en la figura 2.1. 32 9 8 7 10 6 0 5 11 0 12 0 4 3 13 0 2 E 14 l 0 1 S Elaboración propia Figura 2.1: Máquina de ensayo de desgaste tipo pin-disco abrasivo. Fuente: i pin-disco abrasivo: Descripción de cada una de las partes de la máquina de ensayo de desgaste tipo 1. Base: Compuesta por perfiles canal de 488mm de longitud y 100 de saltura. t 2. Pedestal: Formada por un cilindro de 800mm de altura y 120 de radio. Conjuntamente con la base e son el sopote de la máquina de ensayo. m 3. Protección eléctrica: Su principal función es la protección del motor en caso de que existan a variaciones de tensiones. 4. Interruptor: Como su nombre lo indica se utiliza para el apagado yd encendido de la máquina de ensayo. e 5. Disco abrasivo: El mismo tiene un diámetro de 250 mm, en este se coloca el material abrasivo E (papel de lija o tela). 6. Porta probeta: Es el lugar donde se coloca el pin para su ensayo. s t 7. Brazo móvil: Es el encargado de llevar el porta probeta hacia el radio i indicado para su posterior trabajo. m u l a c 33 8. Porta pesa: Depósito donde se coloca el peso para garantizar una tensión sobre el disco de 2 MPa. 9. Regla milimétrica: Esta conformada por la escala de un pie de rey y fijado al brazo con el objetivo de conocer exactamente el radio a emplear. 10. Manivela: Es la encargada de trasmitir el movimiento al brazo. 11. Cepo: Garantiza la fijación del brazo. 12. Transmisión sin fin. 13. Transmisión por correa: Conjuntamente con la transmisión sin fin garantiza el movimiento del disco desde el motor. 14. Motor. 6 – Probetas para el ensayo y su preparación. Abrasivo y sus características 6.1 - Materiales - El procedimiento de ensayo puede aplicarse para evaluar la resistencia al desgaste de cualquier tipo de material. El único requisito es que se puedan preparar probetas que tengan las dimensiones que exige el procedimiento de ensayo y que ellos resistan las tensiones impuestas durante el ensayo sin que tenga lugar la rotura. Este procedimiento de ensayo no se considera para un material que sea inadecuado en una aplicación de elevada resistencia al desgaste. 6.2 – Durante la calibración y puesta a punto de la instalación experimental se deben emplear aceros al carbono de dureza 269 HB, debido a que los mismos poseen una adecuada variabilidad de la abrasión, y la misma es adecuadamente corregible. Se recomiendan por consiguiente específicamente para ese propósito. El procedimiento permite el empleo de cualquier otro material pero el mismo debe ser caracterizado totalmente y sus resultados deben ser descritos en el correspondiente informe. 6.3 – Características de las probetas para el ensayo – Las muestras presentan una forma cilíndrica de un diámetro de 7, 8 mm y una longitud 5 mm. De manera general los diámetros de los pines pueden variar entre 2 y 10 mm. El presente procedimiento permite para el caso del estudio del desgaste en finas capas superficiales el empleo de probetas de sección rectangular de 10x3 mm y una altura de 10 mm. Los bordes de las muestras deben ser redondeados para evitar la rotura del material abrasivo durante la puesta en marcha de la instalación experimental. En la mayoría de los casos, el ensayo requiere de tiempos y recorridos de fricción más cortos. 34 6.4 – Acabado superficial de las muestras de ensayo. Las muestras no deben poseer surco o ralladuras debido a que esto interfiere en el contacto del espécimen con el abrasivo. La porosidad, a menos que sea una característica inherente del material que se ensaya, puede afectar los resultados de la prueba adversamente por lo que la misma también debe evitarse. La superficie de ensayo de la probeta debe ser lisa y regularmente con un grado de acabo superficial (GA) de Ra = 0,8 a 1,6 µm. Se señala que el acabo de la superficie debe ser lo más cercano posible a un 1 µm. 6.5 – Abrasivo. Durante el ensayo se puede emplear material abrasivo con granulometrías de 220 a 80 (tamaño de grano de 65 a 75 µm). De modo general se recomienda un tamaño de grano de 105-µm, que corresponde a una granulometría de 150, este puede ser de tela, papel, o plástico (por ejemplo, película de poliéster) con resina sintética. La uniformidad de la distribución de las partículas abrasivas sobre los fondos del material abrasivo debe ser del 50 al 70% del área de la superficie, y estar uniformemente distribuidos. Normalmente, la tela abrasiva, el papel, o la película se obtienen de un productor comercial. Para el caso del estudio del desgaste en finas capas superficiales se recomienda el empleo de material abrasivo con granulometría de 600 a 380, preferentemente 400. 6.6 - Abrasividad – La abrasividad de una tela abrasiva en particular, papel, o película normalmente no es uniforme en toda su superficie ni necesariamente la misma es mala en determinadas zonas del mismo tipo de material. Las correcciones para las variaciones de la abrasividad se realizan normalizando los resultados de pruebas individuales de desgaste de un material de referencia con un gran número de repeticiones del ensayo. 7 - Parámetros del Ensayo 7.1 - Carga - La magnitud de la fuerza normal, se expresa en Newton, y la misma actúa sobre el área de la probeta sometida a desgaste, y en contacto con el material abrasivo. Basado en el área del contacto nominal del espécimen, la presión del contacto nominal debe estar dentro del rango de 1 a 2.5 MPa. Se ha demostrado (1) que, dentro de este rango, el desgaste es esencialmente proporcional a la carga. Una presión nominal de contacto de aproximadamente 2 MPa provoca un desgaste mínimo del abrasivo posibilitando la longitud del camino requerido sin un alto riesgo de rasgar el material de apoyo. 7.3 - Velocidad de rotación – La velocidad de rotación del plato porta abrasivo debe estar en el rango de 15 a 50 rpm. 35 7.4 - Duración del ensayo – El tiempo de duración del ensayo será de 1 a 3 minutos. 7.5 - Ambiente (condiciones del ensayo) – La temperatura nominal del local del laboratorio será de 20 a 25°C. Deben informarse la humedad relativa y cualquier exposición medioambiental rara. 8 – Materiales y equipos complementarios para la realización del ensayo Balanza analítica de alta precisión. Tacómetro digital. Cronómetro. Micrómetros de 0,001 mm de precisión. Lijas abrasivas No 150, 220, 400, 600. Disco abrasivo. Loctite 7070, acetona, y alcohol 90. Paño de algodón libre de hilachas. Brocha de pelo suave. Juego de probetas del material a evaluar con la cantidad requerida según el diseño de experimento. La instalación experimental para ensayo de desgaste bajo prueba de abrasión se debe ajustar según las consideraciones que en lo adelante se describe. 9 – Procedimiento para la realización del ensayo 9.1 – Antes de pesar y ensayar, limpiar y secar las muestras. Se debe tener extremo cuidado al quitar toda la suciedad y la materia extraña de las mismas. Limpiar con agentes y solventes no corrosivos. Se debe informar los métodos a emplear para la realización de la limpieza. 9.2 - Encienda la máquina y verifique que la velocidad se conserve en26 1 RPM. Si no, realice el ajuste necesario. 9.3 - Pesar las probetas en la balanza analítica de alta precisión de 0.1 mg (0.0001 g). 9.4 - Centrar entre plato y punto el mecanismo porta probeta. 9.5 - Colocar y centrar el disco porta abrasivo, verificando el centraje del mismo mediante un indicador de carátula. 9.6 - Colocar y fijar en el disco el papel de lija No 400. 36 9.7 - Desplazar el mecanismo porta probeta a un radio de 88 mm hacia la derecha. 9.8 - Colocar la probeta en el dispositivo. 9.9 - Desplazar el dispositivo porta probeta hasta hacer coincidir la cara frontal de la probeta con la cara frontal del disco. Lo anterior permite lograr el paralelismo entre ambas caras. 9.10 - Colocar el brazo de carga en posición horizontal colocando sobre este un nivel de burbuja. 9.11 - Fijar la probeta haciendo girar el tornillo de fijación de la misma. 9.12 - Colocar el juego de masa de 300 g en el extremo derecho del brazo de carga. 9.13 - Fijar en la caja de velocidad de la instalación experimental la velocidad de 26 rpm. 9.14 - Preparar el cronómetro para controlar el tiempo de duración del ensayo. 9.15 - Separar ligeramente la probeta del abrasivo. 9.16 - Encender la instalación experimental. 9.17 - Hacer coincidir la cara frontal de la probeta con el abrasivo al tiempo de inicio del ensayo. 9.18 - Pasado tres minutos separar la, probeta del abrasivo. 9.19 - Detener la Instalación. 9.20 - Desmontaje de la probeta. 9.21 - Limpieza de la probeta con los limpiadores establecidos. 9.22 - Pesar la probeta. 10 - Cálculos y reportes 10.1 - El informe debe contener toda la información necesaria para permitir la repetición independiente del procedimiento de ensayo. Esto incluirá la forma y dimensiones de las probetas, el tipo material, composición, proceso de fabricación, microestructura y dureza del material, si resulta apropiado, reflejar cualquier otro detalle característico que se pueda aplicar en casos típicos. El abrasivo se describirá adecuadamente. El tipo de abrasivo, granulometría o tamaño de la partícula, el material base del abrasivo, fabricante, etc. También se debe informar las condiciones bajo las cuales se realiza el ensayo, incluyendo la carga aplicada, la velocidad 37 lineal de la muestra por la superficie abrasiva, y la longitud de la huella. También deben informarse la temperatura ambiente y humedad del local. Tabla 2.1 – Características del material de la probeta, y condiciones del ensayo CARACTERÍSTICAS GENERALES DEL MATERIAL DE LA MUESTRA Tecnología de elaboración de Ej: Fundida, torneada, rectificada, la Probeta cementada, nitrurada, cromada, etc. Material de la Probeta frezada, Ej: Acero AISI 1045 C Mn Si P S Cr Ni otros Composición química, (%) Propiedades Mecánicas Límite de rotura, (MPa) Límite de Fluencia, (MPa) Alargamiento relativo, (%) Compresión relativa, (%) Dureza, (HB, HRC, HV) Características geométricas Dimensiones (mm) y (mm2) Forma Diámetro Longitud Cilíndrica Largo Ancho Alto Cuadrada o rectangular Área de la sección Área de la sección Calidad de la Superficie Grado de acabado superficial (m) Microdureza de la Superficie (HV) CONDICIONES DE TRABAJO DEL ENSAYO 38 Velocidad de deslizamiento (m/s) Presión nominal de contacto (MPa) Temperatura del local de ensayo (ºC) Humedad relativa (%) Material empleado en la limpieza de la probeta CARACTERÍSTICAS DEL MATERIAL ABRASIVO Tipo de abrasivo Granulometría Material base Fabricante 10.3 – El desgaste debe expresarse en pérdidas de volumen (es decir, pérdidas de masa divididas por la densidad) del material de las muestras individuales y se informará en milímetros cúbicos. Además, para considerar las variaciones de la abrasividad, dimensiones del desgaste dadas como una pérdida de volumen normalizada, y la longitud de la huella por unidad de carga, esta se debe expresar en milímetros cúbicos por Newton sobre metro. 10.4 – Emplear para el cálculo del desgaste la siguiente ecuación: W V W g ; (mm3) (2.1) donde: Wg - pérdida de masa de la muestra ensayada, en gramos, - densidad de la muestra de ensayo, en (g/cm3 ó mg/mm3) 10.5 - Reportar la magnitud del desgaste durante la prueba para cada una de sus replicas y tabular los mismos. 39 Tabla 2.2 – Magnitud del desgaste de las muestras ensayadas. Peso (gr.) Muestra número Inicial Final Desgaste Gravimétrico Wg (gr.) Volumétrico Wv (mm3) 1 2 3 4 5 6 7 8 9 10 10.6 – Los resultados de la prueba de desgaste expresados en pérdida de masa pueden ser usados internamente por un laboratorio para evaluar materiales de densidades equivalentes sin considerar la misma. Sin embargo, este procedimiento de ensayo exige informar el desgaste como la pérdida de volumen para comparar las magnitudes del desgaste de materiales de densidades diferentes. Se debe tomar extremo cuidado al tomar los valores de la densidad de los materiales ensayados, debido a que esta influye significativamente sobre la magnitud de la pérdida de volumen y sobre todo si la pérdida de masa es moderada. Sin embargo, si los resultados de pruebas separadas serán comparados. 11 – Precisión de los resultados de los ensayos de laboratorio El criterio de precisión de la prueba esta basado en la confiabilidad estadística de los resultados experimentales. 40 11.1 - Criterio – Considerando lo planteado en Práctica E 177 de ASTM, el criterio de un laboratorio en particular podría ser la confiabilidad estadística de los resultados experimentales obtenidos en ese laboratorio, para una combinación particular del material de referencia, y el abrasivo. 11.2 - Repetibilidad - La repetibilidad como indicador de precisión de dimensiones obtenidos con este procedimiento de ensayo dependerá de las características y propiedades del material ensayado, las condiciones de los parámetros del ensayo, la configuración de la probeta, el tipo de material abrasivo empleado, y el material de referencia. Se debe considerar como nivel límite de confiabilidad estadística el 95%. 11.3 - Reproducibilidad - La reproducibilidad de este procedimiento de ensayo está validada por la variación de uno o más parámetros de las condiciones del ensayo. Para lograr una mayor reproducibilidad se deben hacer comparaciones entre los resultados alcanzados por diferentes laboratorios con un mismo tipo y calidad de abrasivo, y el mismo material del PIN de referencia. El programa del laboratorio también debe ser consistente con las pautas estadísticas establecidas, valorando las recomendaciones establecidas en las Prácticas E 122 y E 691 de ASTM. Aun así, la reproducibilidad dependerá del material evaluado, las condiciones del ensayo y los parámetros seleccionados, el diseño del ensayo, y las combinaciones que particularmente involucran a la máquina y al operador. 11.4 - Calcular los parámetros matemáticos - estadísticos establecidos en el epígrafe 2.3, y reportar los mismos en el informe tal y como se muestra en la tabla 2.4. Tabla 2.3 – Parámetros estadístico de los resultados de los ensayo de laboratorio. Tamaño muestra de la Media de resultados los Desviación estándar Coeficiente de variación ( V ) calculado (%) Coeficiente de variación ( V ) Tabulado (%) 2.2 Análisis estadístico de los resultados de los experimentos Los resultados del ensayo experimental se validan a través de los siguientes parámetros estadístico -matemáticos: 41 - Media aritmética de los resultados o y Ha de señalarse que estos parámetros representan la media de una propiedad evaluada durante los experimentos. n y i 1 yi n (2.2) - Desviación media cuadrática o desviación estándar de la media S o n S S y y 2 i 1 (2.3) n 1 R Para número de ensayos (corridas) entre 1 y 10 d2 (2.4) n – Número de experimentos (corridas experimentales) Donde: n y y 2 - Suma del cuadrado de las desviaciones i 1 R – Diferencia entre el valor más alto y el más bajo de las medias en las corridas experimentales (n) d2 – Factor de desviación (Tabla 2.5) - Desigualdad cuadrática o variabilidad del procedimiento de ensayo V A este parámetro también se le conoce como Coeficiente de Variación; se da en %. V S 100 y (2.5) Tabla 2.5 – Valores del factor de desviación (d2) para un número de replicas menor que diez. 42 Factor de desviación para la desviación estándar estimada en el rango del tamaño básico de la muestra. Factor de Tamaño de la (1/d2 ) Muestra (n) Desviación (d2 ) 2 1.128 0.8865 3 1.693 0.5907 4 2.059 0.4857 5 2.326 0.4299 6 2.534 0.3946 7 2.704 0.3698 8 2.847 0.3512 9 2.970 0.3367 10 3.078 0.3249 El tamaño de la muestra n se puede determinar como: 2 V n 1.96 Para un nivel del 95% de confianza e Donde: (2.6) e – Error permisible de la muestra o muestreo - Error absoluto de la media aritmética e y ey tS n 1 (2.7) Donde: t – Desviación normada, determinada durante una distribución normal en dependencia del número de ensayos o tamaño de la muestra - Error relativo para la media aritmética ery ery ery ey y 100 t V 100 n 1 (2.8) (2.9) Por la tabla 2.5 se determina el tamaño mínimo de la muestra para un 95% de nivel de confianza, lo que indica un 5% de probabilidad de que la diferencia entre la muestra estimada (media aritmética y ) y el valor obtenido del promedio de todos los valores, para un número elevado de pruebas (réplicas), no exceda el error relativo permisible de la muestra. 43 Durante la calibración de la instalación experimental los ensayos se deben hacer con un número de muestra igual seis (6). Por lo que el coeficiente de variación de la media de los datos experimentales no debe sobrepasar el 6%. De ser superior al valor señalado la prueba no se considera válida y por ende la instalación experimental no calibrada (ver tabla 2.6). Tabla 2.6 - Tamaño mínimo aceptable de la muestra (n) para un 95% de confianza. Coeficiente de Variación V (%) 1 2 3 4 5 6 7 8 9 10 Error Relativo permisible de la muestra e rp (%) 1 4 16 35 62 96 2 1 4 9 16 24 35 47 62 78 96 3 4 5 6 7 8 10 2 4 7 11 16 21 28 35 43 1 3 4 6 9 12 16 20 24 2 3 4 6 8 10 13 16 1 2 3 4 6 7 9 11 2 2 3 4 5 7 8 2 2 3 4 5 6 1 2 2 3 4 4 Por ejemplo: Si el coeficiente de variación (V) de múltiples pruebas (réplicas) es el 6%, el tamaño mínimo de muestras pudiera ser 6; todo esto con el objetivo de garantizar un 5% de error permisible. Es importante señalar que si el número de pruebas (réplicas) 6 no genera un coeficiente de varianza menor o igual al 6%, la prueba no se considera válida, por lo que se debe tomar una acción correctiva con los resultados. Conclusiones parciales Se desarrolla y establece el procedimiento metodológico para la determinación de la resistencia al desgaste de materiales bajo ensayo de abrasión Desde el punto de vista técnico resulta un paso de avance importante ajustar la selección de los instrumentos a los aspectos estipulados en la norma ASTMG 132, lo que a su vez permite brindar una mayor garantía de satisfacer las exigencias que en cuanto a calidad se imponen. 44 Capítulo III Capítulo 3. Proceso de fabricación de la máquina 3.1. Introducción En este capítulo se desarrolla el proceso de diseño y fabricación de la máquina. Los elementos fundamentales de dicho equipo están establecidos en la norma ASTM G 132. Por tal motivo el trabajo se centra en establecer los procesos tecnológicos para la obtención de las partes maquinadas que se utilizan en la máquina fabricada. 3.2. Diseño y proceso de construcción de la máquina En el diseño y proceso de construcción de la máquina se debe de tomar en cuenta algunos parámetros tales como: variables de diseño, dimensionamiento de la espiga y disco, proceso de diseño, diseño del sistema mecánico, sistema de medición y control de velocidad y fuerza de fricción y sistema eléctrico. 3.3. Variables de diseño Los ensayos de desgaste en máquinas tipo espiga sobre disco se encuentran regidos bajo la norma de la ASTM G132, tal como se presentó en el capítulo II. En dicha norma se presentan las condiciones a las cuales se han realizado ensayos en los diferentes laboratorios y a la vez los resultados obtenidos de dichos ensayos. Así, estas condiciones son: Tensión aplicada por la probeta sobre el material abrasivo: 1 a 2.5 MPa Velocidad de rotación del disco: 15 a 50 rpm Características de las probetas para el ensayo. 45 Duración del ensayo: 1 a 3 minutos. Ambiente (condiciones del ensayo): 20 a 25°C. 3.4. Dimensionamiento de la espiga y del disco El disco sobre el cual se desliza la espiga tiene un diámetro de 250 mm y un espesor de 10 mm. E m p le a n d o pa ra lo s e n sa yo s 2 2 0 m m d e d iá m e t ro ya qu e e l re s t o se d e st in a p a ra la f ija ció n d e l m a t e r ia l a b ra s i vo . 3.5. Proceso de diseño Para cualquier diseño es importante tener en cuenta principios y elementos claves que garanticen el correcto funcionamiento del mismo y contribuyan al perfeccionamiento de la actividad. El modelo de la máquina para determinar el desgaste tipo espiga sobre disco seleccionado estará provisto de los siguientes sistemas: 1) Sistema mecánico Se encargará de sujetar las probetas, apoyar los pesos muertos que serán aplicados y transmitir movimiento al disco, esto se logra mediante los elementos siguientes: a) Sujeción de probetas. b) Mecanismo de aplicación de la carga. c) Mecanismo de transmisión de potencia. d) Estructura del banco. 2) Sistema eléctrico Se encargara de proporcionar la alimentación, accionar y parar el motor para ello se contara de ciertos dispositivos para proteger tanto al circuito de control como a los ensayos entre ellos podemos mencionar: contactores y relés temporizadores. 46 3.6. Diseño del sistema mecánico El diseño del sistema mecánico involucra el dimensionamiento del sistema de sujeción de la espiga y el disco, diseño del eje de transmisión de potencia, selección de bandas y por ultimo selección del motor a utilizar. 3.6.1 Sistema de sujeción de la espiga y del disco Este sistema esta compuesto por la sujeción del disco y la sujeción de la probeta. El montaje y desmontaje de la sujeción del disco debe ser fácil, al igual que debe tener una adecuada sujeción para que éste al girar no ocasione accidentes al operario como a los demás elementos que compone la máquina. La sujeción de la probeta debe ser capaz de mantenerla fija sin que ésta pueda ocasionar accidentes, debe ser fácil el montaje y desmontaje, lo cual se logra utilizando un prisionero (Fig.3.1). Fig.3.1. Sistema de sujeción de la probeta. 3.6.2 Sistema de carga Este sistema debe ser capaz de soportar tanto la aplicación de la carga sobre la espiga como 47 la deflexión que la espiga pueda producir por el efecto del deslizamiento sobre el disco (Fig3.2). Para aplicar la carga en un punto específico del disco se hará uso de la manivela ,la cual es la encargada de transmitirle el movimiento al brazo móvil, requiere el uso de una rosca de tornillo como medio para obtener una medida; el tornillo estará unido a la base móvil por medio de una tuerca. En el cepo, que garantiza la fijación del brazo, estará provisto de una lengüeta indicadora, la cual se ubica sobre una escala graduada ubicada en la base móvil. Dicha escala se marcará con divisiones equidistantes, agrupadas de 1 en 1 mm, de tal forma que el cero coincida con el centro del disco la cual corresponde a un radio de cero sobre el disco, por tanto el brazo podrá desplazarse a la derecha. Fig.3.2. Sistema de carga de la máquina. 3.6.3 Sistema de transmisión de potencia Este sistema se encargará de transmitir el del motor al sistema de sujeción del disco, para movimiento ello se utilizará un sistema de transmisión mediante correas poleas y transmisión sin fin. Estos sistemas fueron recuperados, 48 es decir que se utilizaron en la fabricación de la máquina pero ya estaban diseñados. Los parámetros de estas transmisiones de dan a continuación: Transmisión por poleas y correas Distancia entre centros: 710 mm Relación de transmisión: 2.54 Diámetro de la polea conductora: 78.5 mm Diámetro de la polea conducida: 200 mm Tipo de correa utilizada: Correa Trapezoidal Fig.3.3. Sistema de transmisión por correas y poleas. Transmisión por tornillo sin fin Relación de transmisión: 20 49 Fig.3.4. Transmisión por tornillo sin fin. 3.6.4 Estructura del banco La estructura del banco será conformada de tubo de 120 mm de diámetro exterior, interior 112 mm y altura 800 mm. Conjuntamente a éste, en la parte inferior, mediante unión soldada, se fija la base conformada por perfiles U de 488mm de longitud . En la estructural se soportaran los diferentes elementos, tales como: motor y controles eléctricos. 3.7. Proceso de fabricación Antes de construir una máquina es necesario especificar el proceso de fabricación de cada uno de los elementos que la componen, esto se hace utilizando hojas de ruta en las cuales se especifica el nombre del elemento, el material y se describe cada una de las operaciones que deben efectuarse hasta llevar al elemento a su acabado final. Una vez fabricados todos los elementos de la máquina deben ensamblarse, tal como se presenta en un diagrama de ensamble. 3.7.1 Hojas de ruta A continuación se presenta el proceso de fabricación de cada una de las piezas de la máquina, este proceso inicia desde el material con dimensiones en bruto hasta llevarlas a las dimensiones requeridas, las máquinas herramientas a utilizar para el proceso de fabricación son: torno, fresadora vertical, taladro de pedestal, entre otros. En las hojas de proceso se especifican las diferentes herramientas utilizadas en el proceso de fabricación. Hoja de proceso·1 Nombre · Disco. Material: AISI 1020 50 Cantidad ·1 005 Banco de trazado. 01 Trazar placa de acero 1020 a un diámetro 265 mm con un compás. 010 Corte 01 Cortar placa con oxicorte según trazo. 015 Torneado. A1 Instalar pieza en plato autocentrante de tres garras. 01 Refrentar cara a obtener plano transversal. 02 Elaborar ranura frontal según plano. B1 Invertir. 03 Refrentar a obtener espesor 10. 04 Elaborar centro guía. 51 05 Taladrar a diámetro 24 pasante. 06 Mandrilar de acabado a diámetro 25 pasante. B2 Instalar en mandril. 07 Cilindrar de desbaste diámetro 252.2 saliente. 08 Cilindrar de acabado diámetro 250 saliente. 09 Biselar cantos vivos. Hoja de proceso ·2 Nombre: Aro de sujeción. Material: AISI 1020 Cantidad ·1 005 Banco de trazado. 01 Trazar placa de acero 1020 a un diámetro 265 mm con un compás. 010 Corte 52 01 Cortar placa con oxicorte según trazo. 015 Torneado. A1 Instalar pieza en plato autocentrante de tres garras. 01 Refrentar cara a obtener plano transversal. 02 Trozar de cara diámetro 220. A 2 Montar por el interior del aro con el uso de muelas invertidas. 03 Cilindrar de desbaste exterior diámetro 252.2 saliente. 04 Cilindrar de acabado diámetro 250 saliente. B1 Invertir. 05 Refrentar a obtener espesor 9. 06 Elaborar superficie frontal según plano. 07 Biselar cantos vivos. Hoja de proceso ·3 Nombre ·Eje. Cantidad ·1 53 005 Corte. A1 Instalar pieza en mordaza. 01 Cortar semiproducto laminado diámetro 55 y longitud 138. 010 Torneado. A1 Instalar pieza en plato autocentrante de tres garras 01 Refrentar cara a obtener plano transversal. 02 Elaborar centro guía. B1 Invertir. 03 Refrentar a obtener longitud 131. 04 Elaborar centro guía. C Instalar pieza entre puntos con perros de arrastre. 05 Cilindrar de desbaste diámetro 37.2 obteniendo una longitud 110.5. 06 Cilindrar de desbaste diámetro 22.2 obteniendo una longitud 102.5. 07 Cilindrar de desbaste diámetro 19.2 obteniendo una longitud 77.5. 54 08 Cilindrar de desbaste diámetro 16 obteniendo una longitud 22. 09 Cilindrar de acabado diámetro 36 obteniendo una longitud 110.5. 10 Cilindrar de acabado diámetro 21 obteniendo una longitud 102.5. 11 Cilindrar de acabado diámetro 18 obteniendo una longitud 77.5. 12 Cilindrar de acabado fino diámetro 35 obteniendo una longitud 111 13 Cilindrar de acabado fino diámetro 20 obteniendo una longitud 103 14 Cilindrar de acabado fino diámetro 17 obteniendo una longitud 78. 15 Elaborar ranura según plano. 16 Biselar cantos vivos. 17 Elaborar rosca M·16 x2 a salir a la ranura. C1 Invertir. 18 Cilindrar de desbaste diámetro 52.2 saliente. 19 Cilindrar de desbaste diámetro 27.2 obteniendo una longitud 9.5. 20 Cilindrar de acabado diámetro 51 saliente. 21 Cilindrar de acabado diámetro 26 obteniendo una longitud 9.5. 55 22 Cilindrar de acabado fino diámetro 50 saliente. 23 Cilindrar de acabado fino diámetro 25 obteniendo una longitud 10. 24 Biselar cantos vivos. Hoja de proceso ·4 Nombre Buje. Cantidad ·1 005 Corte. A1 Instalar pieza en mordaza. 01 Cortar semiproducto laminado diámetro 31 y longitud 20. 010 Torneado. A1 Instalar pieza en plato autocentrante de tres garras 01 Refrentar cara a obtener plano transversal. 02 Elaborar centro guía. 03 Taladrar diámetro 18 pasante. 56 04 Cilindrar de desbaste diámetro 30.2 hasta donde permita el agarre. 05 Cilindrar de semiacabado diámetro 29 hasta donde permita el agarre. 06 Cilindrar de acabado diámetro 28.3 hasta donde permita el agarre. 07 Cilindrar de acabado fino diámetro 28 hasta donde permita el agarre. 08 Mandrilar desde diámetro 18 hasta diámetro 19.8 pasante. 09 Escariado previo desde diámetro 19.8 hasta diámetro 19.94 pasante. 10 Escariado de acabado desde diámetro 19.94 hasta diámetro 20 pasante. 11 Biselar cantos vivos. B1 Invertir. 12 Cilindrar de desbaste diámetro 30.2 saliente. 13 Cilindrar de semiacabado diámetro 29 saliente. 14 Cilindrar de acabado diámetro 28.3 saliente. 15 Cilindrar de acabado fino diámetro 28 saliente. 16 Biselar cantos vivos. 57 Hoja de proceso ·5 Nombre Porta probeta. Cantidad ·1 005 Corte. A1 Instalar pieza en mordaza. 01 Cortar semiproducto laminado diámetro 27 y longitud 190 010 Torneado. A1 Instalar pieza en plato autocentrante de tres garras 01 Refrentar cara a obtener plano transversal. 02 Elaborar centro guía B1 Invertir. 03 Refrentar a obtener longitud 04 Elaborar centro guía. C Instalar pieza entre puntos con perros de arrastre. 05 Cilindrar de desbaste diámetro 25.2 obteniendo una longitud 144.5 58 06 Cilindrar de desbaste diámetro 8.2 obteniendo una longitud 59.5 07 Cilindrar de semiacabado diámetro 25 obteniendo una longitud 144.5 08 Cilindrar de semiacabado diámetro 8 obteniendo una longitud 59.5 09 Cilindrar de acabado diámetro 24.3 obteniendo una longitud 144.5 10 Cilindrar de acabado diámetro 7.3 obteniendo una longitud 59.5 11 Cilindrar de acabado fino diámetro 24 obteniendo una longitud 145 12 Cilindrar de acabado fino diámetro 7 obteniendo una longitud 60 13 Biselar cantos vivos. C1 Invertir. 14 Cilindrar de desbaste diámetro 21.2 obteniendo una longitud 39.5 15 Cilindrar de semiacabado diámetro 21obteniendo una longitud 39.5 16 Cilindrar de acabado diámetro 20.3 obteniendo una longitud 39.5 17 Cilindrar de acabado fino diámetro 20 obteniendo una longitud 40 18 Biselar cantos vivos. D Instalar pieza en plato autocentrante de tres garras. 59 19 taladrar diámetro 4, longitud 30. 20 Mandrilar desde diámetro 4 hasta diámetro 5.8, longitud 30. . 21 Escareado desde diámetro 5.8 hasta diámetro 6, longitud 30. 015 Fresado A Instalar pieza en mordaza. 01 Elaborar ranura según plano. 020 Taladrado 01 Elaborar taladrado para tallado de rosca M4 con macho según plano. 3.8. Beneficios y utilidad de la máquina fabricada Los beneficios en su mayoría son intangibles y/o de difícil de cuantificación, pero fueron expresados por los especialistas consultados, lo que evidencia el valor práctico aportado por la presente investigación. Por lo cual con la propuesta se tiene una gran cantidad de beneficios tales como: Propicia la formación y desarrollo de trabajadores y estudiantes, en aspectos relevantes para la carrera. Abre una nueva brecha que permite el desarrollo de investigaciones relacionadas con un tema tan importante como la tribología. Permite la prestación de servicios científico técnicos a empresas del territorio, con lo que se garantiza la entrada de recursos a la Universidad. 3.8.1. Valoración económica 60 El costo de una máquina similar está alrededor de los 3000 USD, sin contar el costo de la transportación. También es importante tener en cuenta el bloqueo al que está sometido nuestro país, lo que encarecería mucho más la compra de una máquina de este tipo. En el caso de la máquina que se fabricó, todos los materiales que se utilizaron son reciclados, es decir que se utilizaron materiales como los perfiles laminados, las transmisiones por correas poleas y sin fin, que estaban destinados a materias primas, por lo que por ese concepto no hubo gastos a tener en consideración. El motor que se utiliza pertenecía a otra máquina que existió en el antiguo laboratorio de tribología de la facultad y que no se estaba utilizando en estos momentos. Aunque no se determina exactamente el costo de fabricación de esta máquina se puede apreciar que este será mucho menor que una máquina de este tipo que se importe. 3. 9 Conclusiones parciales Los parámetros de trabajo y el diseño de los elementos fundamentales de esta máquina están establecidos en la norma ASTM G 132, por tal motivo no se incluyen en este trabajo, sino que se fabricaron a partir de estas especificaciones. Se desarrollaron las tecnologías de fabricación del disco, aro de sujeción, buje, eje del disco y porta probetas, pues estas piezas son particulares para este diseño de máquina que se seleccionó. Se estima que la fabricación de esta máquina es mucho más barata que la importación de una del exterior, pues a su precio, de por si caro habría que agregar el costo que implica el bloqueo a que está sometido nuestro país. 61 Conclusiones Existen diferentes tipos de desgaste, entre los que se encuentra el desgaste abrasivo como uno de los más frecuentes. Para el estudio del mismo es de mucha importancia la realización de ensayos en estaciones experimentales. La norma ASTM G 132 establece cuatro tipos de máquinas para la realización de ensayos de abrasión en espigas. Una de las más utilizadas es la conocida como máquina tipo espiga-disco abrasivo (pin-abrasive disc). En la norma ASTM G 132 se establecen todos los pasos necesarios para la realización del ensayo del tipo pin-disco abrasivo. Primeramente es necesario la calibración de la máquina para verificar si los parámetros de funcionamiento están dentro de los establecidos. Se definen las dimensiones de las probetas a utilizar. Finalmente se establecen los cálculos y los reportes a partir de los resultados obtenidos. Se desarrollan las tecnologías de fabricación de las piezas no normalizadas que intervienen en la fabricación de la máquina tipo pin-disco abrasivo fabricada. Estas tecnologías están destinadas a la fabricación de estas piezas utilizando máquinas herramientas convencionales. La fabricación de la máquina resultó mucho más económica que la compra de la misma en el extranjero. En el proceso de fabricación se utilizaron materiales reciclados, incluyendo las transmisiones y el motor. Una máquina de este tipo cuesta alrededor de 3000 USD sin tener en cuenta el costo de transportación y el efecto del bloqueo económico al que está sometido el país. 62 Recomendaciones Fabricar una carcasa protectora para la transmisión por correas y poleas para prevenir accidentes durante su funcionamiento. Desarrollar el plan de mantenimiento de la máquina fabricada, con el objetivo de garantizar su correcto funcionamiento por un tiempo prolongado. 63 Anexos 64 65 66 67 68