(1494) Separación de Níquel y Cobalto de Catalizadores Agotados
Anuncio
 Separación de Níquel y Cobalto de Catalizadores Agotados")
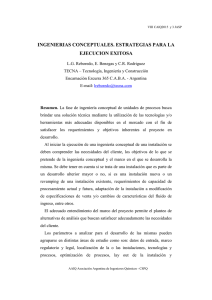
VII CAIQ 2013 y 2das JASP SEPARACIÓN DE NÍQUEL Y COBALTO DE CATALIZADORES AGOTADOS DE HIDRODESULFURIZACIÓN (HDS) MEDIANTE LIXIVIACIÓN PARCIAL SELECTIVA DE LOS METALES SOPORTADOS CON SOLUCIONES ACUOSAS DE H2SO4 M. P. Furlán, B. S. Secen y J. M. Grau* Instituto de Investigaciones en Catálisis y Petroquímica –INCAPE (FIQ, UNLCONICET). Santiago del Estero 2654, 3000, Santa Fe-Argentina E-mail: [email protected] Resumen. Se busca optimizar un método de lixiviación ácida selectiva de óxidos de cobalto o níquel soportados en alúmina. El material es la base de catalizadores agotados de hidrodesulfurización catalítica de hidrocarburos, que después de su calcinación y extracción de molibdeno, mantienen un elevado porcentaje de estos óxidos. Se pretende evitar la digestión total del material, reducir el contenido de Co y Ni en el soporte, de manera de poder dar disposición final al soporte como material inerte, y recuperar los metales para su reciclado. El método debe extraer los metales logrando inertizar el material con el mínimo consumo de reactivos. Para ello se han realizado lixiviaciones con soluciones acuosas de ácido sulfúrico de diferente concentración y con diferentes tiempos de contacto para estudiar el rendimiento en extracción de los metales de interés y el remanente de contaminantes en la alúmina soporte. Se han obtenido rendimientos de extracción de Ni y Co de 58 % y 78% respectivamente, con soluciones de H2SO4 al 30 % en peso, tiempos de lixiviado de 20 min en un solo paso. Estos resultados permitirían diseñar un lixiviador continuo que trabaje con la mínima cantidad de ácido y evite el proceso de digestión total del soporte. Palabras clave: Inertización Catalizadores Agotados, Reciclado de Ni y Co, Cuidado Medioambiente. AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP 1. Introducción El azufre es una de las impurezas presente en los combustibles que mayores problemas trae al medioambiente. Los compuestos azufrados, durante su combustión en un motor a explosión, se transforman en óxidos de azufre que en contacto con la humedad del aire generan lluvia ácida. El petróleo contiene cantidades variadas de compuestos orgánicos de azufre, tales como sulfuro de carbono, tioles, tiofeno, benzotiofeno, dibenzo-tiofeno, nafto-dibenzo-tiofeno, etc, dependiendo de su lugar de origen. En función del contenido de azufre se lo clasifica como petróleo dulce (bajo azufre) y agrio o ácido (alto azufre). En los combustibles típicos, nafta y diesel, tendremos presencia de órgano-azufrados livianos en naftas, de gran reactividad y fácilmente eliminables y pesados en diesel, más refractarios y difíciles de separar del corte. Uno de los procesos de mayor crecimiento en la refinería para ajustar el azufre es la hidrodesulfurización (HDS) catalítica (Gates y col, 1979; Topsoe y col, 1996; Kabe y col, 1999). La capacidad de operación de HDS crece a medida que los límites de S en combustibles se reducen. El HDS utiliza catalizadores de Ni-Mo y Co-Mo soportados en alúmina, sulfurados e hidrogeno para romper los enlaces C-S y eliminar los organoazufrados del combustible. Los catalizadores de HDS se desactivan durante su ciclo operativo. La causa principal de desactivación es el ensuciamiento por deposición y acumulación de coque, envenenamiento con impurezas de la alimentación, tales como metales pesados y pérdida de dispersión de los componentes activos por sinterización. Estos catalizadores agotados son de difícil manipulación por los hidrocarburos absorbidos, elevados niveles de coque, azufre y metales depositados. Dependiendo de la causa de desactivación, parte de este stock puede regenerarse y ser reciclado. El resto debe ser tratado para su inertización mediante calcinación y recuperación de metales antes de ser finalmente desechados. Para poder enviarlo a disposición final se deben separar los metales Ni, Co y Mo de tal modo que su concentración quede por debajo del máximo permitido y la alúmina residual sea considerada un residuo no contaminante. En nuestro país las Leyes 24.051 y 25.612 regulan la gestión integral de residuos de origen industrial y de actividades de servicio y establece los límites de metales permitidos en suelos destinados a diferentes actividades tales como radicación urbana, agrícola o industrial. En zonas urbanas la legislación es más estricta y establece niveles AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP máximos de 5 ppm de Mo, 40 ppm de Co y 150 ppm de Ni. Teniendo en cuenta que las concentraciones de partida de estos metales en los catalizadores están en 9,2 % Mo; 2,74 % Co y 2,66 % Ni, se debe disponer de un procedimiento de extracción eficiente para lograr reducir la concentración de metales en el sólido a los niveles permitidos. La separación del Mo se consigue calcinando el catalizador impregnado con carbonato de sodio y luego lavando el sólido calcinado con agua caliente. Este procedimiento ha sido optimizado en un trabajo previo de nuestro grupo. Luego de extraer el Mo, y como la calcinación se hace en atmósfera oxidante las especies estabilizadas sobre la alúmina soporte son los óxidos de cobalto o níquel, según de que catalizador se trate. Para la remoción de estos óxidos el procedimiento requiere la digestión total del sólido en medio ácido y luego la separación de cada elemento se consigue por precipitación de los hidróxidos corrigiendo la acidez del medio. Este procedimiento consigue separar el hidróxido de aluminio con trazas de cobalto o níquel dentro de los márgenes permitidos por la legislación. No obstante las cantidades de reactivos a utilizar resultan excesivas. El objetivo de este trabajo es buscar un método de lixiviación selectiva de los óxidos de cobalto o níquel sin tener la necesidad de digerir todo el material y que permita economizar reactivos en el tratamiento. Para ello se han realizado lixiviaciones con soluciones acuosas de ácido sulfúrico de diferente concentración y diferentes tiempos de contacto para estudiar el rendimiento en extracción de los metales de interés y el remanente de contaminantes en la alúmina soporte. Se trata de optimizar el método de extracción de metales para poder diseñar un lixiviador continuo que trabaje con la mínima cantidad de ácido y evite el proceso de digestión total del soporte. 2. Experimental 2.1. Catalizadores Utilizados Para estudiar el procedimiento de lixiviación del cobalto y del níquel, se utilizaron catalizadores agotados de HDS exentos de coque, azufre y molibdeno. Esto se logra realizando una recuperación textural mediante una oxidación en aire a temperatura controlada que elimina especies de carbono y oxida los sulfuros metálicos que componen la fase activa. Este catalizador calcinado adecuadamente posee en su AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP superficie especies MoO3, CoO y NiO. Para separar el molibdeno se debe convertir el trióxido de molibdeno en molibdato de sodio el cual es lixiviado con agua caliente debido a su elevada solubilidad. Esta transformación se produce en presencia de carbonato de sodio y a temperatura mayor a 400°C, según (1): MoO3 + Na2CO3 → MoO4Na2 + CO2 (1) La efectividad del procedimiento depende del grado de contacto entre ambos reactivos, de la concentración inicial y grado de descomposición del carbonato. Para ello se impregna el catalizador a humedad incipiente con una solución 18% p/v de Na2CO3, considerando un volumen de 0,9 ml.g-1 de soporte. El sólido húmedo se deja estabilizar 72 h a TA para completar la difusión del carbonato en los poros y luego se seca a 110°C. Seguidamente se calcina en aire, F/W=5 l.kg-1.min-1, 3 h a 400 °C, la cual se alcanza con una rampa de 3°C.min-1. Para lixiviar el MoO4Na2, se agrega a la muestra calcinada un volumen de agua destilada igual al doble del volumen de poro del catalizador. Se lleva a ebullición durante 30 min. Luego se filtra y se lava el sólido. Se repite la operación 2 veces. Al final del procedimiento se obtiene un sólido libre de Molibdeno, listo para la lixiviación del NiO y del CoO y una solución acuosa de Molibdato de sodio. El sólido se seca en estufa 24 h a 110°C y se toma como material de partida para la extracción de níquel y cobalto mediante la lixiviación con ácido sulfúrico. 2.2. Lixiviación del Niquel y Cobalto de catalizadores agotados de HDS Después de la calcinación en aire el níquel y el cobalto se encuentran como NiO y CoO. No obstante parte de estos metales puede migrar al soporte durante el ciclo operativo o su regeneración formando aluminatos (Berrebi y col., 1993). Para recuperar Ni y Co, estos óxidos soportados se deben lixiviar utilizando una solución acuosa de ácido sulfúrico. En función de la proporción de NiAl2O4 y CoAl2O4 se fija la cantidad de ácido a utilizar y en función de ésta última la lixiviación puede ser parcial o total. En presencia de NiO, CoO y Al2O3 el H2SO4 disuelve selectivamente los óxidos de níquel y cobalto que aún queda depositado en el catalizador. AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP Un exceso de H2SO4 puede disolver parte del aluminio y los aluminatos metálicos que encuentre, según las siguientes reacciones: NiO + H2SO4 → NiSO4 + H2O (2) CoO + H2SO4 → CoSO4 + H2O (3) 3 Al2O3 + 9 H2SO4 → 3 Al2(SO4)3 + 9 H2O (4) 3 Al2O3 + 4 H2SO4 + 5 H2O →2 {H3O[Al3(SO4)2(OH)6]} (S) (5) 3 NiAl2O4 + 12 H2SO4 → 3 NiSO4 +3 Al2(SO4)3 + 12 H2O (6) 3 CoAl2O4 + 12 H2SO4 → 3 NiSO4 +3 Al2(SO4)3 + 12 H2O (7) Si se realiza un tratamiento de disolución total, la Al2O3, soporte del catalizador, se disolverá de acuerdo con la ecuación (4). De esta manera el Ni y el Co enlazado a la alúmina base se recuperan completamente. Cuando el contenido de Al en solución es suficientemente alto y la temperatura de digestión está en el rango entre 180 y 220°C, puede ocurrir la reacción (5). La formación de esta sal doble de hidroxisulfato de aluminio que precipita como sólido, también permite la liberación del Ni enlazado al soporte y su extracción completa. Este camino produce una disolución total de los óxidos de níquel y cobalto y una disolución parcial de la alúmina, con un menor consumo de ácido sulfúrico. En este trabajo, se analiza el efecto de la concentración de ácido sulfúrico y el tiempo de lixiviación para obtener la mayor selectividad en el lixiviado de NiO u CoO con la mínima cantidad de reactivos y el mínimo consumo de energía, procurando la menor extracción de aluminio. En este procedimiento la selectividad de la extracción debe ser ajustada para asegurar de que el contenido remanente de metales en la alúmina no exceda los límites permitidos por la ley y pueda ser comercializada como agregado inerte sin riesgos de contaminación. AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP 2.3. Equipo utilizado y procedimiento de lixiviado de metales Las lixiviaciones se realizaron en una columna de extracción de vidrio de 30 mm de diámetro (Figura 1). En cada experimento se retira el distribuidor de líquido superior (3) y se cargan 50 ml de la solución de H2SO4 de concentración deseada que se acumulan en el depósito (5). Luego se cargan 10 g de catalizador (1), del que se pretende extraer el Ni o el Co el cual queda retenido sobre una placa porosa de vidrio (2). A 5 cm encima del lecho se coloca nuevamente el distribuidor (3) que hace de fondo del depósito superior de solución (4) y permite el drenado de esta en forma de lluvia sobre el catalizador. Se tapa la columna con vidrio reloj y se inicia el calentamiento de la solución acumulada en (5). Al llegar a 80 °C se bombea la solución hacia el depósito (4) y se fija un tiempo de extracción. La recirculación de solución se hace con una bomba peristáltica de velocidad variable (6) la cual toma la solución de la parte media del depósito (5) para mantener el calentador eléctrico inundado y la lleva al depósito (4) de donde cae mojando y atravesando el lecho de catalizador y se recolecta nuevamente en (5). Allí vuelve a ajustase su temperatura y se recicla para continuar la lixiviación. 4 3 1 2 6 5 Figura 1. Esquema del Extractor Continuo Las concentración de H2SO4 que se estudiaron son de 10%, 20%, 30% y 50% v/v y los tiempos de lixiviado, de 5, 10, 15, 20, 25, y 30 min. Concluido dicho tiempo, se suspende el bombeo y la solución drena y se acumula nuevamente en el depósito (5) del cual se toma una muestra para su análisis. El sólido se lava con agua y seca en estufa. AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP 2.4. Cuantificación de Ni, Co y Al en solución y sólido remanente Parte de las muestras sólidas recuperadas de cada experimento de extracción, fue digerida totalmente para cuantificar la cantidad de Ni o Co remanente. La determinación de níquel y cobalto en solución se realizó por fotocolorimetría en un espectrofotómetro λ20 utilizando como indicador para Ni, una solución de dimetilglioxima 0,2% (DMG) en etanol, de acuerdo al método que se describen Mitchell y Mellon (1945) y para Co, 1-nitroso-2-naftol (0,05 M) en ácido acético en una solución de surfactante no iónico de Triton-X100 (Abdollahi y col, 2003). Las medidas de absorbancia se realizaron haciendo un barrido de longitudes de onda en el rango entre 400 y 650 nm. La curva de Absorbancia obtenida para las soluciones de Ni presenta dos máximos a 440 y 550 nm y la del Co muestra picos a 425 y un hombro a 525 nm. A través de una curva de calibrado se determina la concentración de níquel y cobalto en la solución incógnita. Como la linealidad entre absorbancia y concentración ocurre entre 1 y 5 ppm, se diluye la muestra para entrar en el rango de confiabilidad de la técnica y luego se calcula la cantidad de níquel o cobalto en la solución de partida. La metodología seguida para Ni fue la siguiente: 1) en un matraz 25 ml se coloca 1 ml de la solución a analizar; 2) se acidifica con 5 ml de una solución acuosa de HCl 1 N; 3) se agregan 2 ml de agua de Bromo y se deja actuar el agente oxidante durante 1 min. El agregado de agua de bromo le da un color anaranjado a la solución; 4) se agregan gotas de NH4OH hasta eliminar el color del bromo y obtener nuevamente una solución incolora; 5) se diluye con 5 ml de etanol; 6) se agregan 5 ml de una solución de DMG 0,2% en etanol; 7) enraso con agua a 25 ml; 8) dejo estabilizar el color del complejo formado durante 3 min; 9) coloco la solución en una cubeta de 1 cm de espesor y hago el barrido de longitudes de onda; 10) repito la medida a 5 min. La metodología seguida para Co fue la siguiente: 1) en un matraz aforado de 25 ml se coloca 1 ml de la solución a analizar; 2) se agregan 12 ml de solución estándar la cual contiene el indicador; 3) se enrasa a 25 ml con solución de acetato buffer (pH=4). 4) dejo estabilizar el color del complejo formado durante 5 min; 5) coloco la solución en una cubeta de 1 cm de espesor y hago el barrido de longitudes de onda; 6) repito la medida a 5 min. La solución de acetato buffer se obtiene mezclando 0,9 ml de una solución de acetato de sodio 0,2 M con 41 ml de ácido acético 0,2 M y diluyendo a 100 AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP ml con agua. La solución estándar se obtiene mezclado 1 ml de una solución de 1nitroso-2-naftol (0,05 M) en ácido acético con 2 g de Triton X-100 y enrasando a 100 ml con solución de acetato buffer (pH=4). Para el trazado de las curvas de calibrado se prepara por pesada y dilución una solución acuosa de nitrato de níquel y otra de nitrato de cobalto, a partir de las sales sólidas, con una concentración de 100 ppm. La concentración exacta de estas soluciones patrón fue corroborada mediante un análisis por Absorción Atómica. La concentración de aluminio en las soluciones de lixiviado fue determinada por análisis químico por ICP/AES. 3. Resultados y discusión 3.1. Curvas de calibrado para la determinación de Níquel y Cobalto Las Figuras 2 y 3 muestran las dos curvas de calibrado obtenidas a partir de soluciones patrones de Níquel y Cobalto. Absorbancia, u.a. 1,2 Absorbancia a 445 nm a 5 min 0,9 0,6 0,3 [Ni], ppm = 4,189 x Abs 0,0 0 1 2 3 4 5 Concentracion Ni, ppm Figura 2. Curva de calibrado para las determinaciones de Ni en solución. AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP 1,8 Absorbancia a 425 nm a 5 min Absorbancia, u.a. 1,5 1,2 0,9 0,6 0,3 0,0 [Co], ppm = 2,48 x Abs 0 1 2 3 4 Concentracion Co, ppm Figura 3. Curva de calibrado para las determinaciones de Co en solución. Haciendo las diluciones correspondientes para entrar en el rango de linealidad de la técnica se determinó la absorbancia de las muestras de lixiviaciones con diferentes concentraciones de ácido y diferentes tiempos de tratamiento. A partir de estos valores, utilizando las curvas de calibrado, se calculó la concentración de níquel y cobalto. También se analizó la cantidad de aluminio extraída en cada experimento de lixiviación. Para completar el balance de metales, se midió la concentración de cobalto y níquel remanente en los sólidos tratados. Para ello las muestras sólidas fueron sometidas a un proceso de digestión total y luego se utilizó la misma metodología aplicada a las muestras líquidas. Los resultados obtenidos de concentración de cobalto, níquel y aluminio en las soluciones de lixiviado para los diferentes tiempos de contacto y para las concentraciones de ácido estudiadas se pueden observar en las Figuras 4-A, 4-B, 5-A y 5-B. Estas Figuras muestran en la parte superior los mg extraídos de Ni o Co, por gramo de catalizador tratado y en la inferior, la cantidad de aluminio que se ha disuelto en el proceso. AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP Niquel extraido, mg/g cat 25 Limite de extraccion 21,7 20 50% 30% 20% 10% 15 10 5 0 0 10 20 30 Tiempo, min Aluminio extraido, mg/g cat Figura 4-A. Ni en solución en función del tiempo y la concentración de H2SO4 10% 20% 30% 50% 60 40 20 0 0 10 20 30 Tiempo, min Figura 4-B. Al en solución en función del tiempo y la concentración de H2SO4 AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ Cobalto extraido, mg/g cat VII CAIQ 2013 y 2das JASP Limite de extraccion 29,3 30 10% 20% 30% 50% 20 10 0 0 10 20 30 Tiempo, min Aluminio extraido, mg/g cat Figura 5-A. Co en solución en función del tiempo y la concentración de H2SO4 10% 20% 30% 50% 60 40 20 0 0 10 20 30 Tiempo, min Figura 5-B. Al en solución en función del tiempo y la concentración de H2SO4 AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP Haciendo un análisis comparativo entre las cuatro Figuras podemos observar que la extracción de óxido de cobalto ha sido más efectiva que la de óxido de níquel. En ambos casos el ácido ataca y disuelve en forma simultánea parte de la alúmina soporte. Comparando las Figuras 4-B y 5-B se puede observar que la cantidad de aluminio extraída con soluciones de igual concentración e igual tiempo de lixiviado es ligeramente diferente. Esto puede ser debido a diferencias en el origen del catalizador y también debido a la forma de los pellets ya que en el caso del catalizador de Ni su soporte es de forma trilobular mientras que el catalizador de cobalto está soportado en pellets cilíndricos. La dureza y forma de preparación del soporte también puede influir en este aspecto. Es destacable el grado de extracción que se logra con la solución de 30 % de H2SO4, llegando en ambos casos a un equilibrio de extracción respecto a los metales de interés (Ni y Co) después de 20 min de lixiviado. Mayores tiempos de lixiviado solo logran aumentar la extracción de aluminio del soporte sólido. Las Tablas 1 y 2 resumen algunos datos comparativos para ambas extracciones después de 20 min de extracción. Tabla 1. Lixiviación de Ni y Al despues de 20 min [H2SO4], % Ni, mg ext/g cat Ni, mg ret/g cat η Ext Ni,% Al,mg ext/g cat η sol,% 10 3,31 18,39 15,3 10,73 98,6 20 9,49 12,21 43,7 15,33 97,5 30 12,64 9,06 58,2 33,85 95,3 50 15,62 6,08 72,0 37,43 94,7 Tabla 2. Lixiviación de Co y Al después de 20 min [H2SO4], % Co,mg ext/g cat Co, mg ret/g cat η Ext Co,% Al, mg ext/g cat η sol,% 10 6,48 22,82 22,1 13,90 98,0 20 12,42 16,88 42,4 25,81 96,2 30 22,80 6,50 77,8 30,38 94,7 50 25,68 3,62 87,7 40,28 93,4 AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP Con una solución de H2SO4 al 30% y 20 min de lixiviado podemos tener rendimientos de extracción de 58% para Ni y 78 % para Co, con rendimientos en sólido del 95%, es decir habiendo digerido solo un 5% del material de partida. Es conveniente reciclar el solido al extractor y continuar utilizando una solución al 30 % en ácido antes que incrementar la concentración de ácido en solución. 4. Conclusiones La extracción de Ni y Co de los catalizadores de hidrotratamiento de los cuales ya ha sido retirado el molibdeno es posible por lixiviación parcial del soporte no siendo necesaria su digestión total. Esto hace del método una alternativa atractiva para la recuperación de estos metales con el mínimo consumo de ácido y por lo tanto de menor agrecibidad al medioambiente. El proceso de lixiviado en las condiciones adoptadas no es selectivo a los óxidos de níquel o cobalto, ya que en ambos casos se ha extraído en forma simultánea contidades razonables de alúmina. Los mejores resultados se han obtenido con una solución al 30 % en H2SO4. Si bien los rendimientos de extracción son elevados, para alcanzar los límites de concentración máximos fijados por la Legistación de residuo peligroso, el pocedimiento debe repetirse, asegurándo la reducción de losmetales hasta los niveles permitidos. Reconocimientos Los autores agradecen a CONICET (PIP 2010-684) y la UNL (CAI+D 2009-60-296) por el financiamiento de este trabajo. Referencias Abdollahi, H., Shariat Panahi, M., Khoshayand, M.R., (2003). Simultaneous Spectrophotometric Determination of Iron, Cobalt and Copper by Partial Least-Squares Calibration Method in Micellar Medium. Iranian Journal of Pharmaceutical Research, 2: 207-212. Berrebi, G., Dufresne, P., Jacquier, Y. (1993). Enviromental Progress, 12(2) 97. Gates, B.C., Katzer, J.R., Schuit, G.C.A. (1979). Chemistry of Catalytic Processes, McGraw-Hill, NY, p. 390. Kabe K., Ishihara A., Qian W. (1999). Hydroaesulfuriza tion and Hydrodenitrogenation, Kodansha, Tokyo. Mitchell, A.M., Mellon, M.G. (1945). Colorimetric Determination of Nickel with Dimethylglyoxime. Industrial and Engineering Chemistry – Analytical Edition, Vol 17,N° 6, 380-382. Topsøe, H., Clausen, B.S., Massoth F.E. (1996), in: Catalysis-Science and Technology, Anderson, J.R. Boudard, M. (Eds.), Vol.11, Springer-Verlag, Berlin. AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ