NTE INEN 2481 - Servicio Ecuatoriano de Normalización
Anuncio

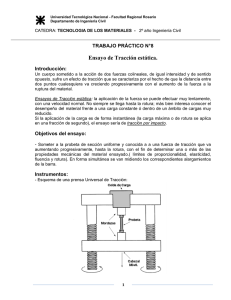
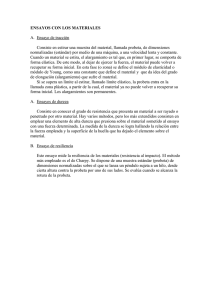
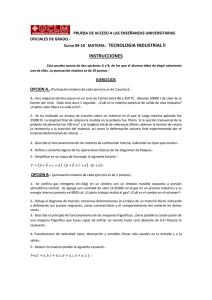
Quito – Ecuador NORMA TÉCNICA ECUATORIANA NTE INEN 2481 Primera revisión FUNDICIONES DE HIERRO GRIS. REQUISITOS GRAY IRON CASTING. REQUIREMENTS _________________________________________ Correspondencia: DESCRIPTORES: Metalurgia, productos de hierro y alero, fundición, requisitos ICS: 77.140.80 11 Páginas NTE INEN 2481 Contenido Página 1. OBJETO .............................................................................................................................................. 1 2. REFERENCIAS NORMATIVAS ......................................................................................................... 1 3. DEFINICIONES ................................................................................................................................... 1 4. CLASIFICACIÓN ................................................................................................................................ 1 5. REQUISITOS ...................................................................................................................................... 1 5.1 Requisitos específicos .......................................................................................................... 1 5.2 Requisitos complementarios ............................................................................................... 2 5.3 Disposiciones generales ...................................................................................................... 2 6. INSPECCIÓN ...................................................................................................................................... 5 6.1 Muestreo ................................................................................................................................. 5 6.2 Aceptación o rechazo ........................................................................................................... 7 7. MÉTODO DE ENSAYO....................................................................................................................... 7 7.1 Ensayo de tracción ................................................................................................................ 7 8. MARCADO ETIQUETADO Y EMBALAJE ......................................................................................... 8 APÉNDICE Y (informativo) PROPIEDADES MECÁNICAS DE LAS PIEZAS FUNDIDAS ................... 9 APÉNDICE Z ......................................................................................................................................... 11 BIBLIOGRAFÍA ................................................................................................................................. 11 -xxx ii NTE INEN 2481 Norma Técnica Ecuatoriana FUNDICIONES DE HIERRO GRIS. REQUISITOS NTE INEN 2481:2015 1. OBJETO Esta norma establece los requisitos que debe cumplir la fundición de hierro gris de piezas destinadas al uso en ingeniería en general, donde al esfuerzo de tracción es la consideración principal. 2. REFERENCIAS NORMATIVAS Los siguientes documentos, en su totalidad o en parte, son referidos y son indispensables para su aplicación. Para referencias fechadas, solamente aplica la edición citada. Para referencias sin fecha, aplica la última edición del documento de referencia (incluyendo cualquier enmienda). NTE INEN-ISO 6892-1, Materiales metálicos. Ensayo de tracción. Parte 1: Método de ensayo a temperatura ambiente NTE INEN 1512, Fundiciones. Clasificación y designación de la microestructura del grafito ASTM A644, Standard Terminology Relating to Iron Castings 3. DEFINICIONES Para los efectos de esta norma, se adoptan las definiciones contempladas en ASTM A644. 4. CLASIFICACIÓN Las piezas de fundición de hierro gris ordenadas y producidas de acuerdo a la presente norma son clasificadas en un número de grados basados en las propiedades de probetas de ensayo fundidas por separado (ver tabla 1). Cada clase es designada por un número seguido por una letra. El número indica el esfuerzo mínimo de tracción de la probeta de ensayo fundida, y la letra corresponde al tamaño de la misma. Ejemplos de designación: Fundición de hierro gris, NTE INEN 2481, Clase 300 B. Fundición de hierro gris, NTE INEN 2481, Clase 275 A. 5. REQUISITOS 5.1 Requisitos específicos 5.1.1 Especiales. Cuando se acuerde por escrito entre el fabricante y el comprador, puede ser necesario que las piezas fundidas cumplan requerimientos especiales como: dureza, composición química (ver Y.1.6), microestructura (ver NTE INEN 1512), ensayo a compresión, ensayo radiográfico, dimensionales y de acabado superficial. 5.1.2 Dimensionales. Las piezas fundidas deben ajustarse a las dimensiones o planos suministrados por el comprador, o, en caso de no disponer de planos se ajustarán a las dimensiones resultantes de los modelos (o matrices) suministrados por el comprador. 5.1.3 2015-xxx Mecánicos 1 de 11 NTE INEN 2481 Requerimientos para el esfuerzo a tracción. Las probetas de ensayo que representan las piezas fundidas, conforme a esta norma deberán satisfacer los esfuerzos de tracción descritos en la tabla 1. 5.2 Requisitos complementarios Mano de obra y acabado. La superficie de las piezas fundidas debe estar libre de arena adherida, escamas, grietas, rajaduras, y otros desperfectos que se determinen por inspección visual. No se permiten reparaciones con insertos o soldadura de ninguna clase, a menos que se establezca una autorización escrita, otorgada por el comprador. 5.3 Disposiciones generales 5.3.1 Información requerida para los pedidos Las órdenes para material bajo esta norma deben incluir la siguiente información: Número de NTE INEN 2481. La clase requerida de hierro gris (ver 3 y las tablas 1 y 2). El tamaño de la barra (probeta) fundida por separado (letra de clasificación: A, B, C, o S) que mejor represente el espesor de la sección de control de la pieza fundida (ver tabla 2). Para la barra fundida de ensayo tipo C el maquinado podrá ser definido según las probetas de ensayo de tracción B o C (ver 6.1, Probetas para ensayos de tracción, literal c), tabla 3, y figura 1). 2015-xxx 2 de 11 NTE INEN 2481 TABLA 1 Requerimientos para esfuerzos de tracción de piezas fundidas de hierro gris en probetas de ensayo moldeadas por separado (MPa) Clase No. 150A No. 150B No. 150C No. 150S No. 175A No. 175B No. 175C No. 175S No. 200A No. 200B No. 200C No. 200S No. 225A No. 225B No. 225C No. 225S No. 250A No. 250B No. 250C No. 250S No. 275A No. 275B No. 275C No. 275S No. 300A No. 300B No. 300C No. 300S No. 325A No. 325B No. 325C No.325S No. 350A No. 350B No. 350C No. 350S No. 375A No. 375B No. 375C No. 375S No. 400A No. 400B No. 400C No. 400S a) Esfuerzo de tracción Mín. (MPa) 150 175 200 225 250 275 300 325 350 375 400 Diámetro nominal de la barra de ensayo (mm) 20 a 22 30 50 a) Probeta S 20 a 22 30 50 a) Probeta S 20 a 22 30 50 a) Probeta S 20 a 22 30 50 a) Probeta S 20 a 22 30 50 a) Probeta S 20 a 22 30 50 a) Probeta S 20 a 22 30 50 a) Probeta S 20 a 22 30 50 a) Probeta S 20 a 22 30 50 a) Probeta S 20 a 22 30 50 a) Probeta S 20 a 22 30 50 a) Probeta S Todas las dimensiones de la barra de ensayo S, deben estar según lo convenido entre el fabricante y el comprador 2015-xxx 3 de 11 NTE INEN 2481 TABLA 2. Barras moldeadas por separado para usar cuando no se haya establecido una correlación entre la probeta y la pieza fundida. Espesor de pared de la sección de control de la pieza fundida, mm Probeta menor de 5 5 a 14 15 a 25 26 a 50 mayor de 50 S A B C S La probeta para ensayo de tracción a ser maquinada de la probeta de fundición S (ver 6.1, Probetas para ensayos de tracción, literal d), tabla 3, y figura 1) TABLA 3. Diámetros y longitudes de las barras de fundición para ensayos Diámetro de la barra fundida (mm) Tipo Barra Mínimo inferior Máximo superior Mínima especificada Máxima recomendada A 22,5 21,5 24,4 125 150 B 30,5 29,0 33,5 150 230 C 50,8 48,3 53,3 75 255 - - - - b) S b) Diámetro Nominal Longitud (mm) - Todas las dimensiones de la barra de ensayo S, deben estar según lo convenido entre fabricante y comprador FIGURA 1. Probetas para ensayo de tracción. 2015-xxx 4 de 11 NTE INEN 2481 Dimensiones (mm) Probeta A para ensayo de tracción Probeta B para ensayo de tracción Probeta C para ensayo de tracción 13 19 32 12,7 ± 0,25 19,0 ± 0,38 30,0 ± 0,65 25 25 50 32 38 57 95 100 160 22 32 48 6 6 8 16 ± 0,4 25 ± 0,4 36 ± 0,4 A ) A ) A) G – Longitud parte cilindrica, mín. D – Diámetro R – Radio de acuerdo, mín. A – Longitud de sección reducida, mín. L – Longitud total, mín. C – Diámetro de la sección final, aproximado E – Longitud del hombro, mín. F – Diámetro del hombro B – Longitud de la sección final A) Opcional para ajustar en las mordazas de la máquina de ensayo. Si es roscada el diámetro base no debe ser menor que la dimensión F. El tamaño de lote (ver numeral 6.1) Requerimientos especiales (ver numeral 5.1.1) Almacenamiento de las probetas ensayadas o probetas no destruidas (ver numeral 6.1), y Preparación especial para entrega (ver numeral 8) 6. INSPECCIÓN A menos que se especifique de otra manera en el contrato u orden de compra, el fabricante es el responsable de desarrollar todos los ensayos e inspecciones requeridas por esta norma, usando sus propias u otras instalaciones fiables, y mantendrá registros completos de dichos ensayos e inspecciones. Tales registros estarán disponibles para ser revisados por el comprador. Cuando se acuerde entre el fabricante y el comprador, las probetas ensayadas o probetas sin romper del mismo lote serán guardados por un periodo de tres meses luego de la fecha del reporte de los ensayos. 6.1 Muestreo 6.1.1 Un lote debe ser definido por uno de los siguientes criterios: El metal colado de un horno y del mismo proceso de calentamiento. El metal proveniente de dos o más hornos combinados en una sola cuchara o destinado a una única pieza. Todo el metal vertido de un horno de fusión continua durante el periodo de tiempo correspondiente al cambio de carga, condiciones de procesamiento, o de composición química o 4h. (Cualquiera que sea el menor). 2015-xxx 5 de 11 NTE INEN 2481 El comprador puede acordar extender el periodo de tiempo de 4 h a 8 h si el fabricante puede demostrar suficiente control del proceso para garantizar tal extensión. Barras fundidas para ensayos: a) Las barras de ensayo deben ser fundidas por separado y provenientes del mismo lote de las piezas fundidas que ellas representan, deben tener las dimensiones mostradas en la tabla 3. Las tolerancias están definidas en la tabla 3. Las probetas de ensayo A, B, y C son probetas estándar con la forma de cilindros simples. La probeta S es especial y está prevista para ser usada cuando las probetas estándar no son satisfactorias. b) Las barras deben ser fundidas en moldes secados, horneados o con aglutinantes químicos, hechos principalmente de un agregado de arena de sílice con los apropiados aglutinantes. El tamaño promedio del grano de la arena debe ser el mismo que el empleado para obtener las piezas fundidas. Los moldes para las probetas estarán aproximadamente a la temperatura ambiente el momento de colar el metal. Se puede colar más de una barra de ensayo en un solo molde, pero cada barra estará rodeada por un espesor de arena no menor que el diámetro de la barra. El diseño disponible para un molde se muestra en la figura 2. c) Las barras de ensayo que representan las piezas fundidas que se enfrían en el molde a menos de 480 ºC antes de desmoldar, deben ser enfriadas en sus moldes a una temperatura menor a 480 ºC. Estas entonces pueden ser enfriadas sin corrientes de aire a temperatura ambiente. d) Las barras de ensayo que representan las piezas fundidas que están a más de 480 ºC, cuando se retiran del molde debe ser enfriadas como se describe en el literal c) o (por acuerdo entre fabricante y comprador) pueden ser desmoldadas a aproximadamente la misma temperatura de las piezas fundidas que representan. e) Cuando las piezas fundidas se someten a alivio de tensiones, recocido, o tratamiento térmico, las barras recibirán el mismo tratamiento, junto a las piezas fundidas que representan. FIGURA. 2 Diseño y dimensiones adecuadas para moldes de barras de ensayo cilíndricas, fundidas separadamente para fundición de hierro gris Donde: Características requeridas: 1. Material – Agregado de arena sílice seca 2. Posición de probetas: vertical 3. L – ver tabla 3. 4. D – ver tabla 3. 5. W - No menor del diámetro D 2015-xxx Características opcionales 1. Número de probetas en un solo molde. Sugerido dos 1. Diseño de la taza vertedora 2. P – sugerido 50 mm N – 8 mm en diámetro, sugerido M = 1,5 N, sugerido 6 de 11 NTE INEN 2481 NOTA 1. El propósito de esta precaución es: Prohibir la fundición de las barras de ensayo en moldes de metal, grafito, zirconio, agregados de bajo peso, u otros materiales que podrían afectar significativamente el esfuerzo de tracción del hierro; prohibir el control del esfuerzo de tracción de las probetas de ensayo por manipulación del tamaño de grano de la arena y prohibir la fundición de las probetas de ensayo en moldes precalentados muy por encima de la temperatura ambiente. Probetas para ensayos de tracción a) Para barras de ensayo tipo A, la barra de tracción A, mostrada en la figura 1, debe ser maquinada concéntricamente con el eje de la probeta. b) Para barras tipo B, la barra de tracción B, mostrada en la figura 1, debe ser maquinada concéntricamente con el eje de la probeta. c) Para barras tipo C, la barra de tracción B o C, mostrada en la figura 1, debe ser maquinada concéntricamente con el eje de la barra, a menos que el tamaño de la probeta de tracción a ser maquinada sea del tipo C, lo cual será especificado por escrito por el comprador. La decisión de usar una barra de tracción B o C será tomada por el fabricante. d) Para barras tipo S, la forma y dimensiones de la probeta de tracción debe ser determinada por mutuo acuerdo entre fabricante y comprador. 6.2 Aceptación o rechazo Cualquier pieza fundida o lote de piezas fundidas que fallen al cumplir con los requerimientos de esta norma pueden, cuando sea posible, ser re-procesadas, vueltas a probar y reinspeccionadas. Si los ensayos e inspecciones en el re-proceso de las piezas fundidas se muestran conforme a esta norma, las piezas fundidas deben ser aceptadas; caso contrario, rechazado y refundidas. Si el comprador encontrara que una pieza de fundición o lote de piezas falla al cumplir con esta norma, posteriormente a la recepción en sus instalaciones, entonces notificará de inmediato al fabricante y en ningún caso lo hará en más de doce semanas después de recibir el envío, indicando claramente las razones del rechazo 7. MÉTODO DE ENSAYO 7.1 Ensayo de tracción El ensayo de tracción debe ser realizado de acuerdo con la NTE INEN-ISO 6892-1. Las probetas de ensayo se ajustarán en las mordazas de la máquina de ensayo de tracción de tal forma que la carga sea axial. El tiempo transcurrido desde el inicio de aplicación de la carga en el ensayo de tracción hasta el instante de la fractura no será menor a 15s para una probeta tipo A y no menor a 20 s para una probeta tipo B y C. Se efectuará un ensayo de tracción por cada lote, y debe cumplir con los requerimientos de tracción especificados. Si los resultados de los ensayos no cumplen con los requerimientos de esta norma, se realizarán dos ensayos más. Si también falla el re-ensayo en cumplir los requerimientos de la norma, las piezas fundidas representadas por estas probetas serán rechazadas (ver 6.4.). Un ensayo es válido cuando se lo realiza en cada probeta que ha sido preparada adecuadamente, y que ha seguido el procedimiento de prueba aprobado. Si no se dispone de suficientes piezas fundidas de ensayo por separado, el fabricante tendrá la opción de escoger una probeta de ensayo de un sitio representativo de la fundición, según acuerdo entre fabricante y comprador. 2015-xxx 7 de 11 NTE INEN 2481 Si los resultados del primer ensayo indican que es necesario un tratamiento térmico para cumplir los requerimientos de la norma, el lote entero de la fundición y las muestras de ensayo que representan un lote, deben ser tratadas térmicamente en conjunto. Si luego de los ensayos, una probeta muestra evidencia de un defecto, los resultados del ensayo deben ser anulados y se realizará otro ensayo en otra probeta del mismo lote. Informe de resultados a) Cuando esté especificado en la orden de compra o contrato, el fabricante debe emitir una certificación o una declaración de cumplimiento de la norma, la misma que debe ser suministrada al momento de entrega del producto, la misma que debe contener, que la pieza fundida o lote de piezas fue fabricada, muestreada, probada e inspeccionada de acuerdo con esta norma; ésta incluirá un reporte de los resultados de los ensayos y tal certificación o declaración de cumplimiento de la norma será la base para la aceptación de la fundición o lote de piezas fundidas. b) Se requiere de una firma en la certificación o reporte de ensayos. El documento identificará claramente a la organización que representa la certificación y a la persona autorizada por los fabricantes quien certificó los resultados de los ensayos. 8. MARCADO ETIQUETADO Y EMBALAJE A menos que sea estipulado de otra manera en el contrato u orden, la limpieza, conservación y empaque de las piezas fundidas para el embarque estarán de acuerdo con la práctica comercial del fabricante. El embalaje y marcado deben ser adecuados para identificar el contenido, asegurar la aceptación y entrega segura por parte del transportista. Cuando el tamaño de las piezas fundidas lo permita, cada una de las piezas debe tener la marca de identificación del fabricante, y el número de parte o modelo y matriz, estará en un lugar indicado en los planos, o si no se indica en planos, en un lugar que esté a discreción del fabricante. Además de los que se indican en el Reglamento Técnico Ecuatoriano RTE INEN 16 donde sea aplicable. 2015-xxx 8 de 11 NTE INEN 2481 APÉNDICE Y PROPIEDADES MECÁNICAS DE LAS PIEZAS FUNDIDAS (Información No Obligatoria) Y.1 Las propiedades mecánicas de las piezas fundidas de hierro son influenciadas por la tasa de enfriamiento durante y luego de la solidificación, por la composición química, (particularmente el carbón equivalente, ver Y.1.6), por el diseño de la fundición, por el diseño y naturaleza del molde, por la localización y efectividad de alimentadores, mazarotas y por otros factores. Y.2 La tasa de enfriamiento en el molde y, por tanto, las propiedades desarrolladas en una sección particular están influenciadas por la presencia de hoyos; enfriadores e insertos; los cambios en el espesor de la sección; y la existencia de protuberancias, proyecciones, intersecciones, tales como uniones de nervios, etc. Debido a la complejidad de las interacciones de estos factores, no se puede establecer una relación cuantitativa exacta entre las propiedades del hierro en varios lugares de la misma fundición o entre las propiedades de la pieza fundida y en aquellas probetas fundidas del mismo hierro. Cuando una relación semejante es importante y debe ser conocida para una aplicación específica, puede ser determinada por experimentación apropiada. Y.3 Piezas fundidas de hierro gris de Clases 150, 175, 200, 225 y 250 se caracterizan por una excelente maquinabilidad, alta capacidad de amortiguamiento de vibraciones, bajo módulo de elasticidad, y relativa facilidad de fabricación. Y.3.1 Piezas fundidas de Clases 275, 300, 325, 350, 375 y 400 son usualmente más difíciles de maquinar, tienen menor capacidad de amortiguamiento, un módulo de elasticidad más alto, y son más difíciles de fabricar. Y.4 Cuando no está disponible información fiable sobre la relación entre propiedades de la fundición y aquellas en las probetas fundidas por separado, donde la experimentación no sería factible, el tamaño de la barra de ensayo debe ser seleccionado lo más aproximado al espesor de la sección de control principal de la pieza fundida. Y.5 Si las piezas fundidas de hierro son soldadas, la microestructura del hierro usualmente se altera, particularmente en la vecindad de la soldadura. Por tanto, las propiedades de la fundición pueden ser afectadas desfavorablemente por la soldadura. Se puede aplicar un apropiado tratamiento térmico posterior para reducir este efecto de soldadura. Y.6 Una guía para la composición química de cada tipo de hierro gris, dependiendo de su espesor se puede observar en la tabla Y.1. TABLA Y.1 Composición química de los tipos de hierros grises dependiendo de su espesor. TIPO/ CLASE Nº 150 sección delgada 2,2 cm Nº 150 sección media 3,10 cm Nº 150 sección gruesa 5,10 cm Nº 175 sección delgada 2,2 cm. Nº 175 sección media 3,10 cm. Nº 175 sección gruesa 5,10 cm. 2015-xxx COMPOSICIÓN P S % % C % Si % Mn % C equivalente Promedio 3,50 - 3,80 2,40 a 2,60 0,20 - 0,80 0,08 - 0,13 0,50 - 0,70 4,56 3,40 - 3,60 2,30 - 2,50 0,20 - 0,60 0,08 - 0,08 ---------- 4,34 3,10 - 3,30 2,20 - 2,40 0,20 - 0,40 0,08 - 0,13 0,50 - 0,80 3,98 3,30 - 3,50 2,20 - 2,40 0,20 - 0,50 0,08 - 0,13 0,50 - 0,80 4,2 3,20 - 3,40 2,20 - 2,40 0,15 - 0,40 0,08 - 0,12 0,50 - 0,80 4,08 3,00 - 3,30 1,90 - 2,20 0,15 - 0,25 0,08 - 0,12 0,50 - 0,80 3,82 9 de 11 NTE INEN 2481 (Continuación tabla Y.1.) TIPO/ CLASE Nº 200 sección delgada 2,2 cm. Nº 200 sección media 3,10 cm. Nº 200 sección gruesa 5,10 cm. Nº 225 sección delgada 2,2 cm. Nº 225 sección media 3,10 cm. Nº 225 sección gruesa 5,10 cm. Nº 250 sección delgada 2,2 cm. Nº 250 sección media 3,10 cm. Nº 250 sección gruesa 5,10 cm. Nº 275 sección delgada 2,2 cm. Nº 275 sección media 3,10 cm. Nº 275 sección gruesa 5,10 cm. Nº 300 sección delgada 2,2 cm. Nº 300 sección media 3,10 cm. Nº 300 sección gruesa 5,10 cm. Nº 325 sección delgada 2,2 cm. Nº 325 sección media 3,10 cm. Nº 325 sección gruesa 5,10 cm. Nº 350 sección delgada 2,2 cm. Nº 350 sección media 3,10 cm. Nº 350 sección gruesa 5,10 cm. Nº 375 sección delgada 2,2 cm. Nº 375 sección media 3,10 cm. Nº 375 sección gruesa 5,10 cm. Nº 400 sección delgada 2,2 cm. Nº 400 sección media 3,10 cm. Nº 400 sección gruesa 5,10 cm. C % Si % P % COMPOSICIÓN S % Mn % C equivalente Promedio 3,20 - 3,40 2,10 - 2,30 0,15 - 0,30 0,08 - 0,12 0,50 - 0,80 4,03 3,10 - 3,30 2,10 - 2,30 0,15 - 0,25 ---------- ---------- 3,92 2,90 - 3,20 1,70 - 2,10 0,15 - 0,25 0,08 - 0,12 0,45 - 0,70 3,68 3,20 - 3,40 2,10 - 2,30 0,15 - 0,30 0,08 - 0,12 0,50 - 0,80 4,03 3,10 - 3,30 2,10 - 2,30 0,15 - 0,25 ---------- ---------- 3,92 2,90 - 3,20 1,70 - 2,10 0,15 - 0,25 0,08 - 0,12 0,45 - 0,70 3,68 3,10 - 3,30 2,00 - 2,20 0,15 - 0,30 0,08 - 0,12 0,45 - 0,70 3,9 3,00 - 3,25 1,80 - 2,10 0,15 - 0,25 0,07 - 0,12 0,46 - 0,70 3,77 2,80 - 3,10 1,60 - 2,00 0,10 - 0,20 0,06 - 0,12 0,45 - 0,70 3,54 3,00 - 3,20 1,90 - 2,20 0,10 - 0,25 0,07 - 0,12 0,45 - 0,65 3,77 2,95 a 3,15 1,70 - 2,00 0,10 - 0,20 0,06 - 0,11 0,45 - 0,70 3,65 2,75 - 3,00 1,50 - 1,90 0,07 - 0,15 0,05 - 0,12 0,50 - 0,70 3,42 3,00 - 3,20 1,90 - 2,20 0,10 - 0,25 0,07 - 0,12 0,45 - 0,65 3,77 2,95 a 3,15 1,70 - 2,00 0,10 - 0,20 0,06 - 0,11 0,45 - 0,70 3,65 2,75 - 3,00 1,50 - 1,90 0,07 - 0,15 0,05 - 0,12 0,50 - 0,70 3,42 2,90 - 3,10 1,70 - 2,10 0,10 - 0,20 0,06 - 0,12 0,50 - 0,70 3,62 2,70 - 3,00 1,70 - 2,00 0,10 - 0,20 0,06 - 0,11 0,60 - 0,80 3,45 2,55 - 2,85 1,40 - 1,70 0,07 - 0,15 0,06 - 0,11 0,60 - 0,80 3,2 2,90 - 3,10 1,70 - 2,10 0,10 - 0,20 0,06 - 0,12 0,50 - 0,70 3,62 2,70 - 3,00 1,70 - 2,00 0,10 - 0,20 0,06 - 0,11 0,60 - 0,80 3,45 2,55 - 2,85 1,40 - 1,70 0,07 - 0,15 0,06 - 0,11 0,60 - 0,80 3,2 2,70 - 3,00 1,90 - 2,20 0,10 - 0,20 0,06 - 0,12 0,50 - 0,70 3,51 2,50 - 2,85 1,90 - 2,10 0,05 - 0,15 0,05 - 0,10 0,70 - 1,00 3,37 2,50 - 2,80 1,20 - 1,50 0,07 - 0,15 0,05 - 0,12 0,50 - 0,80 3,09 2,70 - 3,00 1,90 - 2,20 0,10 - 0,20 0,06 - 0,12 0,50 - 0,70 3,51 2,50 - 2,85 1,90 - 2,10 0,05 - 0,15 0,05 - 0,10 0,70 - 1,00 3,37 2,50 - 2,80 1,20 - 1,50 0,07 - 0,15 0,05 - 0,12 0,50 - 0,80 3,09 El carbono equivalente es calculado de la siguiente manera: El contenido de carbono más 0,3 veces la sum a del contenido de silicio y fósforo. Algunos usan el contenido de carbono más 1/3 el contenido de silicio. 2015-xxx 10 de 11 NTE INEN 2481 APÉNDICE Z BIBLIOGRAFÍA ASTM E8, Test Methods for Tension Testing of Metallic Materials ASTM A48, Standard Specification for Gray Iron Castings ISO 185:2005, Grey cast irons — Classification 2015-xxx 11 de 11 INFORMACIÓN COMPLEMENTARIA Documento: TÍTULO: Código ICS: NTE INEN 2481 FUNDICIONES DE HIERRO GRIS. REQUISITOS 77.140.80 ORIGINAL: REVISIÓN: Fecha de iniciación del estudio: La Subsecretaría de la Calidad del Ministerio de Industrias 2015-04-01 y Productividad aprobó este proyecto de norma Oficialización con el Carácter de por Resolución No. publicado en el Registro Oficial No. Fecha de iniciación del estudio: Fechas de consulta pública: Comité Técnico de Normalización: Fecha de iniciación: Integrantes del Comité: Fecha de aprobación: NOMBRES: INSTITUCIÓN REPRESENTADA: Otros trámites: Esta NTE INEN 2481:2015 (Primera revisión), reemplaza a la NTE INEN 2481:2009 (Primera edición) La Subsecretaría de la Calidad del Ministerio de Industrias y Productividad aprobó este proyecto de norma Oficializada como: No. Por Resolución No. Registro Oficial Servicio Ecuatoriano de Normalización, INEN - Baquerizo Moreno E8-29 y Av. 6 de Diciembre Casilla 17-01-3999 - Telfs: (593 2)2 501885 al 2 501891 Dirección Ejecutiva: E-Mail: [email protected] Dirección de Normalización: E-Mail: [email protected] Dirección Zonal Guayas: E-Mail: [email protected] Dirección Zonal Azuay: E-Mail: [email protected] Dirección Zonal Chimborazo: E-Mail: [email protected] URL:www.normalizacion.gob.ec