Universidad Tecnológica de Querétaro
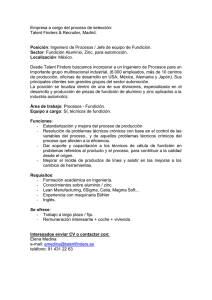
Anuncio

Universidad Tecnológica de Querétaro Firmado digitalmente por Universidad Tecnológica de Querétaro Nombre de reconocimiento (DN): cn=Universidad Tecnológica de Querétaro, o=UTEQ, ou=UTEQ, [email protected], c=MX Fecha: 2015.08.27 17:20:39 -05'00' UNIVERSIDAD TECNOLÓGICA DE QUERÉTARO Nombre de Proyecto: “IMPLEMENTACION DE LAS 5´S EN HORNOS DE CRISOL Y ALMACÉN” Empresa: RECICLAJE Y FUNDIDORA MOCTEZUMA Memoria que como parte de los requisitos para obtener el título de: TÉCNICO SUPERIOR UNIVERSITARIO EN PROCESOS INDUSTRIALES ÁREA PLÁSTICOS Presenta: ESTRADA MOYA MILTON URIEL. Asesor de la UTEQ: Ing. J. Ismael Luján Leal Asesor de la Organización: Víctor A. Moctezuma Morán Santiago de Querétaro, Qro. Agosto de 2015. Resumen El objetivo del proyecto es implementar la metodología 5 “S” en todas las áreas de trabajo de la empresa Reciclaje y Fundidora Moctezuma para tener una mejor organización y calidad dentro de ella. De esta manera aportara grandes beneficios a la empresa lo cual se lograra un mejor ambiente de trabajo y un mejor desempeño de los trabajadores. Reciclaje yFundidora Moctezuma es una empresa que busca la calidad de sus productos y proceso productivo, sin embargo, hasta el momento no cuenta con un sistema de mejora continua que asegure la obtención de productos de calidad total. La metodología de las 5 S's encuentra, en tal contexto, un campo fértil de aplicación y explotación para la mejora significativa de las prácticas que será presentada en este proyecto. 2 Description The place where I am doing my internship is Fundición Moctezuma Funcionales of México. Itis located in Apaseo el Alto, Guanajuato, San Antonio Calichar km 2.5 México. The front wall is black and white. It is a one floor building, my workplace is small, comfortable and hot. My boss is Victor Moctezuma, he is short and thin. He has short gray hair and small eyes. He is very intelligent, friendly, he is fifty years old, and he gets along very well with all the workers. 3 Dedicatorias Dedico este esfuerzo personal y este logro académico: - A dios quien me ha dado fortaleza para seguir cada día adelante, superándome; y cada día tomar un gran valor a mi vida. - A mi papá José Juvenal por ser siempre el mayor apoyo en mis estudios y logros académicos y universitarios. - A mi mamá Alejandra por su apoyo permanente en todo proyecto que he iniciado en la vida. - A mis hermanas, familia y amigos con los que comparto todo lo que aprendo y de los que también sigo aprendiendo. 4 Agradecimientos Quiero agradecer: - Al ingeniero Juan Enrique por su apoyo y enseñanza que me dio durante estos 3 cuatrimestres y por su paciencia que me tuvo. - A mi asesor de estadía el ingeniero Jaime Ismael Lujan Leal por tenerme paciencia y por guiarme en cada paso de este proyecto. - A mi asesor de la empresa Víctor Moctezuma Granados por darme la oportunidad de terminar mis estudios en su empresa. - A todos mis profesores a quien les debo gran parte de mis conocimientos, gracias por su paciencia y enseñanza. - A la Universidad Tecnológica de Querétaro por abrir sus puertas a jóvenes como nosotros, preparándonos para un futuro competitivo. 5 Índice Páginas Resumen…………………………………………………………………………2 Description……………………………………………………………………….3 Dedicatorias……………………………………………...………………..........4 Agradecimientos…………………………...……………………………..........5 Índice…………………………...………………………………………………..6 I. INTRODUCCIÓN.….............………………………………..…............7 II. ANTECEDENTES………..…………………………………….……......9 III. JUSTIFICACIÓN.……..………………………………………...……..…11 IV. OBJETIVOS….….……………………………………………..………....12 V. ALCANCE…..………………………………………………………..……13 VI. ANÁLISIS DE RIESGOS…........………………………........................14 VII. FUNDAMENTACION TEORICA…………………....……………...…...15 VIII. PLAN DE ACTIVIDADES………………………….......………………...33 IX. RECURSOS MATERIALES Y HUMANOS…………….......................34 X. DESARROLLO DEL PROYECTO……………………………………....35 XI. RESULTADOS OBTENIDOS……………………………………………48 XII. CONCLUSIONES Y RECOMENDACIONES…………………………..49 XIII. BIBLIOGRAFÍA 6 I. Introducción La Universidad Tecnológica de Querétaro, está enfocada a satisfacer la demanda de Técnicos Superiores Universitarios (TSU) que existe en el mercado laboral regional, para ello la UTEQ cuenta con un plan de estudios diseñado específicamente para satisfacer esta demanda. La UTEQ ofrece personal capacitado en las siguientes áreas: Administración, Comercialización, Automatización, Procesos de Producción, Servicios Posventa Automotriz, Tecnología Ambiental, Tecnologías de la Información, Comunicación y Mantenimiento Industrial, por consiguiente la universidad ofrece un desarrollo óptimo y satisfactorio tanto para el alumno como para las empresas que buscan gente emprendedora que les ayude a mejorar sus niveles de competitividad y superación empresarial. La estadía es un requisito indispensable para obtener el título, esta se debe de realizar en un lapso de cuatro meses, dentro de una empresa empezando a partir del quinto cuatrimestre, el propósito es que el alumno conozca, se desempeñe y adquiera la suficiente experiencia profesional, que se necesita para relacionarse con el ambiente laboral, además de que en todo este tiempo se tendrá que terminar un proyecto que le asigne la empresa para poder titularse. 7 La empresa Fundidora Moctezuma es una empresa que se dedica a fundir aluminio para el sector automotriz y electrodoméstico. Este proyecto tiene como propósito lograr una mejora aplicando la metodología de las 5 S´ en su entorno laboral. Para alcanzar resultados a corto plazo en su sistema de control de documentos, así como implementar una cultura de mejoramiento continuo a mediano y largo plazo, adquiriendo un departamento limpio, ordenado y con un grato ambiente de trabajo. 8 II. Antecedentes Fundición Moctezuma es una empresa con más de 30 años de experiencia en el mercado fabricando aleaciones de aluminio para el sector automotriz y electrodoméstico. Fundición Moctezuma nace en el año de 1979, dedicándose a fundir aluminio en hornos de crisol con capacidad de 550kg.c/u, hornos de reverbero con capacidad de 1,200 kg. , y se entregan en lingotes de 10, y 30 kg. Cuentan con una capacidad instalada de producción de 250 toneladas mensuales en un área de 5 mil m2. Rigen bajo las normas ambientales establecidas por Sermanat, Certificados en la norma ISO 9001:2008. Fundición Moctezuma se encuentra ubicada en la carretera San Antonio Calichar km. 2,5 Marroquín, Apaseo el Alto, Guanajuato. Misión: Satisfacer las necesidades de nuestros clientes, suministrando soluciones con aleaciones en aluminio, garantizando su eficiencia en tiempo, costo y calidad, para mantenernos como líderes en el servicio a la industria metalúrgica. Promover el mejoramiento de la calidad de vida de nuestro personal, asegurando el permanente progreso de la empresa y la retribución adecuada y justa para los miembros de organización, logrando un equilibrio entre todas las partes. 9 Visión: Ser una empresa líder en el mercado internacional, con tecnología avanzada para mejorar la calidad en nuestro proceso y así tener una relación satisfactoria con clientes y proveedores, manteniendo una armonía con el medio ambiente y nuestro entorno social. Valores: Responsabilidad, Trabajo en equipo, Respeto a los demás y Seguridad laboral. Clientes: Ronal Mexicana, D & W Auto accesorios, S.A. de C.V., Richalum, S.A. de C.V., NorgreenManufacturing de México. 10 III. Justificación Se decidió elaborar este proyecto con la finalidad de promover la disciplina y el orden dentro de la empresa para que se fomente mayor organización en el ámbito de trabajo, de esta manera se tengan mejores resultados que beneficien a los trabajadores. Las 5 “S” es una práctica de Calidad ideada en Japón referida al “Mantenimiento Integral” de la empresa, no sólo de maquinaria, equipo e infraestructura sino del mantenimiento del entorno de trabajo por parte de todos. Son las iníciales de cinco palabras japonesas: Seiri, Seiton, Seiso, Seiketsu, Shitsuke. Constituyen una metodología para establecer y mantener el orden, la limpieza y el hábito. 11 IV. Objetivos El objetivo de este trabajo es implementar la metodología llamada 5 “S” en todas las áreas de la empresa para obtener una mejor organización y calidad dentro de ella. Mejorar las condiciones de trabajo y la moral del personal. Es más agradable y seguro trabajar en un sitio limpio y ordenado. 12 V. Alcance La razón del presente proyecto es con la finalidad de que los empleados de la empresa Fundidora Moctezuma mantengan siempre las condiciones adecuadas de orden y limpieza en su área de trabajo. Como primera parte del presente proyecto se eliminara del área de trabajo los equipos y materiales innecesarios, conservando solo lo necesario, después de que nos hemos desecho de los elementos innecesarios, el siguiente paso es ordenar los elementos de trabajo que se utilizan, posteriormente se limpiara el entorno de trabajo, incluidas el equipo, máquinas y herramientas, y que todo el personal se haga responsable de las cosas que usa y se asegure de que se encuentren en buenas condiciones, así también que mantengan la limpieza de la persona por medio de uso de ropa de trabajo adecuada y por ultimo establecer un nuevo orden de vida de trabajo, cumpliendo cotidianamente con las normas de trabajo. 13 VI. Análisis de Riesgos Después de analizar cada una de las actividades que comprende el presente proyecto, se identificaron más fortalezas que debilidades, lo que indica que el departamento está en las mejores condiciones en cuanto a infraestructura se refiere para la realización del trabajo. En cuanto a limpiar, estandarización y disciplina existen más debilidades que fortalezas lo que lleva a tomar iniciativas para implementar acciones de mejora en el servicio teniendo un ambiente de trabajo agradable y propicio. 14 VII. Fundamentación Teórica Las cinco "S" son el fundamento del modelo de productividad industrial creado en Japón y hoy aplicado en empresas occidentales. No es que las 5S sean características exclusivas de la cultura japonesa. Todos los no japoneses practicamos las cinco "S" en nuestra vida personal y en numerosas oportunidades no lo notamos. Practicamos el Seiri y Seiton cuando mantenemos en lugares apropiados e identificados los elementos como herramientas, extintores, basura, toallas, libretas, reglas, llaves etc. Se llama estrategia de las 5S porque representa acciones que son principios expresados con cinco palabras japonesas que comienza por S. Cada palabra tiene un significado importante para la creación de un lugar digno y seguro donde trabajar. Estas cinco palabras son: Clasificar. (Seiri) Orden. (Seiton) Limpieza. (Seiso) Limpieza Estandarizada.(Seiketsu) Disciplina. (Shitsuke) 15 La estrategia de las 5S es un concepto sencillo que a menudo las personas no le dan la suficiente importancia, sin embargo, una fábrica limpia y segura nos permite orientar la empresa y los talleres de trabajo hacia las siguientes metas: Dar respuesta trabajo, a eliminación la necesidad de mejorar el ambiente de de despilfarros producidos por el desorden, falta de aseo, fugas, contaminación, etc. Buscar la reducción de pérdidas por la calidad, tiempo de respuesta y costes con la intervención del personal en el cuidado del sitio de trabajo e incremento de la moral por el trabajo. Facilitar crear las condiciones para aumentar la vida útil de los equipos, gracias a la inspección permanente por parte de la persona quien opera la maquinaria. Mejorar la estandarización y la disciplina en el cumplimiento de los estándares al tener el personal la posibilidad de participar en la elaboración de procedimientos de limpieza, lubricación y apriete. 16 Hacer uso de elementos de control visual como tarjetas y tableros para mantener ordenados todos los elementos y herramientas que intervienen en el proceso Productivo. Conservar del sitio de trabajo mediante controles periódicos sobre las acciones de mantenimiento de las mejoras alcanzadas con la aplicación de las 5S. La primer “S” a aplicar: “SEIRI” Clasificación y descarte “ Ten solo lo necesario en la cantidad correcta”. Esto quiere decir que debemos distinguir que es lo que realmente me está siendo útil en el área de trabajo, porque muy frecuentemente nos llenamos de elementos innecesarios que no permiten realizar nuestra labor adecuadamente, hasta hemos llegado a pensar que todos esos estorbos nos pueden servir algún día pero no nos damos cuenta que lo único que creamos son stocks reducidos en proceso que a la larga molestan, estorban y quitan mucho espacio. Además, estos elementos afectan mucho el control visual, impide una buena circulación por toda el área de trabajo y nos induce más a provocar errores en el manejo de materias primas, y en muchas ocasiones puede causar accidentes en el trabajo. Por eso es importante aprender a deshacernos de las cosas que creemos que son innecesarias y que nos están provocando problemas para desenvolvernos con mayor facilidad en nuestro trabajo. 17 La segunda “S” a aplicar: “SEITON” Organización “ Un sitio para cada cosa y cada cosa en su sitio”, quiere decir que se trata de organizar todos los elementos que ya una vez han sido seleccionado como necesarios o que aún son útiles, para que estos se acomoden en un lugar 16 definido y así se encuentren con mucha más facilidad es decir, las cosas que utilizamos con más frecuencia debemos colocarlas en un lugar donde sabemos que lo vamos a encontrar sin estar perdiendo el tiempo en buscarlo. La tercer “S” a aplicar: “SEISO” Limpieza “ Los trabajadores se merecen el mejor ambiente y entorno”, lo que quiere decir la tercer “s” es que desde el Gerente, el administrativo, el oficial y el técnico, es decir, todos los trabajadores que existen en la empresa son los encargados de crear un lugar limpio de trabajo ya que es de suma importancia que el lugar donde siempre nos encontramos esté limpio, pues esto nos motiva más se dice que un lugar limpio siempre habla bien de ti. SEISO consiste en eliminar el polvo y todas las fuentes de suciedad asegurándose a su vez que todos los medios se encuentren siempre en el mejor estado. Es muy importante que cada uno de los trabajadores sean responsables de la pequeña zona en la que se encuentran y no debe haber ninguno que no se involucre si no que deben comprometerse porque de lo contrario si los trabajadores no asumen su responsabilidad la limpieza nunca se volverá real. Debemos estar conscientes 18 que si nosotros participamos o hacemos que nuestra área de trabajo esté limpia es no solo por un rato, si no tratar de ir mejorando y no crear con el paso del tiempo de nuevo toda aquella suciedad, que a lo mejor no nos damos cuenta pero nos afecta de gran manera, en cuanto a nuestro producto como en nuestro bienestar propio. La cuarta “S” a aplicar: SEIKETSU Higiene y Visualización “ Todos queremos calidad de vida en el trabajo”, quiere decir que la cuarta “S” se implementa para mantener la limpieza de la persona por medio de uso de ropa de trabajo o elementos de protección adecuados, así también mantener el entorno de trabajo limpio ya que todas las “s” se usan con un fin común, por eso es que a lo mejor todo nos suena parecido pero se trata de lograr calidad y es por eso que la limpieza se menciona quizá con mucha insistencia. Debemos tener en cuenta que quien exige calidad también cuida de su apariencia propia, pues quien no cuida bien de sí mismo no puede hacer o vender productos que tengan calidad. Tal vez tener una empresa limpia requiera de gastos de utensilios, pero es mejor hacer las cosas bien desde un principio a gastar quizás más por fallas debido a un lugar que no es higiénico. En algunas empresas usan su ropa de trabajo con colores claros para que les permita una mejor visualización y detectar la suciedad rápidamente, y son un gran indicador de limpieza e higiene de su lugar de trabajo. 19 La quinta “S” a aplicar: SHITSUKE Compromiso y disciplina “ Orden, rutina y perfeccionamiento constantes”, quiere decir, que consiste en trabajar de acuerdo con las normas establecidas. Quizá al escuchar disciplina lo que primero se nos viene a la mente o nos imaginamos es una persona que va estar muy pendiente de nosotros esperando de cualquier error para castigarnos y no es así, si no que se trata de comprometernos nosotros mismos de hacer las cosas con voluntad y de hacerlas como se supone deben ser desde un principio. A veces se nos hace un poco aburrido obedecer en cuanto a los elementos de protección, en la mayoría de las empresas se pide usar cubre bocas y se nos complica mucho respetarlas porque nos aburre tenerlo todo el día pero no nos damos cuenta que es por nuestro bienestar, quizá el polvo con el tiempo nos puede causar daños de salud. Por eso es también importante aplicar las anteriores “S” ya mencionadas, pues tenemos que tener una buena disciplina para poder crear un buen entono de trabajo en base a buenos hábitos. En cualquier empresa debemos realmente comprometernos a hacer las cosas bien desde un principio y como se nos indica, muchas veces no nos sentimos parte y únicamente trabajamos por recibir un sueldo, no debería ser así pues debemos tener lealtad a nuestra empresa a través de la disciplina esto es mucho más fácil. Debemos cambiar no por el simple hecho de cambiar, sino porque sabemos que al hacerlo nuestro trabajo se hace más sencillo, nuestro 20 tiempo se aprovecha mejor y los resultados que obtenemos son de mejor calidad. Pero lo mejor es que 22 al desarrollar estas nuevas prácticas descubrimos que el estar en la empresa cambia volviéndose más cómodo y menos tenso, más práctico y menos tedioso. 21 Proceso de fundición La fundición es el procedimiento más antiguo para dar forma a los metales. Fundamentalmente radica en fundir y colar metal líquido en un molde de la forma y tamaño deseado para que allí solidifique. Generalmente este molde se hace en arena, consolidado por un apisonado manual o mecánico alrededor de un modelo, el cual se extrae antes de recibir el metal fundido. No hay limitaciones en el tamaño de las piezas que puedan colarse, variando desde pequeñas piezas de prótesis dental, con peso en gramos, hasta los grandes bastidores de máquinas de varias toneladas. Este método, es el más adaptable para dar forma a los metales y muchas piezas que son imposibles de fabricar por otros procesos convencionales como la forja, laminación, soldadura, etc. Etapas del proceso de fundición La posibilidad de fundir un metal o una aleación depende de su composición (fijada por el intervalo de solidificación), temperatura de fusión y tensión superficial del metal fundido. Todos estos factores determinan su fluidez. Se utilizan tres tipos de fundición (Gutiérrez 2007): En lingoteras: Se usa la fundición de primera fusión a la que se añaden los elementos de aleación necesarios que posteriormente se depositan en lingoteras de colada por gravedad o a presión. Colada continua: En este tipo se eliminan las bolsas de aire y las secreciones, tanto longitudinales como transversales. Mediante este sistema se obtienen barras, perfiles, etc. 22 Fundición en moldes: Se extraen las piezas completas. En este trabajo se utiliza el método de fundición en molde pues es el método más utilizado en el taller de fundición de empresa Planta Mecánica. Hay que destacar que el proceso de obtención de pieza por fundición por diferentes procesos los cuales son(Ing. Ramón García Caballero 1983): Preparación de mezcla 1. Moldeo 2. Fusión 3. Vertido 4. Desmolde ,limpieza, acabado Cada uno de ellos dispondrá de su respectiva tecnología y se desarrollaran como dos flujos de producción paralelos los cuales en determinado momento se unirán para darle forma y terminación a la pieza como se demuestra en el siguiente diagrama de flujo. 23 Figura 1. Esquema de flujo del proceso de fundición de piezas. Preparación de la mezcla Una mezcla de moldeo en su forma más simple es la unión de diferentes materiales capaces de producir un material de construcción con el cual se puede elaborar el molde o sea la cavidad donde se verterá el metal fundido. Cuando se preparan las mezclas para el moldeo de la plantilla elaboración de los machos, estas deben responder a determinadas exigencias impuestas por el proceso tecnológico como son: permeabilidad, resistencia en verde, resistencia en seco, plasticidad y otros, por lo tanto la selección de los materiales de moldeo responderá por tanto a determinadas normas, que 24 depende fundamentalmente de la complejidad de la pieza y el peso de esta. Cuando algunos de los parámetros citados no corresponde a los admisibles se deben regenerar las propiedades de las mezclas corrigiendo su composición. En el caso del molde, el mismo se elaborará con las siguientes mezclas: MC -1: Mezcla de cara para piezas fundidas de aluminio en base a arena de sílice y silicato de sodio para moldes y machos .Composición: Arena de Sílice 94% y silicato de sodio 6%. La cual ocupara en el molde en un 30% MR-1: Mezcla de relleno para moldeo de hierro y aceros su composición es: Arena de retorno 94%, bentonita 3%, agua hasta la humedad requerida y melaza3% la cual ocupara el 70%.de la mezcla que se constituye el molde. Los machos se elaborarán con: MM-15: Para machos. Su composición es: Arena Sílice 94% y solución silicatoazúcar 6% (silicato de sodio 80% y azúcar a 4%). Elaboración de la tecnología de fundición Esta etapa resulta fundamental en la posterior obtención de un semiproducto sano. En el diseño de la tecnología, se debe valorar, la posibilidad de obtener la pieza fundida de la forma más económica, para ello se debe seleccionar el método de moldeo más correcto en dependencia del material y condiciones de trabajo de la pieza. En la empresa a desarrollar dicha tecnología se utiliza el moldeo a mano con la ayuda del pistón neumático. En el caso de la presente pieza, se realizará un moldeo en seco, con el proceso Silicato-CO2 se utilizarán 25 dos cajas de moldeo una superior y otra inferior cuyas dimensiones serán 1250 x 1250 x 300/300 respectivamente. La caja de moldeo sirve para dar a la arena apisonada un sostén adecuado a fin que las partes del molde no se desmoronen, así como para poder ser transportadas sin dificultad. Otro requisito a tener en cuenta a la hora de elaborar la tecnología es el plano divisor del molde y de la plantilla. Y la posición de la pieza durante el vertido. Dicha plano división se determinará según la forma de la pieza, las exigencias técnicas y las posibilidades técnicas del taller, se debe tener en cuenta también que la cantidad de divisiones del molde sea la mínima, siguiendo una forma geométrica simple. Debe ser mínima la cantidad de parte suelta de la plantilla y la cantidad de machos. El plano divisor debe asegurar la comodidad del moldeo y fácil extracción de la plantilla además que debe asegurar la salida fácil de los gases de los machos y cavidades del molde. Se debe realizar el cálculo de las mazarotas y del sistema de alimentadores. Las mazarotas, los respiraderos y los sistemas de alimentación se utilizan para la obtención de las piezas de fundición blanca, de aleación de alta resistencia, como también para piezas con paredes gruesas de fundición, ellos sirven para alimentar las partes gruesas de la pieza. Las mazarotas se disponen de tal manera que la masa fundida en ellas se solidifique en último término con el propósito de que vaya cediendo metal líquido a la pieza. En la pieza además hay que dirigir la solidificación desplazando el nudo (la parte más masiva) hacia la parte superior de la misma, 26 siempre que sea posible o utilizando enfriadores, evitando aglomeraciones locales de meta. El espesor de la mazarota tiene que ser mayor que el espesor pieza de esta forma las cavidades por rechupe y las intensas porosidades que como resultado de la solidificación del metal ocurren se forman en la mazarota que es la última en enfriar y que posteriormente luego de solidificada la pieza se oxicortan y se desechan, quedando una pieza sana. Los alimentadores son canales destinados a conducir el metal líquido directamente a la cavidad del molde. La sección de los alimentadores debe tener una configuración tal que la masa fundida llegue suavemente a la cavidad del molde, y se enfríe poco en el trayecto. La pieza en análisis por su forma y diseño presenta una mazarota, un alimentador y un tragadero. Para determinar los mismos se realizaron los cálculos y esbozos de los elementos del sistema de alimentación, de las mazarotas, nervios, etc. los cuáles serán mostrados posteriormente. En esta área, operarios de alta calificación y pericia elaboran en madera las plantillas con la configuración de la pieza fundida que servirán de modelos para elaborar la cavidad vacía del molde, que posteriormente se llenará con metal líquido. Planta Arena En esta área se preparan las mezclas con las composiciones adecuadas, en mezcladoras especiales para el efecto. 27 Moldeo y Macho Es una de las áreas más compleja del proceso, en ella se elaboran se elaboran los moldes y los machos. Se pintan y se ensamblan dejándolos listos para el vertido del metal. Fusión Para poder verter el metal en los moldes el metal debe pasar por un proceso de fusión en el cual se le elevará la temperatura hasta su punto de fusión llevándolo a un estado líquido y suministrándole determinados elementos los cuales llevaran a la obtención del metal deseado tanto acero, hierro fundido u otras aleaciones. Un factor determinante en este proceso es la elección del horno. Existen varios tipos de hornos entre ellos tenemos: El cubilote: Es un horno utilizado en la mayoría de las fundiciones por razón del buen aprovechamiento de los combustibles, facilidad de maniobra y pequeños gastos en la instalación y conservación. Horno de reverbero: Indicado cuando se trata de fundir piezas de gran tamaño Horno de crisol: Tiene la ventaja de que se elimina el contacto del hierro con los combustibles ,pero a su vez es muy costoso y se emplea en fundiciones de alta calidad. 28 Es frecuente el empleo de este tipo de horno, con una capacidad nominal de 6.2 toneladas, de revestimiento básico con ladrillos de magnesita en la parte del crisol, en las paredes de cromo-magnesita y en la bóveda ladrillos de alta alúmina, un voltaje mayor de 240 V, con una corriente de 6 kA. Presenta una potencia instalada de 3 MW y un consumo tecnológico de 720 kWh/ton. A modo de ejemplo se considera la obtención de acero AISI 1045, que presenta la siguiente composición química: Tabla #1 Composición química del acero AISI 1045 Carbono Silicio 0.43 -0.50 % : 0.2-0.5% Manganeso Fosforo: Aluminio : 0.6-0.9 % =0.04% =0.05% Vertido En la tecnología de vertido se tomarán en cuenta aspectos como el tipo de cuchara, temperatura de vertido, tiempo de mantenimiento del metal liquido en la cuchara y las particularidades de fundición de las aleaciones Para el vertido o llenado de los moldes se utilizan las denominadas cucharas de colada las cuales presentan determinadas clasificaciones en el caso de nuestra tecnología será: Según transportación: Accionadas por grúas Según la inclinación de las paredes :Cilíndricas 29 Según el tipo de volteo de la cuchara :Por medio de palanca vertical Según la forma del pico :Vaciado por debajo El vertido se realizará con cierto sobrecalentamiento de la aleación por encima de la temperatura de liquidez, lo que favorece a la fluidez y mejora la capacidad de llenado del molde; sin embargo, el acero sufre variación en sus propiedades en mayor o menor medida en función de la temperatura, por lo que cada acero tiene un rango óptimo de temperatura de vertido. Desmolde, limpieza y acabado En el caso de la pieza a tratar al ser suministradas por fundición, en bruto, es necesario maquinarla para eliminar las desviaciones que puedan presentar, producto de las contracciones del material durante el proceso de fundición y la posterior normalización a que son sometidos. Los Sprocket deben estar libres de rechupes, en caso de aparecer estos en la zona donde se eliminaron por oxicorte las mazarotas (Rechupe concentrado) se examinarán los mismos, si su profundidad no compromete el funcionamiento fiable de la pieza, se procederá a su reparación por soldadura. 30 Aluminio El aluminio es un elemento químico, de símbolo Al y número atómico 13. Se trata de un metal no ferromagnético. Es el tercer elemento más común encontrado en la corteza terrestre. Los compuestos de aluminio forman el 8 % de la corteza de la tierra y se encuentran presentes en la mayoría de las rocas, de la vegetación y de los animales. La utilización industrial del aluminio ha hecho de este metal uno de los más importantes, tanto en cantidad como en variedad de usos, siendo hoy un material polivalente que se aplica en ámbitos económicos muy diversos y que resulta estratégico en situaciones de conflicto. Hoy en día, tan solo superado por el hierro/acero. El aluminio se usa en forma pura, aleado con otros metales o en compuestos no metálicos. En estado puro se aprovechan sus propiedades ópticas para fabricar espejos domésticos e industriales, como pueden ser los de los telescopios reflectores. Su uso más popular, sin embargo, es como papel aluminio, que consiste en láminas de material con un espesor tan pequeño que resulta fácilmente maleable y apto por tanto para embalaje alimentario. También se usa en la fabricación de latas y tetrabriks. Por sus propiedades eléctricas es un buen conductor, capaz de competir en coste y prestaciones con el cobre tradicional. Dado que, a igual longitud y masa, el conductor de aluminio tiene poco menos conductividad, resulta un componente útil para utilidades donde el exceso de peso es importante. Es el 31 caso de la aeronáutica y de los tendidos eléctricos donde el menor peso implica en un caso menos gasto de combustible y mayor autonomía, y en el otro la posibilidad de separar las torres de alta tensión. En una fundición de aluminio, el aluminio y sus aleaciones se funden para su conversión en piezas fundidas. Una variedad de técnicas son utilizadas para mejorar y mantener la calidad del metal antes y durante la fundición. Impurezas Las materias primas para el proceso son los lingotes de aluminio, la chatarra de aluminio y los ingredientes de aleación. Estos pueden contener gas, óxidos y otras impurezas que podrían afectar negativamente a la calidad de las piezas fundidas acabadas. Sin embargo, el fundente (la adición de una sustancia que se combina con las impurezas para que puedan ser fácilmente eliminadas) y otros tratamientos se utilizan para lograr obtener un metal de calidad aceptable. Fundición Hay esencialmente dos técnicas de fundición diferentes que se utilizan en una fundición de aluminio. En el moldeo desechable, tal como el moldeo de arena verde o seca, los moldes se utilizan sólo una vez. En el moldeo repetitivo, tal como la fundición y el moldeado permanente, los moldes son reutilizados. 32 VIII. Plan de actividades 33 IX. Materiales y Recursos Humanos Recursos Humanos Víctor Moctezuma (Asesor de empresa Fundidora Moctezuma). Víctor A. Moctezuma Morán (Asesor de empresa Fundidora Moctezuma). Ing. Jaime Ismael Luján Leal (Asesor de estadía). Milton Uriel Estrada Moya (Alumno de estadía). Recursos Materiales Computadora Hojas blancas Lápiz Etiquetas Montacargas Escobas Recogedores Trapos Trapeadores Plumones 34 X. Desarrollo del proyecto Como primer etapa de la estadía en la empresa fue capacitar con los conceptos y principios de la filosofía 5S’ a los encargados de cada área laboral ya que tendrán como principal responsabilidad dictar los lineamientos generales de la metodología 5S´, así como de capacitar e instruir a los operadores en relación a los conceptos básicos. Se realizó una serie de pláticas de concientización a los operadores de todas las áreas de trabajo de Fundición Moctezuma, en donde se vieron temas de introducción del sistema 5’s. Los objetivos de esta actividad fueron los de conocer al personal de cada área laboral y saber cuáles era sus opiniones en relación al método con el fin de generar las estrategias para sobrellevar dichos obstáculos y crear un compromiso de participación en la implementación. Después de las pláticas de concientización, se realizaron reuniones en donde se hizo una lluvia de ideas con los operadores de cada área de trabajo, la intención de estas sesiones fue la de involucrar al personal operativo con el propósito de hacerlos sentir parte del proceso. Una vez diseñadas las estrategias, se inició con la implementación del sistema, el cual consistió en lo siguiente: 35 Se tomaron fotografías de las áreas de trabajo, con la finalidad de tener evidencia de la situación actual del área, las cuales se muestran a continuación: Figura 1(hornos de crisol) Figura 2(hornos de crisol) 36 En la figura 1 y 2 es el área de los hornos como se puede ver en las imágenes no hay limpieza, no hay un orden todo esta regado y eso afecta a los operadores porque les puede pasar un accidente como quemaduras graves hasta la muerte ya que transportan aluminio muy caliente a más de 800° C. También les quita la motivación de seguir trabajando ya que está muy sucio su área de trabajo sin embargo si estuviera limpio se motivarían mas para trabajar ya que se sentiríanmás seguros de trabajar. Figura 3(almacén de material) 37 Figura 4(almacén de material) En la figura 3 y 4 como pueden ver está muy mal acomodado el material y hay cosas que ni van en ese lugar tanto como la camioneta roja que se ve al fondo esto perjudicaría a la empresa cuando haiga visitas de los compradores porque da una mal imagen a la empresa. 38 Figura 5(área de hornos) En esta imagen como se puede ver esta todo mal acomodado, hay material en donde no debe de ir haciendo que se vea muy mal el área de hornos y sobre todo a la empresa, puede haber accidentes ya que los operadores andan acarreando aluminio fundido y se pueden tropezar y quemarse muy gravemente. 39 Inicio de la implementación del método de las 5’s en el área de fundición, el cual se describe a continuación: Seiri (identificación y selección) Como primera tarea de Seiri, los encargados (supervisores) realizaron recorridos por toda el área de fundición en conjunto con el responsable del área, con el fin de diferenciar y separar todo lo necesario para la operación diaria (insumos, materiales y herramientas) de los no necesarios. Se elaboró una lista con todos los materiales y herramientas identificados como “no necesarios”, para posteriormente crear los criterios de eliminación, los cuales consisten en: 1) ¿El material sirve para el área de trabajo?; 2) Si no sirve para esa área de trabajo ¿sirve para otro departamento? Una vez hecha la clasificación de lo no necesario y que no se ocupa en otra área, se procedió a la eliminación de todo el material, bajo el visto bueno de auditoría y la autorización de la Empresa. 40 Seiton (orden). Durante la implementación de Seiton, se buscó dar valor al modo de ubicar e identificar los materiales y herramientas necesarios para la operación del área de trabajo de manera que sea fácil y rápido encontrar, utilizar y reponerlas, teniendo como lema “un lugar para cada cosa, y cada cosa en su lugar”. En esta etapa se buscó organizar el espacio de trabajo con objeto de evitar tanto las pérdidas de tiempo. Figura 6(Área de equipo de seguridad) En la figura 6 se puede ver es el área donde se colocó todo el equipo de seguridad como son los lentes, camisolas, guantes, caretas y zapatos de seguridad. Este equipo de seguridad sirvió para que los operadores pudieran ejecutar cualquier operación sin salir dañados. 41 Figura 7(Área de herramienta) En la figura 7 se muestra todo la herramienta que sirvió para el proceso de fundición de aluminio como son las cucharas para poder quitar toda la tierra y el magnesio que salió de la fundición del aluminio, charolas que sirvieron con el objetivo del moldeo del aluminio a las lingoteras y por último el rastrojo que sirvió para el movimiento de la tierra caliente con el objetivo de expandirla y que dure menos tiempo en apagarse. 42 Todas las herramientas, materiales e insumos fueron acomodados por su tipo de uso, con lo que se minimizó el tiempo y esfuerzo de búsqueda. Para este acomodo, se delimitaron y marcaron áreas con pintura, letreros y asignación de códigos y etiquetas para los estantes de almacenamiento. Seiso (Limpieza) Una vez despejado (seiri) y ordenado (seiton) el espacio de trabajo, se inició con la fase de Seiso, en la cual se identificaron y eliminaron las fuentes de suciedad que afectaban el espacio de trabajo, a su vez, se realizaron acciones para garantizar que éstas no vuelvan a aparecer, logrando que todos los medios se encuentran siempre en perfecto estado operativo. Esta tercer “S” del modelo se desarrolló en tres etapas, las cuales ayudaron a fortalecer el hábito de la limpieza, manteniendo con esto el sitio de trabajo en óptimas condiciones. En la primera etapa de Seiso se dieron pláticas sobre la importancia del aseo personal, del hogar y cómo aplicar esta rutina el área de trabajo. Posteriormente se realizó una jornada de limpieza con los trabajadores; se llevó a cabo una dinámica en la cual se debían detectar las fuentes que generan suciedad dentro del área de trabajo, una vez identificadas, se tomaron las acciones necesarias para erradicar dichas fuentes del pañol de herramientas; a 43 cada colaborador se le dio la responsabilidad de la limpieza de un área en específico, en este caso para los equipos, pasillos, herramientas, almacén, etc. En la etapa 2 de Seiso, una vez que se concluyó la limpieza, se estableció un programa, donde se describieron las metas, métodos y roles de limpieza de las áreas comunes. En la tercera y última etapa de Seiso, una vez que el personal estuviera habituados a la limpieza y la periodicidad de ésta, se identificó y se dio mantenimiento a las áreas y herramientas que lo requirieran, esto mediante la eliminación del polvo y aceite en herramientas mecánicas y limpieza y mantenimiento preventivo en herramienta y equipos especializados, esta actividad requirió de hacer responsable al trabajador de conocer sus herramientas de trabajo, se les hizo saber que se incrementa la vida útil de los equipos si están en óptimas condiciones, evitando su deterioro por agentes de contaminación, grasa y suciedad. 44 Figura 8(Área de hornos de crisol limpio) En la figura 8 se puede ver un área de trabajo limpio y ordenado esto ayudo a los operadores a eliminar riesgos de accidentes y pérdidas de tiempo. También ayudo a que el trabajo se hiciera de una manera segura y adecuada para evitar golpearse con artículos estivados de forma inadecuada o con los materiales mal acomodados. 45 Figura 9(Almacén limpio) En la figura 9 se puede observar unalmacén limpio y ordenado esto ayudo a facilitar un mejor manejo de materiales, encontrar fácilmente ya sea la materia prima o el producto terminado. Esto dio una buena imagen hacia la empresa ya que antes estaba totalmente desordenado y no se sabía si era almacén o el área de desperdicio. 46 Shitsuke (mantener la disciplina) En esta última etapa de las 5’s se pretende fomentar la autodisciplina. El objetivo de Shitsuke es que los empleados de Fundición Moctezuma adopten la filosofía de 5S como una forma de vida en su trabajo y su vida personal, es decir descartar lo que desechamos en seiri, acomodar las herramientas y equipos de una manera ordenada como se vio en seiton, además de conservar el área de talleres en un ambiente limpio (seiso) y realizar todos estos pasos de una manera estandarizada (seiketsu) y con mejora continua (shitsuke) disciplina”. Lo anterior se logró estimulando y concientizando al personal en acatar las políticas, procedimientos y normas establecidas para cuando se llegue a la última S ya sea un hábito, por lo tanto una disciplina. Para la recolección de la información se utilizó la técnica denominada encuesta se formularon dos encuestas, con el fin de obtener mejores resultados sobre la investigación del conocimiento de la filosofía 5´s en los trabajadores de cada área de trabajo de la empresa. La información recolectada de las encuestas se procesó por medio de un análisis gráfico de los puntos incluidos en la encuesta, analizando de manera independiente cada uno de ellos. Además de esto, se agregaron los porcentajes de cada variable según la codificación para la interpretación de resultados. 47 XI. Resultados obtenidos El proyecto se realizó mediante el logro de varias tareas. Gracias a que se tuvo una buena participación para salir adelante con el proyecto y un gran apoyo por parte de los asesores de la empresa y en general de todo el apoyo que recibí para poder concluir exitosamente con el proyecto. Antes Después 48 XII. Conclusiones y Recomendaciones Con las actividades realizadas para el presente proyecto, llegamos a la conclusión que las 5 “S” son muy importantes para mantener un mejor ambiente en las áreas de trabajo. Se concluyó que este proyecto será de gran apoyo para los supervisores e operadores de la empresa para que tengan un mejor funcionamiento en las actividades que se realizan en las distintas áreas de trabajo. Por consecuente se realizan las siguientes recomendaciones para mantener en orden y limpieza el área de trabajo: Crear instrumentos que contribuyan en hacer partícipes a todo el personal de la empresa, de manera que se distinga la participación directa o indirecta de los trabajadores, en el desarrollo del programa y en la obtención de los resultados. Apoyar a los supervisores de llevar a cabo las auditorias continuas de las 5s, con el objetivo de dar un seguimiento adecuado al programa. Continuar con las reuniones semanales del equipo de implementación 5s para lograr mantener el programa. 49 XIII. Bibliografía C., L. (2011) 3/06/2015.El movimiento de las 5 s. http://www.gestiopolis.com/canales/gerencial/articulos/24/5s.htm Olofsson, O. (2012) 10/06/2015. Introduciendo los Beneficios ¿Que es el 5s? http://world-class-manufacturing.com/es/5S/why.html Pérez, R. (2002) 15/07/2015. La Mejora de la Efectividad Personal y Organizacional. http://www.actiongroup.com.ar/la-mejora-de-la efectividadpersonal-yorganizacional-parte-1/ Rey Sacristán, F. (2005) 20/07/2015. Las 5S Orden y Limpieza en el puesto de trabajo. Fundación CONFEMETAL 50