Desgaste por fractura en elementos mecánicos borurados
Anuncio

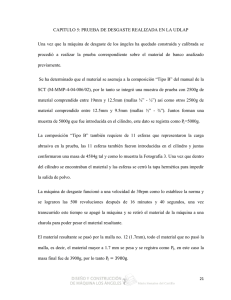
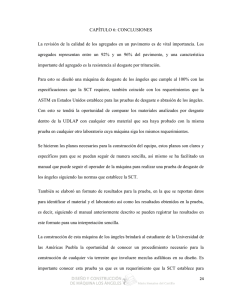
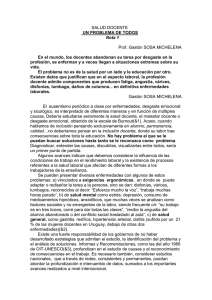
REVISTA MEXICANA DE FÍSICA 51 SUPLEMENTO 1, 11–15 MAYO 2005 Desgaste por fractura en elementos mecánicos borurados Martı́n Castillo, Manuel Vite, L.H. Hernández, G. Villa y G. Urriolagoitia Departamento de Mecánica, Sección de Estudios de Posgrado e Investigaci ón Escuela Superior de Ingenierı́a Mecánica y Eléctrica, Instituto Politécnico Nacional, Unidad Zacatenco Unidad Profesional Adolfo López Mateos, 07738 México, D.F., Recibido el 22 de septiembre de 2003; aceptado el 15 de julio de 2004 En este artı́culo se estudia el comportamiento tribológico de un acero AISI 8620, que ha sido sometido a un proceso de borurado y carbonitrurado, se analiza la dureza y la relación que guarda con respecto a la abrasión, ası́ como la formación de grietas generadas por dicho fenómeno. Para ello, se utilizó una máquina de abrasión seca, estandarizada con respecto a la norma ASTM G65-94. Descriptores: Desgaste; borurado; carbonitrurado; grieta; resistencia al desgaste In this article the tribologic behavior of AISI 8620 steel is studied, This steel has been subjected to a boriding and carbonitriding process, the hardness, the relationship that keeps with regard to wear is analyzed, as well as the cracks generated by this phenomenon. For this purpose, a dry abrasion machine was used, which has been standardized with to the standard ASTM G65-94. Keywords: Wear; boriding; carbonotriding; crack; wear resistance PACS: 46.50.+a; 46.55.+d; 62.20.Qp; 81.40.Np; 81.40.Pq 1. Introducción Reducción de la eficiencia de operación. El desgaste es una falla inevitable, se manifiesta con la pérdida progresiva de material, donde subsisten cuerpos en contacto, sometidos a carga y con movimiento relativo. Generalmente, las partes de maquinaria y herramientas son sujetas a los fenómenos de fricción y desgaste. Los materiales utilizados en la fabricación de aquéllos requieren de un tratamiento térmico o termoquı́mico que les permita reducir el desgaste y aumentar la resistencia a la fricción. El tratamiento más adecuado a seleccionar depende de algunos factores, como son: difusión de las fases duras formadas en las capas superficiales; mejorı́a de las propiedades mecánicas, como es la dureza: las condiciones de trabajo a que va a estar sometida y el impacto económico que va a representar. Los estudios realizados en engranes de autotransportes de gran tonelaje, máquinas-herramienta, maquinaria minera y motores diesel, mostraron que el 38% de las fallas se originan por problemas de la superficie (fractura, corrosión, oxidación, adhesión o rayado), 24% por fatiga de flexión, 15% por impacto y 23% por otras causas [1 2]. El objetivo fundamental de esta investigación es conocer el comportamiento de un acero 8620 borurado y carbonitrurado, sometido a condiciones de abrasión en seco y determinar si se presenta el desgaste por fractura frágil, el cual ocurre, normalmente, en superficies endurecidas. Pérdidas de potencia por fricción. 2. Generalidades El desgaste es un fenómeno tribológico que no ocasiona fallas violentas, pero trae como consecuencia las siguientes irregularidades [1 3]: Incremento del consumo de lubricantes. Incremento de vibraciones y ruido. Reemplazo de componentes desgastados. Obsolescencia de las máquinas en su conjunto. El desgaste de materiales depende de las relaciones constitutivas del material y de la geometrı́a del contacto (grado de interacción entre las asperezas). En metales frágiles, cuando una partı́cula dura interactúa con la superficie, se genera la fractura, que más adelante se propaga y desprende material (partı́culas de desgaste). En contraste, el desgaste de materiales elastoplásticos es causado por la acumulación de daños debido, principalmente, a la deformación plástica [4 5]. En resumen, durante un ciclo de carga, en la superficie del material puede ocurrir lo siguiente [4]: Deformación superficial y subsuperficial, comportamiento elástico, plástico y/o viscoso. Fractura frágil. El desgaste por fractura se presenta, primordialmente, en dos tipos de desgaste: abrasivo y erosivo por choque de partı́culas sólidas. El primero es ocasionado por asperezas duras puntiagudas de la contrasuperficie, que se conoce como abrasión de dos cuerpos o por partı́culas duras, que provocan corte y rayado, denominándose abrasión de tres cuerpos [4 5]. 12 MARTÍN CASTILLO, MANUEL VITE, L.H. HERNÁNDEZ, G. VILLA Y G. URRIOLAGOITIA F IGURA 1. Secuencia del cono de fractura hertziana de vidrio al aire. La duración de carga es (a) 0.5, (b) 1.4, (c) 1.7 y (d) 100 segundos [4]. F IGURA 2. Patrones de fracturas producidos por el deslizamiento de una esfera de carburo de tungsteno sobre vidrio. R = 1.5. mm, P = 10 N (de izquierda a derecha), (a) en n-decanol, (b) en agua [4]. F IGURA 3. Diagrama esquemático de la secuencia de la formación de fracturas y crecimiento durante la carga y descarga [4]. 2.1. Comportamiento frágil Un material frágil presenta muy poca deformación antes de la fractura, la falla se inicia cuando el esfuerzo de tensión máximo excede la resistencia a la fractura. El desgaste de un material frágil sólo se manifiesta con el desprendimiento de partı́culas del mismo [3 4]. La Fig. 1 muestra la secuencia de formación de los anillos de fractura por un identador esférico estacionario. Inicialmente, la grieta se propaga perpendicular a una distancia corta y de manera oblicua, donde se forma una fisura cónica. Durante el desplazamiento dicho identador ejerce tanto una carga normal como tangencial, generando anillos semicirculares de fractura, a lo largo del eje de deslizamiento, como se indica en la Fig. 2. La forma y uniformidad de los anillos, dependen de la isotropı́a del sólido. En tanto que la respuesta de éste se encuentra en función de la orientación de su estructura cristalina [3 4]. Experimentalmente se ha encontrado que los patrones de fractura ocasionados por un identador con radio menor a un radio crı́tico producen fracturas más que anillos. En caso contrario, se origina una sucesión de anillos sin acanalamiento, donde no hay desprendimiento de material, como se muestra en la Fig. 3 [4]. El desgaste en los sólidos frágiles depende, sensiblemente, de la magnitud del contacto mecánico entre la superficie atacada y la partı́cula abrasiva. Por consiguiente, la dimensión y la forma de ésta tiene un impacto de suma im- F IGURA 4. Ilustración esquemática de remoción de material frágil por la extensión de fracturas laterales formadas a partir de un surco de flujo plástico [3]. portancia, tanto en el mecanismo de abrasión como en la tasa de desgaste producida. Por ello la formación de núcleos de fractura y su propagación son fenómenos que difieren, dependiendo del tamaño de dicho contacto [4 6]. Las fracturas laterales sólo se forman cuando la carga excede el valor crı́tico w , que aproximadamente es [3] w / Kc H 3 Kc (1) donde Kc es la tenacidad de fractura del material y H es la dureza de identación. Si una partı́cula cortante o aguda se desliza sobre la superficie, forma un surco plástico y las fracturas laterales crecen hacia la superficie (Fig. 4). El material es removido en Rev. Mex. Fı́s. 51 S1 (2005) 11–15 DESGASTE POR FRACTURA EN ELEMENTOS MECÁNICOS BORURADOS forma de virutas de la región dañada. Por lo tanto, el volumen del material desplazado de ésta se puede estimar por las siguientes ecuaciones [3]: Q Q = 3 N = 4 N (E =H ) w9=8 1=2 Kc w H 5=8 (2) 5=4 3=4 1=2 Kc H (3) donde Q es el volumen desgastado, N son las partı́culas en contacto, E es el módulo de elasticidad, H es la dureza de identación, w es la carga normal en la partı́cula, 3 es la constante independiente del material y 4 es una constante. Sin duda los principales procesos para reducir o prevenir el desgaste por fractura son los recubrimientos y tratamientos superficiales. El proceso de recubrimiento consiste en depositar un determinado material sobre la superficie de otro, que bien puede ser una pieza de un sistema mecánico. En caso de que suceda alguna alteración de la microestructura y/o composición quı́mica de la misma, se le conoce como tratamiento superficial [3–5]. 13 3. Desarrollo experimental El metal base utilizado es un acero AISI8620, cuyas probetas para el borurado fueron procesadas por baño de sales de boro a una temperatura de 900 C, durante 4 horas. Las probetas para el proceso de carbonitrurado fueron tratadas con baño de sales de cianato de sodio, a una temperatura de 750 C durante 6 horas. La metalografı́a en la sección transversal para ambos tratamientos se realizó con un reactivo quı́mico denominado nital al 2% durante 6 segundos. La medición de dureza se realizó con un durómetro Rockwell Karl Frank, modelo K506, a la temperatura ambiente. En tanto la microdureza se midió empleando un microdurómetro Shimadzu modelo 3077. Asimismo, para observar el daño superficial, se utilizó un microscopio metalográfico Versamet, modelo Unión 647. Por otra parte, la prueba de resistencia a la abrasión se llevó a cabo usando una máquina de arena seca disco metálico vulcanizado, construida por el grupo de tribologı́a de la SEPI-ESIME-IPN, de acuerdo a las especificaciones de la norma ASTM G65-94. 4. Resultados y discusión 4.1. Dureza 2.2. Borurado En este proceso el boro y el carbono tienden a difundirse desde la superficie hacia el interior de la probeta de acero tratada; en los aceros de bajo carbono se forma una capa densa y lisa de boruros de hierro (FeB y Fe2 B) de aproximadamente 100 m de profundidad, mientras que su dureza puede alcanzar valores hasta de 2100 HV, mejorando sustancialmente sus propiedades, como el incremento de su resistencia a la abrasión y a la corrosión. Las fases FeB y Fe2 B son frágiles, presentando una estructura acicular. La fase más recomendable para aceros al carbono es Fe 2 B, por mostrar una gran capacidad de tenacidad [7 8]. 2.3. Carbonitrurado El carbonitrurado es un tratamiento termoquı́mico, donde el nitrógeno y el carbono son introducidos en la superficie de aceros de bajo carbono y de baja aleación, incrementándose la dureza a valores mayores de 750 HV y reduciendo a la vez la temperatura de transformación de la fase austenitamartensita. La temperatura requerida para este proceso es usualmente de 750 a 900 C, lo que ocasiona una pequeña distorsión en los mismos. Existen dos diferentes procesos para la aplicación de dicho tratamiento. El primero de ellos consiste en un baño de sales, que contiene cianuro de sodio y cianato, mientras que el segundo se basa en una mezcla de gases de amonı́aco y carburante. El tiempo de aplicación es de hasta 6 horas, obteniéndose una capa dura, cuyo espesor puede variar de 20 a 70 m en una fase de carbonitruro, la cual presenta una gran resistencia al desgaste adhesivo [7 8]. La dureza obtenida en el acero borurado es de 57.8 HRC y su microdureza es de 650 HV; mientras que en el acero carbonitrurado es de 58.3 HRC y 660 HV, respectivamente. Aunque las durezas obtenidas en ambos tratamientos son muy próximas, su comportamiento en las mismas condiciones varı́a considerablemente por dicha diferencia, ya que ésta influye directamente en la resistencia que presenta al fenómeno de abrasión. Como se demuestra con los valores obtenidos de los ensayos realizados. 4.2. Estudio metalográfico El espesor de capa obtenido en el borurado fue de 50– 150 m, la morfologı́a de la capa borurada en la capa superior tiene una composición de FeB, en tanto la capa inferior es Fe2 B, como se puede observar en la Fig. 5. En la probeta que fue borurada se aprecia la morfologı́a superficial acicular, ası́ como los lı́mites de grano (Fig. 6). En el acero 8620 carbonitrurado, el espesor de la capa fue de 70 m. Sin embargo, no se puede apreciar con detalle la morfologı́a superficial, como consta en la Fig. 7. Se puede afirmar que existe una precisa diferenciación entre el área que se sometió a desgaste y la que no resultó afectada, apreciándose claramente la severidad del mismo en la probeta expuesta. Mientras que el acero AISI 8620 carbonitrurado exhibe a simple vista el daño producido por la prueba de desgaste, en la superficie borurada sólo un daño superficial se observa utilizando un aumento de hasta X400, notándose claramente que éste es mı́nimo, ya que los surcos producidos por la abrasión, son poco profundos, como se puede observar en la Fig. 8. Rev. Mex. Fı́s. 51 S1 (2005) 11–15 14 MARTÍN CASTILLO, MANUEL VITE, L.H. HERNÁNDEZ, G. VILLA Y G. URRIOLAGOITIA F IGURA 5. Acero 8620 borurado, sección transversal (X500). F IGURA 7. Acero 8620 carbonitrurado, huella producida en el ensayo de abrasión (X45). F IGURA 6. Acero 8620 borurado, morfologı́a superficial (X37). En los recubrimientos duros se presenta el desgaste por fractura debido a que las partı́culas arrancadas muestran poca o nula deformación plástica, lo cual hace que al desprenderse dejen huecos o socavaciones, generando grietas subsuperficiales, como se demuestra en la Fig. 9. F IGURA 8. Acero 8620 borurado, se observa el surco producido por el abrasivo sobre la superficie. Las dimensiones de la probeta son: 257612:6 mm. 4.3. Abrasión Flujo de arena: 300 a 400 gr/min. Las pruebas de desgaste abrasivo seco se realizaron con los siguientes parámetros: Duración de prueba: aproximadamente 40 min., con un deslizamiento lineal de aproximadamente 5600 m. Abrasivo: arena sı́lica, tamaño 50/70 (250 m/300 m). La prueba de abrasión llevada a cabo en condición seca confirma que el recubrimiento de carbonitrurado permite un mejor deslizamiento de partı́culas abrasivas que el borurado, en el cual los surcos que se generan son pocos y de menor profundidad, debido a que existe una menor deformación plástica. Por ello, la pérdida de masa es prácticamente despreciable con la que se obtiene del carbonitrurado, como se indica en la Fig. 10. Dureza del abrasivo: 1250 HV. Velocidad angular del disco: 200 rpm. Fuerza aplicada entre el disco y la probeta: 200 N. Rev. Mex. Fı́s. 51 S1 (2005) 11–15 DESGASTE POR FRACTURA EN ELEMENTOS MECÁNICOS BORURADOS F IGURA 9. Acero 8620 borurado, aumento X2000, se observan los lı́mites de grano de la capa borurada y el surco producido por el desgaste. S es surco generado por desgaste; H huecos o socavaciones producidas en el proceso de desgaste; G grieta subsuperficial. 15 F IGURA 10. Gráfico que muestra el comportamiento al desgaste abrasivo en seco de los dos recubrimientos aplicados. 5. Conclusiones 1) Mediante las técnicas utilizadas se comprueba que se presenta el desgaste por fractura y existen grietas ocasionadas por el desgaste abrasivo, en el recubrimiento de borurado. 3) En el carbonitrurado no hay interdifusión de los elementos que alteren la microestructura del acero base, lo que hace que este tratamiento tenga menor adherencia al sustrato, lo que facilita un mayor desprendimiento de material durante la abrasión. 2) Para el desgaste abrasivo, en general, el borurado ofrece una excelente resistencia al desgaste, ya que hay una difusión del boro en la red cristalina, alterando la microestructura del acero 8620, lo que le permite soportar mejor la abrasión, lo cual se explica como una pérdida menor de masa. 4) El borurado se puede aplicar a todos los materiales ferrosos, en todos aquellos que se utilizan en la fabricación de maquinaria y herramienta, es decir, en aceros, hierro fundido, hierro nodular, hierro sintetizado, aleado y no aleado, hierro electrolı́tico, etc. 1. J. Vázquez, Elementos de control de desgaste. Universidad Central de Venezuela (1994). 2. F. Avner, Introducción a la metalurgia fı́sica. Segunda edición. McGraw-Hill. México (1985). 3. Hutchings, Tribology: Friction and wear of engineering materials, edited by Edwar Arnold, Great Britain (1992). 4. N. Suh, Tribophysics, Prentice Hall, New Jersey, USA (1986). 5. B. Bushan and P.K. Gupta, Handbook of tribology: materials, coatings and surface treatments, Mc Graw-Hill, U.S. (1991). 6. Pa. Goeuriot, F. Thevenot, J.H. Driver, and T. Magnin, “Métodos para examinar capas frágiles de tratamiento de endurecimiento superficial por borurado (Borudif)”. 8a International Conference on Chemical Vapour Deposition, GouvieuxChantilly, France (Sep. 1981). 7. T. Burakowski, J. Tacikowski, and J. Senatorki, Propiedades Tribológicas en las capas de difusión del acero Instytut Mechanike Precisvinei, Warzaw Poland. 8. International research & Development Co Ltd. April 1985, Wear Resistant Surfaces in Engineering. London Her Majesty’s Stationery Office. Rev. Mex. Fı́s. 51 S1 (2005) 11–15