Informe Técnico
Anuncio

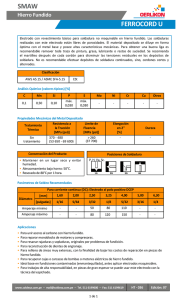
Soladura para el Mantenimiento Informe Técnico Profesor: Mariano Condori Aplicaciones reales de reconstrucción y mantenimiento. mantenimiento. Integrantes: Benavides Coca Ronald Eduardo Martínez Hernández, Yhony Osier Vara Marcos, Maykol Alexander 2014-I Nombre de la Actividad: Aplicaciones reales de reconstrucción y mantenimiento. INTRODUCCIÓN La recuperación por soldadura de piezas de hierro fundido es muy deseable, considerando que estas fundiciones son de uso común en la práctica industrial. Este objetivo, sin embargo, no es fácil de lograr. La facilidad de soldar hierros fundidos depende de sus propiedades físicas, y existe toda una gama de hierros fundidos. Su “insoldabilidad” se puede deber a factores como la baja plasticidad que tienen los hierros fundidos, la formación de cementita, la contaminación de las piezas por contacto prolongado con grasas, aceites o agua de mar, quemado, formación y crecimiento de poros, y otros. A diferencia de los aceros, los hierros fundidos poseen mayor contenido de Carbono y en su estructura puede aparecer Perlita, Ferrita y grafito. En el presente informe realizaremos una reconstrucción y mantenimiento de un monoblock. Monoblock (English) / Motor De Bloque (Español) El bloque del motor, bloque motor, bloque de cilindros o monoblock como quisiéramos denominarlo es una pieza fundida en hierro o aluminio que aloja los cilindros de un motor de combustión interna así como los soportes de apoyo del cigüeñal. El diámetro de los cilindros, junto con la carrera del pistón, determina la cilindrada del motor. Los materiales más usados son el hierro fundido y el aluminio, este último más ligero y con mejores propiedades disipadoras, pero de precio más elevado. Resistiendo peor al roce de los pistones, los bloques de aluminio tienen los cilindros normalmente revestidos con camisas de acero. I. RECONOCIMIENTO DEL MATERIAL BASE - II. Nombre de la Pieza: Monoblock Metal Base: Hierro Fundido o Aluminio Reparación: Recuperar el material para el uso adecuado del monoblock mediante un proceso de soldadura (SMAW). Resistencia a la tracción (Los esfuerzas de tracción que sufre el monoblock lo podemos observar en la culata durante la combustión y alojar a las camisas de cilindro por donde se deslizan los pistones. PROCEDIMEINTO DE SOLDADURA y MATERIAL DE APORTE Proceso de Soldadura: SMAW Material de Aporte Utilizado: CITOFONTE Electrodo de alto contenido de níquel para la soldadura de unión y recargue de hierro fundido. Su depósito es maquinable, libre de poros y fisuras. Posee alta ductilidad (mayor a la de los hierros fundidos). Para obtener soldaduras de óptima calidad es necesario que la superficie a soldar, quede exenta de pintura, grasa, aceite, etc. Electrodo diseñado para trabajar con bajos amperajes. El alto contenido de níquel inhibe la formación de la cementita al soldar hierros fundidos. Posee revestimiento conductor que le confiere excelentes propiedades mecánicas y excelentes características de soldabilidad no comparable con ningún producto equivalente. Proceso de Soldadura: SMAW Material de Aporte Utilizado: EXANIQUEL Fe Electrodo especial de Ferro-Níquel maquinable para la soldadura en frio o caliente de hierro fundido gris, nodular o maleable, el metal depositado es resistente a la fisuración, maquinable y libre de poros. Se caracteriza por su excelente fluidez y arco estable. Ideal para soldaduras del hierro fundido sin precalentamiento. Presenta buena soldabilidad sobre superficies contaminadas y es recomendable para relleno. Se recomienda cordones de soldadura cortos (30 a 50 mm de longitud), para reducir la entrada de calor a la pieza y evitar sobrecalentamiento del electrodo. Proceso de Soldadura: SMAW Material de Aporte Utilizado: FERROCORD U Electrodo con revestimiento básico para soldadura no maquinable en hierro fundido. Las soldaduras realizadas con este electrodo están libres de porosidades. El material depositado se diluye en forma óptima con el metal base y posee altas características mecánicas. Para obtener una buena liga es recomendable remover toda traza de pintura, grasa, lubricante o restos de suciedad. Se recomienda el martilleo después de cada cordón para disminuir las tensiones residuales en los depósitos de soldadura. No es recomendable efectuar depósitos de soldadura continuados, sino, cordones cortos y alternados. I. II. OTROS PROCESOS ALTERNATIVOS Y SUS ALEACIONES: TIG: Ni - 99 /AWS E Ni CI Descripción: Depósito de Níquel especialmente diseñado para unión y reparación de hierro fundido (fundición gris). Este electrodo entrega depósitos lisos y homogéneos, libres de porosidad y es de mayor resistencia y ductilidad que el metal base. Es aconsejable hacer cordones cortos y martillar después de cada cordón para aliviar tensiones. El núcleo del electrodo puede ser usado como aporte TIG. Aplicaciones Típicas: Reparación y unión de piezas de hierro fundido entre sí, con otros metales ferrosos y no ferrosos, recuperación de: engranajes, block motor, volantes, culatas motor, etc. Propiedades Metal Depositado: Resistencia a la tracción: 350 MPa (50.000 psi). Dureza: 130 HB. Mecanizado: Excelente III. PROCEDIMIENTO: 1. LIMPIEZA.- Se quitó la grasa y aceite con un solvente. 2. PREPARACION.- Se limaron los dientes rotos. 3. PLANTILLA.- Se sujetó la pieza en un tornillo de banco para realizar el trabajo. 4. FUNDENTE.- Se aplicó una mano de fundente sobre el área maquinada y la superficie adyacente para evitar la formación de óxidos. 5. PRECALENTAMIENTO.reconstruirse con Se aplicó calor alrededor del área o soplete de oxi-acetileno, flama neutra, manteniéndolo en movimiento. 6. APLICACIÓN.- Se aplicó el soplete (flama neutra) a una esquina de la sección dañada del engrane. Al licuarse el fundente (indicación de que el metal base había alcanzado la temperatura de unión), se colocó inmediatamente el Eutec Rod 185 FC sobre el cono de la flama. Cuando la aleación de relleno empezó a derretirse y a ligarse al metal base, se empleó la técnica de vaivén a la flama del soplete para depositar la aleación de relleno. Esta operación se continuó hasta haber reconstruido completamente la sección dañada con la EutecRod – I 85 FC. 7. CALENTAMIENTO POSTERIOR.- No fue necesario. 8. ENFRIAMIENTO.- Se dejó enfriar la pieza en el tornillo de banco. No fue necesario protegerla contra las corrientes de aire. 9. ACABADO.- Se desprendió el residuo de fundente y se limpió con cepillo de alambre la zona reconstruida. Después se colocó el engrane en el torno y se maquinó dándole las medidas originales en el exterior. Luego se colocó la pieza en un eje de una máquina fresadora. Se maquinaron los nuevos dientes en la soldadura sólida depositada, con una subcortadora de engranes. IV. CONTROL DE CALIDAD APLICACIÓN DE END Inspección visual: Se ha inspeccionado con ayuda de lentes de aumentos que solo existió una sobreespesor del electrodo en ciertas parte de la pieza a recuperar pero que se pudo arreglar con una pulidora eléctrica. Prosiguiendo con la inspección no se encontró algún otro tipo de anomalía en la soldadura del monoblock que se pueda haber detectado con la inspección visual. Inspección mediante tintes penetrantes: Se ha inspeccionado mediante tintes penetrantes siguiendo los métodos recomendados. Se encontraron pequeños poros que son mínimamente perceptibles, tal vez es porque el tamaño de la rotura era medianamente grande y si se pudo concretar de buena manera la soldadura. Como solucionar la presencia de defectos en la unión soldada. Pulir la superficie que se a soldado (Como en nuestro caso) Realizar algún cordón de seguridad encima de las partes defectuosas como pequeñas rajaduras. Verificar el precalentamiento del material base. Verificar las temperaturas entre pasadas. Verificar el orden de deposición del resto de las pasadas. Verificar la limpieza entre pasadas. Verificar la forma de los cordones. Verificar la velocidad de avance de la soldadura. Verificar la adecuada protección del baño de fusión. V. CONTROL DE CALIDAD APLICACIÓN DE ENSAYOS MECÁNICOS. Ensayo de tracción. Para este hierro fundido se ha obtenido un resultado de 60 ksi, el cual está permitido ya que para la clase 40 la dureza mínima es de 57 ksi. Ensayo de dureza (Brinell, Vickers, Rockwell) Se obtuvo una dureza Brinell de 189 y se encuentra dentro del rango de grado 3000. CONLUSIONES: Por todo lo visto, concluimos que la soldadura es una gran herramienta que nos permite recuperar piezas metálicas, equipos metálicos en el ámbito industrial, automotriz, etc. Siendo así una rápida solución a la problemática que surge al llegar a tener estos en mal estado. También el uso de la soldadura nos beneficia con un gran ahorro significativo, puesto que se recupera el material y no se requiere de uno nuevo. Por último se comprobó que por medio del proceso de soldadura podemos alargar la vida útil de los materiales y a la vez aportar nuevas propiedades que mejoran la microestructura interna del material. RECOMENDACIONES: Seleccionar el material de aporte adecuado (electrodo), antes de realizar un proceso de recuperación de materiales, como también hacer el montaje de equipos a utilizar.(antes del proceso de soldadura) Seleccionar la temperatura adecuada con la cual se trabajara, la velocidad de avance y de aportación.(durante la soldadura) Por ultimo realizar ensayos no destructivos para verificar la calidad del producto final. (después de la soldadura) BIBLIOGRAFIA: Budinskik, Kenne (1983) Engineering materials, properties and selection. Virginia: Res. (620.1/B87) Tecsup (2004) Recuperación de piezas por Soldadura Lima: Tecsup. (671.52/T/R-S) MONCLUS V, Ediciones CEDEL (2005) Recuperación por soldadura de piezas de hierro fundido. ENLACES: http://www.bolher.com http://www.soldexa.com.pe/ficha_tecnica/FICHA%20TECNICA%20CITO FONTE.pdf http://es.scribd.com/doc/32400109/Fabricacion-del-Monoblock-de-motor