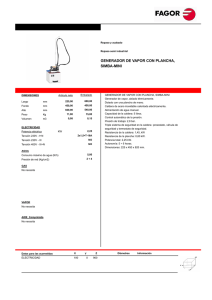
PROCESOS ENERGÉTICOS
Tubería de salida del vapor
vapor
Nivel del
agua
Tubos de
humo
TUBO
DE
FUEGO
Tubería de entrada de
agua de alimentación
Lodos
Purga
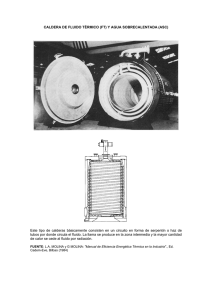
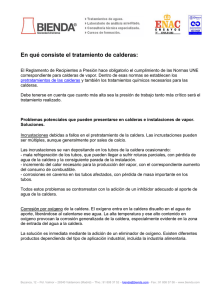
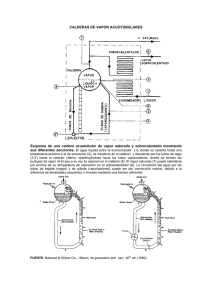
CIRCULACIÓN DE AGUA EN UNA CALDERA DE
TUBOS DE HUMO.
1- Caldera pirotubular horizontal con carcasa provista de
aislamiento térmico
2- Consola de control
3- Conducto de salida de gases de combustión
4- Quemador compacto
5- Línea de salida de vapor
6- Bomba de alimentación de combustible
7- Válvulas de seguridad
8- Presostatos y manómetros
CALDERAS
El agua químicamente pura no
existe en la naturaleza y
contienen por su procedencia
(lluvia, lagos, mares, pozos y
galerías, etc...), gran variedad de
sustancias y en diversas
proporciones:
CO2, N2
• Sales minerales disueltas CO3
HCO3
, SO
, Cl , F
(aniones)
4
Ca++, Mg ++, Na +, Fe++, (cationes)
•
Gases disueltos: O2,
Sustancias orgánicas disueltas: proteínas
•vertidos
industriales, detergentes,....
Partículas en suspensión (causantes de la
•turbidez),
arena, etc....
•
Organismos vivos: bacterias, algas, hongos.....
Algunas de las impurezas que afectan
más negativamente al agua (líquida o
vapor) en su uso energético (agua de
calderas), se describen a continuación así
como sus efectos:
Iones de calcio y magnesio (dureza)
•incrustaciones.
•
gases disueltos, oxígeno y dióxido de
carbono
corrosión.
corrosión.
• ácidos
d) álcalis, suelen provenir de aditivos
usados en el tratamiento del agua
corrosión por fragilidad caústica
e) sólidos disueltos (no de Ca y Mg),
arrastre y espuma.
EJEMPLO DE ANÁLISIS DE UNA CALDERA
MARINA
A bordo se deben realizar algunos de estos
análisis, con distinta frecuencia dependiendo del
tipo de caldera, y especificaciones del fabricante
como por ejemplo los que se dan a continuación,
para una caldera marina.
MUESTRA DE AGUA EN LA CALDERA
LÍMITES
FRECUENCIA
AJUSTE
FOSFATO*
15-25 ppm
2 veces día
ADJUNCT-B**
PH
9.8-10.2
2 veces día
GC**
CLORUROS
16 ppm max.
diariamente
Extracción
CONDUCTIVIDAD
120 mmh max
2 veces día
Extracción
HIDRAZINA*
0.003-0.10 ppm
2 veces día
AMERZINÉ**
SILICE
6 ppm max
semanalmente
Extracción
ALCALINIDAD P.
Ref. I
Diariamente
PH del CONDENSADO
8.6-9.0 ppm
2 veces día
AMONIACO* CONDENSADO
0.5 ppm max
Semanalmente
CONDUCTIVIDAD
Ref. I
Diariamente
DUREZA
0.0
Semanalmente
ALCALINIDAD P.
Ref. I
Semanalmente
ALCALINIDAD T.
Ref. I
Semanalmente
SLCC-A**
AGUA DE ALIMENTACIÓN
TABLA DE CONTROL Y DOSIFICACIÓN
Fuente Drew Ameroid.
*FOSTATO, HIDRACINA Y AMONÍACO no son
componentes naturales en el agua, sino reactivos que se añaden
para combatir la corrosión y la incrustación. Sin embargo la
cantidad debe ser cuidadosamente dosificada pues un exceso
provocaría problemas.
** Son los nombres de productos comerciales para
conseguir los niveles adecuados de composición del agua.
Para conseguir la óptima calidad del agua existen
diversos tipos de tratamientos:
TRATAMIENTOS EXTERNOS
TRATAMIENTOS INTERNOS
PURGAS
TRATAMIENTO EXTERNO: realizados al agua antes
de entrar a la caldera. Incluye desaireación, filtración,
cloración, clarificación, ablandamiento por precipitación,
intercambio iónico, ósmosis inversa, desgasificación....
TRATAMIENTO INTERNO: del agua de alimentación,
de caldera, del vapor, y del condensado. del agua de
alimentación. Incluye: coagulación, adición de fosfato,
quelatos etc...
PURGA: para evacuar una porción del agua de
calderas.
Es necesario purgar regularmente para eliminar el
exceso de sales, y mantener una concentración adecuada
en el interior, para evitar incrustaciones, arrastres, y
espumas. Para saber cuando es necesario efectuar alguna
purga se deben realizar análisis al agua, por ejemplo
midiendo la conductividad del agua.
Caldera es un recipiente en el que se vaporiza
agua continuamente por la aplicación de calor.
El objetivo principal es proporcionar la mayor
eficiencia posible de absorción de calor.
Son de dos tipos generales: de tubos de humo y
de tubos de agua.
Tubos de humo Se usan cuando se requieren
presiones de vapor bajas (10 bars)
La llama y los gases calientes están dentro de
los tubos ordenados como un haz dentro de un
tambor de agua.
Según el agua líquida se va calentando sale
agua vapor a través de un cabezal.
Tubos de agua la llama y los gases calientes
fluyen por la parte exterior de los tubos y el agua
circula dentro de ellos.
La combustión ocurre en un horno y algunos de
los tubos forman por lo común las paredes del
horno.
Purgar es la operación de evacuar, extraer,
expeler o eliminar residuos líquidos, gases, o
lodos, (como agua, vapor, fango) de tuberías,
recipientes, calderas etc, que se acumulan en
algunas operaciones industriales.
Principales problemas en calderas:
• Incrustaciones
• Corrosión
• Arrastres y espumas (nos llevan los
problemas anteriores a otros lugares de la
instalación).
Control de la combustión
Control del agua de alimentación de caldera
Analizador de gases combustión
Análisis de tubos
Analizador de pH
Analizador de conductividad
Analizador de oxígeno disuelto
Analizadores específicos
Aumento del rendimiento
Ahorro de combustible
Disminución de contaminación ambiental
Minimizar la corrosión
Minimizar la incrustación
Ahorro de combustible
Determinar la frecuencia de purgas
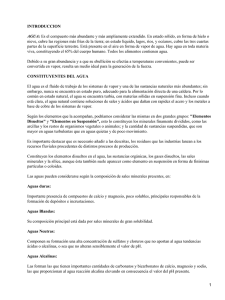
el equipo de pretratamiento del agua de
alimentación de la caldera que consta de
resinas de desmineralización ácida y de sosa.
BOMBAS DE DOSIFICACIÓN DE ADITIVOS
PARA EL AGUA DE CALDERA.
DESCALCIFICADOR A BASE DE RESINAS
CATIONICAS Y SAL PARA REGENERARLO
TOMA DE MUESTRA
TOMA DE MUESTRA
ANÁLISIS DE MUESTRA DE AGUA
Es de destacar que las exigencias al agua serán mayores cuanto
mayor sea la presión y la temperatura de la caldera.
Calderas acuotubulares. Normativa UNE 9.075
Aplicado a agua de alimentacion
Aplicado a aguas del interior
REQUISITOS GENERALES PRESION PRESION PRESION PRESION PRESION
≤20
≤40
≤64
≤80
≤125
2
2
2
2
kg/cm
kg/cm
kg/cm
kg/cm
kg/cm2
Salinidad total ≤3000
mg/l p.p.m.
≤2000
≤1500
≤750
≤150
Fosfato PO4
≤25
mg/l p.p.m.
≤10
≤10
≤3
≤3
Sílice (SiO2)
≤140
mg/l p.p.m.
≤50
≤10
≤4
≤1,5
PH a 20 °C
9,5 - 11
Hierro total
≤0,05
mg/l p.p.m.
9,5 - 11
≤0,05
9,5 - 11
≤0,05
9,5 - 11
≤0,03
9,5 - 11
Dureza °f
≤0,1
PH a 20 °C
8 - 9,5
Oxigeno
≤0,02
Disuelto
mg/l p.p.m.
≤0,05
8 - 9,5
≤0,02
≤0,05
8 - 9,5
≤0,02
≤0,02
8 - 9,5
≤0,02
Sust.orgánicas ≤10
mg/l p.p.m.
≤5
≤5
≤5
Aceite
≤1
mg/l p.p.m.
≤0,5
≤0,5
≤0,5
Tipos de corrosión según el efecto.
La mayor parte del equipo de las
plantas marinas generadoras de vapor
está formada por aleaciones metálicas:
Fe, C, Cr, Mo, Cu, Zn, Ni …
Todos los metales se disolverán
lentamente a no ser que el agua se trate
adecuadamente. Esto se denomina
corrosión y puede presentarse de
diversas formas:
a) Adelgazamiento
b) Picaduras
c) Agrietamiento
d) Exfoliación ó desaleación
e) Fragilidad
Agentes de las reacciones
específicas de corrosión
1- Oxígeno (O2)
2- Dióxido de carbono (CO2)
3- Ácido
4- Cáustica
5- Hidrógeno (H2)
6- Amoníaco (NH3)
7- Efectos mecánicos
1- Corrosión por Oxígeno
Es uno de los contaminantes más indeseables
que penetran en un sistema de agua de
calderas, de alimentación y de condensado. (Ver
cantidades permitidas)
Se combate con desaireadores en caliente, ó
reactivos como hidrazina , o sulfitos.
2- Corrosión por dióxido de carbono.
Se forma en el interior del evaporador. El calor
descompone carbonatos y bicarbonatos de la
salmuera dando dióxido de carbono gas que sale
del evaporador junto al vapor. Causa corrosión
en tuberías de retorno y condensado.
NaHCO3 + calor
NaOH + CO2
Na2CO3 + H2 O + calor
CO2 + H2O
H2CO3
2NaOH + CO2
2H+ + CO3
3- Corrosión por ácido.
Se da cuando existe una fuga del condensador
, ó el agua de calderas se contamina con el
arrastre y se introducen sales como Cl2Mg.
(Ver práctica de pH)
MgCl2 + 2H2 O + calor
Mg(OH)2 + HCl
Fe + HCl
FeCl2 + H2
A veces el ácido producido lo hace en lugares
concretos por ejemplo debajo de una
incrustación, grietas, con el consiguiente
perjuicio.
4- Corrosión cáustica.
Aunque es deseable tener ciertas
concentraciones de OH , un exceso de estos
puede ser perjudicial por atacar al Fe. Se da
en zonas muy localizadas ej. bajo las
incrustaciones,
Fe + 2NaOH
Na2FeO2 + H2
5- Daños producidos por el hidrógeno.
El hidrógeno producido en la reacción global
es capaz de penetrar en el metal y convertirlo
en frágil. No se detecta hasta que se produce
el fallo.
6- Daños producidos por el amoníaco.
El amoníaco (NH3) proviene de los aditivos
usados para mantener el pH optimo, ó para
reaccionar con el oxígeno.
El exceso de hidracina que sale junto con el
vapor se descompone con el calor y provoca
desgaste general así como picaduras y grietas.
N2H4 + calor
4NH3 + N2
NH3 + H2O
NH4 + + OH7- Daños por erosión.
El proceso de erosión (desgaste) de la superficie
metálica es debido a la velocidad ó turbulencia
del fluido. Este fenómeno puede reducirse con
un diseño idóneo de la caldera y provocando las
condiciones para que se dé la formación de
capas de óxidos protectores.
También existe una corrosión erosiva debido al
arrastre de partículas de líquido ó sólido junto
con el vapor. Este fenómeno se favorece
cuando la salinidad es elevada. Por ello se debe
controlar la salinidad, y la manera más fácil es
por medidas de conductividad. En caso de
conductividad alta se realiza una purga que
rebaja la salinidad
 0
0