50
Revista
Latinoamericana
de Metalurgia
y Materiales,
Vol 11, N° ly
2, 1992
/
La rugosidad del material base: un factor decisivo en la calidad del niquelado electrolítico.
Rudy Castillo M.
Ingeniero metalúrgico IUPEG (UNEXPO), MSc en ciencia de los materiales UCV. Profesor asociado
UNRXPO, Investigador
Asociado UNEG. Investigador
Especialista
Gerencia Centro de
Investigaciones de SIDOR.
.
Resumen
Se determin6 la influencia de la rugosidad del material base en la calidad del niquelado
electrolítico y en el proceso de electrodeposición. Se realizaron pruebas a nivel experimental y a nivel
industrial. Los resultados indican qué la rugosidad afecta la transferencia de masa y micropoder
cubriente del proceso de niquelado electrolítico e influye también en la eficiencia de la celda y en la
homogeneidad de la capa del metal depositado .
. Introducción
El niquelado es un tipo de recubrimiento
noble muy utilizado para proteger al acero de la
corrosión y la abrasi6n, así como proporcionarle
gran brillo superficial, lo que lo hace un proceso
muy adecuado para la fabricación de piezas
ornamentales, las cuales esten expuestas a medios
agresivos. La rugosidad influye en la calidad del
niquelado electrolítico, particularmente
en lo
referido al brillo superficial. Las láminas de acero
utilizadas como material base para ser recubiertas,
según sean las características impuestas durante el
. proceso de laminacién, pueden tener rugosidades
dentro de un intervalo de 10 hasta 90 mpulg.,
razón por la que se requería determinar la
influencia de la rugosidad en la calidad superficial
del niquelado, así como definir los valores límites
de rugosidad y las condiciones óptimas del proceso
para asegurar acabados aceptables.
.
Desarrollo
Método Experimentalr
..
Se utilizó un baño convencional tipo Watts
con las siguientes características:
Sulfato de nique: 280 grll
Cloruro de niquel: 42 grll
Acido Bórico:
20 grll
Abrillantadores:
25 ml/l
Vegal33:
1,5 mlfl
Vegal8187:
Humectantes:
Vegal V8518 10 a 14 1/2500 1
ph:
4,2 a 4,6
Temperatura:
60 a 650C
ánodos:
. niquel
agitación :
suave
a) se realizaron experiencias a nivel experimental
en una celda Hull y una celda electrolítica normal
con el objeto de determinar la densidad de corriente
LatinAmerican
Journal
of Metallurgv
y la distancia 6ptima ánodo cátodo, así como
estudiar la influencia de las rugosidades en las
car.,
.icas del proceso
(tiempo
de
electro» . osición, espesor de capa depositada,
eficiencia de la celda, etc.) y en la calidad del
recubrimiento
(homogeneidad
de la capa,
apariencia y resistencia a la corrosi6n). En estas
experiencias
no se ur il izaron
aditivos
abrillantadores
ni humectantes.
Las láminas
evaluadas presentaban dos rangos de rugosidad,
bajos: 20 - 30 upulg. y altas: de 55 - 60 upulg .
b) Utilizando los valores de densidad de corriente y
distancia ánodo-cátodo 6ptimos, según las pruebas
anteriores,
se efectuaron
pruebas, a nivel
industrial, utilizando abrillantadores y humectantes
comerciales. Se amplió el nivel de rugosidades a
ser evaluados, niquelandose láminas de acero con
las siguientes condiciones:
.
Rugosidades: 10, 15, 20, 25,- 30, Y 40
upulg.
Tiempos de electrodeposición: 5, 10, 15,
20, 25, Y 30 mino Los métodos utilizados para
evaluar la calidad del recubrimiento
fueron:
Inspección visual, metalografía, análisis químico,
medición de porosidad por método Ferroxil, nivel
de brillo por refractometría,
resistencia a la
corrosi6n en cámara salina y rugosidad.
Resultados y discusión de resultados
a) Los ensayos en celda Hull, permitieron
determinar un intervalo 6ptimo para la densidad de
corriente, el cual está entre 3,11 y 4,96 Ndm2. La
distancia 6ptima ánodo-cátodo seleccionada fue de
6 cm. Las pruebas en la celda electrolítica simple
permitieron determinar con mayor precisión la
densidad de corriente óptima, la cual resultó de
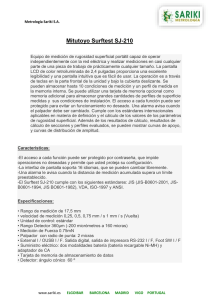
4,35 Ndm2. En la figura 1 puede observarse los
gramos de niquel por unidad de area vs el tiempo
and Materials.
Vol 11. N° lv 2. 1992
0.3
0.2!1
al
0.2
'3r/d..,2
10
0.15
••
O. r
~
0.05
oI
t'-<
¡::,
...•
,
<:.~
2
0.3
14
.3.n
I
A
14.35
I
A/ ••• 2
l,w,z
3.5
(Min:)
15
• i)!..t
. I
3
TIEMPO
5'
~
~
(1:,
1
O
:i~~2I
•
(1:,
~
•..
15 1~lt
,
'"~
020»"",,,
ESPESOR (~)
O 3(/ HJ""~\')
0.25
"'1
»l
. 10 """1,
12
•
r;'
¡::,
I
t"<
¡::,
...•
4() 'lO'''''1.
S'
b)
;:::
O
¡::,
Sr/d",20.15
~
¡;::
0.1
~
¡::,
0.05
-.
o
-...
s
(1:,
"'1
r;'
0J
3
2'5
01
3'5
1
10
5
TI EN PO (N inJ
I
15
TlEW'O
,
2í)
IWinJ
,
25
¡::,
;:::
¡::,
1
30
~
~.
(1:,
-.
;¿
~
¡;::
~
Granos
de ni<pJel dep1oSitado por unidad de área en función del tiern
electrodcposición
para _.stras
a) nuest ras de baja r\.ICpS
idad
b)
"'-'=tras
de alta
niqueladas
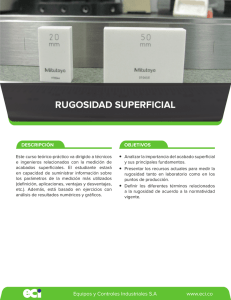
Variación
del espesor de rectDriJaiento
de e Iect.rodecos.íc.íón
en una cel.cla norne L,
Y
de niqJel
y de La rugosidad inicial
en función ",,"1 t:i.enr'
del IIBterü' \
1)'0"'\"
"
r;>'
ha industrial.
¡;::
;:::
'-.:::
~
120
0.8
~
"'1
¡S'
~
~
...,
0.7
S;;
¡s'
0.6
• 10"'Y~":
%
-.
,
~
~~
~IDAO.5
10 tlpul •.
:~::.
O 30 ~ul~.
• 15 ~I •.
''-
0.41
• 40 ~uh)
~
.'"
-.
~
''-
O!O ••••••.
O 30 U~I.,
<:o
~'-
¡::,
~
¡S'
rupsidad.
¡::,
~
¡::,
--.
~
<:o
,,40 Upol,.
''-.:::
50
0.1
.N
'-o
-c
40
30
N
201
5
.N
oI
--
5
I
15
TIEMPO
I
I
"
15
10
20
TlENPO
Variación del nivel
1
10
de brillo
2!1
e
I
30
f~ ~
I~
de láminas niquelckJas en función del
1
2!1
1
30
en cántira
salina
'-c
(NIn]
-o
Ccnvlrtarniento de nuestra"3 niqueladas al ser soretidas
=rrosióo
(Nin)
I
20
por 12 horas,
a ensayos d,"
N
en el.ectrodepoLi.L~'X.., ,,$J'le
ha i.rd.Is trial.
CJ1
1-'
tienpo de recubrimiento
y de La nql<lidad
inicial
del rmterial
base.
52
. Revista
Latinoamericana
de Metalurgia
de electrodeposici6n para las diferentes densidades
de corriente utilizada; se aprecia como existe
correspondencia con las leyes de Faraday, tanto
para las muestras de alta como de baja rugosidad.
Igualmente se aprecia como para tiempos cortos de
electrodeposici6n
(hasta 5 min), existe mayor
deposición de niquel en las muestras de baja
rugosidad.
b) El último aspecto mencionado, aunado al hecho
de que existe una disminuci6n de la eficiencia del
proceso electroquímico con la rugosidad, evidencia
que la rugosidad del metal base es un factor que
influye de manera definitiva en la transferencia de
masa del niquelado electrolítico. El incremento de
diferencias entre micropicos y microvalles origina
distorsiones en la capa difusional introduciendo
heterogenidad
y porosidades
en la capa
electrodepositada.
e) El niquelado produce cierto nivelador sobre la
superficie metálica, ya que este es un baño que
posee un buen poder macro y microcubriente. Este
hecho se observ6 tanto a nivel experimental como
en las pruebas industriales, donde se incrementa el
efecto, particularmente, en las piezas de mayor
rugosidad, gracias al efecto de los agentes
tensoactivos (abrillantadores y humectantes). Este
efecto logic amente favorece las características del
brillo de las láminasniqueladas.
Ver figura 2; en
dichas figuras igualmente se puede determinar
como son críticos el tiempo de electrodeposiciuón
de 20 minutos y la rugosidad de 30 micropulgadas
para tener aceptables valores de brillo.
d) La figura 3 muestra como se incrementa el
espesor de capa depositada con el tiempo de
electrodeposición. Puede observarse como al igual
que en las pruebas piloto con tiempos pequeños de
electrodeposici6n (menores de 15 min) se deposita
mayor nivel de niquel en las muestras de baja
rugosidad, sin embargo, luego de los 20 min se
observa una inversión, depositando se mayores
niveles de níquel en las muestras de alta rugosidad.
Consideramos
que este hecho se deba a la
influencia de los agentes tensoactivos.
y Materiales,
Vol 11, N° 1y 2, 1992
de niquel depositada
electrodeposición.
luego de los 20 min de
e) Los resultados de resistencia a la corrosión se
muestran en la figura 4. Puede observarse que la
rugosidad disminuye la resistencia a la corrosión,
puesto que al afectar el micropoder cubriente
favorece las discontinuidades, la heterogenidad de
la capa y la presencia de porosidades.
Los
resultados confirman como valores críticos los
tiempos de 20 min y la rugosidad
de 30
micropulgadas.
•
Conclusiones
1.- La rugosidad afecta la transferencia de masa y
el micropoder cubriente en el proc eso de niquelado
electrolítico, todo esto influye en la eficiencia de la
celda y en la homogenidad de la capa de metal
depositado.
2.- La densidad de corriente óptima es de 4,35
A/dm2, el tiempo óptimo es de 20 min y la
rugosidad límite es de 30mpulg para lograr garantía
de calidad en niquelado ornamental.
Bibliografia
1. Pushpavanarn y Raman V. Leveling in Bright
Nickel Electrolyte. Metals Finishing, vol. 80,
1982.
2. Metals Handbook ASTM, Nickel Plating, ASM
1984. pp 45-47
3. Mohler J. Plating Cells, Metals
Handbook. 1987, pp 621
4. Hashiba H. Hull Cell Test, Ind. Research Inst.
Aichi Pref. 1980
Sobre una superficie rugosa la probabilidad
de aproximaci6n de los iones que difunden es más
grande sobre los micropicos que sobre los
microvalles, por lo tanto, al utilizar agentes
niveladores (tensoactivos),
estos se ubicarán,
preferencialmente,
sobre
los micropicos
incrementando el potencial cat6dico en dichas
zonas desviando el flujo de cationes hacia los
microvalles y lograndose el efecto nivelador.
Como se puede entender, entonces los agentes
tensoactivos originan, al igual que la rugosidad,
alteraciones en el micro poder cubriente pudiendo,
probablemente, influir en la diferencia de cantidad
Latinámerican
Journal
of Metallurgv
Finishing
and Materials,
Vol]J.
N° Iv 2. 1992
 0
0