Hilo TUBULAR
Anuncio

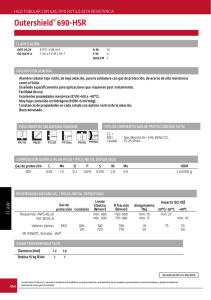
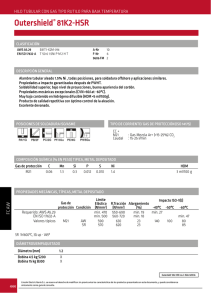
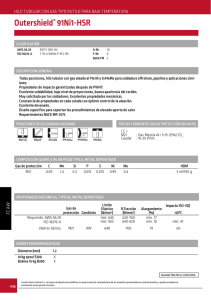
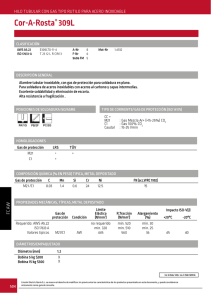
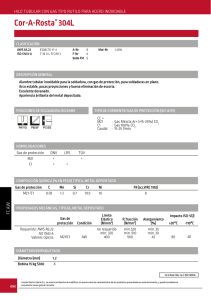
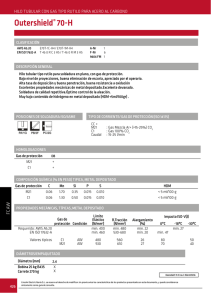
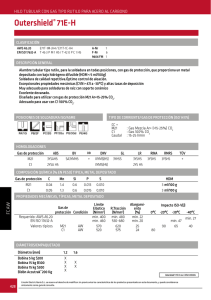
Offshore Datos generales Lincoln Electric Europe Tabla 4. Tipos de hilo, clasificaciones, composiciones químicas y propiedades mecánicas impacto después del tratamiento post calentamiento. Lincoln Electric es el único suministrador que le puede ofrecer una gama completa de hilos tubulares con los requerimientos de las construcciones offshore, tanto en soldadura como en la condición post calentamiento. Como la soldabilidad de los hilos -H y el -HSR es prácticamente la misma, estos hilos tienen el mismo bajo índice de reparación y facilidad de soldadura. Hilos tubulares tipo básico Los modernos hilos tubulares tipo rutilo de Lincoln Electric al tener muy bajo contenido de hidrógeno y una mejora en las propiedades de dureza, casi han sustituído completamente al hilo tubular básico. Las razones principales son la soldabilidad, el bajo contenido en hidrógeno y las propiedades mecánicas del hilo tubular tipo rutilo. Sin embargo, estas son unas aplicaciones donde todavía se ha utilizado el hilo tubular básico: 3 Figura 7. Plataforma Offshore Las estructuras Offshore a menudo se construyen con aceros de alto límite elástico (460 – 690 N/mm2) y propiedades de impacto a bajas temperaturas (-50°C a -60°C). Igual que en los astilleros, las construcciones offshore tienen una gran parte de soldadura externa. Por tanto, los hilos tubulares tipo rutilo para acero al carbono son utilizados ampliamente a través de la rama de offshore. Requerimientos rigurosos Para cumplir los estrictos requerimientos de la industria de offshore, Lincoln Electric ha desarrollado una gama de hilos tubulares tipo rutilo con elevado nivel elástico (Outershield 550-H y Outershield 690-H) y elevado valor de impactos a bajas temperaturas (Outershield 81Ni1-H y Outershield 81K2-H). Estos hilos son extraordinarios dentro del mercado por su soldabilidad (y parámetros de soldadura) similares a los hilos tubulares tipo rutilo par acero al carbono (Outershield 71E-H). Estos a su vez, son muy apreciados por los soldadores, ya que se reduce el porcentaje de reparaciones, tienen una buena eliminación de la escoria y un arco suave pero penetrante. Las construcciones offshore, la gran mayoría, están sujetas a pruebas no destructivas (porque los requerimientos son altamente rigurosos) tal como un índice bajo de defectos, reduce sustancialmente los costes, y por tanto un mayor argumento para la elección del hilo de soldadura. 3 Cuando la utilización del hilo tubular básico está indicado en el procedimiento de soldadura. Para pasadas de raíz (y el primer relleno de capas) en construcciones de alta limitación. En estas situaciones el hilo tubular tipo rutilo puede mostrar fisuras en la soldadura; y el hilo tubular básico proporciona maleabilidad que previene la fisura de la soldadura. Para tales condiciones, Lincoln Electric ofrece el Outershield T55-H. Información General La información general de los hilos (tipo, clasificaciones, composición química, propiedades mecánicas y homologaciones) se encuentra en la tabla 4 y 5 de la página siguiente. Todos los hilos están disponibles en bobinas B300 de 15 kg. Algunos de ø 1.2 mm pueden ser suministrados en bobinas de 4.5 kg S200 o B200; otros hilos (diámetro grande) pueden entregarse en bobinas de 25 kg B435. Para grandes consumos es muy interesante el AccuTrak® (bidón de 200 kg): ya que incrementan productividad minimizando el tiempo de cambio de bobinas. Consulte la MDS para los tipos actuales disponibles por tipo y diámetro. Tratamiento Post calentamiento Otro aspecto característico de las estructuras offshore es que pueden tener uniones críticas después del tratamiento post calentamiento. Los hilos tubulares tipo rutilo con microaleación, no dan ninguna garantía mirando los niveles de impacto después del tratamiento post calentamiento, Lincoln Electric ha desarrollado el Outershield 81N1-HSR, Outershield 81K2HSR y Outershield 690-HSR. Estos hilos tienen la misma soldabilidad y las mismas propiedades mecánicas que las versiones regulares –H, pero con la garantía de las propiedades de Referencia Gas de Clasificación Rango Composición química Propiedades Mecánicas Protecc. AWS EN ø de (metal depositado, valores típicos ) (metal depositado, valores típicos) EN 439 A5.18/A5.20 hilo C Mn Si Ni Cu Mo HDM Condición Re Rm A5 Ch-V at OC in J /A5.29 758/12535 mm % % % % % % ml/100 g N/mm2 N/mm2 % 0 -20 -30 -40 -50 -60 OUTERSHIELD: HILO TUBULAR TIPO RUTILO PARA ACERO AL CARBONO 70 C1 E70T-1 T 46 0 R C 3 1.6-2.4 0.06 1.3 0.5 <8 AW 480 560 26 80 40 M21 E70T-1M T 46 0 R M 3 0.06 1.7 0.35 <8 AW 530 610 27 70 40 70-H C1 E70T-1 H4 T 46 0 R C 3 H5 2.4 0.06 1.3 0.5 <5 AW 480 560 26 80 40 M21 E70T-1M H4 T 46 0 R M 3 H5 0.06 1.7 0.35 <5 AW 530 610 27 70 40 70E-H C1 E70T-1J H4 T 46 3 R C 1 H5 1.6 0.04 1.4 0.6 3 AW 570 620 25 55 40 M21 E70T-1MJ H4 T 46 3 R M 1 H5 0.04 1.4 0.6 3 AW 570 620 25 55 40 71E M21 E71T-1MJ H8 T 46 2 P M 1 H10 1.6 0.05 1.25 0.7 <8 AW 600 650 24 100 75 71E-H M21 E71T-1MJ H4 T 46 3 P M 1 H5 1.2 0.05 1.4 0.6 3 AW 570 620 25 90 65 40 71M-H C1 E71T-1J H4 T 46 2 P C 1 H5 1.2-1.6 0.05 1.3 0.4 4 AW 580 620 24 80 40 OUTERSHIELD: HILO TUBULAR TIPO BÁSICO PARA ACERO AL CARBONO T55-H C1 E71T-5J H4 T 42 4 B C 2 H5 1.2-2.4 0.05 1.5 0.55 3 AW 480 570 27 130 85 60 M21 E71T-5MJ H4 T 42 4 B M 2 H5 0.06 1.5 0.6 3 AW 480 570 27 130 85 60 OUTERSHIELD: HILO TUBULAR TIPO METAL CORED MC710-H M21 E70C-6M H4 T 42 3 M M 2 H5 1.2-1.6 0.05 1.35 0.6 3 AW 495 570 26 90 60 E70C-6M H4 T 42 2 M M 2 H5 2.0-2.4 0.05 1.35 0.6 <5 AW 495 570 26 60 MC715-H M21 E70C-6M H4 T 46 4 M M 2 H5 1.2-1.6 0.04 1.5 0.4 3 AW 480 540 27 120 110 80 MC460VD-H M21 E70C-6M H4 T 46 2 M M 1 H5 1.2 0.05 1.25 0.6 3 AW 510 600 25 90 OUTERSHIELD: HILO TUBULAR DE BAJA ALEACIÓN 1-1.5% NIQUEL 500CT-H M21 E81T1-G T 50 5 Z P M 2 H5 1.2 0.05 1.3 0.2 0.8 0.4 <5 AW 580 610 23 80 81Ni1-H M21 E81T1-Ni1MJ H4 T 50 5 1Ni P M 2 H5 1.2-1.6 0.05 1.4 0.2 1.0 3 AW 530 600 24 90 60 81Ni1-HSR M21 E81T1-Ni1MJ H4 T 50 5 1Ni P M 2 H5 1.2-1.6 0.06 1.4 0.3 1.0 3 SR 550 600 24 120 100 81K2-H M21 E81T1-K2MJ H4 T 50 6 1.5Ni P M 2 H5 1.2-2.0 0.04 1.4 0.2 1.4 3 AW 590 630 23 130 100 80 81K2-HSR M21 E81T1-K2MJ H4 T 50 6 1.5Ni P M 2 H5 1.2-1.6 0.04 1.4 0.2 1.4 3 SR 510 570 26 130 100 80 OUTERSHIELD: HILO TUBULAR DE ALTO LÍMITE ELÁSTICO 550-H M21 E101T1-K3MJ H4 T 55 4 Z P M 1 H5 1.2 0.04 1.4 0.2 2.0 0.3 3 AW 700 730 19 60 690-H M21 E111T1-K3MJ H4 T 69 4 Z P M 2 H5 1.2-1.6 0.06 1.5 0.2 2.0 0.5 3 AW 800 830 17 60 50 690-HSR M21 E111T1-K3MJ H4 T 69 4 Z P M 2 H5 T 1.2-1.6 0.06 1.5 0.2 2.0 0.5 3 SR 720 770 20 60 60 Tabla 5. Homologaciones Gas de Homologaciones protección ABS BV DNV GL EN 439 OUTERSHIELD: HILO TUBULAR TIPO RUTILO PARA ACERO AL CARBONO 70 C1 70-H C1/M21 71E-H M21 X X X X C1 X X X X 71M-H C1 X X X X OUTERSHIELD: HILO TUBULAR TIPO BÁSICO PARA ACERO AL CARBONO T55-H M21 X X X X C1 X X X X OUTERSHIELD: HILO TUBULAR TIPO METAL CORED MC710-H M21 X X X X MC715-H M21 X X X X MC460VD-H M21 X X X X OUTERSHIELD: HILO TUBULAR DE BAJA ALEACIÓN 1-1.5% NIQUEL 81Ni1-H M21 X X X 81Ni1-HSR M21 X 81K2-H M21 X OUTERSHIELD: HILO TUBULAR DE ALTO LÍMITE ELÁSTICO 690-H M21 X LR RINA TüV DB CTL FORCE RMRS X X X CRS X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X Figura 8. Tipos de bobina disponibles para hilos tubulares autoprotegidos www.lincolnelectriceurope.com Hilo TUBULAR Soldadura con Hilo Tubular con Gas de Protección La soldadura con hilo tubular con Gas de Protección es un proceso semiautomático, que requiere una fuente de corriente de voltaje constante, un devanador que alimente el hilo tubular a través de la manguera y de la pistola y gas. El gas de protección protege el metal fundido contra el oxígeno y el nitrógeno de la atmósfera. El principio de la soldadura con hilo tubular se muestra en la figura 1. Pistola Boquilla gas Boquilla de corriente Gas de protección Dirección soldadura Hilo tubular Escoria solidificada Metal solidificado Arco Baño soldadura Atmósfera de protección Metal base Figure 1. Principio de soldadura con hilo tubular con gas de protección El proceso es de hecho idéntico al de Soldadura al Arco con gas de protección; la única diferencia es que se utiliza hilo tubular en lugar de hilo macizo. En este catálogo el foco principal son los tipos diferentes de hilo, disponibilidad de los mismos y sus aplicaciones. La información de los equipos se indica en el catálogo GMAW. Ventajas Los hilo tubulares tienen muchas ventajas sobre los hilos macizos: 3 Incremento de índice de deposición. El hilo tubular reduce el relleno en la sección transversal del metal, y por tanto aumenta la densidad de corriente, incrementando el índice de deposición 3 Incremento de índice de deposición uniforme de soldadura en posición con hilos tubulares tipo rutilo que tienen un rápido enfriamiento de la escoria. La escoria base rutilo ayuda al metal de soldadura cuando la soldadura es en posición, lo cual proporciona una corriente más elevada. 3 Reduce el riesgo de falta de fusión, y admite más tolerancia en el ajuste de la regulación de soldadura en chapa fina, causado por la menor concentración del arco. 3 3 3 3 3 3 Construcción naval Construcción general Tipos de hilo tubular Los hilo tubulares con gas de protección pueden estar divididos en 3 grupos diferentes, basados en las características del relleno: Hilos Metal cored. El uso principal de estos hilos es para soldadura arco spray en posición manual descendente (PA/1G y PB/2F). Estos hilos proporcionan una tasa de deposición elevada y la soldadura sin recubrimiento de escoria. Es posible la soldadura en posición,con un nivel de corriente comparable con los hilos macizos. Hilos tipo rutilo. Tienen una excelente soldabilidad y se puede utilizar en todas las posiciones. La escoria puede ser proyectada de tal manera como una dirección de apoyo del metal de soldadura cuando la soldadura sea en posición (enfriamiento rápido), permitiendo de este modo aumentar la corriente de soldadura. Los hilos pueden estar microaleados con Ti y B, para dar al metal de soldadura un punto de robustez en las propiedades descendente a –60°C (depende del contenido de aleación del hilo). Los hilos tipo rutilo sólo funcionan in the fine droplet modo arco spray; para abrir por tanto juntas de raíz, utilizándose soportes cerámicos. En uniones K- o X- en materiales delgados el cordón de raíz pueden estar hecho sin materiales cerámicos; sin embargo, se recomienda su utilización por su alta calidad en piezas soldadas (evita la recogida de nitrógeno por el metal a soldar). Hilos tipo básico. Propiedades mecánicas excelentes y con alta resistencia a roturas, elección óptima para pasadas de raíz en condiciones extremas. Estos hilos pueden funcionar en los modos de soldadura arco spray y arco corto, y se pueden utilizar en todas las posiciones; incluyendo soldadura de tubería PF/5G. En la soldadura en posición, el índice de deposición es menor que con los hilos tubulares tipo rutilo. Lincoln Electric fabrica los hilos tubulares Outershield® en diámetros 1.2 a 2.4 mm. Un extenso desarrollo de los projectos dan como resultado unos hilos que consecuentemente: 3 3 3 3 Encontrar las propiedades mecánicas requeridas; Tener una soldabilidad fácil, Metal depositado con menos contenido en hidrógeno (HDM menos que 5 ml/100 gr de metal depositado) Características excelentes de alimentación. Menos sensibles a la porosidad. Menos proyecciones. Mejor mojado. Mayor cordón, especialmente en la posición PB/2F. Química controlada, propiedades y soldabilidad: por ajuste del relleno, y requerimientos específicos que se pueden encontrar. Capacidad de llevar corriente elevada, sin“quemado” de la superficie de la soldadura Figura 2. Astilleros Tabla 1. Parámetros de soldadura para Outershield 71E-H (ø1.2 mm, Gas protección Ar + (10-25)%CO2) y Outershield 71M-H (ø1.2 mm, Gas protección 100%CO2) Posición de PA/1G PC/2G PF/3G asc. PF/3F asc. PE/4F soldadura PB/2F Corrientet (A) Voltaje (V) 230 – 300 200 – 240 200 – 240 170 – 220 160 – 220 26 – 32 25 – 30 25 – 28 25 - 28 23 – 30 Cordón de raíz con soporte cerámico LNB 30 o 41 Table 2. Parámetros de soldadura para Outershield MC460VD-H (ø1.2 mm, Gas protección Ar + (1025)%CO2) Parámetros de Soldadura en rincón Figura 3. Outershield MC460VD-H: sección de PG/3F descendente en rincón (a = 3mm) Soldadura con separación soldadura chapa de 6 mm , 5 mm de separación a = 2.5 mm a = 3 mm 1st cordón 2nd cordón 3rd cordón Corriente (A) 260 290 220 210 220 Voltaje (V) 25 28 22 24 24 velocidad soldad.(cm/min) 90 53 37 60 34 Figura 4. Outershield MC460VD-H: sección de PG/3G descendente soldadura con separación (grueso de chapa = 6mm) Chapa fina La construcción naval se caracteriza por la producción de paneles con refuerzos, y con la combinación de estos paneles reforzados una estructura naval. En la línea del panel, se utiliza SAW para producir la soldadura con separación, y cualquier proceso de soldadura SAW, SMAW, GMAW o FCAW para soldar los refuerzos en las chapas. Una vez se han fabricado esta chapas, la mayoría de las soldaduras son en posición y soldadura con separación. Con el más alto índice de deposición en todas posiciones , los hilos tubulares tipo rutilo son la mejor elección. Soldadura en todas posiciones Los hilos tubulares tipo rutilo de Lincoln Outershield 71EM y Outershield 71M-H son los más utilizados en construcción naval. El Outershield 71E-H puede utilizarse con gas mezcla Ar/CO2 y sólo CO2, aunque es recomendable utilizar gas mezcla. El Outershield 71M-H está desarrollado para utilizar gas de protección CO2. Ambos hilos están diseñados para su “fácil utilización” por parte del soldador. Tienen una excelente alimentación, un rango amplio de parámetros, fácil eliminación de la escoria, buena apariencia del cordón y mojado de la soldadura. Además están homologados por las principales sociedades de certificación de producto (Grado 3; el OS 71E-H tiene garantizado los valores de impacto a –30°C). El extenso desarrollo de los programas en procesos de producción y formulación dan como resultado unos hilos muy coherentes con respecto a las propiedades mecánicas y contenido de hidrógeno. Ambos hilos tienes las mismas aplicaciones. Los parámetros de soldadura se muestra en la Tabla 1. Las uniones de los paneles reforzados (bulbos o perfiles holandeses) a las chapas en la línea del panel están soldados en posición PB/2F, lo cual hace pensar que no se utiliza la principal ventaja de los hilos tubulares tipo rutilo. Los hilos tubulares (Outershield MC710-H y Outershield MC715-H) son una buena alternativa. La mayoría de las soldaduras en un barco son de una sola pasada en rincón con un diámetro de garganta de 3.0/3.5 mm. En la práctica, en la posición PF/3F asc. a menudo se producen soldaduras demasiado grandes (4.5 – 5 mm). La soldadura PG/3F en posición descendente proporciona los tamaños de garganta adecuados, pero cuando se está utilizando hilos tubulares tipo rutilo, no se puede garantizar una penetración adecuada. Para garantizar una penetración adecuada en posición soldadura ascendente PG/3F, Lincoln Electric ha desarrollado el metal cored Outershield MC460VD-H. Este hilo funciona a corriente elevada, puede producir garganta de tamaño 2.5 – 4 mm, y es por tanto el más eficiente para esta aplicación. En la Tabla 2 y Figura 3 se muestran los parámetros y penetración adecuados. El coste por 100 m de soldadura en rincón posición PF/3F ascendente (hilo tubular rutilo) y posición PG/3F descendente (OS MC460VD-H) se muestra en la Figura 5. El hilo OS MC460VD-H es también excelente en ranuras de chapa de 4 – 6 mm. Sin cantos preparados, y un hueco de 4 – 5 mm, la junta se rellena en 3 pasadas (Tabla 2, Figura 4). El aporte de calor limitado minimiza (angular) la distorsión, el cual junto con la ausencia de preparación de chaflán, reduce el coste. Diferente que en la construcción naval, la mayoría de los productos en la construcción en general pueden ser manipulados, y las soldaduras en posición vertical se pueden evitar. Esto siginifica que los hilos tubulares tipo rutilo (Outershield 71E-M y Outershield 71M-H) son utilizados con menos frecuencia. Los hilos Metal cored son excelentes en estas posiciones de soldadura, y tienen la ventaja de una elevado índice de deposición y ausencia de escoria. En aplicaciones de construcción en general, los hilos metal cored se tienen que complementar con hilos macizo. Aunque el precio de compra es elevado, los hilos metal cored pueden reducir el coste de la soldadura donde tienen claras ventajas sobre los hilos macizos. Estas ventajas se han mencionado en el capítulo de introducción general de este catálogo; siendo lo más importante el elevado índice de deposición, la mejora de la penetración y el perfil del cordón. En las aplicaciones de construcción general, Lincoln Electric ofrece 2 hilos metal cored: Outershield MC710-H y Outershield MC715-H. Ambos hilos tienen una amplia gama de parámetros: pueden utilizarse en los modos arco corto y spray. En el modo arco spray, tienen un arco muy estable, prácticamente sin salpicaduras. Los parámetros de soldadura se muestran en la tabla 3. Como el metal depositado no queda cubierto por la escoria, es posible efectuar múltiples pasadas sin retirar la escoria. Junto con un buen devanado, hace que estos hilos sean excelentes para aplicaciones de robótica. El OS MC710-H garantiza las propiedades de impacto a –30°C, dando muy poco silicato, aunque la chapa soldada tenga óxido. Cuando las propiedades de impacto son a –40°C, la elección más óptima es el OS MC715-H. Cuando una soldadura requiera una resistencia a la tracción de 460 N/mm2 o altas propiedades de impacto a temperaturas –40°C, la elección es el hilo tubular tipo rutilo. En el capítulo de offshore se muestran las aleaciones de los hilos tubulares tipo rutilo. ha desarrollado una nueva versión de este hilo, con un nivel de humos 50% menor que antes. Una argumento importante cuando se debe escoger un hilo! Acero resistente a la intemperie Una aplicación especial en la construcción en general es la utilización del acero resistente a la intemperie (conocido como CorTen® o Patinax®). Las construcciones con acero resistente a la intemperie no necesitan ser pintadas. Esto reduce el coste de mantenimiento lo cual ha hecho este tipo de hilo más popular. Lincoln Electric ha desarrollado el Outershield 500CT-H, que tiene la misma excelente soldabilidad (los mismos parámetros de soldadura) que el OS 71E-H y las propiedades mecánicas del material base resistente a la intemperie. Además, después de la corrosión, el metal depositado tiene el mismo color rojo oscuro/marrón como el metal base corroído. Este aspecto (simplemente) visual es decisivo en la selección del hilo. Construcción de un puente La gran escala de construcción en general como por ejemplo puentes es un hecho comparable con la construcción de un barco. Por tanto los argumentos dados en el capítulo de construcción naval se pueden aplicar también en gran escala a las construcciones en general, haciendo una elección óptima con los hilos tubulares tipo rutilo. Alta tasa de deposición Apliaciones específicas, tales como maquinaria de obra pública, requieren hilo que proporcione una alta tasa de deposición. Para soldadura semiautomática, una alternativa para gran diámetro OS MC710-H es el hilo tubular rutilo Outershield 70-H Ø 2.4 mm. Este hilo da una elevada tasa de deposición, excelente eliminación de escoria, una apariencia suave y se puede soldar sobre óxido. Recientemente Lincoln Electric Figura 6. Construcción general E71T-1 hilo a = 5mm, PF/3F asc. Tabla 3. Parámetros de soldadura para Outershield MC710-H y Outershield MC715-H (ø1.2 mm, Gas protección Ar + (10-25)%CO2) Posiciones soldadura OS MC460VD-H a = 3mm, PG/3F desc. 1.2 1.6 PB/2F PC/2G PF/3G asc* PE/4G Corriente (A) 230 – 380 230 – 380 230 – 300 130 – 170 230 – 260 Voltaje (V) PA/1G 26 – 36 26 – 30 15 – 17 26 – 32 Corriente (A) 280 – 460 280 – 460 270 – 300 Voltaje (V) 28 – 36 28 – 30 26 – 36 28 – 36 *) Sólo en modo arco corto; en posición PF/3G asc. el Outershield 71E-H y el Outershield 71M-H son Factor Marcha (%) Figura 5. Coste producción 100 m. soldadura en rincón. (coste = 60 E/h). los hilos recomendados