prologo - Biblioteca
Anuncio

INSTITUTO FORESTAL
Diviaión
CORPORACICN DE
IDdu.~ria.
~TO
DE LA PRODUCCICN
Gerenoia de Fi1ia1.. de
INFORME TECNICO N°
132
ANALISIS DE PLANTAS
IMPREGNADORAS DE MADERA
DE FABRICACION NACIONAL
Santiago - Chile
Marzo de 1995
Registro de Propiedad Intelectual N°95.034
B¡2~IOT::C/\
1;-:5 flTL:¡:
fO;iEST¡\L
ra.en~
PROLOGO
El Instituto Forestal (INFOR) ha desarrollado el proyecto deno
minado "Investigaci6n y Desarrollo de la Industria Nacional de pr~
aervaci6n de la Madera", el cual fue encomendado por la Corporaci6n
de Fomento de la Producci6n (CORFO).
Uno de los objetivos del
estudio se refirió a la evaluación de la capacidad de la industria
nacional en cuanto a producción de autoclaves para preservar
madera.
En el desarrollo de este trabajo participaron los ingenieros
Sres. Alex Eriz C., Aldo Parodi B., Carlos Bizama V. y Wilfried
Maser L., de la Universidad Técnica Federico Santa Maria, Sede Rey
Balduino de Bélgica, Talcahuano.
Por parte del Instituto Fores
tal, los ingenieros forestales Sr. Eduardo Olmedo C. y Sra~
Griselda Lemus M.
La dirección del estudio estuvo a cargo del Sr. Nelson Vergara
R., Jefe de División Industrias de INFOR, y la coordinación por
parte de CORFO correspondió al ingeniero forestal Sr. Guillermo
Guerra M.
;El Instituto Forestal agradece la colaboración de las siguien
tes empresas : Frederic Almenara B. y Cia. Ltda. (Curic6) I Indu~
tnas ECASO S.A. (Talca), Metalúrgica Geisse Ltda. (Concepción) y
Mecánica Industrial Ltda (Temuco); las cuales pusieron a disposi
ción del presente estudio la facilidades para evaluar la calidad de
fabricación de sus autoclaves de impregnaci6n de maderas.
RESUMEN
En este informe se presenta una evaluación de la calidad de
plantas impregnadoras de madera de fabricación nacional, actividad
realizada en el marco del proyecto "Investiqación y Desarrollo de
la Industria Nacional de Preservación de la Madera", ej ecutado por
INFOR por encargo de CORFO para impulsar el desarrollo de esta
industria.
Para realizar el estudio se seleccionaron y analizaron cuatro
plantas de impregnación de maderas de acuerdo a caracteristicas de
sus componentes, como
Estanques de mezcla y almacenamiento,
circuitos de fluidos, autoclaves y sistemas de alimentación y
descarga.
Estas plantas son fabricadas en Chile por empresas
nacionales.
El trabajo de evaluación fue llevado a cabo por la
Universidad Técnica Federico Santa Maria Sede Rey Balduino de
Bélgica, Talcahuano.
Luego de la evaluación se concluye que en Chile existe la
tecnologia para fabricar plantas de impregnación de maderas y
también
se
pueden
encontrar
sus
componentes,
pero
deberán
considerarse algunas recomendaciones hechas en este estudio para
poder competir con equipos importados.
INDICE
Página
INTRODUCCION
1
METODOLOGIA
2
Selección de Empresas Nacionales Fabricantes de Plantas
Impregnación de Madera
de
2
Análisis Técnico de Diseño y Construcción
3
Capacidad Autoclave
5
Cantidad, Forma y Cierre de las Puertas..
5
Facilidad Traslado Plantas
5
Grado Automatización
5
Evaluación del tipo de Calidad de los Materiales Utilizados
en la Fabricación de las Plantas
6
RESULTADaS
7
Clrcuitos de Plantas Impregnadoras según Fabricante ......•
7
Planta A
9
Planta B
10
P anta D
10
Caracteristicas de los Estanques...
12
Caracteristicas del Sistema de Fluidos
15
Accesor ios
18
Observaciones al Cuadro N° 3
18
Bridas y Flanges Planta B
18
Bridas y Flanges Planta C
19
Válvulas e Instrumentos
...................................
20
Página
Bombas Hidráulicas
.
21
Observaciones al Cuadro N° 5
.
23
Caracteristicas de los Autoclaves
.
23
Caracterización del Sistema de Alimentación y Descarga
.
25
DISCUSION DE LOS RESULTADOS ..........................•..•.
26
Estanque
.
26
Estanque de Mezcla
.
26
Estanque de Acumulación o Pulmón de Yacio
.
28
Estanque de Refrigeración de la Bomba de Vacio
.
29
Circui to de Fluidos
.
29
Tuberias en General
29
Accesorios de Tuberias
.
33
Válvulas
.
33
Instrumentos ................................•....•........
36
Bombas Hidráulicas ......................•.................
37
Autoclave
.
40
Criterios para la Fabricación del Autoclave .......•.......
40
Tipos de Cierre .........................................•.
41
Ubicación de los Autoclaves
.
43
Sistema de Alimentación y Descarga
.
44
CONCLUS IONES
.
45
Estanques
.
45
Estanques de Mezcla y Almacenamiento
.
45
Página
Estanques de Acumulación o Pulmón de Yacio ...............•
46
Estanques de Refrigeración de la Bomba de Vacio
47
Circuito de Fluidos
48
Autoclave
50
Sistema de Alimentación y Descarga
54
GLOSARIO
57
ANEXO N° 1 Fabricantes Nacionales de Plantas de Impre9
nación Seleccionados.
ANEXO N° 2 Proveedores de Piezas, Motores
Plantas Impregnadoras.
ANEXO N° 3Literatura Recomendada.
y
Bombas para
INTRODUCCION
La madera es afectada por diferentes agentes, como insectos y
microorganismos, además de factores climáticos y químicos que
alteran su duración y resistencia.
Es posible controlar esta
susceptibilidad natural,
introduciendo determinadas sustancias
químicas preservantes en su interior. Para esto se usan productos
acuosos, principalmente en base a cromo, cobre, arsénico y boro,
que se aplican por medio de equipos que trabajan con vacío y
presión para forzarlos al interior de la madera.
Frente a las ventaj as que tiene la madera impregnada, los
industriales y empresarios del rubro han incorporado el uso de
equipos de impregnación, inicialmente importados de Estados Unidos
y Europa, hace aproximadamente cuatro décadas. Durante los últimos
3 años, la industria nacional ha comenzado a modificar, adaptar,
construir y exportar plantas de impregnación.
El objetivo general de este trabajo es identificar las
industrias locales que producen plantas de impregnación, para
evaluar el tipo y calidad de los materiales empleados y de las
plantas fabricadas.
Los objetivos específicos son:
Determinar el grado de desarrollo de la industria nacional en
la fabricación de estos equipos.
Evaluar comparativamente las plantas producidas en el país.
1
METODOLOGIA
Diagnóstico de las Plantas de Impregnación de Fabricación Nacional
Para desarrollar este estudio se efectuaron varias encuestas a
los fabricantes y usuarios de plantas de impregnación y se
analizaron los datos entregados.
Se entrevistó a más de doce
empresas, entre usuarios y fabricantes, desde Curicó a Temuco. Se
midió e inspeccionó cada equipo, se levantaron los planos de sus
circuitos y se consultó por sus proveedores. No se tomó en cuenta
a los auto-constructores de plantas, por no constituir un verdadero
y significativo fabricante, sino más bien un constructor artesanal
de indole ocasional. En las visitas efectuadas se pudo apreciar el
grado de ingenio y la carencia de cálculo de los diseños.
En una
muestra seleccionada al azar de los materiales utilizados en
autoclaves, se efectuaron inspecciones de soldaduras con los rayos
X y mediciones de espesores con equipos de ultra sonido y análisis
espectrográfico.
Selección
de Empresas
Impreqnaci6n de Madera
Nacionales
Fabricantes
de
Plantas
de
La ubicación y selección de los fabricantes presentó
limitaciones relacionadas con factores geográficos y con aspectos
constructivos.
La larga configuración del territorio nacional, en la que se
distribuyen en cada Región empresas del área metal-mecánica
potencialmente aptas para construir estas plantas, hizo necesario
concentrar la búsqueda entre la Región Metropolitana y la XII
Región, por cuanto la mayor distribución de la materia prima y de
las plantas de impregnación se encuentran en esta parte del pais.
Sin embargo, el tiempo disponible para llevar a cabo esta parte del
trabajo y el alto grado de concentración de estas plantas en una
pequeña zona del pais, obligó a concentrar la atención en la zona
Curicó - Temuco.
En lo que se refiere a los aspectos constructivos, en Chile
existen numerosas empresas del área metal-mecánica con capacidad
para fabricar plantas de impregnación, pero sólo unas pocas, lo han
hecho en forma programada y con intenciones de continuidad y de
competitividad en el mercado nacional e internacional. Esto llevó
a descartar a las maestranzas que participaron en s610 una o dos
transformaciones, o que actuaron como proveedores ocasionales de
equipos o partes de éstos.
El concepto de "Industria Nacional de
2
Plantas de Impregnación de Madera" deja fuera a
constructores de indole ocasional y de nivel artesanal.
todos
los
Dentro de las limitaciones mencionadas, se seleccionaron 4
empresas fabricante (Anexo N° 1. Fabricantes Nacionales de Plantas
de Impregnación Seleccionados).
Análisis Técnico de Diseño y Construcción
Básicamente, una planta impregnadora de madera consta de un
cilindro de tratamiento, denominado autoclave, en el cual se
introduce la madera y se cierra herméticamente. Mediante una bomba
de vacío se extrae el aire del cilindro y de la madera y también
algo de humedad.
Posteriormente el cilindro se llena con líquido
preservante, lo ·que es facilitado por el vacío inicial. La planta
debe disponer de un estanque de almacenamiento grande y de una
bomba de caudal para mover y agitar la mezcla. Lleno el autoclave,
se emplea una bomba de alta presión para introducir más preservante
y elevar la presión del cilindro,
manteniéndose por el lapso
necesario para la penetración requerida en la madera. Concluido el
período de presión, el líquido preservante es devuelto al estanque
de almacenamiento y se hace un nuevo vacío en el autoclave, con la
finalidad de extraer el exceso de preservante.
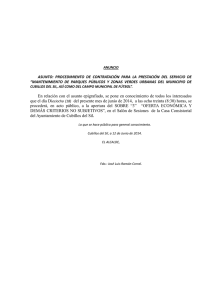
Al inspeccionar y estudiar varias plantas de impregnaci6n fue
posible deducir que sus partes y componentes caracteristicos son
cuatro y que los puntos de mayor interés a analizar son los
estanques, los circuitos de fluidos, los autoclaves, los sistemas
de alimentación y descarga (Figura N° 1).
BIBlIOfEC/\
lNS lTruTO fORESTAL
3
,
''--------.vr---~/ '~-...,yr---""'-------,vr-----J
ESTANQUES DE MEZCLA
Y ALNACEKAXIXXTO
Figura N° 1
El
disponer
CIRCUITO
AUTOCLAVE
ALIMEHTACIOH y
TLUIDOS
DESCAlCA
PJUHCIPALES c:c:MPClIIIDI'l 0& ~ pLlIJITA DG'REGHllDClIlA
almacenamiento
de
DE
'--------.v,..----'"
estanques
y
que
la
se
mezcla
de
caractericen
los
preservantes
según
su
exige
capacidad,
su
material, el tipo de soldaduras y algunos accesorios.
Los circuitos de fluidos están compuestos por tuberias,
válvulas, uniones, codos de reducciones, bombas y accesorios,
recipientes, filtros, instrumentos y distribución del circuito.
principales
variables
sus
El
autoclave
presenta
como
dimensiones, la forma de la tapa, el tipo y cantidad de puertas,
las clases de material, el tipo de soldadura, su montaje y los
accesorios.
El sistema de alimentación y descarga está compuesto por
diferentes tipos de carros y rieles que permiten el movimiento de
las cargas de madera.
En la actualidad no existen parámetros especificos para la
clasificación de las plantas de impregnación y sólo se las
identifica por alguna caracteristica sobresaliente. El análisis de
las encuestas, inspecciones y visitas realizadas permitió deducir
cuatro aspectos distintivos :
4
capacidad Autoclave
La medida importante es el diámetro del cilindro y no su
largo, o la relaci6n diámetro/longitud que proporcionaria el
volumen por tratar.
Tanto el diáme~ro y la presión de trabajo
representan variables preponderantes, que determinan el espesor de
pared del cilindro, pudiendo variar la longitud sin implicar
mayores cambios estructurales.
Es así como se especifican tres
tipos de plantas:
Pequei'la (P)
Mediana (M)
Grandes (G)
El diámetro del cilindro :5 1 m.
El diámetro del cilindro > 1 m y $ 1,6 m.
El diámetro del cilindro > 1,6 m y L 2,2 m.
cantidad, Forma y Cierre de las Puertas
Existen autoclaves con una y con dos puertas. Estos últimos
presentan ventajas para una producción con un mayor grado de
continuidad en el proceso, ya que la carga de madera entra por un
extremo y sales por el otro. Las puertas pueden ser de forma plana
o convexa y el tipo de cierre puede ser convencional o rápido. El
primero se efectúa con pernos y, el segundo, con una cremallera de
accionamiento mecánico, o por medio de un pistón hidráulico
accionado por aire comprimido.
Facilidad Traslado Plantas
Existen
plantas
transportables
o
móviles
y
fijas
o
convencionales. Las primeras son construidas en forma modular para
facilitar su montaje, desarme, transporte y adaptación a diversas
condiciones de trabaj o.
Las segundas no están disei'ladas para
transportarlas o cambiarlas de distribuci6n, implicando un mayor
grado de dificultad y costo.
Grado Automatización
La automatizaci6n de los equipos empezará a diferenciar las
plantas en un futuro muy cercano.
Hasta el presente no se han
construido en el país plantas con un alto grado de automatización,
aún cuando existe la infraestructura y la tecnología adecuada para
incorporar esta característica. La necesidad de cumplir con los
controles de calidad,
los plazos de entrega y mejorar la
5
productividad hace necesario aumentar el grado de automatización.
La industria de la madera no ha estado ajena al avance tecnológico,
se han introducido en los procesos de aserrio primario y secundario
los controles, posicionadores, temporizadores, máquinas de control
numérico y sistemas computacionales. Todo esto ya se está usando y
es totalmente predecible su aplicación en las próximas plantas de
impregnación, as~ como su introducción en las ya existentes.
El análisis técnico del diseño y construcción se efectuó
mediante entrevistas e inspecciones a los fabricantes y usuarios,
confeccionándose una ficha técnica complementada y comparada con
medidas tomadas en las maestranzas, en los planos de diseño y en
las plantas que están en funcionamiento.
Evaluación del tipo de calidad de los Materiales Utilizados en el
Fabricaci6n de las Plantas
La evaluación de los materiales utilizados en la fabricación
de plantas impregnadoras de madera, se efectuó según cada uno de
los principales componentes antes mencionados y en cada caso se
incluyen comentarios y recomendaciones de carácter técnico hechos
para cada fabricante.
6
RESULTADOS
Circui tos de P1antas IlI'preqnadoras .aqún Fabricante
Se presentan a continuación los circuitos de las plantas de
impregnación de maderas evaluadas en este estudio, aportados por
los fabricantes señalados en Anexo l.
IOMIIA
...CIO
Figura N°
2
Cl:AGR"oNl'l
Cl:RCUJ:'l'OS
oc
PLANTA A
7
o
.---.-__---===:::::f.:L---=v.' x
~-~---_.+-----J--'
~
.~-¡ ~ ••"
[ST .. NOU[
Figura W
••'
}1H><l--tH
..'
10MIIA 01:
PJlf:SlON
..'
",--'--=,f-.-,
-J
b
3 DIAGRAMA CIRCUITOS PLANTA B
['T"~OU[
olCUMULIlOOl't
AUTOCLAVE
• Z 1/2"
ClI4"
Figura N°
)
l'"
H'"
~~ I~
\
4 DIAGRJIMA CIRCUITOS PLANTA C
..UTOCL ..... [
eILINDlItOI~
¡STANQiU[
$OLUCION
[$T.lNOU{
M[ZCLA
L-------t7:::::.....J----U---(,1!-.-....
-~------o
AGrTAOOA
Figura N° 5
TIltAHSV......[
DIAGRAMA CIRCUITOS PLMTA D
Los aspectos técnicos de construcción y funcionamiento de las
plantas permiten señalar las siguientes características principales
para cada una de éstas.
Planta A
El circuito difiere de las otras plantas, ya que la bomba de
caudal cumple las funciones de vaciado del autoclave al estanque de
acumulación e impulsión del líquido desde el estanque de mezcla al
estanque de almacenamiento.
La bomba de presión se sitúa en circuito independiente, con un
filtro incorporado en la succión para evitar desgaste prematuro de
la bomba centrífuga de alta presión.
Toda ~a red de cañerías es autosoportante entre el estanque de
mezcla, el de almacenamiento y el autoclave.
9
La bomba de vacio no se ubica sobre el autoclave, sino que en
una cimentación aparte, quedando el estanque de acumulación entre
el autoclave y la bomba de vacio.
No se indican conexiones atmosféricas.
Planta B
El vaciado del estanque hacia el autoclave y la recuperaci6n
del liquido preservante se efectúa por la misma cañeria de 4
pulgadas de diámetro, con circuitos auxiliares en derivación de 2~
pulgadas de diámetro para presurizaci6n inicial.
Al final del autoclave se ubican una válvula de seguridad y
una de retorno, con cañeria de PVC de una pulgada de diámetro, que
sirven para controlar el llenado y el retorno al estanque de
almacenamiento.
El
autoclave
lleva
en
la
parte
superior
una
válvula
atmosférica que permite facilitar el vaciado y eliminar el yacio.
Todas las cañerias son autosoportantes, entre estanque, bombas
y autoclave.
Entre el estanque de mezcla y el de almacenamiento existe una
cañeria de PVC de 30 mm de diámetro, con válvulas de compuertas y
una bomba centrifuga, con el objeto de recircular el liquido desde
el estanque de almacenamiento o succionar desde el estanque de
mezcla para descargarlo en la parte superior del mismo (homogeniza
la mezcla) .
Planta D
Las conexiones son soldadas en codos, accesorios o fittings y
uniones tipo "T".
Además son autosoportantes en el circuito
estanque de almacenamiento - bomba de presión - bomba de vacio autoclave - estanque de mezcla.
Las uniones con válvulas son roscadas.
El acumulador de vacio o estanque acumulador está
sobre el autoclave, existiendo una válvula entre ellos.
10
situado
La longitud de cañerías no supera los 2 m, lo que reduce las
pérdidas de carga para el diámetro especificado (Cuadro N° 2).
11
C&racteri.tica. de lo. E.tanque.
CXlNPAlUlCX" Da LAS ~ PLIlN'rAS ~ZADAa Da ACu&IWO A CAIUlC'rSafanCA8 Da
UTANQllI:S
-
-
•
"t.aere .. -.ola
Dil'llen!ione!l la)
Al tun
SIl
: 1
01 ..... t1:0 : 1
-
e
D
SIl
Altura
: 1,0
OUmetro : 2, B
capacidad o volUMen
normal
de
apee.cIOn.
3,00
(11' I
Indicadores de nivel
Man9uera pla~tlca.
transparente, con
Indicador
pl~stic••
~n9u.r.
plistica,
transparente, con
transparente, con
indicador
indicador
,-,
Espesor de ..terial
6,15
6,15
".25
"'09Ue[1
,
6
Manoueril
plastlca,
transp.... ente
$et¡Qn
d1_nsion8. del
estanque
Proceso de soldadura
Tipo d.
t.~
A 31·24 ES
A 31-24 ES
A 31-24 ES
A )1-24 ES
MIG, con dobl_
Arco elktrico,
_nual Ca topel
MIG
Arco elKtr ico,
bisel
Sln lapa
Con lapa.
Con tapa y
abertun
~dia
_nua!
escotilla
(a tOCM)
Sin t.ap,ll
de ln3peeciOn y llenido
lun.
ProtecciOn
estructural
EpOxlco
Anticorrosivo y
."llIalte
"lnt6Uco
SIl
Sil
Anticorrosivo y dos
Anticorrosivo
manos de epóxlco
.pOdeo
A,9it.dor
h'lice
mecinico de
y
SIl
siMPle
ReclreulaciOn
con
~. de caudal
. .t e
r."
.,
sd_b
Dlllll!nsiones (11)
C,pilcl~d
no~l
Al tun
: 5
Dia_tro : 3
Sil
Altun
:
Di~tro
: 2,8
Sil
3
o volu.en
S~n
capacidad
autoclave
de operacion
l.")
Indicadores de nivel
32 lviltlablej
Kanquera pla"tlca,
tnnsparente
19,81
Manquera
pU"t ica,
transparente. con
18,45
Han9u~ra pl~stlca.
transpar~nte,
Indicador
con
Kanquen
plhtica.
transparente
lnd1<:ador
Continua
12
........
..
........
........
•
e
~
~~
l~ontinu~c16nl
..
E~pe~OI
"
seq~n dimensiones
estanque
del material
5
6
)
es
Tipo de
~terial
A l1 - 24
Proce~o
de 501dadura
HIG (a tope)
Tipo de t .. p..
Con tapa
(abertur~
A.31-Z4ts
A 37 - 24 ES
Arco eléctrico,
lUnual
A ]7 -
24 ES
Arco eléctrico.
s/l
manual (a tope)
Sin tapa
Con tapa
Sin tapa
I'l'l8dia luna)
Proteccion
Anticorrosivo y 2
.slrucluc,¡!
Anticorrosivo y
esmalte sintético
(»,ervaciones
Con e.scaleras
Pueden ser 1 O 2
exteriores e
interior
estanques de
EpOdeo
~nos
de epóxlco
Anticorrosivo y
epOxlco
almacenamiento (a
pedido)
DiMn3iones lenl
"Hue..
: 1,2
diametro
0,6
Capacidad o volumen
normal de apeeacion
0,34
Sil
sil
Al tuca
: 0,80
dUmetro : 0,42
0,04
0,138
capacidad
Seq~n
del autoclave
(.11
Indicadores de nivel
Tubo de vldrio
ManQuera
Tubo de vidrio
Tubo de vidrio
pla.!tica,
tran.!parente, con
indicador
E,pesor del material
6
1,9
Sil
¡-¡
Tipo de /I'laterla.l
ProcesO
de ,oldadura
Protecc iOn
estructulill
ConexiOn pulmón vacio
A Jl -
24 ES
HIG (a tope)
EpOxlco
Acero Inoxldabl.
Sil
SIn protecci6n
Sil
Manquera de alta
pre"i6n. con
A
37 -
24
ES
A
37
-
24
ES
MIG
Arco eléctrico,
Nnua} (a tOJ)@1
Anticorro"lvo y 2 Manos
de epóxico
Anticorrosivo
epóxlco
Sil
y
S/I
abrazadera.
Continlla
13
......... -,es
:'@:A'_~
..-
..-
No un, ,. conecU
d1rectuente al
sUMinistro
o.
..-
•
A
e
No Uene
aQua
, 0.60
-
-
Capacldad C."}
-
0,24
.
-
-
•
.
-
," -"
NIG ¡. topo,
l"'¡
Tlpo d. IIlateclal
Proce,o do ,oldadura
Protecci6n
estructural
C·}
SIl
14
o
No tlene
01..n,10n., l"
t'p4!,or d. Murial
.......
E.sUnque de ~CUlTlJl.lciOn o pullllOn de 'lacio.
Sin IntorBaciOn.
Altura
01a_tro
,
O,S6
ES
Antlcorroslvo y dos
_nos d4!' epOxlco
·
·
·
-
caracteristicas del Sistema de Fluidos
Tuberias
CUADRO N° 2
SISTDCA DE n.tJIDOS. '1'OBII:RIAS DE lAS • PLANTAS ANALI ZADAS
.........
CUAC!DI.nc:u
A
.........
•
.........
e
.........
•
•
2
D
Cde&'1a pz:1aoip-l
Dibletro (pulql
Material
J - •
AST1'l JI. -
40151
'j)
Qalvanizado
Acera
~ln
tipo
Manne~mann A.P.
co~tuca.
re
ASTM A-53
ASTM 1.-53/5T
neqca.Schedule 40/sT
Fe
neqro
ASTH A-53/ST tipo
A Fe negro (*)
,..
Diámetro eKtfH ior
..
6,02 '*)
6,02
511
60,30
-
114. ,la
114, 30 '0)
114. JO
511
5~.48
-
102,26
106,26 (*)
102,26
SIl
133,60 1*)
133,60
511
-
-
)
DialllelrO interior
(
6,02
5, 49 -
Espesor 1"",)
)
156,1
Presión de prueba
Itq/cm'l
-
133,60
-
OtHletvaciones
Conexión en codo",
l!IoldadOl!l y
roscada con uniOn
americana y
va.lvula,
e.iel'la . .
ere.U'"
ASTM A-\3/ST Tipo
Material
A,
E,pesor <rrml
Diametro exter lor
3/.
2
DiDelfO lpulg)
qalvanizado
ASTM A-\3/ST Tipo
2
ASTM A-53,
1
r.
negro
ASTM A-53/51,
F'e negro
Schedule 40/5T
:?,8'
3,91
Sil
60.31
26,10
60,30
511
52. 48
20,96
52,48
sIr
161,70
.9,~O
160,7
511
SIl
A.
r.
neqro
(""
Nam~t
ro lnterior
'''''
Pre,ión de
Itqlcm l ¡
pru~b¡
Continua
15
..-
..-
..-
2,S - 3
2,'
3
...,....n ...
~
•
........
e
D
~1a"UDi"'tro (pu191
AS~
Materl~l
A-53 40/Sr
Tipo A.
o.lv~nlzldo
Acero sin
costun, tipo
No ti.ne
ASTM A-53 r.
Schedule 40/ST
n~ro
Hann.....nn
ASTM A-5J/ST (*)
Espesor I_J
SIl
5,16 C·C
5, "9
Diametro ext.rior
Sil
13,00 (O)
88,90
Dia-tro interior
StI
62,68 C·C
85,41
Prisión de prueba
pS,e - 156,1
(..1
<-1
84,40
1°)
-
156,10
.
5,08
Sil
Ikq/CllI')
_.
;:CM."'''''
40
Sil
Oia.etro (-1
ASTM 1I-53/5T Tipo
Material
SIl
A, q.a!vanizado
Espesor
("1
Díallletro exterior
(_1
..
Ol.bletro iatlrior
(
AS,...
"-53, r. n! gro
Schedule 40/Sr
ASTM "'-53/5T, F.
neqro
5/1
S/l
3,91
Sil
sIl
511
60,30
511
511
511
52,48
5/1
Sil
Sil
160,'
5/1
40
StI
3,18
511
)
De_
Pres10n de prueN
1kq/Clll")
Oiametro
<..)
Material
AS1't1 1I-53/5T,
oalvaniudo
5/1
AS,...
A-53,
F. negro
5/1
Schedule 40/Sr
Espesor (_.
sIl
SIl
3,56
511
Dit.etro exterior
(_1
sil
sil
42,20
Sil
OiaMetro interior
,...,
511
511
35,08
SIl
Pre.dOn de prueba
Sil
Sil
84,4
Sil
(kqIC1'll~)
Continua
16
PLAIIft.
CUAC'fU.IlrICAS
PLAIIft.
•
PLAIIft.
1,5
J
A
e:at-r1a
PLAIIft.
e
D
~u..
••tuope de
-.lao16D l
-
2
atoala. .
J
1
Di:'metro (pu 1el)
ASTH A-':..3/ST
Galvanizado
Mat4!r ial
ASTM A-53 r. negro
Schedule 40/ST
Ino:-:idable
AS,""
A-53/ST
SI!
Si I
SIl
Sil
60,3
Sil
DUllIetro int':!r ioe
SI:
Sil
S2,48
Sil
PresiOn de prueba
Sil
Sil
156,10
Sil
SIl
1,5
Sil
Sir
¡noxidable
SIl
Es~.sor
'~I
...,
,...,
Oi:'metro exterior
r.
neqro
5,49
Sil
(
(kqlcm f
)
~i•••toal._ ..,.. YaCio
Di:.metro (pulg)
M.lteria:'
I
AS'"" A-53/ST
r.
negro
......10 . .
Conexiór: directa a
nfri,.noiÓft de
la red de agua.
,.
A.lgunas
pal€'t,,~
_do . .
¡.
in.stalacione.'l
r l .. n .. n
".~
No tiene,
ya que
bomba ¡;os
n.
00
I An'1u"
,'e
1"!rlQer'""~;('\I.
DUmetro (pulq)
-
-
»Yterial
-
-
A5TH A-53.
-
MIG
Sil
Roscado
-
-
COnico americano para
canerta Norma ANSI 81200 ANPT
S/I
Sellado
-
-
Cinta teflOn
,51 I
Soldadura
(.)
SIl
0,\
Schedule 80
0, \
AS'"" A-S3/ST
r.
negro
Otra." in.stalacionl!'.5
Sir. :ntonnadOn.
17
Accesorios
CUADRO N° 3
SISTEMA DE FLUIDOS. ACCESORIOS DE 'l'OBERIAS DE LAS PLANTAS ESTODIADAS
.........
.........
CAJlAC'!'mUS!'ICAa
.........
e
•
A
.........
D
aridu y tlanra
Ubicación
Autoclave y
circuitos
Autoclave
Autoclave y circuito.!!
Estanque~
Bomba caudal
Estanque.!!
almacenamiento
y
Bomba de pr'9!.!IiOn
circuitos
Estanques mezcla
Bombas hidráulica.!!
Bomba
Bomba de vaci0
Empaquetadura
Se 11 ado
Neopreno o goma de alta
Sil
de
Si T
I~I
Grado ,
Pernos
SII
presión
caucho
Esp'?sor
caudal
-
SII
¡,5
Sil
1
SII
Grado 5
SII
Oi~metro I~'
sil
S/I
12 a 16
S/I
~
SIl
90'
~Oo
90'
Diámetro !pulgl
...,
Tipo
Com~rc;l,,1
Material
Galvanizado para
conexión rO.!lcada
NPT cónica
1",
2... J y
2•
~.
1... 2 Y
,
S/ I
'l"st.a.nddlI
Acero alta
re:!listencia
,
".
,. negro soldado
1~,
2, J Y
comercial est.iIInd.r
1,2
,.
SI'
negro
~
'':bicación
Succi6n bomba
Int8rior
caudal
¿¡lltOC}.lV<?
Descaroa
Succión bomba
caudal
No tiene
aut()(~lav'?
- Estanque oe
almacenamipnto
dUII"l<:'tro de
Plancha perforada
de )0
40 cm ','
per (arae iOn ':,5 mm
aidmJ:'trc de
Malla de acero
Tipo
00'
"
perforación de
Halla do acero con
d idmet ro d", perforación
de -' - 4 ~
-
l! 4 p"lq.
Sil
Sin iDformaciOn.
Observaciones al Cuadro N° 3
- Bridas y Flanges Planta B
Las cañerías tuberias son de tramos cortos y las velocidades
de circulación del fluído están sobre los 2 a 3 mis.
18
Las pérdidas
almacenamiento se
autoclave.
se reducen, ya que el estanque de mezcla y
encuentran 2 a 3 metros sobre la base del
En el estanque de almacenamiento existe una cañería en la
parte inferior que sirve para el llenado, por medio de una bomba de
caudal para el vaciado del cilindro y retorno al estanque con las
conexiones en derivación que dispone la bomba.
Se simplifica la
instalación, pero la descarga hacia el autoclave opera contra la
columna del líquido residual en el estanque.
Otros fabricantes
retornan el líquido por la parte superior, con mayor instalación de
cañerías y válvulas.
- Bridas y Flanges Planta e :
La longitud de las cañerías es variable.
Al considerar los
puntos de menor distancia, el espacio físico disponible y los
diámetros especificados, las pérdidas de carga son despreciables,
debido a que las velocidades de circulación del fluido son
alrededor de 2 a 3 mis.
19
Válvulas e Instrumentos
CUADRO N° 4
III'l'IIa Da I'LUIDOI. VALWLU I
-e
...-
T-Zc::aa
'I!!o'I!!W
...-
•
...-
~
De bola
COfIlPuerta
De bola BR/CR
1~,
Di.l_tco (pulq)
nrs'ftltla'fOl
2, 3,
•
l~,
2~,
...-
e
•
2, 3,
•
D
COftlPUerta
Bola
2
1,2
Prea16n Total
.00 II:JG
300 p.i
.00 II:JG
sil
Sil
~ccion~.lento
Pal;¡ncOil manual
sJI
Pal.anca manuill
SJI
511
Conexión
Roscada
Ro!cada
Ro!cada
Roacada
Rose!
Sellado
Cinta tenOn
Cinta tenOn
Cinta tetl6n
Sil
d.
511
\f'41".1& . .
Tipo resorte
!SU1...
Tipo re:lorte,
acero inoxidable
l~
x 't
Tipo resorte
COIllbra Ca
,.
1
DUmetro (pUIOJ
3/'
Preal0n abertura
200
sil
200
100
Conectada al
Conectada al
Sobre estanque de
Sobre autoclave
autoclave
autoclave
acumulación
(p.il
UbicaciOn
---
4W
2
DUllletro ¡""I
100
100
100
100
PresiOn (p"i)
0-300
0-300
0-300
0-15. 0-12 leo/cm'
Diametco vacuOllletro
100 1M!
100 mm.
100 llIT1
Sil
0-300 p.!li
Pre5iOn
~
0-760
ll'IIl
Hg
Hanguera plastica,
tran"parente
sil
Manquera pl~stica,
tran"parente
511
511
Tubo de vidrio caldera
511
511
Tubo de vidrio caldera
Sil
Manquera pl~"tica.
tran"parente
Manquera
Estanque de mezcla
Manquera pl~stica,
tran"parente
Manquera
pU"tica,
tran"parente con
indicador de
volumen
Estanque de
acumulaci6n
Tubo
allllacenamiento
Estanque d.
reCric¡eración
20
0-160 llID He}
(-l) k:q/cm"
. . at... l
E!tanque
SIl
0-760 llID Hq
Sin información.
de vidrio
sil
plá"tica,
transparente con
indicador de
volumen
YO-
Bombas hidráulicas
CUADRO N° 5
_.......
SISTDO. DE FLOIDOS. llCICBAS
..
•
Centr1fuqa
Tipo
•
Potencia
H' a 1450
VOGT
Harca
Modelo
etapa~
HOl'llero de
Diámetro
(pu191
de3carga
DiáJftetro
"eccton
''''''
511
Sil
1
2~
211 x 2
2~
D
No tiene
-
Centrttuqa
',>
HP a 2900
J-'CUZZI
JACUZZI
5/1
..-
e
Centrtruga
5/1
,
lpulgl
..-
..-
..-
caucn&InJC:U
e
"""
,
"""
-
-
511
-
•
x 2
-
-
511
63
12
Caudal (L/min)
'00
600
1360
Tipo flotor
5/1
5/1
eléctrico
Marca motor
Sil
511
JACUZZI
, H' a 1450 'pm
7,5 HP a 2800 ,p.
511
Sil
Sil
Sello mecánico eo
ProtecclOn por
Con proteccion térmica
el eie
",obcecara.
Dor sobrecaraa
Ten~iOn
lI'IOtor
Observacion
-
'-T
Altura total (m)
Potencia motor
-
',5 HP a 2900
380 V
-
-
''''''
-
-
. . . preaióD
Centrifuga
CentrlfUl~a
Centr1fuga
20 H' a 2900 rpn,
Sil
15 H' a 2850 ,p.
Miirca
VOGT
BJERRINGBRO
511
Modelo
Sil
Tipo
Potenc i a
,. ,
Centr1tuqil
1400 ,pm
kW •
LEADER
Serie 21l
511
Sil
Numero de etapa"
,
8 • 10
5/1
•
DHufleteo descarga
{pulgj
2
3/4
2
1
DUmet ro 3ucciOn
[pulql
...
L- 124
2
3/.
2
1
230
95
200
511
1.66
0,056
1,.
511
Tipo motor
Eléctrico
Eléctrico
Eléctrico
Eléctrico
Harca IIlOtor
Sil
Sil
Sil
2 HP a 2900 rpm
1 HP a 2900 ,pm
15 HP a 2900 'PO>
TensiOn motor (V)
511
Sil
380
511
OUllIetro rOdete ( ... )
Sil
511
160
5/1
Sil
Sil
Prensa. estopa
Con selio
mec.tlnico en el
"ltuca total
(
)
Cauda 1 (LIs)
Potencia. llIotor
NÜl!Iero de
rodete
Observaciones
eje
,
Y •
511
1,5 tw a 1400
'''''
Sil
Sello mec.tlnico
con estopa. en
el eje
Protección térmica por
sobrecarga
Proteccion clim.t.tica
clase B v IP
Algunos
Contlnll.
21
,
=
"
.... -
• •
T'po
Potencia
..
.~1l1o l1quldo
Peen• • • .lItop.ll
•
P~l.t..
-
-
-
e
d. acero
D
AnUlo l1quldo
Anillo hidrAullco
sil
511
TMVAINl (YOGTI
HEIUEL
SIHI
SIHI
TRV" - 40-100
511
LPH 4S00e
2210 IT Z!IIOf:
S,S tw .. 1450
rpM
0,37 tIl. 2110
r¡a
Mor.,.
_lo
""'.
--
511
1, ,
511
1, , pulQ
110
SIl
SIl
SIl
H.'
S/I
6'0
511
511
Tipo actor
511
El~lrico
511
Sil
Sil
SIHI LDl/LELE:GO
01iMtro
~ec10n
Dla.etro cM.carQla
C,Iudd
(aJ/h)
'0
'0
1 pul.
1 pul.
Pu!10n de vaclo ¡_
KirciI IlOtor
Sil
Potencia -.oto:
StI
TensiOn IlICtor
511
SIl
VolUMn altun do!
SIl
SIl
eje (LI
511
22
Sin lntor-acl0n.
• HP .. '700
'
...
....
511
O.)"?
511
Sil
3,2
SIl
~
Observaciones al Cuadro N° 5
La planta B presenta además bomba pistón, con un motor de 2
HP a 1500 rpm y un caudal de 25 L/min con presi6n de 500 psi. Esta
bomba es accionada con un reductor que modifica la velocidad
angular hasta las 400 rpm. El diámetro de los 2 cilindros es de 1~
pulgadas y las conexiones de succi6n y descarga son de 3/4
pulgadas.
Además requiere lubricaci6n durante su operaci6n,
descargando aire con aceite nebulizado.
La bomba de vacío de
valores para la presión
Pv
Pv
=
=
400 mbar;
400 mbar;
la planta C presenta los
siguientes
3,3 kW a 1450 rpm
5,0 kW a 1750 rpm
Q = 130 m' /h;
Q = 160 m' /h;
caracteristicas de los Autoclaves
CUADRO W 6
CARACTERISTICAS DE AO'1'OCLAVES DE LAS t PLANTAS U'l'ODIADAS
lLIlIIB
CUIl:ftUftICU
lLIlIIB
lLIlIIB
•
A
e
D
Ds-.i. . . .
,m'
Di.a. . tro
1,4 a l , 8
LUQo (m)
_
.......
-_
ES~!lor
1",,'
...tu1&1 _te
1,2 a 1, •
1,2~
1,
A podido
A podido
12 • l8
Huta 12
12
10
12 •
la - 12
AH - 24 ES
A )1 -
Cilindrado en !do
Cilindrado en
2~
ES
"
ASTM 36
lA 42-21 ES)
HIG, doble bL,el
....to
Conexión con flanQe
Cll1ndr.do en
HIG, doble bisel
Arco eléCtrico
(rl0
"rco eléCtrico
bi~.l.do (~nu.ll
.!Jaldado
roscada a
tuberla
,.
al manto y
SIl
Cilindrado en frl0
fz: 10
...
~_aa..ia
>
-
Soldado al acero
elktrico,
terreno
••
INnu~l)
Tipo zoqu~U, CO$ca
interior para caneel •
SIl
;alvanlzada y soldada a
lilete interior y
exterior
S1n in$pecciOn
51n in5pecci6n
Puerta y tapa
abofnbada
Puert~
Sin in,pecciOn
S1n in"pecci6n
8omb4t~da~
abombada ellptica
Puerta y tapa d.
rondo abombada ellplica
1 y 2
1
1 O2
1
tspe.sor 1-'
12
10
Materhl
AJ7 -2< ES
60 001-.
-..
NÓmero
A "
-
y
:'~
l~p~
ES
"
ASTH 3.
10 - 12
lA <12-2' ES)
A 3' - 2< ES
Continua
23
_on"",
n.aIlB
n.aIlB
•
"
~
n.aIlB
.......,.
e
D
(continuaci6n)
Tipo de cIerre
Apernado y cierre
Apernado (1e
Manual
Apernados, ileeco
5AE 1045
Prensado en frlo
Prensado en frlo
Su"pendida en consola
Suspendida ec
pernos de 1'" pulQ
en SAE 1045)
Abomb¡do
A pre"tOn
En frio por
presión
hldr.aullca
Tipo de sujeción
Su.spendida en
consola pivoteada
neopreno de
. . . . . .t.adan . .110
Goma
_.'-
de 112 pUlg
.sección
De trabajo
(psi)
(kg/cm' 1
prueba
hidro5tatica (psi)
IKq/cm")
Ore yacio
Plancha de
.
-
de
5 mm, pegada en
la superficie
neopreno
pivoteada
con"ola pivoteada
Anillo de ooma de 1.2 x
1,2 pulO de secci6n
Goma de "t pulQ
cuadrada
diametro, asbesto
gra!1to de
~
pule¡ dUmetro
de
operaciOn
De
cuadrada
Abisagrada
lateral
180
12,1
110
250
250
180
12,7
12,1
250
11,6
11,6
180
12,i
250
11,6
17,6
de operación
JO
(pulQ de HO'
'1'. . . . . . . .....,..
Patas soldadas .1
manto
JO
JO
Soportes
Soportes
20
• .!!
estructu[~I
al monto del
Pata.!! .!!oldada5.
exttemo" en
e~tructurales
ado~ados
ado!ldo! al manto
auto<::lave
voladizo
Anticorrosivo y dos
manos de epOxico
Anticorrosivo y
ep6xlco
del autoclave
....-.'-
Pintura epOxica
•• tnat-eal
-_te
I\J
24
Mano
anticorrosiva
.interna y externa
Mano de pintur.l
aluminizada
externa
_toal.".
1
1
2
1
caracterizaci6n del Sistema de Alimentaci6n y Descarga
CUADRO N° 7
SIS'l'DO. DII: ALIMII:NTACláf Y DII:SCARGA DII: LOS Atl'l'OCLAVES DE LAS PLAR'1'AS BS'l'CDIADAS
c.u.K'ftaJ:lncu
rI.IIIftA
rI.IIIftA
•
E~tructural
e
Estructural
soldado
Estructural
soldado
.5oldado.
....ncho trocha (cm)
93 (0 L 8
52
52 f0 1,2 m)
A. pedido
Variable, en
funci6n del largo
1,48 m paca largo de
carro de 2
Sil
m)
Distancia entre
ruedas (m)
Tipo perfi 1 marco
e.structural
1,: ')' 1,
Canales
~
de
2 canales
soldados ala con
5 mm
ala
espesor
lI'l1ll,
SIl
Canal Bl x 40 x 6mm A
Sil
Canal 100 x SO x 8
" .JI-2" ES
Canal 5,5 mm
':'ipo perfil de
eosti 11as
oiametro de ruedas
¡mI
Pletina de i x
~
pulQ'
31-24 E:S
ISO
250. coo pestafta
Aprox.
1045
Sil
Bujes
Lubc leaci6n
Linea desplazamiento
carros
25
2~,9
Sin
Sin
2 l1nea~ con
tornamesa
SAE 1045
mm Bronce
Coo
:'
1 l1nea de carga y
descarga
11nea~
paralelas con
cono trans(eren
Sil
sil
SIl
1 linea de carga
-
x 12
Tipo perfil l1nea de
Riel eabi 1
Pletina
cHga
(:0 Kg/ml
mm
Si !tema uniOn llnea-
Puente portat.1 I
Puente port..1t.i I
30
ea
x 40 x B rrm
Sil
A J' - 2. ES
Puente port..1til de
Puent.e port.a.t. i 1
:tng-ulos
....utoclave
y sujeción carcos
mm,
sil
aluminio
'"
Bronr:e
cia
Gulas desplazamiento
'O
1 pulq SAE
Perfil, soldado al
manto, sobre riel
d@ gula de sujeciOn
Perfil,
5
lIVT1
lA
63,5
y.
Sil
Sil
37-24
ES) Y central con
ganchos tipo L
Sil : Sin InfOl"n'\ación.
25
DISCUSICN DE LOS RESULTADOS
Estanque
Estanques de Mezcla
Todas las plantas inspeccionadas están construidas con acero
tipc A 37-24 ES, variando su espesor según las dimensiones del
estanque. Es así corno se encuentran espesores de 4 a 6 mm (Cuadro
N° 1), correcto, de acuerdo a las normas (ASME VIII), que señalan
que toda construcci6n estructural a la intemperie debe tener sobre
4 mm de espesor, aunque el resultado de los cálculos de resistencia
de materiales indique un espesor menor.
La relaci6n entre
las dimensiones del diámetro y la altura
está dentro de lo permitido.
En cada planta se cumple que los
estanques
verticales de almacenamiento de líquidos, posean una
altura menor a dos veces el díámetro del estanque, requisito
aceptable según condición de estabilidad. Su forma cilindrica es
también la adecuada.
En la construcción de los estanques se utilizan distintos
procesos de soldadura. Es asi corno las plantas A y C presentan un
sistemas MIG, que es el recomendado para el espesor señalado
(soldadura a tope, con penetraci6n completa), sin embargo el
estanque de la planta A fue soldado con doble bisel mientras que,
en la planta C, no utilizado soldadura con bisel.
A diferencia de los esquemas anteriores, en la construcci6n de
los estanques de la planta B, se usa un sistema de soldadura al
arco manual y a tope.
Esta forma es aceptable, puesto que las
normas (ASME VIII) recomiendan para estos espesores una soldadura a
tope con penetraci6n completa y sin bisel.
En general los esquemas de pinturas empleados cumplen con los
requisi tos mínimos aceptados comercialmente. A pesar de esto, se
recomienda un esquema especial para el interior de los estanques,
que contemple una buena preparación de la superficie (limpieza),
dos manos de anticorrosivo ep6xico (anti6xidante), más dos capas de
esmalte ep6xico (1,2 mils cada una), y revestir el fondo con una
pintura o esmalte de poliuretano.
Para los estanques apcyados sobre radier se recomienda
preparar éste con impermeabilizante asfáltico y usar una pendiente
26
de escurrimiento para evitar la humedad y corrosión en la base del
estanque.
Con excepción de la planta C, no se obtuvo informaci6n sobre
el sistema de agitación empleado. Sin embargo, éste puede constar
de un agitador mecánico o mediante recirculaci6n con bomba de
caudal.
La entrada o salida de fluidos de los estanques de la planta
El
cual en el estanque de mezcla cumple la función de agitador y en el
estanque de almacenamiento permite una soluci6n más homogénea. Si
este tubo se conecta a la descarga actúa como filtro.
e, se realiza por medio de un tubo perforado, en forma de "U".
En todas las plantas visitadas, los tubos de nivel son de
manguera plástica transparente.
Este material se opaca con el
tiempo y se deforma en diámetro y longitud al estar expuesto a los
rayos solares.
Por ello es conveniente que el tubo sea vidrio,
debidamente protegido y con una buena reglilla para controlar
adecuadamente el volumen del estanque.
Se recomienda para todas las instalaciones que los tubos de
nivel tengan una válvula en su parte inferior, para evitar fugas y
facilitar, además, el cambio de éstos cuando el estanque está
lleno.
La planta D, a diferencia de las otras, posee válvulas de
cierre de emergencia que facilitan la limpieza y mantención del
estanque, sin embargo, la forma rectangular de éste impide una
agitaci6n uniforme en el interior.
Esto genera un aumento de la
concentración en el interior, que puede elevarla en los vértices
del estanque, incrementando las posibilidades de corrosión y de
rotura. Se recomienda cambiarlo por-uno de forma cilíndrica.
En las plantas A y O se observa la ausencia de escalas
interiores y exteriores, las cuales son importantes para efectos de
limpieza, o en caso de caída de una persona en su interior.
Con el objeto de evitar la contaminación de napas de agua, por
eventuales fugas de solución preservante, es recomendable que los
estanques, circuitos, bombas y autoclaves sean instaladas en fosos
impermeables.
27
Estanque de Acumulaci6n o Pulm6n de Vacio
- Plantas A y
e
Construido con material A 37-24 ES Y A-42 con un espesor de 6
mm.
El disei'lo empleado se recomienda para un circuito en que el
estanque no quede sobreexpuesto a la presión de trabajo del
autoclave.
En caso contrario este estanque (pulm6n de vacio)
deberá ser fabricado con una soldadura de tipo MIG a tope,
penetración completa y con un material de similares caracteristicas
al del autoclave, pero de un espesor menor.
Usualmente el estanque de acumulación se coloca sobre el
autoclave, pero en algunos diseños se instala separado, junto con
la bomba de vacio.
- Planta B
El acumulador de vacio corresponde a un recipiente de acero
inoxidable diseñado para lecheria, que viene incluido con la bomba
de vacio. Durante el proceso de presurizaci6n no se le somete a la
presi6n del autoclave, ya que tiene intercalada una válvula de
compuerta entre el autoclave y este acumulador de vacio.
Esta es
cerrada en el proceso de presurización y el control de llenado,
como se ha mencionado, se efectúa por el retorno, donde va
conectada la válvula de seguridad del liquido al estanque de
almacenamiento.
Este acumulador es provisto por el fabricante de la bomba, la
que está diseñada especificamente para una planta de lecheria. En
consecuencia, no requiere mayor protecci6n. En todas las versiones
vistas éste y la bomba van mon~ados sobre el autoclave.
Las conexiones usadas debieran ser mejoradas.
- Planta D
Está construido con un material AS 37-24 ES de un espesor de 3
mm, soldado a tope con arco eléctrico manual. Este diseño se puede
emplear en un circuito en que el estanque no quede sometido a la
presión de trabajo del autoclave.
Su instalación sobre el
autoclave es la más usual, pero no asi su forma cúbica.
28
El estanque de acumulación de vacio dispone de un tubo nivel
de vidrio conectado por medio de válvulas, el cual permite efectuar
el control de llenado. Se recomienda en este caso protección para
eventuales roturas por golpes o sobrepresión.
Estanque de Refrigeración de la Bomba de Vacio
- Planta A y D
La refrigeración de
la bomba de vacio va conectada
directamente a la red de agua. La eliminación de esta agua permite
evitar un desgaste prematuro de la bomba, ya que en su trabajo no
sólo extrae aire sino que también partículas sólidas (madera, arena
u otras impurezas) que pasan por la bomba de vacío y que se
incorporan al agua del anillo hidráulico. La recirculación de estas
impurezas con el agua, producirá el desgaste antes mencionado
(recomendaciones del fabricante).
- Planta B
No dispone de estanques de refrigeración debido a que la bomba
de vacio es refrigerada y lubricada por medio de un circuito de
aceite.
- Planta e
La refrigeración de la bomba de vacio emplea un estanque de
material, dimensiones y construcción adecuadas, que se ubica sobre
el autoclave.
Se recomienda mantener el líquido refrigerante
siempre limpio.
Circuito de Fluidos
Tuberias en General
- Planta A
especificaciones
de
cañerias,
codos,
fittings
Las
(accesorios), galvanizados con uniones roscadas son adecuadas para
este tipo de instalaciones, ya que están protegidas contra la
corrosión, sobre todo cuando la planta está inactiva por periodos
prolongados.
29
El circuito de cai'lerías denota exceso de las mismas, entre
estanque de almacenamiento, bombas y autoclave, lo que puede ser
simplificado.
El estanque de almacenamiento dispone de tres descargas por el
fondo que son :
Una de llenado por gravedad al autoclave.
Una de succión de la bomba de presión
autoclave
que
descarga
al
Una de SUCClon de la bomba de caudal para efectos
recirculación, con descarga superior del mismo estanque.
de
Sólo dos de las tres conexiones del fondo del estanque poseen
válvulas de descarga, próximas al estanque, para efectos de
mantención y emergencia.
El circuito debiera concentrarse,
agrupando las tres descargas en una sola cañería. Esto simplifica
el circuito, aminorando la posibilidad de fugas y roturas en las
conexiones inferiores del estanque. Además las bombas debieran ser
instaladas en by-pass con respecto a
la caneria principal.
El estanque de almacenamiento debería poseer cai'lerias de
rebalse y el estanque de mezcla debe incluir fosos de emergencia.
- Planta B
El circuito de tuberias de alta presión tiene conexiones
soldadas a codos y tes, pero están unidas a las válvulas mediante
uniones roscadas.
El circuito posee conexiones con mangueras de alta presión y
abrazaderas en los siguientes puntos :
By-pass de la succión de la bomba de caudal,
Succión de la bomba entre estanque de
almacenamiento,
Descarga de la bomba de caudal de dos puntos.
mezcla
y
de
Las conexiones se contraponen a la resistencia de las tuberias
y debieran ser tipo brida o flange.
Con ello se evita la
posibilidad de rotura y fuga del líquido.
Además en esa zona no
existe un foso de evacuación en caso de acontecer lo anteriormente
señalado.
30
El circuito utiliza la misma cañería para descarga y retorno y
se ubica en la parte inferior del estanque de almacenamiento
(estanque situado a 1 m sobre el nivel de cañerías y bombas). Esto
tiene la ventaja de simplificar el circuito, cantidad de válvulas,
codos y accesorios.
La altura de descarga de la bomba en contra
de la columna del liquido
(del autoclave al estanque de
almacenamiento) es variable, lo que permite ahorro de energía,
aunque posee la desventaja que la solución no se mantiene con una
adecuada agitación, como es el caso del retorno por la parte
superior del estanque (puede generar aumento de la concentración de
las sales y producir una corrosión en el fondo del estanque). Esto
fUe solucionado por una tercera bomba centrífuga, de menor
capacidad, que efectúa la recirculación del líquido del estanque de
almacenamiento (succión por la parte inferior del estanque de
almacenamiento y descarga por la parte superior) y que a su vez
sirve para el movimiento del líquido del estanque de mezcla al
estanque de almacenamiento.
- Planta e
Los materiales debieran ser Fe Negro de Grado B, ya que al
aumentar el porcentaj e de carbono disminuye la
corrOslon.
Otra
alternativa es la utilización de cañerías galvanizadas, que son
resistentes a la corrosión y por lo tanto se evita la disminución
de espesor
de
pared,
la
posibilidad
de
roturas
(codos
fundamentalmente) y el aumento de la pérdida de carga, debido a la
rugosidad que produce la corrosión.
Sin embargo, son de mayor
Las cañerías
costo y no permiten efectuar uniones soldadas.
galvanizadas necesitan que todas las uniones sean roscadas y con
flanges, lo que es un inconveniente.
El circuito de cañerías podría simplificarse, reduciendo la
distancia entre estanque y autoclave.
Esto permite una mejor
distribución de los equipos (lay-out) y una menor pérdida de carga.
Las cañerías, en las actuales redes que son de mayor longitud
entre los estanques y el autoclave, son soportadas por las
conexiones entre estanques, bombas y autoclave. En consecuencia se
producen un esfuerzo adicional en dichas conexiones, lo que puede
acarrear roturas por vibraciones o desalineamiento de bombas.
Se
recomienda instalar soportes para dichas cañerías, tal como lo
estipulan las normas, según diámetro, presión y largo.
parte
El retorno del liquido al estanque de almacenamiento por la
superior favorece el efecto sifón, mantiene una carga
31
constante de trabajo de la bomba de caudal y permite una mejor
agitación de la solución.
Este último es uno de los principales
problemas que se presentan en el fondo de los estanques, ya que se
puede producir una fuerte corrosión, por efecto de la decantación.
Util es usar un buen recubrimiento en base a un tratamiento de
pinturas ep6xicas.
El circuito es complejo y no facilita la operaci6n.
La
distribuci6n y acceso a las diversas válvulas es difícil. Debiera
simplificarse la cantidad de cañerías y concentrarse más las
válvulas de operación, lo que en diseños más recientes ya ha sido
resuelto por los fabricantes de este tipo de plantas.
Se
recomienda utilizar plataforma sobre el nivel del circuito, o
ubicar el estanque a mayor altura por medio de fundación, y elevar
el autoclave para lograr bajar el circuito y mejorar las
condiciones de operación, no descuidando el acceso para las labcres
de mantención.
- Planta D
El
sistema
de
cañerias
no
presenta
uniformidad,
ya
que
dependiendo del tamaño del autoclave se determinan los diámetros,
ya sea de 4 pulg 6 6 pulg, o de una o dos cañerias de alimentación
del autoclave.
El circuito es adaptado de acuerdo a los
requerimientos
del
usuario,
cumpliendo
con
los
requisitos
señalados, es decir, el proceso de impregnado.
Respecto a los materiales, utiliza fierro negro con accesorios
(fittings) y flanges soldados a las cañerías y apernados con pernos
de grado 5. Estas cañerías debieran ser de un mayor porcentaje de
carbono (grado Bl con el fin de disminuir la corrosión o, en su
defecto, galvanizadas con el objeto de mantener el coeficiente de
fricción constante que involucra las pérdidas de carga, y evi tar
las roturas de las cañerías.
Los circuitos son variables, ya que en algunos casos no se
dispone de bomba de caudal, y es utilizada la bomba de presión para
efectuar el retorno del líquido desde el autoclave al estanque de
almacenamiento.
32
Accesorios de Tuberias
- Planta A
La instalación posee una cantidad excesiva de filtros, lo que
ocasiona mayor pérdida de carga, control por obstrucción y por
consiguiente riesgo de fallas en las bombas (cavitación).
El
proceso de filtración del líquido debiera ser sólo en el autoclave,
donde se genera el arrastre de impurezas derivadas de la madera y
el medio, las que son recirculados por el líquido al estanque de
almacenamiento y luego succionadas por las bombas.
- Planta B
La instalación dispone de una plancha perforada, ubicada en el
interior del autoclave, que efectúa la función de filtro.
Se
encuentra próxima a la puerta de carga y permite una fácil
inspección y limpieza. Pero cualquier descuido del operador hace
posible que se tape con las impurezas propias que trae la madera,
obstruyendo así la evacuación de líquido preservante del autoclave.
Se recomienda el diseño e instalación de un til tro externo al
autoclave para
facilidad de
limpieza,
inspección y by-pass en
caso de obstrucción.
Válvulas
- Planta A
Las válvulas de bola de paso total, con bola de bronce
cromada, especificadas según normas para 400 psi WOG, respecto de
la presión de operación de la planta (180 psi), ofrecen un buen
margen de seguridad.
El accionamiento por palancas permite la indicación de abierta
o cerrada al operador. Una desventaja son las uniones roscadas con
las cañerías que di ficultan la mantención y el recambio de estas
válvulas, que debieran ser con bridas.
Algunas válvulas pueden ser reemplazadas por válvulas de
:etención, disminuyendo la cantidad de éstas y simplificando la
lperación. Estas se pueden ubicar entre la descarga de la bomba de
33
presión y el autoclave, entre la descarga de la bomba de caudal
el retorno al estanque de almacenamiento.
y
La válvula de seguridad de 3/4 pulg es de diámetro
insuficiente, debiera ser al menos de l~ pulg para evacuar el
exceso de liquido que corresponde al caudal de la bomba de presión
a 180 psi, e impedir el aumento de presión. La válvula conectada
directamente al autoclave debiera disponer de retorno al estanque
de almacenamiento o, en su defecto, al foso de recepción del
liquido en la puerta del autoclave.
Con ello el operador puede
visualizar el accionamiento de la válvula.
En algunas instalaciones inspeccionadas,
la válvula de
seguridad va conectada al autoclave en forma lateral al manto,
debiendo ir en la parte superior, en el punto de mayor nivel,
puesto que en la otra posición puede sufrir una obstrucción causada
por las impurezas de la madera en proceso.
- Planta B
Las válvulas son del tipo de compuertas. El vástago no indica
si está abierta o cerrada, no sirven para controlar flujos.
Es
decir, su función es, sólo permitir o impedir el flujo.
Generalmente filtran por la prensa de estopa del vástago,
escurriendo líquido por toda la instalación (esto se detectó en
inspecciones realizadas en algunas plantas en funcionamiento que
utiliza este tipo de válvulas) .
La compuerta a su vez vibra con el flujo, produciéndose un
daño en ésta y en el asiento interior de la válvula.
Por lo general se acumulan impurezas con facilidad, a pesar de
ser de bronce y estar protegido contra la corrosión lo que
dificulta el accionamiento de la válvula y el movimiento interior
de ella.
Otra dificultad se debe a que la forma de operar es lenta.
Generalmente las válvulas están sometidas a un esfuerzo alto dado
que se agripan y además existe un riesgo de salida de líquido a
presión por el vástago hacia el operador.
Se recomienda la utilización de válvula de bola bronce cromado
de 400 psi WOG.
La válvula de seguridad va conectada directamente sobre el
autoclave y ubicada en el extremo opuesto a la puerta de carga, es
34
decir, se encuentra demasiado alej ada del punto de control del
operador (longitud de 12 m).
Debiera poseer una palanca para su
accionamiento manual y evitar que pueda adherirse en su asiento.
- Planta
e
Se emplean las válvulas tipo de bola con paso total, que
ofrecen una ventaja en cuanto a la indicación abierta o cerrada.
Las especi ficaciones de uso y pres~on, generalmente grabadas
en el cuerpo de éstas, no aparecen indicadas en este caso, cosa que
depende del fabricante.
Estos datos son importantes, ya que
permiten conocer la calidad de la válvula, partes criticas en el
circuito por su función, cantidad y control.
La cantidad de válvulas debiera reducirse simplificando el
circuito o utilizar las de retención con el objeto de facilitar la
operación.
Las válvulas de bola son de bronce cromado, presentan una
reducida pérdida de carga y sus uniones roscadas NPT al circuito de
cañerias
tienen
la desventaja
que para
extraerlas
(en
la
mantención) en ciertas situaciones se requiere cortar la cañeria
por el efecto de la unión roscada trabada por la corrosión.
Es
conveniente utilizar uniones con flanges para diámetros mayores de
1 pulgada, lo que pese al mayor costo genera un beneficio en las
labores de mantención. Es posible usar un anti -agripante en las
uniones roscadas, o una cinta de teflón de buena calidad para
facilitar el montaje, mantenimiento y operación, además evita
fugas.
La válvula de seguridad se ubica sobre el acumulador de vacio.
Al igual que en diseños anteriores,
se interpuso entre el
acumulador de vacio y el autoclave.
Esta válvula se encontraba
cerrada al presurizar, por lo tanto no cumple el
objetivo de una
válvula de seguridad, lo que fue modificado en los nuevos diseños.
En la actualidad, se eliminó según las inspecciones en plantas
construidas por el fabricante.
Se recomienda conectar la válvula
de seguridad directamente al autoclave con descarga al foso o
retorno del liquido al estanque de almacenamiento (en este último
caso con el aumento del diámetro para no generar un aumento de
presión adicional por efecto de las pérdidas de carga) .
Si la planta opera a 180 psi de pres~on la válvula debiera
abrir totalmente a un 10% sobre esta presión, vale decir, 198 psi,
35
con un caudal de descarga igual al de la bomba de presión y una
presión de descarga de 180 psi.
La bomba centrífuga tiene la
ventaja que al aumentar la presión disminuye el caudal.
- Planta D
Tiene válvulas del tipo de bola, de paso total, unidas por
roscas al circuito de cañerías 10 que dificulta el recambio de
éstas. Para mejorar esto, debieran estar unidas por bridas. Estas
válvulas facilitan al operador la indicación de apertura o cierre.
En su cuerpo no viene la indicación en cuanto a las
especificaciones técnicas que debieran indicar, por ejemplo, 400
psi si usa la marca WOG.
La válvula de seguridad esta ubicada sobre el autoclave, lo
cual es correcto, pero la descarga del liquido debiera ser
orientada hacia el foso o retornar al estanque de almacenamiento.
Instrumentos
Las instalaciones visitadas poseen dos indicadores, uno de
presión (manómetro) y uno de vacio (vacuómetro), con válvulas
interpuestas entre el autoclave y el instrumento. Las válvulas
pueden generar errores de operación, como es el caso en que
habiendo presión en el autoclave el manómetro no lo indique y el
operador proceda a abrir el autoclave con el consiguiente riesgo.
En consecuencia, se recomienda el uso de un manovacuómetro con
escala de O a 300 psi de presión y de O a 30 pulgadas de mercurio
de vacío, con diámetro de esfera de 100 mm. Este instrumento debe
estar conectado directamente al autoclave, en un lugar visible.
Se recomienda además, cambiar el material de los tubos de
nivel usados en los estanques por vidrio, con válvula en la parte
inferior y escala de lectura clara y legible, con graduaciones de
colores de 10, 50, 100, 500 Y 1000 L para tener un mejor control
del proceso.
El tubo nivel del estanque acumulador de vacío debe resistir
la presión de operación del autoclave (sirve para controlar el
llenado del autoclave) con el objeto de evitar el cierre y apertura
de las válvulas de comunicación, ya que en la operación de
presurización se cierra la válvula existente entre el acumulador y
la bomba de vacío.
De este modo el acumulador de vacío, el tubo nivel y la
vál vula mencionada quedan sometidos a la presión del autoclave.
36
Esto puede originar una rotura de dicho tubo de vidrio si no está
convenientemente especificado, mal instalado o en mal estado.
En
tal caso, el liquido a presión podría saltar hacia el operador.
Bombas Hidráulicas
- Planta A
La bomba de caudal cumple
recirculación del líquido desde :
la
función
de
efectuar
la
El autoclave al estanque de almacenamiento.
El estanque de mezcla al de almacenamiento.
En el fondo del estanque de almacenamiento, originando un
flujo de recirculación con descarga superior al estanque
(agitación de la mezcla) .
Según el estudio, ésta cumple su función correctamente y se
encuentra técnicamente bien especificada.
El equipamiento de bombas de presión y vacío está de acuerdo
con las especificaciones técnicas para una instalación tipo,
referida al autoclave. En algunos casos se aumenta la longitud del
autoclave (capacidad), manteniéndose el equipamiento en cuanto al
circuito, bombas y estanques, lo que produce un aumento del tiempo
de proceso, desgaste del equipo, gasto de energía y reduce la
productividad.
En algunos casos se denotan, en las plantas inspeccionadas,
improvisaciones en los circuitos de cañerías con adaptaciones de
elementos de menor costo, originando un sistema poco ordenado y
desuniforme en cuanto a ubicación y tipo de válvulas, ubicación de
las bombas y operación con instrumentos inadecuados.
Los circuitos debieran estar identificados con colores para
distinguir los de mayor presión de los de menor. Así también, las
vál vulas debieran estar enumeradas con el obj eto de disminuir los
errores de operación.
- Planta B
La bomba de caudal cumple con el objetivo de la planta, pero
el llenado del autoclave es controlado a través del retorno del
líquido en el estanque de almacenamiento, el cual a su vez debiera
e r,
!1 i .; L ! J TE
INST,TUTO fOr~ESTAL
37
tener un visor con el objeto de avisar al operador con cierta
anticipación del llenado del autoclave.
La bomba de presión es de caudal reducido (3/4 pulg
diámetro) ,
lo que genera mayor tiempo en el proceso
presurización.
de
de
En otras instalaciones se utiliza bomba de pistón, la cual
de volumen constante, es decir entrega un caudal constante, por
que puede generar aumentos de presión más allá de lo requerido.
recomendable seria instalar dos válvulas de seguridad, una en
descarga de la bomba y la otra directamente al autoclave.
es
lo
Lo
la
La bomba de vacio es adaptada de los procesos de lecheria, es
una bomba de paletas, no equilibrada y lubricada con aceite mineral
puro. Genera vacio por un lado y aire comprimido por el otro, pero
con aceite en suspensión, denominado aire lubricado, que se
descarga
directamente en
la zona
de trabajo del operador
impregnando en aceite parte del autoclave y del equipamiento. Esto
puede generar problemas de salud y puede ser mejorado instalando un
filtro separador de aceite (esto fue inspeccionado y observado en
plantas en funcionamiento).
Esta bomba de vacio con sus especificaciones técnicas permite
un buen control del proceso de impregnación.
- Planta e
En lo que se refiere al equipamiento, bombas de caudal, de
presión y de vacio, cumple con las especificaciones técnicas de
diseño y reduce el tiempo de proceso. En cuanto a mantención, las
dos primeras son de fabricación nacional y cuentan con adecuado
servicio de repuestos y asesoria técnica, las de vacio, aunque
importadas disponen también de una adecuada representación técnica
en el pais.
En la bomba de preSlon, que posee prensa de estopa, se produce
una fuga controlada del liquido que sirve de refrigeración y
lubricación, entre la empaquetadura y el eje de la misma.
Este
liquido debiera eliminarse a un foso para ser recirculado, mejor
aún es el uso de sellos mecánicos en todas las bombas.
En este
caso sólo se usa en las bombas de caudal.
La bomba de vacio dispone de un estanque de recirculación del
liquido para formar el anillo hidráulico y con ello generar el
vacio y refrigerar la bomba conectada a un estanque de separación
38
del agua, que permite la recirculación hacia la bomba.
Esto por
especificación del fabricante no es recomendado. La alimentación de
agua debe ser directa de la red, con evacuación de agua a pérdida.
El volumen aproximado es 0,4 m' /h y este equipo funciona por lo
general 10 minutos en cada proceso.
Esto sucede porque en la etapa de vacío la bomba extrae el
aire del autoclave junto a una serie de impurezas (arena, aserrín,
etc.), que pasan por la bomba de vacío, llegan al anillo hidráulico
y al
estanque de refrigeración, donde se van acumulando y
recirculando, lo que genera un desgaste prematuro del equipo.
Técnicamente la estructura de las plantas, manejo de fluidos,
identificación de las válvulas con números y la identificación de
los circuitos con colores, facilita la inspección y la operación de
dichas plantas.
En inspecciones realizadas
en terreno se ha
podido apreciar una inquietud por parte del fabricante de innovar y
mejorar técnicamente estas plantas de impregnación, pero debiera
cumplir con las especificaciones señaladas.
- Planta D
La bomba de presión puede ser centrífuga de 3 a 5 etapas, de 2
x 2 pulgadas, pero también se usan bombas de pistón, con una
instalaci6n de una válvula de seguridad en la descarga, que permite
controlar la sobrepresi6n.
La bomba de vacío que va conectada al acumulador de vacio,
está especificada correctamente, pero la refrigeraci6n de ésta y la
formación del anillo hidráulico debiera ser con agua de la red, nO
recirculada, para evitar que las impurezas deterioren dicho equipo.
El control de llenado se efectúa en este caso también por tubo
nivel ubicado en el acumulador de vacío.
Por lo tanto existe una
válvula entre el acumulador y bomba de vacío que se cierra durante
el proceso de presurización.
Los equipos seleccionados, bomba de caudal, de preslOn y de
vacío, son generalmente de marca "Leader", industria nacional,
dimensionados y especificados según los circuitos de fluidos
requeridos por el usuario, ya que no tiene uniformidad en cuanto a
esto.
39
Autoclave
Los análisis realizados a los metales empleados en la
construcción de los autoclaves señalan que en las plantas B, C y D
el material usado es acero estructural A 42-27 ES (Norma Chilena).
El autoclave de la planta A está elaborado con acero del tipo A
37-24 ES, que no es apto para la fabricación de recipientes que
soportan presiones de esta magnitud.
Se recomienda utilizar
material normalizado o equivalente a un acero A 42-27 ES, sin
embargo se hace la siguiente recomendación:
Usar un material especificado para tuberías o recipientes
para presión ASTM 53 grado B,
ASTM 283 grado C,
o
especificación de Norma Chilena A 34-21 TS, A 42-25 TS o
equivalentes, pues 10 importante es su buena soldabilidad
(garantizada) y su bajo límite de fluencia, incluso menor que
los aceros estructurales corrientes (A 37-24) .
Criterios para la Fabricación del Autoclave
El
criterio
para
evaluar
el
espesor
del
material
de
los
autoclaves se basa en que para diámetros de 1,4 m o menores, es
aceptable un espesor de 10-12 mm y, para medidas mayores a 1,8 m,
se recomienda un espesor mínimo de 16 mm. De acuerdo a este
criterio, todas las plantas cumplen este requisito.
Los espesores empleados, según el diámetro, parecen adecuados.
El hecho de trabajar con sólo dos tipos de espesores (12 y 16 mm)
permite estandarizar los procesos de fabricación, aún cuando un
espesor de 14 mm puede ser adecuado para un diámetro de 1,5 m y 10
mm de espesor para un diámetro de 1 m.
En su construcción, en el sentido radial se emplea un proceso
de soldadura MIG a tope de doble bisel, siendo suficiente un solo
bisel.
En el sentido longi tudinal, hasta espesores de 12 mm, es
posible hacerlo con un bisel exterior a 60°.
Las uniones soldadas por proceso MIG, en doble bisel y giradas
en
90° ó 180° entre longitudinal y transversal de cada paño y
fondo, están dentro de normas. Sin embargo, se recomienda realizar
una inspección radiográfica en algunas intersecciones de uniones y
conexiones de tuberías con el manto del autoclave.
40
En la unión de las tuberias con el manto se usa una conexión
con flange soldado al manto y roscado a la tuberia (tipo Racord)
con filete e interior. Este procedimiento es muy aceptable.
Existe sólo un control visual y una observaci6n del
comportamiento de las uniones al someter el autoclave a la prueba
hidrostática.
Lo ideal seria una inspecci6n radiográfica de las
uniones soldadas, ya que ésta da la mejor garantia de eficiencia de
ellas. Para el caso de recipientes para presión puede recurrirse a
la Norma ASME VIII.
Para su protección se usa un esquema de pintura externa a base
de una capa de anticorrosivo y dos capas de un material ep6xico AS
(Adolfo Stierling), que parece ser adecuado. Sin embargo, se
recomienda una protección interior a base de un anticorrosivo
ep6xico y dos capas de esmalte ep6xico especial (antiabrasivo), mas
un revestimiento con poliuretano (2,5 mils), especialmente en el
vientre.
Tipos de Cierre
- Planta A y e
Para la fabricación de la puerta se usa el mismo material y
espesor del manto,
recomendable para evi tar di ferencias de
espesores en el proceso de soldadura.
Los diseños de puertas con unión "apernada" y "cierre rápido",
son correctas en el aspecto técnico y se diferencian sólo en el
costo de construcci6n.
En el sistema de sellado se usa goma neopreno de sección
cuadrada, de 1/2 pulg de espesor. Material y forma adecuada.
Los apoyos del autoclave tienen una forma de banda arqueada en
el sector del manto, éste es un buen diseño, siempre y cuando se
distribuyan de manera uniforme las cargas del autoclave y sus
accesorios, con el fin de minimizar las deformaciones en el eje
horizontal.
El material, forma, dimensión y distribución de los apoyos son
convenientes para soportar el peso distribuido del autoclave, sus
accesorios y la carga (menos deformaci6n) .
41
- Planta B
El tipo de puerta abombado, con cierre apernado técnicamente
está bien diseñado y es una alternativa válida frente a las puertas
de cierre rápido, o su diferencia fundamental es el costo.
Cabe
mencionar que la articulación de la bisagra que pivotea y sostiene
la puerta es bastante robusta y de una forma que permite una buena
apertura, que no dificulta la manipulación de los carros.
Por su
particular
proceso
de
abombado
(deformación
por
presión
hidrostática), debe asegurarse un abovedado con una "H" mayor o
igual a 30 cm para autoclaves de 1,25 m de diámetro (Figura N° 6 Y
Figura N° 7).
..
r
o
FIGURA N° 6
ESQUEMA DE TAPA
o
PUERTA ABOVEDADA DE SECCIÓN ESFÉRICA
o
FIGURA
42
N° 7
ESQOII:MA DE TAPA
o
PUERTA ABOVEDADA DE SECCIÓN ELÍPTICA
El material, las dimensiones y el tipo de rosca de los pernos
son aceptables.
En la tapa se usa el mismo material y espesor del manto, lo
que es recomendable para evitar mayores dificultades en el proceso
de soldadura.
El proceso de abombado empleado no permite generar una tapa
con suficiente pestaña que facilite el trabajo de la unión soldada.
El sellado a través de empaquetadura plana deberla ser
reemplazado por una empaquetadura de neopreno de sección cuadrada e
instalada en una superficie ranurada.
- Planta D
El tipo de puerta abombado con cierre apernado técnicamente
está bien diseñado y construido, siendo una al ternati va frente a
las puertas de cierre rápido, su diferencia fundamental es el
costo.
El material, las dimensiones, el número de pernos y el tipo de
rosca es aceptable.
El uso de puertas y tapas bombeadas es correcto, pero ésta
última debiera ser no sólo de un material similar al del manto,
sino que de idéntico espesor a objeto de facilitar el proceso de
soldadura.
Para que la puerta cierre herméticamente se recomienda el
empleo de empaquetaduras de neopreno, sobre todo si no existen
altas temperaturas de trabajo.
Ubicación de los Autoclaves
El autoclave se instala con una pendiente del 1%, recomendable
para el escurrimiento del preservante sobrante en el fondo del
autoclave que no ha sido extraido del mismo.
La planta debiera disponer de fosos impermeabilizados de
emergencia, con el objeto de no contaminar el agua de las napas, ya
Estos fosos
que generalmente se ubican en zonas agricolas.
43
debieran ser para el estanque, circuito de
zona de carga y descarga de los carros.
fluidos,
autoclave
y
Sistema de Alimentación y Descarga
En el dise~o y construcción de los carros se ha empleado acero
estructural con las dimensiones descritas anteriormente en la
Figura N° 7.
El material empleado, las dimensiones y perfiles
utilizados, junto con el proceso de construcción, son los más
usuales para la construcción de piezas estructurales.
Las ruedas, ·en cuanto a su material, dimensiones, distribución
y montaje, son las recomendadas para obtener un buen desplazamiento
del ·carro.
Sin embargo, en el caso de la planta e, el peque~o
diámetro de sus ruedas genera dificultades en el desplazamiento de
los carros.
Esto ha impulsado a algunos usuarios a cambiar las
ruedas por unas más grandes, aún cuando son los únicos carros
provistos de lubricación en sus bujes.
El tipo de perfil empleado para la linea difiere en las
distintas fábricas. En el caso de la planta B el perfil corresponde
a platinas de acero estructural; la planta A, presenta una linea de
carga del tipo "L". La resistencias al desgaste y al aplastamiento
que presentan estas estructuras son menores a las de rieles
estándares.
El dise~o de circuito de lineas difiere según las fábricas.
planta A hace uso de un tornamesa, en cambio la planta B utiliza
carro del tipo transfer, que permite el empleo de lineas
paralelo. En la fábrica e, cuando el circuito de lineas requiere
derivaciones,
se disena,
construye e
instala el sistema
tornamesa.
La
un
en
de
de
La unión de las lineas al autoclave se hace mediante un puente
portáti 1, simi lar en todas las plantas. Su diseno es factible de
ser mejorado.
En el caso de la planta D, el diseno y dimensiones de los
carros están sujetos a pedido del usuario y, en cuanto al sistema
de lineas de desplazamiento, sólo construyen de una linea, con una
unión al autoclave, a través de un puente portátil, al igual que
todas las demás empresas.
S610 en estos casos el autoclave va
provisto de guias de desplazamiento y sujeción de carros en su
interior.
44
CCNCLUSICNES
Estanques
Estanques de Mezcla y Almacenamiento
Dentro de los materiales más usados es posible ver y construir
estanques de madera, fibra de vidrio reforzada, asbesto cemento y
acero estructural.
Este último es el más empleado y recomendado,
puesto que es un material fácil de adquirir y de trabajar (cortar,
doblar y soldar), sólo requiere de una adecuada protección a la
corrosión.
Existen estanques de forma rectangular y cilindrica. La
segunda es más adecuada,
tanto desde los puntos de vista
constructivo, económico, resistencia y operativo. Según su función
y lugar de trabajo debieran ser tapados, dotados de una escotilla y
una escalera necesarias para hacer inspecciones,
labores de
mantenimiento u otras.
En algunas plantas, el estanque de
almacenamiento hace una doble función (mezcla y llenado), esto es
factible si su nivel de producción lo permite, pero la agitación de
homogeneización de la mezcla preservante deberá conseguirse con un
circuito de recirculación mediante la bomba de caudal o llenado.
Cuando hay estanques de mezcla, este se provee de un agitador
mecánico
de
accionamiento
manual
o
mecánico.El
factor
de
estabilidad recomienda que la altura de un estanque cilindrico
vertical no sobrepase el doble de su diámetro.
La mayoria de las
plantas cumple con esta observación y las anteriores.
Para la construcción de estanques metálicos se emplean
planchas de acero A 37-24 ES, de un espesor mínimo de 4 mm minimo
recomendable para estructuras a
la
intemperie),
aunque por
resistencia se calcule un valor menor.
El doblado de las planchas
se hace con rodillos y en frío para no alterar las propiedades del
metal.
La unión se hace con soldadura eléctrica manual o MIG, ya
sea con bisel o a tope.
Esto es aceptable, puesto que las normas
sólo recomiendan, para estos espesores, una soldadura a tope, con
penetración completa y sin necesidad de bisel.
Una inspección
visual, con tintas penetrantes, o en funcionamiento a plena carga,
resultan pruebas suficientes.
Recomendable sería utilizar placas
radiográficas
(aproximadamente cinco placas)
en
las
uniones
cruzadas, salidas de ductos y en la base, para luego analizarlas
bajo una norma apropiada, tal como la AWS D 1.1.
45
La mayoria de los fabricantes emplea una protecci6n en base a
un esquema de pintura que cumple con los requisitos minimos
aceptables comercialmente, sin considerar las caracteristicas del
liquido preservante, que diluido al 5% y al 3% no sobrepasa el pH
de 1,8, por lo que se trata de una mezcla muy ácida. Los estanques
debieran tener un esquema de pintura por la parte externa, que
puede ser una o dos capas de pintura anticorrosiva (2 mils) y dos o
tres capas (3 mils) de esmalte vinilico, fen6lico o ep6xico, este
úl timo es muy apropiado para ambientes corrosivos ácidos.
En el
interior de los estanques el problema ocurre cuando la mezcla
preservante se mantiene en reposo y comienza a concentrarse en el
fondo, formando cristales que pueden originar una corrosi6n en la
plancha base del estanque. Para prevenirla se puede recomendar un
esquema de pintura a base de un anticorrosivo ep6xico (aductoamina) a 1,5 mils, más dos capas de esmalte ep6xico (poliamida) a 4
mils por cada mano, solución que se debe aplicar de manera completa
en el interior y sobre una superficie previamente tratada (arenado
casi metal blanco SSPC SP 10). Para mejorar este tratamiento cabe
colocar en el fondo y sobre el esquema anterior una o dos capas de
poliuretano a 1,2 mils cada mano.
Dentro de otras posibilidades
existe un esquema recomendado por Pinturas Stierling, denominado
Esquema AS 234, asi como una experiencia realizada con un esquema
en base a esmalte de uretano de Chesterton, que también ha dado
buenos resultados.
Para evitar la decantaci6n de las sales del liquido
preservante durante la operaci6n, la salida debe ubicarse lo más
cerca del fondo y la entrada en la parte superior a objeto de
producir una agitaci6n en la mezcla del preservante.
El montaje de estos estanques se hace comúnmente sobre una
losa de hormigón o sobre unos bloques del mismo material. En todo
caso deben ubicarse sobre un suelo estabilizado y con una pendiente
en el entorno del estanque, u otro diseño que favorezca el
escurrimiento de aguas y evite la acumulación de humedad, puesto
que ello favorece la corrosi6n en su base.
Para una mejor
protecci6n del fondo se recomienda una impermeabilizaci6n asfáltica
sobre el radier o en la base de apoyo del estanque antes de
montarlo.
Estanques de Acumulaci6n o Pulm6n de Vacio
Todos los fabricantes emplean acero A 37-24 ES, excepto uno
que utiliza una unidad de acero inoxidable que viene junto con la
bomba de vacio. También se encontraron algunos que fueron hechos a
partir de un cilindro de gas licuado, lo que corresponde a un acero
A 42-GL. Debido a que generalmente trabaja a la misma presi6n que
el autoclave, lo l6gico seria emplear un material de similares
46
caracteristicas de resistencia pero de un menor espesor, puesto que
su radio es a lo menos tres veces menor y el grosor de un
recipiente a presión es directamente proporcional a su radio. Tal
vez por disponibilidad o economia se ha estado usando el A 37-24
ES, que ha dado buenos resultados siempre y cuando no se exponga a
presiones mayores que las de operación (180 a 190 psi) .
Su forma cilindrica con tapas bombeadas (semiesféricas,
elipsoidales u otras) es la más adecuada, porque distribuye los
esfuerzos de una manera más uniforme. También se observaron tapas
planas y cuerpos cúbicos; en tales casos el pulmón de vacío no
debiera, por motivo alguno, trabajar a las presiones del autoclave.
Para su construcción, en frío, da forma cilíndrica a las
planchas de acero y se unen por proceso de soldadura MIG por un
lado, a tope y con penetración completa. Este procedimiento está
de acuerdo a normas (ASME) y resulta conveniente.
También se
puede emplear soldadura al arco eléctrico manual. En todo caso es
necesario efectuar inspecciones y una prueba hidráulica al igual
que en el autoclave. En el primer caso, por ser planchas de poco
espesor (4 a 6 mm) se puede recomendar una inspección por ul tra
sonido.
Para su protección, la mayoría usa un esquema de pintura
externa, con preparación de superficie, en base a un anticorrosivo
y esmalte ep6xico. Esto es suficiente, pero se encontraron algunas
zonas dañadas por efecto de una mala preparación de la superficie,
si tuación que también se observó en algunos estanques de
almacenamiento.
Estanques de Refrigeración de la Bomba de Vacío
En buen número de plantas visitadas y encuestadas se efectúa
la refrigeración conectándose directamente a la red con eliminación
del agua.
Esto tiene su ventaja, puesto que todas las particulas
contenidas en el aire extraído del autoclave se eliminan junto con
el agua de refrigeración.
Otras plantas poseen un estanque
construido con acero A 37-24 ES de cuerpo cilindrico y soldado por
proceso MIG, con un filete exterior, a tope, con penetración
completa. Este diseño y el esquema de pintura (anticorrosivo y dos
manos de epóxico), son perfectamente aceptables desde el punto de
vista estructural.
Sin embargo, debieran implementarse con un
dispositivo o sistema que permita mantener el liquido refrigerante
que ingresa a la bomba de vacio limpio y en cantidad suficiente.
47
Circuito de Fluidos
Los circuitos debieran ser simplificados y uniformados y tener
cai'ierías de menor longitud, con equipamiento estándar, ya que el
proceso es el mismo y con ello facilitan tanto la ocupación como la
operación de las personas a cargo de dichas plantas, así como el
mantenimiento, control, inspección y calidad de los procesos de
impregnación.
Los circuitos debieran ser identificados mediante códigos de
colores normalizados y las válvulas debieran ser enumeradas para
efectos de operación y mantención.
Los estanques de almacenamiento y mezcla (por norma) debieran
disponer de una válvula en la descarga para efectos de emergencia y
mantenimiento.
El retorno por la parte inferior de los estanques de
almacenamiento no favorece la uniformidad de la mezcla.
Lo
recomendado sería el retorno por la parte superior del estanque
manteniendo la agitación de la mezcla y evitando un aumento de la
concentración en el fondo.
Esto último puede originar una
decantación de preservante cristalizado, lo que podría causar una
corrosión localizada fuerte.
Por esto mismo es que se recomienda
un buen esquema de recubrimiento para el fondo de estos estanques.
Todos los estanques debieran disponer de rebalse en caso de
llenado excesivo.
En los estanques es importante que la descarga sea por debajo
del fondo, o cercano al fondo, con el objeto de impedir el aumento
de concentración del líquido y evitar así la corrosión en el fondo
del estanque, zona crítica de éste.
Las cai'ierías debieran ser de fierro negro estándar grado B.
Si son soldadas a codos o fittings, bajan los costos, pero producen
inconvenientes en caso de traslados, ya que se dificulta el desarme
y la instalación en otro lugar.
Por ello se recomienda lo
siguiente:
Uniones de tipo rosca o en su defecto con bridas o flanges,
con pernos grado 5.
Válvulas concentradas en determinados puntos que permi tan
una correcta manipulación y control del proceso de
impregnación.
48
Filtros ubicados fuera del estanque de almacenamiento o
autoclave, con by-pass que permita derivar a éste en caso de
saturación.
Las válvulas de bola, de paso total, con presiones de 300 a
400
psi, de tipo WOG y de distintas medidas, son las más
adecuadas para este tipo de trabajo.
Pese a que son de
apertura y cierre rápido,
lo que en operación debe
controlarse sea gradual y evitar un llenado brusco del
autoclave generando posibilidad de cavitación,
que no
debiera producirse, ya que por lo general se aprovecha el
vacío inicial generado por la bomba de vacío.
En las mediciones de pres~on y vacío es aconsejable la
utilización del mano-vacuómetro, de O a 300 psi y vacío de O
a -30 pulgadas de mercurio,
para evitar errores de
operación.
El diámetro de esfera indicadora no debe ser
inferior a 100 mm.
Todas las instalaciones debieran disponer en la cañería de
succión de la bomba de vacío, de una válvula que permita
controlar el vacío y de una válvula de seguridad que
funcione al revés, para evitar daño a la bomba de vacío por
sobre esfuerzo, generado por un descuido de operación.
El nivel del autoclave se puede verificar por medio de un
tubo conectado al autoclave y al acumulador de
vacío o
solamente en este último. En caso de no tener tubo nivel el
control de llenado se efectúa por el retorno del líquido al
estanque de almacenamiento.
En este caso se interpone una
válvula entre el autoclave y el acumulador de vacío, la que
se mantiene cerrada durante el proceso de presurización. Si
se dispone de tubo nivel, se ubica una válvula entre el
acumulador y la bomba de vacío para los procesos de
presurización.
La válvula de seguridad debe ser conectada directamente al
autoclave, con un diámetro mínimo de 1~ pulg de entrada y
salida (300 psi), regulada a un 10% sobre la presión de
operación para verificar que no se adhiera en su asiento y
con descarga hacia el foso de emergencia o retorno al
estanque de almacenamiento. Además la válvula debe ser de
acero inoxidable, así como también su asiento, con un
resorte de seguro para evitar su desregulación.
Estas plantas por lo general son instaladas a la intemperie,
por lo que se pueden generar daños y si los estanques se
49
encuentran abiertos, no hay un control exacto de la
solución.
También en
los motores
eléctricos
de
accionamiento
de las bombas pueden ocurrir daños y
problemas de seguridad (electrocución). En consecuencia, es
mejor que dispongan techo, excepto el autoclave.
Toda la instalación debiera poseer fosos de decantación o de
emergencia impermeabilizados a fin de no contaminar las
napas de agua.
La ubicación de las plantas debiera ser a prudente distancia
de las unidades de producción, para disminuir los riesgos en
caso de incendio.
Los autoclaves debieran disponer de una válvula de torna de
muestra de concentración del preservante, que podria estar
ubicada cerca de su puerta.
En algunas plantas visitadas se observó el uso de bombas de
pistón para generar presión. Esto no es recomendable dado que :
Implica una instalación más compleja.
Representa un mayor costo de inversión.
Demanda una mayor mantención.
Entrega el caudal y la presión en forma pulsante, lo que
exige que en la descarga exista un pulmón de amortiguación
de presión adicional.
Se recomienda usar una bomba centrifuga de varias etapas y de
mayor capacidad.
Autoclave
Todas las plantas emplean planchas de acero A 42-27 ES para la
construcción del manto del autoclave, lo que resulta aceptable.
Cabe destacar que dos plantas usaban acero A 37-24 ES, este
material no es recomendable para estanques o recipientes sometidos
a presión interna. Por lo cual
se solicitaron muestras cuyo
análisis en un espectrógrafo de absorción atómica entregó una
composición similar a la de un acero del tipo A 42-27 ES, que no es
de producción nacional. Localmente no se fabrica esa calidad sino
la 914 lA 42-37 ES), pero en espesores de 30,1 mm a 50 mm. Tal vez
por esto los fabricantes de autoclaves prefieren adquirir el otro,
50
que equivale a un ASTM 36 Y que viene en espesores menores.
En
todo caso, en la industria local se dice estar en condiciones de
hacer producciones a pedido, pero existen otras soluciones como el
A 34-21 TS O el A 42-25 TS, que están especificados para tuberías o
recipientes por su buena soldabilidad (garantizada) y su bajo
límite de fluencia.
El diseño de los autoclaves es cilíndrico, con diámetros que
fluctúan entre 1 y 2 metros y longitudes variables según pedido del
usuario (generalmente de 4 a 18 m).
Como todos emplean un acero
similar, es posible llegar a estandarizar los espesores, que
resultan ser directamente proporcionales a la presión de operación
y al diámetro. La diferencia de los diseños está en el número de
puertas (una o dos) y el tipo de cierre.
Los de dos puertas se
emplean para una producción más rápida y continua.
La decisión
entre cierre rápido, por medio de una cremallera, o convencional a
través de pernos de amarre, parece ser más bien un problema de
evaluación de costos que técnico.
Sin embargo, un cierre rápido
tiene una mejor probabilidad de efectuar una presión uniforme sobre
la empaquetadura, siempre que un dispositivo limite la carrera y
evite el contragiro cuando está en funcionamiento.
Hoy no existe impedimento técnico para diseñar e implementar,
en los autoclaves en operación, un tipo de cierre efectuado por
presión hidráulica o neumática, de accionamiento manual o incluso
automatizado.
Es más, el proceso completo se puede proyectar con
controles automáticos, que permiten mejorar la calidad, disminuir
los tiempos muertos, evitar la pérdida de liquido preservante,
maximizar las cargas y elevar la productividad.
Indudablemente
ello debe obedecer a una evaluación económica que permita ser más
competitivo en el mercado.
Tanto las tapas como las puertas deben ser abovedadas, de
sección esférica, de radio R = 0,8 D, unido a la parte cilíndrica
por un reborde de radio r = 0/6,5 (Figura 6) o bien de sección
elíptica con un radio máximo = D Y un radio mínimo r = 0/8 (Figura
7), siendo esta última la más usual.
Debe buscarse el valor más alto para la relación h/D, a objeto
que el espesor de la tapa resul te menor o igual al espesor del
manto (0,22 a 0,3).
Este abombado debe ser realizado en prensa por un proceso de
deformación en frío.
51
Para diseñar los apoyos del autoclave, hay que atender a tres
aspectos
Que el peso del autoclave a plena carga se distribuya
uniformemente a objeto que la deformación de su eje
horizontal sea la menor posible.
Que los apoyos tengan la forma de vientre del autoclave y
con una superficie de contacto suficiente para evitar el
efecto de cargas concentradas.
Dejar siempre libres los extremos.
Para la construcción del manto las planchas de acero
en frio, lo que resulta beneficioso para las propiedades
del manto.
La unión se puede hacer mediante soldadura
manual o MIG y con bisel simple o doble, dependiendo del
la plancha. El· proceso MIG es el más recomendable pues
puede lograr una eficiencia de soldabilidad más cercana a
se curvan
mecánicas
eléctrica
grosor de
con él se
l.
La práctica actual de inspección de soldadura es puramente
visual y a través de la prueba hidráulica, que por lo general llega
a los 250 psi (las normas ASTM recomiendan un 50% sobre la presión
de trabajo, es decir 270 psi). Esta situación llevó a efectuar dos
inspecciones radiográficas en plantas que están en funcionamiento.
Para este efecto se seleccionaron autoclaves de dos fabricantes,
coincidió que uno era con soldadura MIG y el otro con soldadura
eléctrica manual.
En el primer caso resultaron rechazadas 3 de 5
placas radiográficas (soldadura longitudinal, ducto de entrada de
circuito de llenado, fondo o tapa, cruce de cordón). En el otro se
rechazaron todas las placas (100%).
Esto lleva a insistir en una
El hecho que resistan
mej or inspección de las uniones soldadas.
una prueba hidráulica no es garantía de una soldadura eficiente.
Para la unión de la tubería con el manto del autoclave, cabe
recomendar una conexión con flange (Racord) soldado al manto, con
filete exterior e interior (Figura N° 8), diseño que es utilizado
por dos de los mayores fabricantes.
52
Figura N° 8
DISEÑo DE tlNION DE LA TOBERIA CON EL MAN'rO DEL AtI'l'OCLAVE.
CONEXION CON FLANGE, SOLDADO AL MAN'rO.
En cuanto al diseño de sujeción y apertura de las puertas, se
emplean las abisagradas y las suspendidas en una consola pivoteada.
Este segundo diseño es usado tanto para puertas de cierre apernado
como de cierre rápido y es de más fácil construcción y montaje.
Para la hermeticidad de la puerta se usa preferentemente una
empaquetadura de goma neopreno de sección cuadrada (aproximadamente
1/2 pulg).
Este material tiene muy buenas caracteristicas de
elasticidad y de resistencia al liquido preservante, permite
soslayar
todas
las
posibles
irregularidades
superficiales
originadas por el proceso de rnaquinado, es fácil de cambiar y es
durable, según los usuarios.
Las empaquetaduras de asbesto
grafitado no son recomendables, fueron útiles tiempo atrás, sobre
todo en procesos con temperaturas altas, pero hoyes conocida su
calidad de agente cancerigeno y por lo tanto deben ser reemplazadas
por otro material.
Para la protección externa de los autoclaves se aplican los
esquemas de pinturas convencionales (una a dos capas de imprimante
o anticorrosivo y dos o tres capas de esmalte,) generalmente en
base a epóxico, aún cuando pueden ser también vinilicos o
fenólicos.
En
el
interior,
algunas
plantas
s610
usan
anticorrosivo, lo que no es beneficioso, ya que el esmalte sirve
para tapar sus poros y asi alisar las superficies. La pintura se
sale por efecto del roce de la madera y los carros, al manipularlos
dentro del autoclave, por lo que debiera protegerse de manera
especial mediante una preparación de superficie con arenado casi a
metal blanco, un anticorrosivo a 1,5 mils, dos capas de esmalte
ep6xico especial antiabrasivo (2,5 mils cada una) y dos capas de
esmalte poliuretano (1,2 rni1s cada una). Esto especialmente en el
vientre, para evitar un problema similar al que se presenta en el
fondo de los estanques de almacenamiento. En virtud de esto último
53
es que todo autoclave debe montarse sobre un suelo estabilizado y
con una pendiente menor o igual a 1%.
Sistema de Alimentación y Descarga
La estructura de los carros es de un acero A 37-24 ES, de
cuerpo arqueado, para ocupar al máximo el espacio disponible dentro
del autoclave.
Todos los diseños vistos son funcionales, pero el
concepto de maximizar ha llevado a concebir carros con ruedas de 7
cm de diámetro y de una reducida distancia entre rieles (trocha),
generándose dos inconvenientes:
Las ruedas pequeñas hacen aumentar las fuerzas de fricción,
se atascan frente a pequeños obstáculos y producen una carga
más concentrada en el riel, sometiéndolo a desgaste por
choque y por roce deslizante.
La trocha muy angosta aumenta la probabilidad de vol teo,
debido a la inestabilidad que se origina.
También aumenta
la probabilidad de descarrilamiento.
Debido
a
lo expuesto se recomiendan, para un autoclave de
1,2 m de diámetro, ruedas de un diámetro no menor de 14 cm y
montadas en bujes de bronce.
Respecto a la trocha, esta debiera
ser de aproximadamente 0,36 veces el diámetro del autoclave, o 3/8
del diámetro hasta un máximo de 0,5 de dicho diámetro.
Los perfiles para las líneas debieran
estándar, de alrededor de 20 Kg/m y el puente
debiera ser mejorado en su diseño para
frecuencia, ya que es un elemento que se vio
reparado con soldadura.
ser del tipo de riel
de unión al autoclave
que no se dañe con
siempre deteriorado y
Los tratamientos de protección de los carros son los
aceptables comercialmente y no se requiere más. Todos los diseños
cuentan con un sistema de sujeción de los carros en el interior del
autoclave, para evitar el desplazamiento de éstos al flotar por
efecto de la fuerza de empuje del líquido preservante.
El lay-out es diverso y debe procurar un buen aprovechamiento
del espacio disponible, una expedita entrada y salida del material,
una operación segura y flexibilidad para introducir cambios según
varien las necesidades.
Siendo consecuente con los puntos
expuestos, es preferible el uso de carro transfer antes que la
54
tornamesa,
paralelo.
puesto que además permite alimentar varias
lineas en
Es usual para los fabricantes el adquirir partes o piezas
(bombas, motores, flanges y rieles) en remates de algunas grandes
maestranzas o fábricas,
tales como ferrocarriles,
lecherias,
bodegas de rezago etc. asi como también depósitos de chatarras y
despuntes.
Esta forma de adquisición no se recomienda para la
confección de autoclaves, a menos que se haga una inspección
radiográfica completa y la correspondiente prueba hidráulica, ya
que el material usado suele estar fatigado.
El factor decisivo en
la compra es el precio puesto en maestranza, secundado por el
factor de abastecimiento, facilidades de pago y servicio.
Cuando el fabricante se ubica fuera de la Región Metropolitana
asume mayor cantidad de operaciones en el proceso (cilindrado,
abombado, mecanizado) y compra en los distribuidores locales (Anexo
N° 2).
Luego de este estudio se puede concluir que en Chile existe la
tecnologia suficiente y materiales adecuados para fabricar plantas
impregnadoras
de
madera,
pero
deben
considerarse
las
recomendaciones hechas en este documento,
que
facilitan el
funcionamiento de las plantas, su manejo y mantención.
55
GLOSARIO
ABRASIVO
Elemento duro, de pequeña granulometria
que se mantiene sobre el riel o un eje
(arena,
polvo,
carboncillo,
óxidos,
etc.) y que produce fuerte desgaste.
AGRIPADO
Adhesión de dos piezas de un mecanismo a
causa de su dilatación por el calor de
rozamiento.
ANGULO
Perfil estructural de sección angular.
AUTOCIAVE
Recipiente de presurizado para la
nación.
AVERIA
No necesariamente es falla, puede ser un
deterioro de la superficie, corno desga~
te, corrosión, etc ..
BRIDA O FLANGE
Disco con perforaciones empleado para
conectar internamente los extremos de
dos cañerías. La unión de dos bridas se
logra
por
medio
de
pernos
y
con
empaquetadura entre ellas.
BY - PASS
Linea alternativa
conducir fluidos.
CARRO TRANSFER
Pequeño carro que se desplaza sobre una
vía férrea llevando dos trozos de rieles
sobre él y sirviendo de puente para que
pase otro carro en una vía perpendicular
sobre ni ve 1.
o
derivación
impre~
para
57
CAVI TAC ION
Presencia de burbujas de aire en
líquido, que estallan por efecto de
arranque
presión,
produciendo
partículas metálicas en la
zona
presión.
CEBADO DE BOMBA
Llenado de bomba Con el fluido que se va
a impulsar, purgando asi completamente
el aire contenido dentro de ella, que no
le permitiría trabajar.
EFECTO SIFON
Vacío producido por desplazamiento del
líquido.
ESCOTILLA
Tapa de inspección de los estanques.
ESTANQUE DE
Suministra agua de enfriamiento y forma
un anillo hidráulico para la bomba de
vacío, esta agua es recirculada.
REFRIGERACION
el
la
de
de
FALLA
Es
un
término
usado
para
indicar
anormalidad o detención de una máquina o
parte de ella. En el caso de una pieza
puede ser una deformación, fractura ó
defecto de fabricación.
FILETE
Tipo o diseño de unlon de soldadura en
traslape en planchas superpuestas.
FITTING
Picadura profunda, originada por corr2
sión química localizada en las estructu
ras metálicas.
FLUIDO
Gas - líquido.
GRIETA
Pequeña abertura o discontinuidad en la
superficie de piezas mecánicas o es
tructurales.
58
LIMITE DE FLUENCIA
Limi te sobre el cual las deformaciones
de un material son permanentes.
LLAVE DE PURGA
Válvula para producir salida de liquido
o drenaje.
HACHONES
Cubos
dentados
montados
en
ejes
contrapuestos que, unidos por sistemas
los
"Acoplamientos
flexibles,
forman
mecánicos flexibles.
HANO-VACUOHETRO
Instrumento que mide presión efectiva y
vacio.
PERDIDA DE CARGA.
Pérdida
de
preS10n
por
rozamiento,
cambio de dirección o estrangulamiento
de fluido.
PRENSA ESTOPA
Prensa de fijación de los anillos de
empaquetadura en la caja tle la bomba
(entre carcasa y eje) .
REBM-SE
Salida de liquido de exceso.
RIEL
Tipo de perfil diseñado para pista de
ruedas metálicas con una o doble pestaña
para movimiento de carros.
RODETE
Impulsores de bombas centrifugas.
TORNAMESA
Mesa giratoria con dos trozos de via
férrea sobre ella, que al girar permite
el cambio de via férrea de un carro
sobre ella.
59
TROCHA
Distancia o separación
los rieles de una via.
VACUOHETRO
Instrumento que mide vacio.
VALVULA ATMOSFERICA
Comunica el autoclave a la atmósfera.
VALVULA BOLA Br-Cr. :
Válvula
de
bronce
libras/pulgada, W.O.G.,
gas.
VALVULA RETENCION
Deja pasar el fluido en una dirección en
sentido contrario cierra interrumpiendo
el flujo.
60
estándar
entre
cromado,
400
agua, aceite,
ANEXO N° 1
FABRICANTES NACIONALES DE
PLANTAS DE IMPREGNACION
SELECCIONADOS
1.
Razón social
Nombre comercial
Dirección
Fono - FAX
Ciudad
FREDERIC ALMENARA Y CIA. LTDA.
MAQUINARIA MADERERA FAB
Longitudinal Sur Km 191
Gerente de fábrica
Jefe de Producción
Sr. Frederic Almenara Bordes
Sr. José Muñoz Valencia
Año de inicio
Unidades producidas
Usuarios
1981
313160 - 310824
Curicó
6
IMPREGMA
- Curicó
POSTAGRO
- San Fernando
COMERCIAL LOS PINOS Curicó
2.
Razón social
Nombre comercial
Dirección
Teléfono
FAX
Telex
Casilla
Ciudad
INDUSTRIAS ECASO S.A.
INDUSTRIAS ECASO
Longitudinal Sur Km 255
241032
242345
250142
321
Talca
San Isidro N° 543
Oficina comercial
Teléfono
FAX
Ciudad
Santiago
Gerente de fábrica
Jefe Técnico
Sr. Julio Díaz
Sr. Gabriel Sánchez
Año de inicio
Unidades producidas
Usuarios
2220289
344172
1984
Aproximadamente 20
MADERAS PROSPERIDAD -Talea
PUERTO CRISTAL
-Talca
MADERAS LONGAVI
-Longaví
FORESTAL LLAIMA
-Concepción
PRESERVA
-Los Angeles
INAFOR
-Temuco
FORESTAL LA FRONTERA-Temuco
3.
Norte
Razón social
Nombre comercial
Dirección
METALURGICA GEISSE LTDA.
MAQ Y TEC
Bel1avista W
1646,
Barrio
Teléfono
FAX
Ciudad
226276
241618
Concepción
Gerente de fábrica
Jefe de Producción •
Sr. Eugenio Geisse Rilling
Sr. Hugo Monroy Garrido
Año de inicio
Unidades producidas
Usuarios
5
1989
ASERRADEROS EL LAUREL - ConceE
ción
AGRICOLA y FORESTAL CAUQUENES
Chanco
EX-MADERAS LIRCAY - Talca
BARRACA CABRERO - Cabrero
(Traslado,
modificación
y
reacondiciomiento)
EX-PABLO KORACH - Concepción
(Traslado,
modificación
y
reacondicionamiento) .
4.
Razón social
Nombre comercial
Dirección
Teléfono FAX
Casilla
Ciudad
MECANICA INDUSTRIAL LTDA.
MECANICA INDUSTRIAL HIDROMECANICA
Panamericana Sur Km 8
215478
1481
Temuco
Gerente de fábrica
Jefe Técnico
Sr. Nelson Bolomey Schuster
Sr. Nelson Bo1omey Schuster
Año de inicio
Unidades producidas
Usuarios
1981
4
INAFOR
MAGASA
FERNANDO OSaRIO
COOP. MADERERA OSORNO
-
Temuco
Temuco
Lautaro
Osorno
ANEXO N° 2
PROVEEDORES DE PIEZAS, MOTORES
Y BOMBAS PARA PLANTAS IMPREGNADORAS
N°
1
2
3
4
5
6
PROVEEDOR
ADOLFO STIERLING
ADOLFO STIERLING
ADOLFO STIERLING
CIUDAD
CONCEPCION
CURICO
DIRECCION
Palcavl N° 1849
Proveedores Locales
10 Oriente N° 1011
Serrano N° 520
ASSA
TALCA
CONCEPCION
SANTIAGO
AUTa-tOTRIZ HERMAN
TEHUCO
Manuel Hontt N° 626
1
CAUCHO
SANTIAGO
8
CINTAC S.A.
SANTIAGO
Avda Libertador O'Hi99ins
N° 1561
Avda. P. A. Cerda N° 8920
9
10
CClMPAC S.A.
ELECTROCOOP
CONCEPCION
TEMUCO
Camino a Coronel Km. 10
Aldunate N° 0340
11
EMPAQUES HI DRAULICOS
SANTIAGO
12
13
fERRETERIA INDUSTRIAL
Chiloé N° 2556
1 Norte N° 2310
fERRETERIA LA OLLETA
TALCA
TEMUCO
fERRETERIA TEMUCO
rEHUCO
rERRITAL
TALCA
SANTIAGO
14
15
16
ARGENTA LTOA.
NOVA
flTTINGS y
LTOA.
LTOA.
VALVULAS
l'
GOOD 'fEAR
18
19
20
21
22
HERIBERTO BARENDS
HERMOSILLA.
TEMUCO
Blanco Encalada
N° 3069
Manuel Rodriauez N°
1 Norte N° 2310
1015
Santa Elena N° 1363
Avda. CaupolicAn N° 0395
San Mart'n N° 201
Manuel Rodrl uez N° 94
IMPAC S.A.
INDUPAQ S.A.
INDURA S.A..
TALCAHUANO
INDURA s.A.,
26
KUprER
SANT¡AGO
SANTIAGO
SANTIAGO
SANTIAGO
21
LECAROS S.A. JOSE A.
CONCEPCION
l8
29
lO
LECAROS S. A. JOSE A.
MAESTRANZA MAIPU
TEMUCO
SANTIAGO
AAESTAANZA SIGU
TALCAHUANO
260136
220011
236230
6896409
212999
213119
6951135
6852469
5515010
5116661
311415
213405
210095
6965541
5515498
242982
210680
213619
M.A. Matta N° 341
TEMUCO
IPAC S.A.
!TAL CHILE LTDA.
fAX
226451
5565451
TALCAHUANO
SANTIAGO
SANTIAGO
23
24
25
TELEFONO
Avda. Portugal N° 1930
Avda. Chillán N° 732
Gran Breta~a N° 5061
Camino Mel! illa N° 1060
Almirante Riveros N° 1876
Avda. Matta N° 186
Libertad N° 58
Lincoyán N° 119
Dieqo Portales N° 1401
Vicente Reyes N° 840 Malpú
Jaime Repullo N° 286
214365
242982
5552985
5553258
253600
253660
213181
542149
6344639
1316126
412373
410592
551177
5553258
210016
1315613
411514
55'3411
8591505
5521119
6815411
6811115
225161
213199
5314121
585693
6814460
226011
586171
585235
31
MAQUINARIA CHINA
32
33
34
S}VI/T1 AGO
Condor N° 1380
PRODINSA
SANTIAGO
RODA PERNOS
TALCA
CONCEPCION
San Ignacio N° 2659
] Sur N° 2190
Barros Arana N° 221
RODAMIENTOS SUR LTDA.
35
36
3'
38
SABIMET
SANTiAGO
SARGENT
5IHI CHILE LTDA.
StH! CHILE LTDA,
SANTIAGO
CONCEPCION
SANTIAGO
39
THERMOrLUIDQS LTDA.
CONCEPCION
,o
Pintor Cicarelli N° 619
Av. Pdte. Bulnes N° 205
Anibal Pinto NO 215 ot. '02
Ernesto Muzart N~ 2048
Provid,
Avda Libertador O'Higgins
N° 164
''¡ALVULAS
INDUSTRIALES
143
SANTIAGO
Vasconia
SANTIAGO
Vicente Reyes N°
CONCEPCION
SANTIAGO
Bacros Arana N° 374
Alvare= de Toledo N° 669,
San Hiauel
N~
6980804
6980778
5551050
6124134
5568182
241940
22907]
233913
233913
5568041
6991525
5511084
6983989
249]11
2749302
240302
499666
2148305
229935
226691
242526
55533"71
5523522
5314121
5313641
228024
5521555
241144
5528811
S.A.
4J
42
43
VAPOR INDUSTRIAL
S.A.
VOGT
VOGT
840 Maipú
PROVEEDOR SEGUN
PROCESOS, ETC.
MATERIALES,
EQUIPOS,
INSTRUMENTOS,
(*)
MATERIALES
PROVEEDORES
Acero estructural
Acero autoclave
Acero de pernos de puerta
Pernos y golillas
Empaquetaduras
Soldaduras
Pinturas
Bomba vacío
Bomba caudal
Bomba presión
24-26-27-28-35
26-27-28-35
24-26-27
10-13-14-33
7-11-12-17-20-21-39
4-22-23
1-2-3-14-18
37-38-42-43
15-37-38-42-43
15-37-38-42-43
MOTORES
Contactares
Fusibles
Motores eléctricos
6-25-36
6-25-36
6-25-31-35
FITTINGS
Tubos
Codos y Tees
Flanges
Válvulas
Filtros
8-9-14-28-32-35
8-9-14-16-32-40
16-40
13-14-16-34-36-39
39
INSTRUMENTOS
Manómetros y vacuómetros
Tubos de nivel
13-14-34-36-39-40
13-14-39-40
PROCESOS
Bombeado
Cilindrado
Plegado
(*)
5-19-29-30
5-19-29-30
19-30
Según listado de proveedores
ANEXO N° 3
LITERATURA RECOMENDADA
C&rter R.; Iqor Y. y Karaaaik, 1974.
Editorial Continental S.A. Chile.
Bombas Centrifugas.
Carl y Pfeidlere, 1960. Bombas Centrifugas y Turbocompresores.
Editorial Laber, Barcelona, Espafta.
Hicka, T., 1974. Bombas, su Selección y Aplicación. Editorial
Continental. México.
Hutte, 1975. Manual del Ingeniero de Taller.
Gili. Barcelona. Espafta.
Editorial Gustavo
Kenneth y Me Neuqhton, 1967. Bombas, Selección, Uso y
Mantenimiento. Editorial Mc Grow Hill. México.
Lionel, S. y Harck., 1967.
Editorial Uteha. México.
Manual del Ingeniero Mecánico.
Sihi Chile. Manuales Técnicos Distribución Periódica de
Fábricas. Liquid Vacum Pumps.
Voqt Chile.
Fábricas.
Manuales Técnicos, Distribución Periódica de
Viejo M., 1986. Bombas Teoria, Disefto y Aplicaciones. Editorial
Limusa. México.
''"\
\L
: ;\')1
\ .'11\.
•
••
\
1
..
I
. . .-
"
¡
.
T; ji" \.~
__
.
-
1'"
('
.
'\
," ,.
~. ,'.1 • .