presentación
Anuncio

PROYECTO BINACIONAL
ARGENTINO – JAPONÉS
EQUIPO J.I.C.A.
CONVENIO DE COOPERACIÓN PARA PYMES
Ú
METALÚRGICA DEGIORGIS S.A.
Empresa Metalúrgica Autopartista desde 1947
Principales Clientes:
{
{
{
{
{
{
{
{
{
{
SCANIA
IVECO
VOLKSWAGEN
RUBOL
FIAT
GIACOMELLI
DEMA
STURAM
DANA
MET. TANDIL
METALÚRGICA DEGIORGIS S.A.
Plantel Actual:
• Personal productivo = 47
• Personal NO productivo = 29
• Total = 76
Volumen de Producción:
Aproximadamente 60.000 piezas mensuales.
Mas de 75 modelos de piezas.
Piezas : SOPORTES DE CHASIS – CAJA – MOTOR y
DIFERENCIAL
Ubicación:
Duarte Quiros 3717 - Córdoba Capital
www.metdegiorgis.com.ar
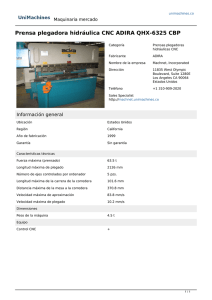
ALGUNOS PRODUCTOS
SCANIA
SCANIA
SOPORTE ELASTICO DEL.
1493210
5,740 Kgs
SOPORTE DE AMORTIGUADOR
1322339
3,030 Kgs
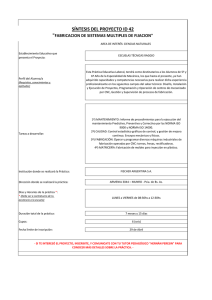
VOLKSWAGEN
SCANIA
SCANIA
IVECO
IVECO
CAÑOS LUBRICADORES
1392600/4628
0,250 Kgs
TAPA
1305977
0,500 Kgs
BALANCINES DE VÁLVULA
7146622/3 derecho e izq.
0,350 Kgs
ARBOL DE BALANCINES
7148013
2,000 Kgs
TEMAS ABORDADOS
{
{
{
{
RECURSOS HUMANOS
ISLAS FLEXIBLES
PLANIFICACION
APROVECHAMIENTO DE
EQUIPOS CONVENCIONALES
EN DESUSO
RECURSOS HUMANOS
PRIMERO :
¨SABER¨
RECURSOS HUMANOS
CAPACITACIÓN CONTINUA
EL VERDADERO CAMBIO: COMIENZA CON NUESTRA APERTURA MENTAL
RECURSOS HUMANOS
ENCONTRAR LAS POTENCIALIDADES DE
LAS PERSONAS
LA PERSONA ADECUADA
PARA EL PUESTO
RECURSOS HUMANOS
SABER para PODER HACER
EL PUESTO DE TRABAJO: El lugar que genera
CALIDAD, por una persona que lo ADMINISTRA.
CAPACITAR, ENTRENAR, CALIFICAR, un desafío
donde hay mucho por hacer y se lo comienza así:
RECURSOS HUMANOS
MATRIZ DE CALIFICACION Y POLIVALENCIA
RESPONSABILIDADES
TORNO C.N.C.
PROMECOR
Nº 19
OPERADOR
1
2
3
4
5
6
7
8
SETUP
9 10
A
B
C
D
TORNO
C.N.C.
PROMECOR
Nº 19
E
Operador
1
Wettstein
a
v
a
a
v
v
v
a
v
b
0 b
b
b
b
b
Operador
Villareal2
a
v
a
b
a
a
a
b
b
b
0 b
b
b
b
b
Operador
3
Spagnolo
v
v
v
v
v
v
v
v
v
v
1 v
a
a
a
b
Operador
Romero4
v
v
v
v
v
v
a
a
v
a
0 a
b
b
a
b
Operador
Simón 5
v
v
v
v
v
v
v
v
v
v
1 v
v
a
v
a
OPERADOR
Colaboradores
Wettstein, Ezequiel
Operador
1
Villarreal, Damian
Operador
2
Spagnolo,3
Rubén
Operador
Romero, Guillermo
Operador
4
SETUP
1 2 3 4 5 6 7 8 9 10 11 12 A B C D E F G
2
1
2
2
2
2
2
2
2
2
2
2
2
0
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
1
2
2
2
0
2
2
1
1
2
1
Simon,5Pablo 3 3 3 3 3 3 3 3 3 2
Operador
No posee conocimientos sobre la tarea u operación.
Puede trabajar en la rutina, necesita supervisión.
Puede trabajar en la rutina sin supervisión.
Posee aptitud, actitud y capacidad para enseñar.
Responsabilidad no aplicable al área.
1
0
2
1
1
0
2
1
1
0
1
1
2
0
2
2
2
0
2
1
3 3 3 3 3
RECURSOS HUMANOS
LOS DESAFIOS REQUIEREN:
PERSONAS COMPROMETIDAS CON ACTITUD Y APTITUD
PARA ENFRENTARLOS.
EL DESEO DE:
SABER – PODER – QUERER
Se requiere el INVOLUCRAMIENTO y
CONVENCIMIENTO de la mayoría,
especialmente la DIRECCION
DESAFIO DEL NUEVO LAYOUT
{
ELEVADO STOCK INTERMEDIO.
{
DISTANCIA ELEVADA A
RECORRER ENTRE PROCESOS.
{
FALTA DE ESPACIO ANTE LA
NECESIDAD DE INCLUIR UN
NUEVO PROYECTO.
DISTRIBUCIÓN DE PLANTA
ANTERIOR LAY-OUT
07/06/2005
PERF.
48
CMV 162
FR. 171
PERF.
PERF.
66
26
FR. 75
FR.
160
FR 69
FR. 73
T CNC 180
T CNC 143
T CNC 19
CORT.122
FR 157
PERF 67
T 02
PERF.
AMOL.
169
PERF.
24
152
CENT. 154
T 09
FRESA
CORT. 123
RECTIFIC.
RECTIFIC.
89
T CNC 172
T CNC 173
T CNC 142
FR.125
RECTIFIC.
90
T CNC 161
163
RECTIFIC.
ACCESO MULA
140
AMOL.
100
BROCH. 103
68 PERF.
DISTRIBUCIÓN DE PLANTA
CONT.
CONT.
T CNC 172
FRESA
T CNC 173
T CNC 19
CONT.
T CNC 180
CORT.122
FR 69
T 09
BROCHADORA 106
PERF 67
BROCH. 103
AMOL.
94
T CNC 161
CMV 162
FR. 73
T CNC 142
MINI
PERF.
24
22/11/2005
CONT.
NUEVO LAY-OUT
MINI
CONT.
T CNC 143
ZONA DE SCRAP
RECTIFIC.
163
CONT.
CENT. 154
CONT.
CONT.
CONT.
140
RECTIFIC.
RECTIFIC.
90
ZONA DEFECTO DE
MAT. PRIMA
TABLERO
PPAL.
MOVIMIENTO DE MÁQUINAS
SEPTIEMBRE 2005
MOVIMIENTO DE MÁQUINAS
SEPTIEMBRE 2005
distribución de planta
Tornos en paralelo
Tornos en “L”
COMPARACIÓN LAY-OUT
JULIO ´05
NOVIEMBRE ´05
COMPARACIÓN LAY-OUT
JULIO ´05
NOVIEMBRE ´05
COMPARACIÓN LAY-OUT
JULIO ´05
NOVIEMBRE ´05
ALGUNOS DATOS
SE MOVIERON 16 MAQUINAS
PRINCIPALES ( Promedio 4000 kg) con
grúa contratada.
{
SE MOVIERON 18 MAQS. PEQUEÑAS
(PR. 1000 kg) internamente.
{
{
6 horas de ejecución CON GRÚA.
RESULTADOS DEL LAYOUT
{
{
{
{
{
{
{
REDUCCION DE STOCK INTERMEDIO.
PROCESOS CONTINUOS Y DISTANCIA
REDUCIDA ENTRE ESTOS.
MEJOR UTILIZACION DE LOS ESPACIOS (PARA
OPERADORES Y PIEZAS).
FORMACION DE ISLAS FLEXIBLES.
INSERCION DEL NUEVO PROYECTO.
MEJORA Y FACILITA LA PLANIFICACION.
PERDIDA DEL TEMOR AL MOV. DE MAQUINAS.
UNA NUEVA ESTRUCTURA
Todo esta en condiciones como
para establecer una mejor :
Planificación y Control
DISTRIBUCIÓN DE PLANTA
REDUCCIÓN STOCK INTERMEDIO (Isla de Producción)
OP. 10
OP. 20
MP
MP
MP
MP
PT
OP. 30
EL PROYECTO QUE SE INCLUYO
EN EL NUEVO LAYOUT
{
{
{
{
No había capacidad productiva para
realizarlo con las máquinas
habituales
Se plantea la utilización de
máquinas convencionales en desuso.
Esto requería de mayor trabajo y
dedicación respecto a utilizar un
Centro de Mecanizado.
Se analiza esta situación:
NUEVO PROYECTO
PROYECTO MÁQUINAS CONVENCIONALES
PROCESO ACTUAL - LAY- OUT
CONT.
BENEFICIOS:
•MENOR INVERSION
Y RIESGO
•TIEMPOS PROCESO
CONT.
CONT.
SIMILAR ENTRE CNC Y
CONVENCIONALES.
•DESARROLLO DE
POLIVALENCIA
• SIN STOCK INTERMEDIO
• ES UNA ISLA FLEXIBLE: SE LA MODIFICÓ Y EJECUTA AHORA OTRAS PZAS.
• DISPOSITIVOS DE AJUSTE RÁPIDO Y NEUMÁTCICOS.
• POKA YOKE.
COMPARACION
Con equipo a CNC:
{ Inversión de 2
máquinas usadas
($120.000) o nuevas ($
210.000)
{ Costo horario del CNC
alto para cotizar.
{ Aumento de la
capacidad productiva
con alto nivel de
riesgo.
{ El precio superaba el
target.
Con equipo Convencional:
{ Inversión de $ 35.000
{ Las máquinas son
mejoradas en su
prestación.
{ Costo horario bajo
para cotizar.
{ Aumento de la
capacidad productiva
con bajo nivel de
riesgo.
{ Se mejora la capacidad
y la confianza técnica
interna.
{
El precio MAS
COMPETITIVO al target y
se gana la cotización.
RECUPERACIÓN
EQUIPAMIENTO
JULIO ´05
NOVIEMBRE ´05
RECUPERACIÓN
EQUIPAMIENTO
JULIO ´05
NOVIEMBRE ´05
RECUPERACIÓN
EQUIPAMIENTO
JULIO ´05
NOVIEMBRE ´05
RECUPERACIÓN
EQUIPAMIENTO
JULIO ´05
NOVIEMBRE ´05
RECUPERACIÓN
EQUIPAMIENTO
JULIO ´05
NOVIEMBRE ´05
RECUPERACIÓN
EQUIPAMIENTO
JULIO ´05
NOVIEMBRE ´05
DISPOSITIVOS NEUMÁTICOS
CONSTRUCCIÓN INTERNA
VIDEO
PARA RECORDAR:
Las necesidades y actualización
de Máquinas siempre existirá,
pero nada servirá sin:
El compromiso de las personas
trabajando en equipo. El más
fuerte de los Recursos de una
Empresa.
AGRADECIMIENTOS
{
Enorme agradecimiento al equipo JICA del Japón,
especialmente al experto RINJI WAKAMATSU y al
excelente traductor, MASARU KANASHIRO.
{
Al INTI y todos sus colaboradores.
{
A las 4 Empresas restantes del proyecto con las que
tuvimos y tenemos la posibilidad de seguir compartiendo
experiencias.
{
Y muy especialmente a nuestro equipo Humano interno de
la Empresa que hizo posible esta etapa, junto a la
Dirección que nos dio su apoyo.
{
Ing. Agustín Druetta
{
Esperamos que sean útiles estas experiencias.
MUCHAS GRACIAS A TODOS LOS OYENTES
PRESENTACIÓN EN FLASH : [email protected]
PRESENTACIÓN VIDEO: [email protected]
EQUIPO DE TRABAJO
metalúrgica degiorgis s.a.
DESDE 1947
ÁREAS INVOLUCRADAS: Producción – Mantenimiento – Nuevos desarrollos
y dispositivos - Pañol – Ingeniería – Calidad – RRHH – Planificación- Dirección