MONTAJE DE POLIETILENO ET/217
Anuncio

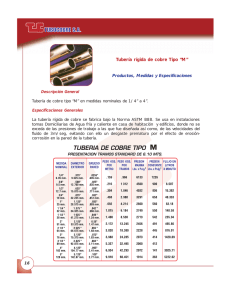
ET/ 217 ESPECIFICACIONES TECNICAS Pág. 1/10 Ed. 3 MONTAJE DE POLIETILENO ET/217 INDICE 1.- OBJETO Esta DOCUMENTACION no puede ser ENTREGADA a personal AJENO a la EMPRESA 2.- ALCANCE 3.- DESARROLLO METODOLOGICO Recuerde que esta Documentación en FORMATO PAPEL puede quedar obsoleta. Para consultar versiones actualizadas acuda al Web RESPONSABLE REDACCION FECHA REDACTOR 24/07/2000 VERIFICACION ADJUNTO DIRECTOR DISTRIBUCION 24/07/2000 APROBACION DEPARTAMENTO DE CALIDAD 24/07/2000 ET/ 217 ESPECIFICACIONES TECNICAS Pág. 2/10 Ed. 3 MONTAJE DE POLIETILENO ET/217 1.- OBJETO Esta especificación tiene por objeto definir los detalles que se deberán tener en cuenta al instalar conducciones de POLIETILENO para Gas Natural en media presión B, media presión A y Baja presión. 2.- ALCANCE Los destinatarios finales de este proceso son: - Cliente Interno: Departamento de Obra Nueva - Cliente Externo: Empresas de Contrata OCAS 3.- DESARROLLO METODOLOGICO 3.1. TUBERIA La tubería a utilizar en las instalaciones objeto de esta especificación será de Polietileno (P.E.) de media densidad /p = 5, S.D.R. = 11 y S.D.R. = 17,6, y estar fabricada de acuerdo con la norma UNE 53.333/90. ET/ 217 ESPECIFICACIONES TECNICAS Pág. 3/10 Ed. 3 MONTAJE DE POLIETILENO ET/217 3.2. PERSONAL El personal que instale tubería de polietileno debe haber recibido la formación necesaria para conocer los métodos de trabajo adecuados, siendo necesario que los operarios estén homologados por SEDIGAS. Las pruebas de homologación del operario irán encaminadas a conocer si éste está al corriente de las precauciones generales a tomar al instalar este material, así como si tiene el conocimiento práctico de la sistemática de instalación. 3.3. ALMACENAMIENTO Y MANEJO En el almacenaje el material debe protegerse de la luz directa del sol, estando en lugar cubierto y evitando temperaturas superiores a los 40º C. El lugar destinado a almacén de tubería tendrá la garantía de que ésta no pueda entrar en contacto con productos químicos agresivos como hidrocarburos liquidos, alcoholes, ácidos y gases fuertes, etc. El distribuidor almacenará el material sobre una superficie plana libre de abrasivos y aristas cortantes como grava, guijarros, etc. así como en lugar que no pueda sufrir desperfectos por agresiones mecánicas (caídas de materiales duros, etc.) En el caso de que la tubería sea almacenada en tubos rectos, el distribuidor procurará que estén apoyados en toda su longitud y se apilarán con una altura máxima de 1 m. al objeto de evitar deformaciones. En el manejo se debe actuar con suficiente precaución, a fin de evitar cortes o desperfectos en el material evitando, por ejemplo, arrastrar el tubo sobre superficies duras con piedras puntiagudas. ET/ 217 ESPECIFICACIONES TECNICAS Pág. 4/10 Ed. 3 MONTAJE DE POLIETILENO ET/217 3.4. TRANSPORTE Y ACOPIO EN OBRA En el transporte de las tuberías y en las operaciones de carga y descarga desde el almacén hasta la obra deberán tomarse todas las precauciones necesarias para que el material no sufra ningún tipo de deterioro, especialmente en los extremos de la tubería. Gas de Asturias sólo permitirá el acopio a pie de obra de la tubería que se vaya a instalar en zanja en el día, salvo autorización expresa de la Dirección de Obra. La Empresa de Contrata protegerá los extremos de la tubería acopiada en obra con objeto de evitar que entre en ella cualquier tipo de suciedad o cuerpo extraño que pudiera dañar el material. La Empresa de Contrata efectuará el acopio de la tubería en obra en superficies sin pendientes y exentas de piedras o cuerpos punzantes, situándola sobre elementos de apoyo y protección necesarios. ET/ 217 ESPECIFICACIONES TECNICAS Pág. 5/10 Ed. 3 MONTAJE DE POLIETILENO ET/217 3.5. CRITERIOS BASICOS Antes de comenzar la soldadura y posterior tendido de la tubería en la zanja se deberán tener en cuenta los siguientes puntos: a) En el caso de observar cualquier entalla producida por una mala manipulación, que supere en profundidad el 10% del espesor, la Empresa de Contrata deberá eliminar el tramo dañado. b) Debido a que la dilatación del P.E. es muy elevada se tomará la precaución de efectuar su emplazamiento en forma de sinusoide y además se procurará enterrar el tubo a primera hora de la mañana o bien a última hora de la tarde. Para el cálculo de tolerancias en longitud a observar antes de cortar el tubo se tendrá en cuenta: d = L. D. K. Siendo: d = Incremento o disminución de la longitud en milimetros. L = Longitud de la tubería en metros. D = Diferencia de temperaturas (T final - T inicial en º C) T = Inicial en º C. K = Coeficiente de Dilatación P.E. = 0,2 (mm/mº C) ET/ 217 ESPECIFICACIONES TECNICAS Pág. 6/10 Ed. 3 MONTAJE DE POLIETILENO ET/217 c) Al emplazar la tubería en la zona a canalizar se podrán efectuar curvas en la tubería de P.E. siempre teniendo en cuenta la temperatura ambiente y el diámetro de la tubería. TEMPERATURA AMBIENTE RADIO DE CURVATURA + 20 20 x d + 10 35 x d 0 50 x d d = diámetro de la tubería. d) Cuando la Empresa de Contrata emplee bobinas o rollos, el tubo estará ovalado y además curvado. Para efectuar una soldadura en estas condiciones, el operario alineará y redondeará el tubo en la zona de soldadura. e) Dado que las condiciones atmosféricas pueden afectar a la buena ejecución y resultados de la soldadura, se tomarán precauciones especiales en los casos de temperaturas ambientes inferiores a 5 ºC, fuerte viento o lluvia, resguardando totalmente la zona de soldadura en el momento de su ejecución y hasta su completo enfriamiento, utilizando, si fuese necesario, algún procedimiento que eleve la temperatura por encima de 5º C. ET/ 217 ESPECIFICACIONES TECNICAS Pág. 7/10 Ed. 3 MONTAJE DE POLIETILENO ET/217 3.6. SOLDADURA La soldadura de tuberías entre sí o con los accesorios que sea necesario intercalar en las mismas el operario la realizará con un proceso térmico que se detalla en la especificación correspondiente. Estas soldaduras serán de acuerdo con los criterios siguientes: TUBERIA SOLDADURA ≥ 160 mm. Tope y electrofusión (*) 110 m. Tope y electrofusión (**) 90 mm. Tope y electrofusión (**) 63 mm. Electrofusión 40 mm. Electrofusión 32 mm. Electrofusión (*) Sólo se realizará la soldadura de electrofusión en última conexión, pasos especiales, etc o a criterio de la Dirección de obra. (**) Sólo se realizará la soldadura a tope, en tubería en barra y destinada a cruces especiales. ET/ 217 ESPECIFICACIONES TECNICAS Pág. 8/10 Ed. 3 MONTAJE DE POLIETILENO ET/217 No procederá a realizar las últimas soldaduras o uniones con elementos fijos hasta que el tubo haya adquirido la temperatura del terreno, para lo cual se tendrá como mínimo un 80% de su longitud tapado ya con tierra por espacio de más de una hora, y en lo posible las realizará a primera hora de la mañana o última de la tarde, a fin de que el tubo esté a la temperatura más baja posible. En las esperas para estas soldaduras el tubo estará convenientemente taponado en sus extremos para evitar la entrada de cuerpos extraños. Asimismo pondrá especial cuidado en taponar los extremos de los tubos en el proceso de soldadura con objeto de evitar corrientes innecesarias de aire que puedan producir alteraciones en el mismo. A criterio de la Dirección de Obra, el operario podrá realizar un porcentaje de cortes de soldaduras con objeto de efectuar ensayos destructivos de las mismas y obtener un muestreo de los resultados. 3.7. DESCENSO DE LOS TUBOS A LA ZANJA La Empresa de Contrata realizará el descenso de los tubos o de los conjuntos de tubos previamente unidos por soldadura después de haber comprobado que: • No existe ningún cuerpo extraño ni suciedad en el interior. • Los extremos del tramo a poner en zanja están suficientemente tapados y protegidos. • La tubería se encuentra en perfectas condiciones y no tiene ningún tipo de corte, entalla o golpe. ET/ 217 ESPECIFICACIONES TECNICAS Pág. 9/10 Ed. 3 MONTAJE DE POLIETILENO ET/217 • Todas las uniones o soldaduras de accesorios intercalados en la conducción tienen anotada con una marca indeleble la fecha en la que se ha realizado, y la identificación del operario que la realizó. • El fondo de la zanja está en perfectas condiciones tal y como se definió en la ET/203 “Pliego general de condiciones de obra”, y no existirá ningún cuerpo extraño que pueda dañar la tubería. La Empresa de Contrata realizará el descenso o puesta en zanja : a) Tubería suministrada en barras La Empresa de Contrata podrá realizar el descenso por medios mecánicos o a mano, cuidando siempre que los útiles empleados no dañen la tubería y no se someta ésta a esfuerzos de flexión excesivos. Gas de Asturias excluye expresamente la utilización de cables o eslingas metálicas para suspender la tubería en el proceso de puesta en zanja. b) Tubería suministrada en rollos La Empresa de Contrata realizará el tendido fijando el rollo en un extremo de la zanja desenrrollando la tubería situándola directamente en el fondo de la zanja o bien con el rollo móvil depositar la tubería en el fondo de la zanja a medida que se desenrrolla. La Empresa de Contrata pondrá especial cuidado en evitar cualquier rozamiento en el proceso de puesta en zanja con las paredes de la misma, utilizando, si fuese necesario, guías que eviten estos contactos. Siempre que sea posible, la Empresa de Contrata procurará que el marcado de la tubería quede en la parte superior de la misma. ET/ 217 ESPECIFICACIONES TECNICAS Pág. 10/10 Ed. 3 MONTAJE DE POLIETILENO ET/217 Antes de comenzar la operación de pretapado, Inspección asistido por la Empresa de Contrata tomará los datos necesarios de la canalización (profundidad de recubrimiento, situación de la tubería con referencia, a puntos fijos, situación de accesorios, etc.) con objeto de plasmarlos en los planos definitivos de la misma. Asimismo comprobará que no ha quedado ningún cuerpo extraño que pudiera dañar la tubería en el futuro. 3.8. INSTALACION DE ELEMENTOS AUXILIARES A lo largo de la canalización y en puntos específicos de la misma pueden ir instalados elementos especiales, válvulas de seccionamiento y derivación.