T esis - Acceso al sistema
Anuncio

INSTITUTOTECNOLÓGICO DELACONSTRUCCIÓN
CÁMARAMEXICANADELAINDUSTRIADELACONSTRUCCON
Licenciatura en Ingeniería de Construcción con reconocimiento de
validez oficial por la Secretaría de Educación Pública, conforme al
acuerdo No 952359 de fecha 15d e noviembre de 1995
"APLICACIÓN DE TERMOPLÁSTICOS
LAMINADOS PARA LA PROTECCIÓN DEL
CONCRETO EN LA CONDUCCIÓN DE FLUIDOS
CORROSIVOS UTILIZADOS EN LA INDUSTRIA"
T e s i s
Que para obtener elTítulo de Licenciatura de Ingeniería
de Construcción presenta:Osear González Magos.
MEXICO D F
FEBRERO-2007
AGRADECIMIENTOS
Quieroexpresarle mihumildeagradecimiento aMaria Luisa,mimadre,quienme
enseñó el amor incondicional y el respeto; a Gilberto, mi padre,que me enseñó
disciplina para lograr mis objetivos; a mis hermanas Gaby, Lydia, Adriana,
Claudia y a mi hermano Gilberto, por el cariño y apoyo que me han brindado;a
Marisol, en especial, por todas las lecciones aprendidas, que me han hecho
madurarycrecer,conelímpetudeseguirsiempre haciaadelante.
Deseo expresar mi más profundo afecto y aprecio a Alfonso D'Abbwrtt, por su
dedicaciónyapoyo incondicional paraguiar eldesarrollodeesteproyecto.
AtiDios,tedoygracias porpermitirmedisfrutardelavida.
DEDICATORIA
Deseo dedicar la presente tesis a la memoria de Gilberto, mi padre, como
muestra de la meta alcanzada, de un proyecto de vida que en su momento
planeamosjuntos.
Ati Gerick contodo miamor, poresa gran motivacióny cariño incondicional que
mehasbrindado.
RESUMEN DELAINVESTIGACIÓN (ABTRACT)
Debido a la importancia quetiene el empleo del concreto en la industria y enespecial,
en la aplicación para la conducción y manejo de fluidos corrosivos; nos lleva a buscar
alternativas óptimas que nos sirvan para brindarle una protección para evitar la
corrosión y preservar la integridad de las estructuras. Una alternativa favorable, es el
empleo de los termoplásticos laminados; ya que estos poseen excelentes propiedades
quenosofrecengrandes beneficios.
Resulta interesante la aplicación del diseño para la protección del concreto a base de
laminados termoplásticos ("Anchor Lok)"; ya que es un sistema que proporciona
diversas ventajas, como son:un sistema integral,que por su diseño genera una unión
mecánica con el concreto, es de fácil instalación, obteniendo un costo beneficio
favorable, se le puede instalar un sistema de control para la detección defugas, es de
fácil reparación en caso de requerirse, es compatible con otros sistemas de protección
para el concreto, y por las propiedades que presentan los diferentes materiales
termoplásticos de estos laminados, se les puede emplear en un sin número de
aplicaciones.
ÍNDICE:
INTRODUCCIÓN
1
PROBLEMÁTICA
3
OBJETIVOS
4
JUSTIFICACIÓN
5
MARCOTEÓRICO
6
Propuesta deDesarrollo
9
Capítulo I GENERALIDADES
1.1 La Proteccióndelconcreto.
1.2 LaSusceptibilidad delconcreto hacia elataque.
1.3 Materialesqueatacanalconcreto.
10
10
12
1.3.1 FactoresAmbientales.
1.3.2 Materialesquenoatacanalconcreto.
1.3.3 Requerimientos delaprotección.
12
13
14
Capitulo II PROTECCIÓN CONTERMOPLÁSTICOS LAMINADOS
2.1 Resistencia química delostermoplásticos.
16
2.1.1 Polietileno (PE).
17
2.1.2 Polipropileno (PP).
18
2.1.3 Clorurode Polivinilo (PVC).
18
2.1.4 Fluorurode Polivinilideno (PVDF).
19
2.2 Sistemas de Proteccióndelconcreto.
21
2.3 Beneficios.
24
2.4Aplicaciones.
25
2.5 Dimensiones de loslaminadostermoplásticos.
26
Capitulo III PROCESO CONSTRUCTIVO DEL REVESTIMIENTO
LAMINADOTERMOPLÁSTICO.
3.1 DOCUMENTOS YNORMAS DEREFERENCIA.
28
3.2 HERRAMIENTA NECESARIAS PARA LAINSTALACIÓN DEL
REVESTIMIENTO.
29
3.2.1 Herramientayequipo recomendado.
29
3.2.2 Herramientas parasoldar.
30
3.2.3Accesorios deequipoyprovisiones.
31
3.3 REQUERIMIENTOS DELREVESTIMIENTO TERMOPLÁSTICO.
32
3.4ALMACENAMIENTO YMANEJO DEL MATERIAL.
32
3.5CONSTRUCCIÓN DELABASEDESUSTENTO PARALOSPISOS
QUEVANASER RECUBIERTOS.
33
3.6 ELABORACIÓN DELCONCRETO.
33
3.7 LACIMBRA DELCONCRETO.
34
3.8 LAINSTALACIÓN DELAPAREDPARA UNACONSTRUCCIÓN NUEVA. 34
3.8.1 Enlasbocasdesalida.
36
3.8.1.1Cuandoserequieracolocartubosdediferentestamañosalmismo
tiempo quelahoja escolocada enlacimbra.
37
3.8.1.2Cuando serequiera colocartubosdediferente materialalmismo
tiempoquelahojaescolocada enlacimbra.
38
3.8.2 Cuando lasparedes puedensercubiertasalmismotiempo enqueson
Coladas
3.8.3 Cuando secoloca lacubierta despuésdequesecolaronlasparedes
39
40
3.8.4 Colocacióndelconcreto.
40
3.8.5 Curado delconcreto.
40
3.8.6 Remocióndelacimbra.
41
3.9 INSTALACIÓN DEPAREDES ENOBRAS EXISTENTES.
41
3.9.1 Para instalare!revestimiento enestructuras existentes.
41
3.10 INSTALACIÓN DEL PISO.
42
3.10.1Procedimiento para instalar elpiso.
3.10.1.1Instalacióndelatiraquemarcaelnivelenlapared.
3.10.1.2Instalación delatiradel piso.
42
43
43
3.10.1.3Instalacióndel piso.
45
3.11 INSTALACIÓN DELSISTEMA DEDETECCIÓN DEFUGAS.
46
3.12 INSTALACIÓN DELPISOCON REVESTIMIENTOS LAMINADOS
DEDOBLECONTENCIÓN.
47
3.13 INSTALACIÓN DELREVESTIMIENTO LAMINADO
TERMOPLASTICO PREFABRICADO PARA TRINCHERAS
YSUMIDEROS.
48
3.13.1Trincheras.
48
3.13.2Instalación delastrincheras.
49
3.14 REQUERIMIENTOS DESOLDADURA.
50
3.14.1Pistolas parasoldar.
50
3.14.2Requerimientos eléctricos.
50
3.14.3Suministro deaire.
51
3.14.4Condiciones delambiente.
53
3.15 PREPARACIÓN DELASUPERFICIE PARA SOLDAR.
53
3.15.1Preparación delasuniones delasparedes.
54
3.15.2Preparacióndelcierredelasoldadura (selladodedisco)delapared.
54
3.15.3Preparacióndelasunionesdelpiso.
54
3.15.4Preparaciónde lasesquinas piso/pared.
55
3.15.5Preparación delosconectores delasesquinas.
55
3.15.6Preparación desalidas.
55
3.16 MÉTODOS DEUNIÓN.
55
3.16.1Soldadura enparedes.
57
3.16.2Soldadura enpisos.
58
3.16.3Soldadura deesquinas piso/pared.
59
3.16.4Soldadura delosdiscos parasellar.
60
3.16.5Soldadura delostubosdeentradaysalida.
60
3.16.6Unióndetubería disimilar ala pared.
60
3.17 PRUEBA FINALDELREVESTIMIENTO.
61
3.17.1Prueba Dieléctrica (ópruebadechispa).
61
3.17.2Prueba delacaja deaire.
61
3.17.3Pruebadeespacios ohuecosenelrevestimiento.
62
3.18 REPARACIÓN DEUNIONESSOLDADAS.
3.18.1 Reparacióndeunionesconcordonesdesoldadura.
62
63
3.18.2Reparacióndeloscordonesenlosdiscos deselloyde boquillas
delostubospequeños.
63
3.18.3 Fugaentubolargo.
63
3.18.4Reparación delasoldadura deextrusión.
64
3.18.4.1Defectosenuniónplana (unsoloplano).
64
3.18.4.2Defectos enesquinas (dos planos).
3.18.4.3 Fugasenocerca deesquinas (tresplanos).
64
64
3.18.4.3.1 Defectosenplanohorizontal.
64
3.18.4.3.2 Defectoenplanovertical.
64
3.18.5Reparacióndeagujeros declavos.
64
3.19 REPARACIÓN DEHUECOS PORDEBAJOODETRÁS
DELREVESTIMIENTO.
Capitulo IV
65
DETERMINACIÓN DE COSTOS PARA LA APLICACIÓN DE
REVESTIMIENTOS TERMOPLÁSTICOS.
Análisis deprecios unitarios para laaplicación delrevestimiento.
CONCLUSIONES YRECOMENDACIONES
67
72
ANEXOS
ANEXO"A" DibujosdeReferencia
ANEXO"B" Fotografías
ANEXO"C" TabladeResistencia Química
BIBLIOGRAFÍA
75
105
116
128
•C 1 1 l"
"APLICACIÓNDETEgUDPkÁSmpSLAMIMDCfSTíARfilAíí65r£OóA/Jfc. CONCRETO
ENLA COA/DUcJHp/VM>E/LJifDcfecolROSAfcs Jr/L/ZPWOSWMfvmySTRM"
INTRODUCCIÓN
Derivado de la importancia quetiene el empleo del concreto en el sector industrial,en
estructuras de captación, conducción, manejo y almacenamiento de fluidos corrosivos
y/o abrasivos y bajo otras condiciones de operación, donde el concreto expuesto a
estos agentes presenta undeterioro y desgaste, denominado corrosión en elconcreto;
requiere de una protección para preservar su integridad.Este proceso de corrosión del
concreto,sepuedeevitar por mediodeunaprotección,lacual puedeserconelempleo
de revestimientos termoplásticos como una alternativa viable, debido a las excelentes
propiedades quepresentan lostermoplásticos.
Paraestesistema de protección,sedeberá considerar desde laetapadediseño delas
estructuras de concreto expuestas a agentes corrosivos, tomando en cuenta la
resistencia química, térmica y mecánica; el tipo y tamaño del sustrato y la vida útil
esperada.
Tomando en consideración las propiedades químicas y térmica de los diferentes tipos
de materiales termoplásticos como son: el polipropileno (PP), fluoruro de polivinilideno
(PVDF), polietileno (PE), cloruro de polivinilo (PVC) y cloruro de polivinilo clorado
(CPVC);yde acuerdo a latemperatura deoperación ya lascondiciones químicas del
fluido a lasque será sometido el material del revestimiento, es como sedeterminará el
termoplástico más adecuado, cumpliendo satisfactoriamente en estas condiciones. En
tanto a la resistencia mecánica,se contemplan losfactores de diseño necesarios para
mantener una estructura apropiada, capaz de soportar las cargas del revestimiento y
delfluidocontenido.
Cabe mencionar que los termoplásticos ofrecen una gran resistencia a la abrasión,
dando como resultado el poder extender su campo de aplicación en el sector de la
industria minera.
CMIC
ITC
1
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
Los revestimientos termoplásticos a base de laminados ofrecen una alternativa de
seguridad integral en el sistema de instalación, ya que permite asegurar y monitorear
periódicamente suhermeticidad.
En la actualidad en nuestro país, todavía se conoce muy poco acerca de los
revestimientos a base de laminados termoplásticos y de sus grandes ventajas; es por
esto, que en la presente tesis se muestra un panorama general de sus beneficios,
propiedades y del campo de aplicación. Se muestra el sistema de selección del
material adecuado para ciertas condiciones de operación en la industria; los procesos
constructivos para la aplicación en diferentes medios de conducción y/o
almacenamiento de fluidos corrosivos, asegurando que la instalación del revestimiento
laminado plástico sea monolítico y completamente hermético, donde el sistema
además ofrece la opción de mantener un monitoreo periódico para asegurar la
hermeticidad e integridad durante suvida enoperación. Para concluir, se presenta una
pequeña semblanza de los aspectos más relevantes a considerar para el análisis e
integraciónde loscostos paralaaplicacióndeestesistema derevestimiento abase de
laminadostermoplásticos.
CMIC
ITC
2
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
PROBLEMÁTICA
Enelsector industrial eluso delconcretotiene unagran participación debido asugran
versatilidad, a su costo y por sus propiedades características que presenta. Por tal
razón, se le considera de gran importancia, sin embargo, al estar expuesto en ciertas
condiciones de operación, tales como el estar en contacto con ambientes corrosivos,
es fundamental e importante brindarle una protección adecuada para evitar que se
corroa.
Actualmente en nuestro país se conoce muy poco acerca de la aplicación de los
termoplásticos como una alternativa aceptable por sus grandes ventajas, la cual se
puede considerar como una aplicación de este tipo con revestimientos laminados
termoplásticos, con elfin de proteger al concreto expuesto en la conducción y manejo
defluidoscorrosivos industriales.
CMIC
ITC
3
"APLICACIÓN DE TERMOPLÁSTICOS LAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
OBJETIVOS
Genéricos:
La presente tesis sirve como una guía para la aplicación de los revestimientos
laminados termoplásticos para la protección del concreto de la corrosión en la
conducciónymanejo defluidos altamente corrosivos enlaindustria.
Específicos:
Ofrecer un procedimiento para la selección del material que se debe instalar para la
protección del concreto dependiendo de las propiedades físicas y químicas del fluido
quesevaamanejar.
Por otra parte, un proceso constructivo detallado de la instalación de los laminados
termoplásticos para la protección del concreto en los casos mas comunes que se
presentan en la industria para su aplicación optima y además en caso de requerirse,
dependiendo de la importancia del proyecto, un sistema de monitoreo periódico que
permita detectar oportunamente alguna fisura en el revestimiento que afecte la
hermeticidaddelmismo.
Por ultimo tener un contexto genérico de los conceptos necesarios
determinación
para la
de costos que se deben considerar en la aplicación de los
revestimientos laminados termoplásticos para la protección del concreto
de la
corrosión enlaconducción defluidos corrosivos industriales.
ITC
CMIC
4
«n JL x t
"APLICACIÓNDE TERMOPflteTI90SOW/A*>D0SIP^|A1A
pfibT&CIÓI$DEL cEkcRETO
EN LA CONDUCCIÓN^FLVIDliSbomGS&O&GriLIZADOSrEÑ LAlM)U5TRlA'•
JUSTIFICACIÓN
Debido a que poco a poco se ha ido conociendo más acerca de las propiedades de los
termoplásticos y las grandes ventajas que estos ofrecen; surge la aplicación de estos
en diversos campos del sector industrial. Por esta razón la presente tesis se enfoca
principalmente a la aplicación de revestimientos laminados termoplásticos para la
protección del concreto como una solución aceptable por los grandes beneficios que
ofrece en la conducción de fluidos altamente corrosivos en el sector industrial. Para
esto, es importante determinar todas las condiciones adversas que sean susceptibles
de presentar un ataque y favorezca la degradación del concreto al estar expuesto a
agentes corrosivos y así poder seleccionar el material de recubrimiento apropiado y
que cumpla con las normas estándares de calidad tanto nacional como
internacionalmente.
En el sector industrial se extiende su aplicación en la construcción de tanques de
almacenamiento de concreto, drenajes químicos, áreas de proceso, duelos de
conducción y en todos los elementos constructivos de concreto que estén en contacto
directo con algún fluido o agente corrosivo.
CMIC
ITC
5
"APLICACIÓN DE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLAINDUSTRIA"
MARCOTEÓRICO
Enlaactualidad elusodelconcreto enestructuras ydiferentes elementos constructivos
resulta de gran importancia, ya que es un material de bajo costo en función de las
ventajasydelagranversatilidadqueofrece.
Propiamente el concreto por sus características, únicas debe ser un material de
construcción resistente y homogéneo. Este material se obtiene a partir de una mezcla
de cemento, arena, grava y agua;sin embargo, durante su elaboración en campo,con
losmismos materialesyelmismo personal puedevariar ensuscaracterísticas físicasy
químicas. Estas variaciones pueden deberse a las que existen en el cemento, arena,
grava,aguayalmezclado adecuado onouniforme,algradodevibración empleado ya
lascondiciones ambientales durantesuelaboración.
Debido a estas condiciones y a sus variantes que se presentan es posible que se
pudiera obtener unmaterialdeconstrucción no homogéneo y portalmotivodebetratar
deprotegerse conunrecubrimiento adecuado encasodeestarexpuestoa condiciones
de ataque corrosivo. La mayor parte del concreto que se utiliza en la industria se
expone enmenoromayorgradoalambientecorrosivo.
A pesar de existir numerosos agentes químicos, no todos atacan al concreto; así que,
un ambiente corrosivo para el concreto es aquel donde el concreto es susceptible de
seratacado poragentesquímicos queseencuentren presentes.
Sielconcreto se encuentra eneste medio sin protección alguna,suservicio se limita y
el medio para aislarlo es protegiéndolo con el uso de una barrera anticorrosiva que
garanticequeelconcreto novaaseratacado. Esimportante destacar,queenservicios
deinmersiónesmássusceptible.
Las barreras de protección anticorrosiva que existen en la actualidad, de uso más
común son: a base de resinas, hules, losetas antiácidas, revestimientos laminados,
CMIC
ITC
6
"APLICACIÓNDE TERMOPLÁSTICOS LAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLAINDUSTRIA"
entre otros. Todas ellas ofrecen grandes ventajas en cuanto a protección se refieren;
sinembargo,enelmediode la industria dela corrosión seconoce muypocoacercade
lagranvariedad deventajas exclusivasquepresenta.
Las principales razones para proteger al concreto en condiciones de ataque químico
son:
a) Obtener una superficie que sea resistente al ambiente corrosivo de las plantas
químicas eindustriales.
b) Proporcionar unrecubrimiento alostanques dealmacenamiento y contenedores
expuestos a la inmersión, salpicaduras, rocíos, conducción y derrames de
soluciones corrosivas.
c) A pesardeser unpuntode menor importancia que lasanteriores nose descarta
que con este sistema se obtiene una superficie perfecta como puede ser para
una aplicación que además de ofrecer resistencia química se considere el
aspectoarquitectónico.
d) Alargar lavida útildelasestructuras deconcreto expuestasalataquequímico.
La integración de la presente tesis, obedece a estos aspectos tan importantes, como
son: el contar con la información adecuada para hacer una correcta selección del tipo
de revestimiento a emplear, de acuerdo a las condiciones de operación y manejo del
fluido químico; conocer las propiedades de los materiales termoplásticos y sus
beneficios; tener un sistema constructivo de fácil aplicación para que no se
incrementen los costos; contar con un mecanismo que garantice la integridad del
sistema, para que funcione monolíticamente en conjunto con el concreto, que sea
completamente hermético y que además, se pueda constantemente monitorear dicha
CMIC
ITC
7
"APLICACIÓNDE TERMOPLÁSTICOS LAMINADOS PARALA PROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
integridad. Bajo estos puntos, podemos citar que este sistema de protección para el
concreto, existe desde los años setentas en Europa, llegando a América desde hace
treinta años. En nuestro país tuvo presencia hace veinte años. Sin embargo, a pesar
del tiempo que ha estado en nuestro mercado interno, muy poco se le conoce. Es
importante contar con la información adecuada y poder compartirla, para poder
extender las aplicaciones favorable ante la problemática que se presenta cuando el
concreto estaexpuesto alataquedeagentesquímicos.
Este sistema de revestimiento para la protección del concreto, originalmente fue
patentado por Steuler deAlemania, denominándolo como"Bekaplast". Enla actualidad
se comercializa en América por la Compañía Atlas Minerals, Inc. Bajo el nombre de
"anchor lok".
CMIC
ITC
8
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LA PROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
PROPUESTA DE DESARROLLO
I)
Generalidades: La importancia del concreto en la industria y las razones de
por que se debe proteger el concreto al estar expuesto a condiciones de
ataquequímico.
II)
Laminados termoplásticos: Propiedades de los materiales y sus ventajas en
lasaplicaciones industriales.
III)
Procedimiento constructivo: Para la instalación de los laminados
termoplásticos en diversos elementos que sirven para la conducción y
almacenamiento defluidoscorrosivos enlaindustria.
IV)
Determinación de costos para el sistema de recubrimientos laminados
termoplásticos.
ITC
CMIC
9
<H I I C1
"APLICACIÓNDETERMOPm&TIGOSLAMINADOSPAfVUA PBQTECaÓNim. CONCRETO
ENLA CONDUCCIÓNW^LlÁlDq^fOfÍ^Sl\os\jy.lZ/f)OS
¡pV LA^N^USj^M"
Capitulo I GENERALIDADES
1.1 La Protección del concreto.
En la industria para la protección del concreto se emplean diferentes sistemas, como
son: los revestimientos monolíticos, mampostería químicamente resistente, o bien
revestimientos de plástico laminado. Para su construcción o instalación, se debe
considerar desde su etapa de diseño. Los requerimientos con respecto a las
resistencias química, térmica y mecánica, el tipo y tamaño de sustrato y la vida útil
esperada. En cuanto a las resistencias química y térmica, se determina la selección de
cubierta de acuerdo al tipo de material y espesor del mismo; todos ellos capaces de
soportar los agentes corrosivos y las temperaturas a las que serán sometidos. Mientras
que la resistencia mecánica comprende los factores de diseño necesarios para tener
una estructura apropiada, capaz de soportar las cargas del revestimiento y del fluido
contenido, así como las características requeridas para proporcionar la estabilidad del
elemento recubierto.
Desafortunadamente estas construcciones son partes pequeñas de los proyectos y las
firmas o empresas de ingeniería no les dan la importancia correspondiente para contar
con ingenieros expertos en este método de protección contra la corrosión. Si el
ingeniero de diseño no esta familiarizado con los materiales, puede seleccionar
equivocadamente el recubrimiento correcto para resistir el ambiente y la temperatura
del mismo. De tal manera que, el mortero puede ser atacado y la cubierta ser
traspasada por los agentes corrosivos, los cuales llegan a dañar la estructura de
soporte o el sustrato de sustento.
1.2 La Susceptibilidad del concreto hacia el ataque.
Debido a la libertad de ataque químico de la mayoría de los concretos expuestos,
puede ser sorprendente que el número de agentes químicos que llegan a
desintegrarlos, bajo algunas circunstancias sea muy grande. Con bastante frecuencia
CMIC
10
/re
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALA PROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
elataque puede incorporartantoafactores químicoscomofísicos.Unejemplotípicoes
cuando elacero de refuerzo se hacubierto inadecuadamente yse corroe por la acción
de los agentes químicos, formando óxidos o sales que producen una expansión y
disgregación del concreto. La formación de grietas en el concreto hace susceptible
tantoaestecomoalaceroparaunataque posterior.
Engeneral,la vulnerabilidad del concreto al ataque químico proviene por lo menos de
tresdesuscaracterísticas significativas:
a) Su Permeabilidad
b) SuAlcalinidad.
c) La capacidad de los compuestos hidratados del cemento para sufrir reacciones
químicas.
Aunque la permeabilidad paraloslíquidosylosgasespuedevariar porlomenosporun
factor de 106 entre los diferentes concretos, aún el mejor presenta algún grado menor
de permeabilidad, que baja rápidamente con la disminución de la relación agua
cemento y con elaumento en eltiempo de curado. La penetración de losfluidos en el
concreto seacompaña aveces porreaccionesquímicas conelcemento, losagregados
o elacero. Otras causas de ladisgregación del sistema puedenser la lixiviación de los
compuestos obtenidos porla hidratación delcemento,eldeposito decristales extraños,
o bien, losproductosdereaccióncristalinos.
El aglutinante alcalino como es el cemento Portland, es reactivo con las sustancias
acidasdeacuerdoalasiguientereacción:
ACIDO +BASE
• SAL+AGUA
La reacción se acompaña, con frecuencia por la formación y remoción de productos
solubles, produciendo la desintegración del concreto. Sin embargo, cuando los
productos de la reacción son insolubles, se forman depósitos sobre la superficie del
concretoendondeellospueden reducirconsiderablemente lavelocidad dereacción.
ITC
CMIC
11
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
1.3 Materiales queatacanelconcreto.
Además de los ácidos orgánicos e inorgánicos que pueden atacar al concreto, existen
sustancias que contienen o producen ácidos como los destilados de alquitrán,
desperdicios, jugos de fruta, sales de bases débiles y algunas aguas naturales que
también puedenproducir ladesintegración delconcreto.
Muchos agentes químicos atacan al concreto y alteran destructivamente su
composición química por medio de los mecanismos de reacción que son parcial o
incompletamente entendidos. También es significativo el estado físico del agente
químico. Los sólidos secos no atacan al concreto, pero si desintegran al concreto
húmedo. Un sólido reactivo y húmedo puede atacar al concreto de la misma manera
que lohacen loslíquidos ylassoluciones agresivas. Losgases secossisonagresivos,
pueden penetrar en el concreto y ponerse en contacto con suficiente humedad dentro
del mismo, haciendo posible elataque. Losgases corrosivos y húmedos tienden aser
másdestructivos.
1.3.1 FactoresAmbientales.
Lanaturaleza químicadelagentecorrosivonoeselúnicofactor quedetermina elgrado
y la velocidad de ataque sobre un concreto especifico. La velocidad de la
desintegración en una circunstancia dada es dependiente de factores como son: la
temperatura, la presión y loscambios cíclicos de la humedad,así como también,dela
calidaddelconcreto.
La temperatura puede tener un efecto importante. La actividad química generalmente
incrementa en forma exponencial y aproximadamente se dobla o se triplica con cada
aumento de diez grados centígrados en la temperatura. Esta también puede afectar
indirectamente la velocidad de ataque;así que,a medida que la temperatura seeleva,
se reduceel contenido de la humedaddel concreto.Algunas veces,durante las caídas
CMIC
ITC
12
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
detemperatura sepuede producir suficiente contracción,lacual produce ligerasgrietas
yestasasuvez permiten unamayorpenetracióndellíquido dentrodelconcreto.
La presión rara vez tiene consecuencias sobre la velocidad de la reacción química,
pero puede aumentar el grado al cual la sustancia agresiva puede penetrar en el
concreto. La presión parcial de los gases corrosivos puede ser de importancia, debido
aqueella esuna medida desuconcentración.
En algunas circunstancias puede ser peligroso tener periodos de humectación y
secado alternos. Las sustancias disueltas pueden emigrar a través del concreto y
depositarse en o cerca de la superficie, donde ocurre la evaporación. Los depósitos
puedenserdelasustancia originalodealgún producto dereacciónformado dentro del
concreto. Este efecto puede identificarse en la eflorescencia tan familiar que se
encuentra sobre las paredes del concreto. El depósito progresivo de estos productos
puede llegaratener efectosdisruptivos.Lasoluciones salinastambiénpuedensermás
disruptivas si el concreto esta sujeto a congelación y deshielo, en lugar de que
únicamentefueraagua.
1.3.2 Materiales quenoatacanalconcreto.
Existe ungran número deagentes químicos que noatacanalconcreto. Entre las sales
neutras mascomunes que no lodisgregan están:loscarbonatesy losnitratos,algunos
cloruros y fluoruros, y los silicatos. El agua de cal generalmente es benéfica al
concreto,debido aque promueve la hidratación sin remoción decal.Lassoluciones de
álcalis débiles comúnmente no son peligrosas. Los productos derivados del petróleo,
cuando están libres de aditivos basados en aceites grasos u otros materiales
potencialmente ácidos y algunos destilados de alquitrán de hulla, normalmente noson
peligrosos para elconcreto;sinembargo,algunos deestos materiales pueden producir
coloraciones omanchas indeseables.
ITC
CMIC
13
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALA PROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
1.3.3 Requerimientos delaprotección.
Elgrado de la protección requerida para una exposición determinada,dependerá de lo
siguiente:
1. Lanaturaleza delagentequímico.
2. Latemperatura alaqueestesometido.
3. Suconcentración.
4. Elvolumendelagentequímico,porunidaddeáreadelasuperficie delconcreto.
5. Sielagenteesta estacionariootieneflujo.
6. Silaexposición escontinua ointermitente.
Con las sustancias que producen sales solubles la exposición continúa es más severa
al contacto intermitente. Con otras sustancias que generar productos de reacción
insolubles, la humectación y secados alternos pueden ser más severos. Los concretos
deunacalidadnoapropiada para laexposición enagua demar,sufrenmuchodañoen
los niveles de mareas debido a la humectación y secado alternos y algunas veces a
congelamientoydeshielo.
Un tipo de exposición intermitente particularmente severo es el resultado de la
remoción de productos propios de la deterioración mediante el lavado diario donde se
expone la nueva superficie alataque.
Probablemente laexposición continua alvapor sea menossevera queelmismotipode
exposición en un líquido, aunque se dan algunas excepciones, por ejemplo: si existen
condiciones no comunes en una alcantarilla, que permiten que las aguas fecales se
vuelvan mas sépticas y eviten el oxígeno disuelto, entonces puede producirse ácido
sulfhídrico dentro delasaguasfecalesydesprenderse alaatmósfera delaalcantarilla.
Este ácido puede disolverse enlasgotas deagua condensada queseencuentra sobre
las paredes de la alcantarilla por arriba del nivel del líquido, posteriormente la acción
ITC
CMIC
14
"APLICACIÓN DE TERMOPLÁSTICOS LAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
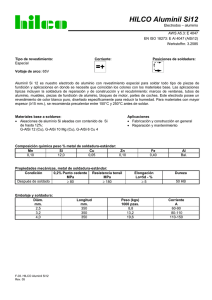
bioquímica, puede oxidar a este ácido sulfhídrico, hasta sulfúrico y atacar las paredes
delatubería porarribadel niveldelíquido.(Ver Fig. 1)
BACTERIA AERÜSIM
/
/" y
«í'EHFICie
\
\
\
V\
-4^^ i
^.
-v t
i. .:l\
V
,^
N
02
HÍS
M30
NHilO!
//•'I
5. ^
\ \
»v
MVELBAJOOiWO
4/
JÍ.'
fV-, * //
scoiMewto
líe»»
-
* "* ¿¿y
/
SSCtesit AN*£1«>BCA
Figura No.1
Áreascorrosivas producidas porlasbacteriasaeróbica yanaeróbica sobreconcreto
ITC
CMIC
15
"APLICACIÓN DE TERMOPLÁSTICOS LAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLAINDUSTRIA"
Capitulo II PROTECCIÓN CONTERMOPLÁSTICOS LAMINADOS
La Ciencia de los polímeros ha hecho aprovechable una variedad de termoplásticos
para la industria en general. Las aplicaciones más comunes usan los siguientes
materiales: POLIETILENO (PE), POLIPROPILENO (PP), CLORURO DE POLIVINILO
(PVC) y en algunos casos muy especiales el FLUORURO DE POLIVINILIDENO
(PVDF).
Siempre se ha reconocido las propiedades sobresalientes de estostermoplásticos con
respecto a sus resistencias química, térmica, mecánica, intemperie y envejecimiento.
Estas son las razones principales porque estos materiales en particular, han sido
ampliayexitosamente usadosenaplicaciones deingenieríaquímica.
2.1 Resistencia química de lostermoplásticos.
La popularidad de los sistemas termoplásticos antes mencionados se debe a su
resistencia química, capaz de soportar un amplio rango de agentes corrosivos, la cual
se atribuye en parte a su estructura molecular. Generalmente, la resistencia de los
plásticos puede clasificarse en base a la polaridad, en compuestos polares y no
polares. Esta regla es útil para predecir los efectos deciertos ambientes hostiles sobre
losplásticos.Acontinuaciónsepresentan losejemplosdegrupos polaresynopolares:
Grupos NoPolares
Grupos Polares
OH
Hidroxil
H
COOH
Carboxil
CH3
Metilo
OCH3
Metoxil
CeHs
Fenilo
CMIC
16
Hidrógeno
/re
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOS ENLAINDUSTRIA"
Se hace notar que los ácidos, losálcalis y las sales son compuestos polares; mientras
quelossolventes comogasolina,tolueno,ytetracloruro decarbonosoncompuestos no
polares.
Examinando las fórmulas de los termoplásticos en discusión, se hace evidente que
todos ellos presentan una pluralidad de grupos no polares (Hidrógeno, Metilo y Fenilo)
de aquí su resistencia a la invasión de compuestos polares como ácidos, álcalis y
sales.
Generalmente hablando, entre más simétrica sea la molécula, más cristalina, y
consecuentemente mejores son las propiedades físicas de los termoplásticos. La
longitudde lacadena o pesodela moléculatambién influyeenlaspropiedadesfísicas.
Entre másaltoseaelpeso molecular, másrígidoseráeltermoplástico.
La teoría es la herramienta que le dará al ingeniero en corrosión para hacer ciertos
juicios preliminares encaminados hacia la selección de un material apropiado para
resistir ciertos agentes químicos corrosivos. Siempre que sea posible, debe
determinarse la resistencia química y la conveniencia de untermoplástico determinado
sometiéndolo alproceso realqueseesperaqueresista.
2.1.1 Polietileno(PE).
Este es uno de los termoplásticos más viejos, usado para resolver una multitud de
problemas corrosivos,y aún continua siendo una de las barreras principales para esos
medios.
El Polietileno de alta densidad o lineal, es la resina empleada en la fabricación de
duelos,tuberías, cubiertas, chimeneas, contenedores,tanques y muchos otros equipos
de proceso.A funcionado sobresalientemente dentro de la industria química debido a
su baja absorción deagua (tendiendo aser nula)ysualta resistencia química.Subajo
CMIC
17
/re
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALA PROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
coeficiente de fricción lo ha hecho muy atractivo para aplicaciones donde se requiere
una superficie no adhesiva y tersa; que además, ofrece una gran resistencia a la
abrasión por lo que su uso se ha extendido para el manejo y conducción de lodos
minerales. Sin embargo, el polietileno presenta unverdadero desafió para el ingeniero
de diseño, porque presenta una excelente resistencia al impacto, pero no posee la
integridad estructuraldeotrosplásticosdebido asuflexibilidad.
2.1.2 Polipropileno(PP).
El polipropileno es un termoplástico que esta ganando popularidad debido a su
sobresaliente resistencia química, física y térmica. Se obtiene como copolímero y
homopolímero retardante y no a la flama. El retardo a la flama se imparte como
compuestos orgánicos e inorgánicos, que contienen elementos como cloro, bromo,
nitrógeno, antimonio, zinc, aluminio, etc. También pueden utilizarse materiales
reactivos,sinembargo,estos presentan algunas restricciones enlaformulación.
La integridad estructural e inherente del polipropileno ha permitido su uso en
aplicaciones hasta ahora noconsideradas paralostermoplásticos.
El polipropileno exhibe una resistencia química y térmica sobresaliente en cuanto una
multituddeagentescorrosivos.
2.1.3Cloruro de Polivinilo(PVC).
El cloruro de polivinilo, al igual que el polietileno es uno de los termoplásticos mas
viejos que ha establecido una marca envidiable en cuanto a sus múltiples aplicaciones
en la corrosión. Algunas aplicaciones donde se ha utilizado PVC rígido son:tuberías,
válvulas, accesorios, ductos, chimeneas, etc. Las resinas de homopolímero (PVC)
rígido pueden ser plastificadas con diferentes tipos de productos. La característica
ITC
CMIC
18
"APLICACIÓNDE TERMOPLÁSTICOS LAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
principal de los termoplásticos es que al plastificarse, mejoran su resistencia al
impacto, sin embargo se compromete su resistencia química (se reduce la resistencia
química a los oxidantes y losagentes alcalinos). El PVC laminado sin plastificar ofrece
una resistencia química sobresaliente alamayoría delosácidos,álcalisysales.
Los ingenieros en corrosión deben conocer el potencial de transmisión de vapor del
ácidoclorhídrico através devariostipos de PVC.Elbajo pesodela molécula delácido
clorhídrico hace más difícil su contención, particularmente a concentraciones
superioresytemperaturas elevadas.
El PVC rígido tiene una estabilidad estructural excelente, sin embargo la deformación
delasuperficie podríacontribuir paraunafalla prematura porimpacto.
Sus principales atributos físicos son: sus valores altos para trabajar a la compresión,
tensiónyflexión.Requeridos paraeldiseño delasestructuras abasedePVCylohace
un material sobresaliente para la fabricación de recipientes y equipos resistentes a la
corrosión.
2.1.4 Fluoruro dePolivinilideno (PVDF).
El Fluoruro de polivinilideno (PVDF),es untermoplástico duro que ofrece resistencia al
ataque químico, a la abrasión, a los rayos ultravioletas, al ambiente, a la radiación
nuclear, a laformación de hongos;además,ofrece baja permeabilidad a la mayoría de
losgasesy líquidos. Por otra parte el PVDF presenta una estabilidad alestar expuesto
alataquequímicoaaltatemperatura (hasta 140oC).
El PVDF es utilizado extensivamente en sistemas de alta pureza, en el manejo de
pulpa e industria de papel (químicamente resistente a halógenos y ácidos),
procesamiento de desperdicio nuclear (radiación y aplicaciones de ácido caliente),
procesamiento químico en la industria para aplicaciones donde este combinado el
ITC
CMIC
19
*•-•
"APLICACIÓNDE TERMOPLÁST\
ENLA CONDUCCIÓN DE FU.
X
A
%'
^RbTE^IÓ^nEL
!
L^MI^oápARÁu
OSCORROSIVAS IfTIL
fpjlCf&P
50S EN
LATÑDUSTRIA^^
ataque químico y la alta temperatura; además, tiene aplicaciones en la industria
alimenticia yfarmacéutica industrial.
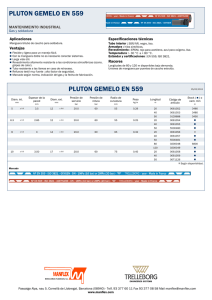
Acontinuación sepresenta unatabla comparativa delasprincipales propiedades delos
termoplásticos mencionados:
ce
<
z
00
CO
Di
u.
o
1
0)
CM
CM
( D CM
o
CO
g
CO
CO
O
-•-
s
o
<D
CD
•*fr
o
o
' o "o
O
I 1
X
m
CM"
o
ro
CM
ro
T-
3
ro
tfi
6
0)
5
c
(A
O
O
*3
(A
-a
a.
o
E
i_
O)
l(0
O
o
.=
a.
•S a.
o
s^
Q
CM
0
S 'o"
o>
CM
CM
§
"CD
o 'o
o
o
X
sc
5
a
1 ¿8
•0
CJ
0
0
l§
Q.
ce
si
0:5
«
1
1
T -
n 1»
S °
8•
0}
1
©
O
.2
o.
>
re
>
co
«
lO
|
h- _
CM ^
r~O
CO
o
Q
S
1
o
o
X
CM
X
•
^
•
co
CO
DI
C
£
c
2.
0
0
O
0
en
_i
«>
ro
0
1«
O
cu
0
1tr
o
tu
•o
(0
•o
(0
•o
'o.
o
Q.
O
X
co
"3CSJ
Q
1
m co
O
CM
so
• ^
o
^
<*>
o
co
CD
O
CD
CO
o
o
"b
X
CNJ
2 3
•£
V.
A
CO
2
CM
a
03
"Sí
1°
•a
n
0
IS" cei ?
a
l_
II
QL
.«a.
CM
CO
8
o
( O CO (£>
in ^ CD
en co
r- to C D CvJ C D t O
Q D O Oo a
IR
in
Q
co
a
(A
TO
'ra
0)
•o
«3
>
(0
v.
ro
o.
E
o
o
ra
ro
E
o
|
© i 2ro
E,
I?!
E
•o
ro
c
-9
s
O
10
c
a.
g
C
tD
ro « E
5
ro
en c © I
1
a
CO
|¡l
T3
ro
>
Q
o:
g S i8
tu
cr a. o
Q.
0
Ia
E
"E
"E
E
ro
T3
¡8
i 1
c
o
"O
o
(0
CD
E
en
1
0
(0
T)
03
0)
•D
ü
o
1
•o
O
O
"O
XJ
e •s
S>
.o
CD
< ce
0
o a
2
TJ
0)
TJ
8§
1
UJ
0
0)
T)
!
1
ro ro §
™
8
c
s
a)
6 ro
roro
a>
ro"O u
•o
o
ro
c
•o
c
o
o ra
i
£ ro
TJ
C
g
1 ro
"O
É
•D
m
o
UJ
ni
ro
| E -o ro
—
so
c
"O
0)
T>
O
O
^0)
LU
ro
JS
ro
8 2
—
03
0)
"a
•0
n
0 a.
^
ro
LU cr
s
0)
3
D
Tabla no.1
CMIC
ITC
20
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
2.2Sistemasde Proteccióndelconcreto.
Hasta ahora lossistemas convencionales para la protección deestructuras deconcreto
como:torres que manejan productos ácidos,tanques de asentamiento o espesadores,
canales, tuberías, sumideros, etc.; han sido instalados por especialistas dentro del
campo de la ingeniería de corrosión. Hoy en día se puede aplicar el sistema de
revestimiento a base de laminados plásticos durante la etapa inicial de construcción al
momento devaciarse elconcreto.Anteriormente noseleempleaba porque nosehabía
logrado unir el plástico al concreto, debido a sus diferentes propiedades físicas de
éstos, hasta que se utilizó unsistema termoplástico único, el cual ofrece la ventaja de
ser resistente al ataque químico y a la abrasión, es un material de diseño especial y
disponible enhojastermoplásticas de PVC, PE,PPy PVDF,además están disponibles
en fabricaciones especiales con grado ultravioleta resistente para aplicaciones en
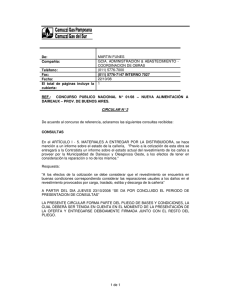
exteriores. Estas hojastermoplásticas quesirven de revestimiento son manufacturadas
conanclasdeforma cónica enlaparte posterior dela hoja (ver detalledelasanclasen
lafigura No.2). Estesistema único de anclaje patentado,sirve para mantener la unión
entre el concreto y el revestimiento, ya que estas anclas quedan empotradas en el
concretodebidoalaformacónicaquepresentan.
Hoja del Revestimiento
Y
\
Figura No.2
CMIC
ITC
21
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
Los revestimientos laminados termoplásticos opuestamente a los tradicionales, como
son las mamposterías y las carpetas químicamente resistentes, los cuales se deben
instalar sobresustratos deconcreto secoy conuna preparación previa adecuada,este
sistema sesuministra engrandes hojastermoplásticas provistas deunbuennúmerode
anclas cónicas en su parte posterior, lo que facilita su fijación y su instalación al
momentodevaciarelconcreto.
En un principio la protección de las estructuras de concreto con materiales
termoplásticos no fue posible debido a la falta de una unión segura entre la lámina
plástica y el concreto. El problema se ha resuelto con este sistema donde, como se
mencionó anteriormente, un número de anclas (250-400 piezas por metro cuadrado
dependiendo de la aplicación) se sueldan al reverso de la hoja y una vez que se
completa la instalación, estos quedan embebidos en el concreto formando una unión
inseparable, ya que el sistema queda unido mecánicamente de 250 a 400 veces por
metrocuadrado.
Mediante herramientas de carpintería las hojas laminadas pueden trabajarse en el
lugar de la obra, lo que permite ajustarse a las características y modificaciones de la
misma. Su fijación a la cimbra se hace mediante refuerzos de alambre, y en caso de
requerirse espaciadores entre la cimbra exterior e interior se puede perforar sin
ninguna complicación. Sinembargo, el número de agujeros necesarios debe reducirse
al máximo conelfin de evitar el mayor número de reparaciones posteriores para tapar
estosagujeros.
Los perfiles de unión en los cuales se insertan las hojas laminadas, evitan el paso del
concreto líquido dentro de la junta y permiten la expansión del sistema antes del
cimbrado y durante el colado del concreto. Removida la cimbra, debe soldarse el
sistema de protección y este trabajo en particular debe realizarse por soldadores
especialistas en termoplásticos. Posteriormente, se revisten las superficies del fondo
presionando las hojas dentro de una cama de concreto de 5cm de espesor y la
soldadura subsiguiente delasjuntas.
CMIC
ITC
22
"APLICACIÓN DE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLAINDUSTRIA"
Cuando se compara el sistema de protección con laminados termoplásticos con los
revestimientos tradicionales y resistentes a la corrosión, como es el caso de la
mampostería químicamente resistente, las carpetas y el hule, se hacen evidentes los
dos resultadossiguientes:
• A diferencia de los revestimientos convencionales, este sistema (al
menos en paredes y bóvedas) puede ser instalado al colar el concreto y
no como es usual, por especialistas en corrosión. El sistema de
protección forma un revestimiento integral al concreto y cumple con los
requerimientos con respecto a una superficie tersa, no porosa y de fácil
limpieza conpocaocasisintendencia alaabsorción.
• Mientras que los demás sistemas convencionales se unen con adhesivo
alsustrato,estesistema proporciona una unión mecánicaconelconcreto,
lo que minimiza el riesgo que se corre debido al comportamiento
diferencial del concreto y el revestimiento. Con los sistemas
convencionales, es absolutamente imperativa una unión perfecta con el
sustrato para evitar lafalla del revestimiento bajo condiciones especificas
cuando seexponea:
o Condiciones Térmicas;temperaturas elevadas,choquestérmicos.
o Condiciones mecánicas; presión del líquido,vibración, penetración
de la humedaddesde elsustrato del concreto,grietas debidas ala
contracciónyexpansióndelconcreto.
o Condiciones químicas; que pueden producir el aumento de
volumenderevestimiento obien,unproceso dedifusión.
Lamayoría de losdañosexperimentados conlos revestimientos convencionales puede
atribuirse alhechodesobre-esforzar launión.
ITC
CMIC
23
"APLICACIÓN DE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
2.3 Beneficios.
Los beneficios de este revestimiento termoplástico se resumen a continuación:
•
Como se menciono con anterioridad, durante mucho tiempo se ha reconocido
las propiedades sobresalientes de los materiales termoplásticos como: el PVC,
PE, PP y PVDF que se usan en la fabricación de este sistema, su conveniencia
para las aplicaciones en ingeniería química y su funcionamiento excelente bajo
condiciones químicas, térmicas y de desgaste.
•
Proporciona una superficie tersa, no porosa y sin tendencia a la absorción de
agua. En particular, tanto el PP como el PE y PVDF ofrecen una superficie no
adhesiva que fácilmente se limpia y reduce al mínimo la incrustación.
•
Como cualquier termoplástico, ofrece facilidad tanto de maniobra como
aplicación. Mediante las técnicas convencionales, permite la soldadura de
formas especiales como son canales, tanques, colectores, etc.
•
Quedando anclado dentro del concreto, ofrece libertad para cumplir con todos
los requisitos de las superficies de concreto que tienen que satisfacerse cuando
se instalan los sistemas convencionales.
•
A diferencia de cualquier otro revestimiento de plástico o tabique químicamente
resistente, este sistema no se adhiere al concreto si no se exhibe una unión
mecánica con el mismo. Esto le permite absorber fuerzas de contención y
soldarle ménsulas, soportes de tubería, perfiles para la inserción de mamparas,
etc.
•
Debido a la unión mecánica entre el revestimiento y el concreto, aquel no se
separa del sustrato aún en la presencia de la humedad que puede penetrar
desde el exterior del concreto. Soporta cualquier presión hidrostática del
CMIC
ITC
24
"APLICACIÓN DE TERMOPLÁSTICOS LAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
exterior, de tal manera que en muchas aplicaciones, puede omitirse la
membrana deaguayreducirse loscostos.
• Reduce sustancialmente el tiempo de construcción puesto que el revestimiento
seinstala alvaciar elconcreto.
• Lashojas puedentransportarse yalmacenarse sin limitación alguna encuantoal
tiempoyaúnbajocondiciones climatológicasextremas.
• La hermeticidad de las soldaduras puede probarse mediante la técnica de
prueba dieléctrica (de chispa) y su reparación en caso de requerirse puede
hacerse rápidayfácilmente.
• Soporta cambios severos detemperaturayrepetidos.
• Puede instalarse, siguiendo las instrucciones correctas por el contratista de
construcción almomentodelaereccióndelacimbra.
• Este sistema esta respaldado por más de 30 años de experiencia dentro del
campodel controldelacorrosión.
• Se puede monitorear periódicamente o constantemente la hermeticidad del
sistema para asegurar laintegridaddelsistema.
2.4Aplicaciones.
La aplicación de los recubrimientos laminados termoplásticos mejora el uso del
concreto en el almacenamiento y conducción de materiales corrosivos, tóxicos,
flamables, líquidos reactivos y vapores; así como abrasivos sólidos y materiales
insolubles.
ITC
CMIC
25
"APLICACIÓN DE TERMOPLÁSTICOSLAMINADOS PARALA PROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
Estos recubrimientos por su excelente resistencia química, térmica, abrasiva,
resistencia de presión hidráulica externa, de flama retardante y por su grado de
resistencia alosrayos ultravioleta paraexteriores sepuedeaplicaren:
• Zanjasycanales.
• Drenajesypozos.
• Cajasderegistroytuberías.
• Revestimiento en canales de conducción, cascadas o paracaídas para
aplicaciones húmedas osecas.
• Bodegassubterráneas ycofres.
• Procesosquímicos,AlmacenajeyTanques deTratamientodedesperdicios.
• Alcantarillado municipalyTanquesdeAguasTratadas.
• Diquesycontenedores.
• Pisos Industriales Especiales.
• Ductosydepósitos deconcreto.
2.5 Dimensiones delos laminadostermoplásticos.
El espesor estándar de las hojas del revestimiento es de 1/8" (3mm) y 3/16" (5mm),
aunque también hay en espesores de 19/32" (15mm) de fabricación especial. Las
dimensiones de la hoja convencional son de 4'11"x 9'10" x 3/16" (1.50m x 3.0m x
5mm). Para elcaso específico de laminados de Polietileno con espesor de 1/8" (3mm)
lasdimensiones delashojassonde4'11"x32'9"(1.50mx9.80m).
Los laminados termoplásticos presentan una superficie lisa y tersa que facilita su
limpiezayevita laadherencia demateriales quepudieranincrustarse.
Para otros casos, donde se requiera el enlace de los laminados con otros
recubrimientos convencionales, como las resinas, entre otros, es necesario que el
revestimiento ofrezca un grado de adherencia óptimo por lo que también hay
disponibles laminados de fabricación especial provistos en la cara expuesta con una
CMIC
26
/re
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
membrana de nylon (malla adherida ala cara expuesta) que permite laadherencia con
estosdiferentes materiales alostermoplásticos.
Loscoloresdelosrevestimientos laminadosson:
Elpolipropileno (PP)beigetenue,
Elpolietileno (PE)negro,
Elcloruro depolivinilo (PVC)grisoscuroy
ElFluorurodepolivinilideno (PVDF)blanco.
Sipor lascondiciones del proyecto serequiere uncolorenespecificosepuedefabricar
bajopedido especialconunsobrecosió,elcualdependerá delcolorquesedesee.
ITC
CMIC
27
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LA PROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
Capitulo III PROCESO CONSTRUCTIVO DEL REVESTIMIENTO LAMINADO
TERMOPLÁSTICO.
El propósito de este capítulo consiste en describir y explicar los procedimientos
adecuados para la correcta instalación de los sistemas de revestimiento a base de
laminados termoplásticos, los equipos y herramientas necesarias, materiales,
accesorios, requerimientos de lugar, restricciones ambientales, almacenamiento y
colocación de la hoja, así como la aplicación de soldadura, procedimientos de
instalación einspección.
La habilidad de los técnicos instaladores y soldadores del sistema de revestimientos
laminados termoplásticos es de vital importancia para realizar una instalación exitosa
de un revestimiento libre de fugas. Estos técnicos deben estar experimentados en la
instalación de los revestimientos termoplásticos bajocondiciones de campo; por loque
de preferencia los individuos involucrados directamente con la aplicación de soldadura
de este sistema de revestimiento deben ser certificados y cumplir con los
requerimientos delanormaASTMC-1147, "Práctica estándar paradeterminar lafuerza
de la tensión de la soldadura en un periodo corto de los termoplásticos químicoresistentes paraeltipodematerialysoldadura queseutilizarán".
Este capitulo tienen la intención de servir como un estándar para la instalación
adecuada de los sistemas de revestimientos laminados termoplásticos durante las
operaciones de campo. Los procedimientos específicos son descritos para la
colocación de pisos, paredes, accesorios, trincheras, sumideros y sistemas de
detección defugas, así como los métodos de soldadura adecuados para la instalación
deunsistema libredefugasqueseahomogéneoyhermético.
3.1 DOCUMENTOS YNORMAS DEREFERENCIA:
• ManualdeControldeCalidadde Instalacióndel Revestimiento.
• HojadeEspecificación4-5000 PSdelSistema de RevestimientoAnchor Lok.
CMIC
ITC
28
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
• Instrucciones deInstalaciónAnchor Lok4-5501Pl.
• Práctica estándarASTM C-1147 para determinar laresistencia alatensión dela
soldadura a corto plazo de los termoplásticos resistentes a los productos
químicos.
• EspecificacionesASTMC-150 paraCementoPortland.
• Método de Prueba Estándar ASTM D-4285 para indicar aceite oagua en el aire
comprimido.
• GuíaACI347-88 paraelcimbrado.
• HojadeDatosdeAtlas PS-30para preparacióndelasuperficie.
• Métodode Prueba EstándarASTMC-143 paraelAsentamiento delConcretodel
Cemento Hidráulico.
3.2
HERRAMIENTA
NECESARIAS
PARA
LA
INSTALACIÓN
DEL
REVESTIMIENTO.
3.2.1 Herramientayequipo recomendado:
(Nodebeser limitado para laconstrucción delsistema)
• Sierracircular
• Sierra decuchillas
• Serrucho
• Lijadora
• Router
• Esmeriladora
• Escuadra
• Nivel
• Cinta métrica
• Líneademarcar
• Escofinas
ITC
CMIC
29
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
• Raspadores
• Formónrectoysemicircular
• Taladroybrocas
• Martillo
• Marcador/sacapuntas
• Pinzas
• Desarmadores
• Llavesdedadoyllavesalien
• Prensas
• Navaja
3.2.2 Herramientas para soldar:
• Pistolas de mano para soldadura con aire caliente: Se recomienda modelo de
diodo Leister.
• Pistolas desoldadura deextrusión deairecaliente:aquellas manufacturadas por
Koch, MunschioWegenersonrecomendadas.
• Puntas y zapatas de teflón que se requieran para las pistolas de mano y de
extrusión.
• Una fuente constante de aire limpio, seco y capaz de proveer un volumen
apropiado de aire para desarrollar untipo específico desoldadura que suele ser
uncompresor quecumplaconestos requerimientos.
• Medidores deflujodeaireparachecarelflujodeairealaspistolas.
• Fuentedecorriente eléctrica sinvariación.
• Limpiadores derifleparalimpiar laspuntasdesoldadura (escobillones).
• Herramienta deempujedemadera.
• Termopares paramedir latemperatura deprecalentado ymaterial.
ITC
CMIC
30
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALA PROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
3.2.3 Accesorios deequipoyprovisiones:
• Alambre paraatados,aproximadamente calibre 16.
• Tablerodeaglomeradoapruebadeaguade3/4"(19mm)deespesor.
• Clavos sin cabeza; lo suficientemente largos para penetrar 1/4" (6mm) más allá
delgrosorderevestimiento ylacimbra.
• CementoPortland.
• Arena paraconcreto.
• Cimbra de madera o metálica sin ningún agente de liberación que pueda
contaminar alrevestimiento.
• Bombaparaconcreto.
• Balastoparaasentar lashojasdelpiso.
• Bolsasdearena,conunpesorecomendado de20a25Ib(9-11Kg)cadabolsa.
• Cinta conductora decobre (adherible).
• Alambre conductor decobre(calibre25-28).
• Probador dechispadieléctrico.
• Marcador deaceite.
• Etiquetasdeidentificación.
• Lámparas auxiliaresdondeserequiera.
• Cubiertas aislantes de temperatura, humedad y otros requerimientos
ambientales paralainstalaciónysoldadura.
• Instrumentos demedicióndetemperatura yhumedad.
• Andamies,escaleras,elevadoresdetijera.
• Lentes de seguridad, casco, zapatos industriales, equipo de seguridad para
satisfacer las condiciones detrabajo y requerimientos del lugar o los programas
deseguridad propiosdelsitiodondesevaainstalar elrecubrimiento.
• Escantillón para medirlasdepresiones delconcreto porASTM C-143.
ITC
CMIC
31
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
3.3 REQUERIMIENTOS DEL REVESTIMIENTO TERMOPLÁSTICO:
• Hoja del revestimiento termoplástico yestructuras prefabricadas.
• Varilla de soldadura para el revestimiento termoplástico de la misma base de
resinaqueelrevestimiento.
• Tirasdesoporte paralaparedcompatible conlashojasdelrevestimiento.
• Tiras de soporte para el revestimiento del piso de la misma base de resina que
lahojadel revestimiento.
• Discos desellopara el revestimiento de la misma basede resinaque la hojadel
revestimiento.
• Tirasdeunión h-zip.
• Colector de fugas y tubos de salida compatibles con el revestimiento para
sistemasdedetección defugasosalidasdetanques.
• Hoja derevestimiento condoblecontencióndelíquidos.
3.4ALMACENAMIENTO YMANEJO DELMATERIAL.
• La hoja del revestimiento, tiras de soporte, estructuras prefabricadas y tiras de
unión h-zip deben ser almacenadas a temperaturas por encima del punto de
congelación, bajo cubiertas a prueba de agua, fuera de la luz directa del sol y
todocontacto posibleparaevitarlacontaminación porsustanciasextrañas.
• Las estructuras prefabricadas y las hojas del revestimiento deben ser
almacenadas enunaformatalqueevitesudeformación.
• La varilla de soldadura debe ser almacenada de tal forma que se evite su
contaminación porsustanciasextrañas dellugaryporcondensación.
• Las hojas del revestimiento y sus piezas fabricadas de la misma requieren
equipo de manejo adecuado para evitar su deformación o daño mientras son
transportadas oinstaladas.
CMIC
32
/re
"APLICACIÓN DE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLAINDUSTRIA"
• Lashojasdelrevestimientoy laspiezasfabricadas queserecibenenellugarde
trabajo debenser llevadas a unárea de almacenamiento, previa aprobación del
inspector decontroldecalidad.
3.5 CONSTRUCCIÓN DE LA BASE DESUSTENTO PARA LOS PISOS QUEVAN A
SER RECUBIERTOS.
Elsistema propio del revestimiento para los pisos de concreto, está diseñado para ser
usadoconlossistemasconvencionalesdeconstrucción.
Laelevación dela losadeconcreto quealbergara lapartedelrevestimiento queestará
en contacto con el mismo,debetener como mínimo 2.5" (65mm), máximo 6" (130mm)
pordebajodelaelevaciónfinaldelpisoterminado.
En áreas donde se anticipe una presión hidráulica, ose vaya a instalar algún detector
defugas,laelevación de la losadelconcreto debe serde3.5" (89mm)como mínimo,y
de6" (152mm) como máximopordebajo del pisofinal del revestimiento paraacomodar
el detector de fugas, anclado mecánico y la malla reforzada de acero. La elección del
acero de refuerzo debe ser de acuerdo con las especificaciones estándares del
concreto reforzado.
3.6 ELABORACIÓN DELCONCRETO.
La elaboración de la mezcla de concreto es establecida por las especificaciones de
cada proyecto y debe ser congruente con el propósito de la estructura. Una vez
establecida la fórmula de la mezcla no puede ser cambiada sin previo consentimiento
escrito de la parte responsable de la especificación de la mezcla. El sistema de
revestimiento no debe de ser considerado como un miembro estructural cuando se
establezca laespecificación dela mezcla delconcreto, reforzamiento deaceroy enlos
requerimientos delacimbradelconcreto.
CMIC
ITC
33
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓNDEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
3.7 LACIMBRA DELCONCRETO.
Losagentes liberadoresdelacimbra noserequieren,yaqueelpropiorevestimientode
material termoplástico actúa como un liberador (por tener una superficie tersa que
impide la adherencia con el concreto). El uso de agentes liberadores en la cimbra no
son compatibles con la soldadura del revestimiento, por lo que por ningún motivo se
deberánemplear. Eldiseñodelacimbraparalasestructurasdeconcretoquevanaser
revestidas debe maximizar elusodeatadurasdeafuera paradejarlo lo suficientemente
rígido y eliminar o minimizar el uso de amarres que pudieran penetrar la cimbra y el
revestimiento. La rigidez de la cimbra es importante para prevenir abultamiento o
movimientos que puedan causar el desalineamiento de la hoja del revestimiento en la
junta. El diseño de la cimbra debe ser hecho de acuerdo con las secciones aplicables
delACI-347 oprácticasaceptadas enlaindustria.
3.8 LAINSTALACIÓN DELAPARED PARA UNACONSTRUCCIÓN NUEVA.
La colocación de la hoja del revestimiento en la cimbra debe hacerse con mucho
cuidado, ya que se debe obtener una junta libre de fugas. Las hojas deben ser
colocadas deforma que lasjuntas estén alineadas y enel mismo plano,con las orillas
distanciadas entre 1/16" y3/16" (1.6y4.7mm) después dequeelconcreto hafraguado
y las cimbras se hayan desalojado. El desalineamiento y las juntas anchas pueden,
como mínimo, causar trabajo adicional y como máximo, pueden poner en peligro la
integridad delsistema derevestimiento. Latemperatura ambiente durante la instalación
de las hojas del revestimiento debe estar entre 32 y 95°F (0 a 350C). Las hojas
instaladas atemperaturas bajas se expandirán conforme se incremente la temperatura
resultando unajunta apretada que requerirá trabajo adicional paraformar la separación
adecuada antes de soldar. Inversamente, la instalación de la hoja atemperaturas altas
provocará que se encoja al disminuir la temperatura dejará muy ancha lajunta. Estos
factores tan importantes debensertomados encuenta cuando secoloque la hoja dela
cimbra.
ITC
CMIC
34
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓNDELCONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLAINDUSTRIA"
Elperfecto montaje delashojasdel revestimiento enlascimbrasdelaparedesdevital
importancia para tener una cubierta perfectamente homogénea al final de su
instalación. Las juntas verticales entre las hojas de la pared son conectadas usando
unatira de uniónconductiva h-zip,tal como se muestra eneldibujo No. 1.Cuando las
esquinas noson prefabricadas,se utilizanconectores deesquina así como se muestra
en el dibujo No.2. La tira h-zip es unida a las orillas verticales de la hoja penetrando
totalmente en la ranura. Cuando se utilizan conectores, se debe dejar un espacio
aproximado de 1/8"-1/4"(3.2-6mm) entrelaorillade lahojayelfondodelaranuradela
esquina después de que es colocada (dibujo No. 2). Para las hojas del revestimiento
que sonunidas paraformar unajunta horizontal,seusa unatiratraslapada quesepresuelda en una de las hojas. A estas tiras de traslape se les debe colocar una cinta
adhesiva conductora decobreaplicada comosemuestra eneldibujo No.3.
Todaslasjuntasdebenserinstaladas conmaterialconductor enlaparteposteriorpara,
que cuando la junta sea soldada, posteriormente se haga la prueba dieléctrica (o
prueba de chispa). La hoja del recubrimiento ©s sujetada a la cimbra por medio de
amarres de alambre. En la parte de arriba de cada hoja el alambre es enrollado y
doblado alrededor de cada quinta o séptima ancla (o mas frecuente si se requiere) y
luegoenrollarlo en unclavo puestoen la parte dearriba de lacimbra.Sise usacimbra
de metal se deben usar los hoyos en los refuerzos para sujetar el amarre dealambre.
Usar elamarre de alambre alrededor de lasanclas en lasorillasverticales delas hojas
adyacentes para sostener a las hojasjuntas. Para hacer esto,seenrolla elalambre en
unancla dela orillade la hojayluegosejala elalambre atravésdelatira h-zipenuna
diagonal y seenrolla enelancla de la orilla de la hoja adyacente uniendo los extremos
dealambre sobre latira h-zip. Repetir el procedimiento enintervalos de4anclasomás
cercasiserequiere.Verdibujo No.4.
Una cinta adhesiva de dos lados o adhesivo para construcción se puede utilizar para
ayudar a mantener la hoja del revestimiento unida a la cimbra. Los clavos solo se
pueden usarcomosedescribe enelsiguiente punto.Sies necesario,para mantener la
hoja sujeta alacimbra,sepuedeclavar la hoja alacimbraatravésdelcentrodelatira
h-zip(dibujo No.4). Esto solo puede realizarse después de haberjalado la hoja dentro
CMIC
ITC
35
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOS ENLAINDUSTRIA"
de la tira y haber hecho los amarres como se describió anteriormente. Los clavos
deberán colocarse en intervalos de 10"-12" (25-30cm) para asegurar las hojas a la
cimbra.Sedebetaladrar antesdecolocar latira h-zipenelcentro paraasegurar queel
clavo no penetre en la hoja del revestimiento. Los clavos deben ser lo suficientemente
largos para penetrar y pasar la cimbra por lo menos %" (6 mm), de manera que sean
jalados después de curar el concreto y antes de que sean quitadas las cimbras. De
preferencia,sedebecolocar ningúnclavoenlahojadel revestimiento.
Para prevenir que entre concreto entre la cimbra y el revestimiento, sedebe usar cinta
dúctilparasellar laranura enla partesuperiordelapared.
Después de que la cimbra interior de la pared de la hoja del revestimiento es erguida,
se coloca el acero de refuerzo en el exterior de la cimbra de la pared. Si por algún
motivo se requiere para asegurar la perfecta alineación del revestimiento, se pueden
hacerorificios através de lacimbrayla hoja del revestimiento parasuperfectoamarre,
éstos no deberán exceder 1" (25mm) de diámetro. Después de que la cimbra es
desmontada, losamarressoncortadosoremovidosyloshoyosenlahojasonsellados
mediante un disco del mismo material que el revestimiento, que se suelda sobre el
hoyo. Si los amarres son removidos y quedara un hueco, será necesario llenar con
una lechada o mezcla previa a poner el sello de disco. Se debe usar una lechada a
pruebadeaguasielconcreto esaprueba deagua.
A las hojas adyacentes alhoyodeamarrede la cimbra seles puede ponerclavospara
sujetarcomosemencionó anteriormente.Dosclavossonsuficientes.
3.8.1 ENLAS BOCAS DESALIDA.
Las bocas de salida que pasanatravés de la pared,deben sercolocadas previamente
en las hojas del revestimiento y sujetadas en la cimbra. El espacio entre las cimbras
debe ser bloqueado para permitir la instalación del tubo después de ser colado y
curado el concreto. Los materiales de los tubos de plástico que se empleen en las
CMIC
ITC
36
"APLICACIÓN DE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
bocas de salida deben ser compatibles con el revestimiento. Los métodos de
instalaciónsonsimilares parainstalartubosdeotrosmateriales comoaceroybarro,sin
embargo,losmétodos paraunirlostubos alahojasondiferentes.
Todas las penetraciones de tubos a través de la placa del revestimiento deben ser
ajustadas con un arillo y barras en el exterior para anclado en el
concreto
(dibujo No. 5). El extremo de los tubos para la conexión a la línea exterior del muro
puede ir roscado, para diámetros hasta 2" de diámetro, o con brida, para diámetros
mayores. Cuando se ponga el tubo de plástico al mismo tiempo que la hoja es
colocada en lacimbra,sedebe localizar el hoyo para eltubo en la parte de atrásdela
hoja del recubrimiento y se determina el tamaño del hoyo para que se ajuste al
diámetro exterior del tubo. Se debe utilizar un taladro y/o una caladora para cortar un
hoyo a través de la cimbra y de la hoja del revestimiento de manera que el tubo se
ajuste y quede lo mas apretado posible. Hacer un hoyo muy grande hará que la
soldadura para la unión sea muy dificil. Se debe colocar el tubo a través del hoyo y
extenderlo a un mínimo de 1" (25mm) más allá de la cara interior de la hoja del
revestimiento. Se deben raspar todas las virutas sueltas de la superficie de la hoja y
soldar eltuboalahojacontrescordones desoldadura (dibujo No.5).
3.8.1.1 Cuando se requiera colocar tubos de diferentes tamaños al mismo tiempo
que lahojaescolocada enlacimbra.
Se debe realizar de acuerdo al proceso antes mencionado, con la diferencia de
asegurarse que el tubo se extiende por lo menos 4" (102mm) más allá de la cara
interior de la hoja del revestimiento. Se deben raspar todas las virutas sueltas de la
superficiede la hojay utilizar undiscodelmismomaterialparasellar elespacioentreel
tuboy la hoja,asegurándose queelconcreto nova afugar entre eltuboy la hoja.Uno
debe darse cuenta que si el tubo es colocado antes del concreto, se debe tener
extremo cuidado para asegurar que el tubo no sea movido o dañado durante la
colocación delacerode refuerzo,laereccióndelacimbra exterior oa lahora devaciar
y vibrar el concreto. Si se van a colocar manguitos de tubo o drenajes, debe hacerse
CMIC
ITC
37
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
después delvaciadoy luego proceder comosigue para eltubode plástico. Nosedebe
hacerningún hoyo enla hoja cuando secoloque el revestimiento. Sedebe bloquear un
espacio de suficiente tamaño donde se vaya a colocar el tramo de tubo, usando un
bloque de espuma y luego colocar elacero de refuerzo, la cimbra exterior y elvaciado
del concreto. De forma alternativa se pone el acero de refuerzo y luego se corta en
caso de ser necesario, para poner los bloques de espuma antes de poner la cimbra
exterior. Después de que el concreto ha endurecido y la cimbra ha sido removida, se
debe hacer un hoyo en la hoja del revestimiento desde el interior de manera que el
tubo quede ajustado y lo mejor apretado posible, Se remueve el bloque de espuma y
se inserta el tubo a través de la pared hasta que se extienda aproximadamente 1"
(25.4mm) mas allá de la cara del revestimiento. Se debe rellenar el espacio entre el
tubo y el concreto mediante una lechada o mortero. Nose debe mover eltubo durante
la aplicación del mortero nidurante el proceso defraguado. Sedeberá colocar alambre
o cinta decobrecerca delainterfase dela pareddela hojayeltubo.Sedebesoldar el
tubo a la pared usandotrestiras de soldadura (ver sección de aplicación de soldadura
de lostubos de entrada y salida). Para los diámetros de tubo mayores de 6" (152mm)
debensersoldados medianteextrusión.
3.8.1.2 Cuando se requiera colocar tubos de diferente material al mismo tiempo
quela hojaescolocada enlacimbra.
Nosedebe hacer ningún hoyoen la hoja cuando secoloque el revestimiento. Sedebe
bloquear un espacio de suficiente tamaño usando un bloque de espuma y luego se
coloca el acero de refuerzo, la cimbra exterior y el vaciado del concreto. De forma
alternativa se pone el acero de refuerzo y luego se corta donde sea necesario para
poner los bloques de espuma antes de poner la cimbra exterior. Después de que el
concreto haendurecidoylacimbra hasido removida,sedebe hacer unhoyoenlahoja
del revestimiento desde el interior, de preferencia que sea del tamaño del tubo, de
maneraquequedeajustadoy lo mejorapretado posible;posteriormente se remueveel
bloque de espuma y se inserta el tubo a través de la pared, hasta que se extienda
aproximadamente 4"(152mm) mas allá de la cara del revestimiento. Unavez colocado
CMIC
ITC
38
"APLICACIÓN DE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
el tubo se rellena el espacio entre el tubo y el concreto con una mezcla o lechada
adecuada. Se debe sellar la interfase tubo/hoja previamente para prevenir que la
mezcla o lechada pasepor losorificios. Nosedebe mover eltubo durante la aplicación
de lamezclao lechada nidurante elfraguado.Yacolocado eltubo enelrevestimiento,
se debe poner un collar del mismo material de la hoja del revestimiento de fabricación
especial el cual debe estar ajustado alrededor del tubo. Este disco de fabricación
especial, es de una placa de material termoplástico, donde una de sus caras esta
provista de una fina malla de nylon que facilita la adherencia de otro material a su
superficie. Este materialpor logeneralesunaresinaque sirve deselloentreelplástico
del revestimiento y la superficie del tubo. El diámetro exterior de este anillo se debe
extender radialmente por lo menos4" (100mm) más allá de la interfase tubo/hoja. Este
anillo se debe soldar con tres cordones de soldadura. El es unido de acuerdo a lo
especificado en lasecciónde unión detubería disimilar ala pared del revestimiento tal
como se indica en el punto 3.16.6. Los métodos descritos anteriormente, solamente
deben ser utilizados si existe acceso a la parte exterior del vaciado. Si este no es el
caso,esnecesariocortar unhoyoenla hojadel revestimiento varias pulgadas mayores
que el diámetro deltubo. Luego eltubo es centrado yse rellena desde el interior de la
estructura. Unanillo con anclas del mismo revestimiento se usará para cubrir el hueco
restante,quedando por lomenos 1/2" (12.7mm) sobre la hojayahogado en lalechada.
En el caso de que eltubo sea de diferente material al del revestimiento, el anillo será
de fabricación especial, provisto de una malla de nylon, como la mencionada
anteriormente.
3.8.2 Cuando las paredes pueden ser recubiertas al mismo tiempo en que son
coladas.
Construir las cimbras con el nivel más alto del borde de la pared. Colar las paredes
llegando hasta el nivel deseado. Este debe ser tomado en cuenta el espesor del
revestimiento. Colocartramos pre-cortados del revestimiento delacubierta superior en
elconcreto húmedo,secubre conmadera ysecoloca unpesosobre esta paraqueno
emerja delconcreto.
CMIC
ITC
39
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
3.8.3 Cuandosecoloca lacubierta despuésdequesecolaron lasparedes.
Alcolar lasparedes,dedebedejar2"(51mm)pordebajo del nivelde la pared.Cuando
las cubiertas estén listas para colocarse se deben construir nuevas cimbras para
retener lacubierta ensu lugar, desde la parte baja hasta la más alta dela pared.Debe
tenerse cuidado de que la hoja de la cubierta quede lo mas recta posible en conjunto
con la cimbra. Se hace la mezcla y se aplica vaciándola hasta el nivel deseado y se
coloca la cubierta superior. Seasegura que esté en su lugary se cubre con madera y
un peso adecuado que ejerza la suficiente presión durante el proceso defraguado del
concreto. Esto puede ser de igual forma que el de aplicación del revestimiento para el
piso,elcualsedescribe másadelante enelpunto3.10.
3.8.4COLOCACIÓNDELCONCRETO.
Antes de colocar el concreto se recomienda realizar una inspección detallada para
asegurarqueelrevestimientoylacimbrasehayancolocadoadecuadamente.
Se coloca el concreto sin que exceda la proporción para que las cimbras fueran
diseñadas porelestándarACI(347-88).
3.8.5 CURADO DELCONCRETO.
Elconcreto secura deacuerdoalaprácticacomúnenlaindustria.
Bajo ninguna circunstancia se debe curar con vapor los tubos con el revestimiento,
componentes oestructuras recubiertas.
ITC
CMIC
40
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
3.8.6 REMOCIÓN DELACIMBRA.
Todos los clavos utilizados deben ser jalados de la cimbra antes de removerla y se
debehacercuandoelconcretohacurado losuficiente,teniendocuidadodenodañarel
revestimiento.
Es muy importante proteger las partes superiores de las paredes después de remover
la cimbra hasta que estén unidas o soldadas para evitar que la humedad se filtre por
lasparedes.
Después deremover lacimbra,todas lasuniones sonsoldadas comosedescribe enel
apartado desoldadura.
3.9 INSTALACIÓN DEPAREDES ENOBRAS EXISTENTES.
El revestimiento puede utilizarse en conjunto en obras existentes, sin embargo, se
deben cumplir las siguientes condiciones para asegurar el éxito del sistema: la
integridad estructural del concreto existente no debe estar expuesto ni puede ser
sometido a cargas anticipadas y el concreto existente debe estar limpio y libre de
contaminación química.
3.9.1 Para instalar elrevestimiento enestructurasexistentes.
Apoyándose por mediode algunos medios mecánicos y refuerzos adecuados, sedebe
habilitar una red o malla de aceroque permita unir el concreto nuevo con elexistente.
Ver dibujo No 5A para el diseño sugerido. Cabe destacar, que el diseño de la redy la
mezcla del concreto se deben especificar con anticipación y deben ser acorde a las
condiciones de operación del sistema. Se deben utilizar unos espaciadores para
asegurar que quede unespacio uniforme para la colocación de la mezcla del concreto
nuevo,tal como sedescribe en lasespecificaciones del diseño en eldibujo No.5B.Un
CMIC
ITC
41
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
mínimo recomendable para el espesor de la pared de concreto nuevo es de 3.5"
(89mm). Eltamaño de los agregados utilizados en la elaboración de la mezcla para la
parednodebeexceder 3/8"(9.5mm).Espermisible disminuirelgrosordela paredsise
utiliza unamezcla adecuada,previamente diseñada paralascondiciones requeridas.
Eldiseño de losamarres para sujetar lacimbra puedensercomoelquesemuestra en
el dibujo No. 5C; este tipo se puede utilizar para asegurar un espacio uniforme y
proveer un medio para reforzar. Para la colocación de la hoja del revestimiento en la
cimbra,mantenerla ensu lugar ycolar elconcreto,sedebe efectuar comose describió
enlasección3.8 Lainstalacióndelaparedparaunaconstrucciónnueva.
3.10 INSTALACIÓN DELPISO.
Las restricciones de temperatura para la instalación de los pisos son las mismas que
para las paredes, con el agregado de que es muy importante que todo el piso esté
protegido de la exposición directa a los rayos solares, la migración de líquidos de
fuentes del exterior, como puede ser: lluvia, agua del subsuelo, entre otros; por loque,
debajo del piso del revestimiento debe prevenirse completamente cualquier filtración.
Las uniones ycubiertas de las paredes debenser soldadas antesdecolocar el piso.Al
seguir esta secuencia seelimina elpotencial dedañar la hoja del piso al mover equipo
como escaleras y andamies para soldar la parte superior de la pared. Como mínimo,
las uniones dela pareddebenser soldadas desde abajodelaelevaciónfinaldel pisoa
unadistancia de20"(500mm) másallá delniveldel pisoterminado.
3.10.1 Procedimiento para instalarelpiso:
CMIC
ITC
42
'APLICACIÓN DE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
3.10.1.1 Instalación delatira quemarcaelnivelenlapared:
Unavezestablecida laelevaciónfinaldel piso,semarca una línea congisalo largode
la pared a 3/16" (5mm) por debajo de la elevación NPT nivel de piso terminado. Si el
grosor del piso difiere de 5 mm,entonces, la línea de gis debe estar a una altura que
coincida con el grosor del piso. Con extremo cuidado se remueve el excedente de la
soldadura de la unión vertical de las paredes, previamente en la elevación donde se
marcó la línea de referencia del piso; esta se puede remover con un disco de lija. Es
muy importante remover la menor cantidad posible de soldadura de la unión,
únicamente la necesaria, solo para que no interfiera la tira que marca el nivel en la
pared. Esta tira que sefabrica del mismo material que el revestimiento debe tener por
lo menos una sección de !4"x1/2"(13mmxl3mm). Después de utilizar eldisco de lijase
empareja la unióny la hoja adyacente. Como una alternativa, latira del nivel se puede
adelgazar enlazona dela unión.Éstasedebe biselar previamente asucolocación por
lapartesuperior paraqueconlasoldadura defijaciónseacoplealapared,sin interferir
en lacolocación del piso. Latira sefija a la pared mediante uncordóndesoldadura de
aporte tal como se muestra en el dibujo No. 6. Antes de soldar se debe raspar
ligeramente la tira, la soldadura y la unión, para retirar un poco de la capa superficial
con el fin de garantizar la limpieza y posteriormente aplicar la soldadura con la pistola
de mano para unir latira ala pared por la parte superior. Considerar quedebe hacerse
detal manera que lasoldadura nointerfiera conla hoja del piso (dibujo No.6).Encaso
de ser necesario y que exista unespacio en la parte inferior de latira se debe colocar
uncordóndesoldadura.
3.10.1.2 Instalaciónde latiradelpiso (tiramaestra).
La instalación de la tira del piso, nos sirve como guía y soporte de las placas que se
vanacolocar enelpiso.Porprincipiosedebe localizar latira delpisodeacuerdo alas
dimensiones de las placas. La localización adecuada permitirá la subsecuente
colocación de la hoja. La colocación adecuada de la primera tira es la más crítica y
debeserdelasiguiente manera:
CMIC
ITC
43
"APLICACIÓN DE TERMOPLÁSTICOS LAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
I.Semarca unalínea conunhilo paraleloaunadelas paredesenelsentido maslargo
a laelevacióndelamarcadelapared.
IISeencuentre la localizacióndonde ladistancia del hiloalaparedsealamáxima.
III. Utilizando esta localización se marca una línea igual alancho de la hoja alejándose
de lapared.Estadalalíneacentraldelaprimeratiradelpiso.
IV. Desde ese puntose mide alo largo de las paredes cortas aintervalos delanchode
lahoja más 1/8" (3mm)paradeterminar lalínea centraldecadatirasubsiguiente.
V.Tambiénserecomienda queunalíneacentralsetraceenlatiraantesdecolocarla.
Ya que se ha determinado lo anterior, se construyen cimbras para colocar tiras
utilizando madera de 2"x4" instaladas como se muestra en el dibujo No 7A. Como se
menciono anteriormente en el punto 3.5, algunas instalaciones del piso requieren de
una malla deacero de refuerzo.Cuando lasespecificaciones deltrabajo requieren que
el refuerzo corra continuamente através del piso, lastiras deben ser diseñadas conla
redcorriendo através delossoportes delastiras comosemuestraeneldibujo No.7B.
Se prepara la mezcla del mortero utilizando cemento y arena de concreto en una
proporción 1:3 porvolumen,consuficiente aguaparaformar unabola enlasmanospor
la que elagua pueda escurrir yque mantenga laforma de pelota.Aplicar unagente de
uniónalconcreto dondesevaacolocar lastiras. Elmorteroseempacaenlacimbrade
2"x4"(50mmX lOOmm)ysecoloca latira encima del concreto compactado. Segolpea
ligeramente latira paraasentarla bien.Asegurarse que elnivel de latira sea delgrosor
de la hoja del piso por debajo de la elevación del pisoterminado a todo lo largo de la
tira. Unatécnica muy útilesutilizar unbloquedeplástico colocado enlatira delapared
para marcar la línea. Unsegundo bloque de plástico de la misma altura que el anterior
seutiliza para medir ladistancia del hilo ala marcadel piso.Secoloca pesodondesea
necesario en la tira para que no vaya a emerger hacia la superficie del concreto. Se
quita la cimbra cuando el mortero comienza aendurecer. Secortan losexcedentes del
mortero para asegurar quenointerfiera con lacolocacióndel pisodel revestimiento.Se
debedejar queelmortero endurezca completamente antesdecolocarelpiso.
ITC
CMIC
44
"APLICACIÓNDE TERMOPLÁSTICOS LAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLAINDUSTRIA"
3.10.1.3 Instalacióndelpiso:
Lashojas paraelpisoson provistas previamente conunatiraexcedente instalada enel
taller y con cinta conductiva de cobre en una de las dimensiones cortas, tal como se
indica en el dibujo No 8. Las hojas deben ser colocadas y acomodadas
anticipadamente, recortadas de manera que ajusten bien contra la pared en la hoja
perimétricayenlastiras para queseajusten alanchodelasunionescomosemuestra
en el dibujo No. 9. El recorte de la hoja no debe resultar en remover ninguna ancla o
retención de la hoja. Las hojas deben ser acomodadas de tal manera que a lo mucho
converjan 3 hojas en un lugar. Antes de colocar la hoja, debe asegurarse de que la
cintadecobreestédelladodelasretencionesdelahojade 1/6" a 1/8" (1.6mm-3.2mm)
de laorilla del revestimiento para la prueba dieléctrica. Lacama de mortero se prepara
usando una mezcla de concreto de 3 partes de arena por una parte de cemento
Portland con la suficiente cantidad de agua para que se pueda formar una bola conel
mortero yque conun ligero movimiento de la mano cause que la bola pierda suforma.
Para proyectos más grandes, instalaciones complejas o en camas muy calurosas es
mejoragregar unretardador defraguado alamezcla.Peronoserecomienda retardarlo
más de 6 horas. Para trabajos pequeños el mortero se puede mezclar en unas
revolvedoras portátiles.
Sesugiere pre-humedecer labaseantesdecolocar lacamademorteropara mejorarla
adhesión a la base y también evitar la pérdida de humedad de la mezcla. En
situaciones donde la basetenga másde3mesesdeantigüedadserecomienda colocar
unadhesivo para la unióndelconcreto. Lacama de mortero secolocayse lleva hasta
elnivel de lastiras.Se nivela,se compacta ysetermina de la manera usual.Cualquier
zona que haya quedado a un nivel más bajo se llena inmediatamente con una mezcla
fresca. Setermina conuna llana de madera oaluminio. Se remueve el morteroy otras
sustancias contaminantes de las tiras con una esponja húmeda para asegurar que la
hoja asiente completamente. Elmortero solo sedebe colocar enáreas que sevayana
cubrir inmediatamente conunahojadelrevestimiento. Colocar lahojadel revestimiento
pre-medida sobre la cama de concreto. Hacer ligera presión para que el revestimiento
asiente uniformemente. Se cubre la hoja del revestimiento con una tabla de 3/4"
CMIC
ITC
45
"APLICACIÓNDE TERMOPLÁSTICOS LAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
(19mm) de espesor; medida a manera que quede 1/8" (3mm) mas corta del perímetro
de la hoja del revestimiento, para que su orilla quede expuesta. Esto va a permitir
colocar la siguiente hoja del revestimiento sin interferencia. Se debe colocar
aproximadamente la mitad del peso uniformemente sobre la tabla para evitar que
emerja el recubrimiento del concreto. Lo recomendado para la colocación del peso es
20-25 Ib(9-11 Kg.) enbolsas dearena preparadas previamente. Elpeso recomendado
es de 18 Ib/pie2 (88kg/m2). Una hoja de 39"x78"(1x2m) con un área total de21.5 pie2
(2m2) va a requerir aproximadamente 400 Ib (181 Kg.) de peso o 16 bolsas de 25 Ib.
(11kg)Así mismo,una hoja de 59"x118"(1.5x3m) con unáreatotalde48 pie2(4.5m2)
requiere 900 Ib.(408kg) de peso o 36 bolsas de 25 Ib (11Kg). Con la mitad del lastre
colocado uniformemente sobre la tabla se golpea la tabla entre estas usando la parte
plana de una madera de 2"x4" (50mm x 100mm). Debe hacerse con cuidado para no
distorsionar la hoja. Se golpea con suficiente fuerza y repetición para asegurar que el
mortero encapsule las anclas y que las orillas asienten bien en las tiras.Al completar
esto,elrestodellastresecoloca enloslugares remanentesydebepermanecer ahípor
lo menos 3días. Sedebe evitar eltránsito sobre la hoja durante estetiempo hasta que
cureelconcreto. Porúltimoselimpian lastiras delmorteroresidual.
3.11 INSTALACIÓN DELSISTEMA DEDETECCIÓN DEFUGAS:
Los sistemas de revestimientos laminados pueden ser instalados con sistemas de
detección de fugas para recolectar líquidos que puedan fugarse a través del
revestimiento dañado. Es importante notar que el agua del subsuelo seva a acumular
enelsistema de detección defugas a menos de que secoloque un impermeabilizante
a la estructura del concreto para prevenir filtración. Cuando sea posible, el sistema de
detección defugas sedebecolocar en la parte interna delasparedes del revestimiento
principal siguiendo las especificaciones de diseño antes de colocar el concreto (dibujo
No. 10). El tubo colector de fugas se instala en la parte interna del revestimiento
después de retirar la cimbra del concreto y las paredes hayan sido soldadas como se
describe en punto 3.10 2do párrafo, y antes de colocar las tiras de las paredes de la
siguiente manera:
CMIC
ITC
46
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALA PROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
Se establece la localización del tubo colector donde la línea central del tubo está
aproximadamente de 2"-2 Va"(51mm-64mm) debajo de la máxima elevación del piso
del revestimiento como se describe en el dibujo No. 10. Se hacen marcas con gis;
posteriormente se hacen agujeros en la hoja de la pared de 3/16" 0 por debajo de
donde se ubica el tubo colector a cada 12" de centro a centro. Con cuidado se debe
remover la soldadura vertical excedente en las áreas donde el tubo colector va a
asentar sobre la pared.Antes decolocar eltubo colector (media caña)se deben hacer
los agujeros al igual que en la hoja de la pared,es decir, de 3/16" de diámetro acada
12" y se rellenan con papel degradable para prevenir la penetración de concreto
durante la instalación del piso. Se debe soldar el tubo colector por la parte superior e
inferior alapared concordonesdesoldadura de4mm0 colocadosconlasoldadorade
mano.
3.12 INSTALACIÓN DEL PISO CON REVESTIMIENTOS LAMINADOS DE DOBLE
CONTENCIÓN.
Este sistema es un método de construcción de fabricación especial del revestimiento
laminado termoplástico,queestadisponible para mejorar ladetección defugas.Suuso
requiere consideraciones especiales en cuanto a tiras de contención y detección de
fugas las cuales sedescriben acontinuación: Los pisos con hojas dedoble contención
no están disponibles con bordes doblados como las hojas estándar del revestimiento
convencional. Por esto deben instalarse tiras cruzadas de complemento a las
longitudinales ycolocarlas al mismotiempo. Lastirasde contención del pisodebenser
deltipodescrito eneldibujo No.11A.Para poder asentar la hoja dedoble contencióny
permitir un drenaje adecuado. Además, las tiras de contención del piso llevan surcos
como se demuestra en el dibujo No 11 B. Sto permite que fluya el líquido filtrado en
caso de fuga. Lastiras que se colocan en la pared para recibir las placas del piso son
diferentes a las estándar y son prefabricadas como se muestran en el dibujo No 11C.
El tubo colector para el sistema de detección es de diseño de 1/4 de tubo para el
sistema de doble contención, en vez del diseño de 1/2 tubo utilizado en pisos
estándar. La instalación es muy similar, excepto que la elevación debe ser colocada
CMIC
ITC
47
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALA PROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
cuidadosamente para asegurar que el tubo quede a nivel de la hoja de doble
contención cuando se coloque el piso. La manera de unirlos se muestra en el dibujo
No.12.
3.13 INSTALACIÓN DEL REVESTIMIENTO LAMINADO TERMOPLASTICO
PREFABRICADO PARATRINCHERASYSUMIDEROS.
Se pueden prefabricar trincheras, sumideros y tanques con los revestimientos
laminados termoplásticos, de tal dimensión que solo será limitada en función del
transporte einstalaciónencampo.
Latemperatura ambiente durante la instalación detrincherasy sumideros debe ser por
debajo de los 90° F (350C), y por arriba de 320F (0oC). Los prefabricados deben ser
protegidos delaexposición directadelosrayossolares.
Los procedimientos de instalación de estas estructuras prefabricadas para
construcciones nuevasoyaexistentes sedescriben delasiguiente manera:
3.13.1Trincheras.
Las secciones de revestimiento laminado termoplástico para trincheras se forman
siguiendo los requerimientos del concreto. Los típicos diseños de cimbra para
trincheras sonconmadera detriplay 1/2"-3/4"(13mm-19mm) y barrotes de2"x2"-2"x4"
(50x50mm-50x100mm) como se muestra en el dibujo No. 13. Los detalles para
asegurar los asientos para la rejilla o las partes superiores para prevenir corvaduras
pueden sercomo enlasorillas delas paredes,asientos de rejilla, pestaña yasiento de
rejilla con malla de nylon de fabricación especial. La forma de adherir la cimbra al
revestimiento se debe hacer detal manera que el revestimiento no se perfore. Estose
haceamarrando elalambre alasanclasenla parte interna (aproximadamente acada5
anclas) a la cimbra de manera como se muestra en el dibujo No 14A y 14B. Las
CMIC
ITC
48
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALA PROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
perforaciones se pueden hacer a través de las caras de tela porque este llevará
posteriormente unalámina FRPdefibradevidrio.
3.13.2 Instalacióndelastrincheras.
Se colocan las secciones prefabricadas de trinchera en la excavación, empezando de
la zona mas profunda a la de menor profundidad. Cada sección debe sobreponerse a
latira quefue soldada eneltaller deprefabricación ala parte menos profunda decada
sección. Antes de instalar las siguientes secciones, se debe asegurar que encima de
cada tira secoloque unacinta conductora de cobre (dibujo No. 15). Si la cinta no está
en su lugar se deberá colocar una cinta nueva en la tira por la parte externa de la
sección adyacente de la trinchera. Para mantener las secciones de la trinchera a la
elevación especificada yparaprevenir flotación,sedebe utilizar armados de polinesde
4"x4" (100mmx100mmnn) a través de la excavación y unidos a la cimbra como se
muestra en el dibujo No. 16A para el caso de construcción nueva. La cimbra es
asegurada como se muestra en eldibujo No. 16B para construcciones existentes. Los
barrotes armados de 2"x4" (50mmx100mm) se colocan en cada orilla y centrados a
cada 3pies (900mm),óaladistancia necesaria para mantener laelevación apropiada,
laalineación de lasuniones ylasdimensiones de latrinchera durante la colocación del
concreto. No se deben anclar las secciones del revestimiento al acero de refuerzo del
concreto que va a alojar a la trinchera. Las secciones se deben unir con amarres de
alambre en las anclas, las secciones adyacentes se unen con alambre para unir
apretando firmemente. Esto debe hacerse cada 4a o 5a ancla a todo lo largo de la
orilla. Asegurar que el ancho de las uniones sea uniforme entre las secciones. El
espacio entre las secciones debe ser entre 1/16" y 1/8" (1.6-3.2mm). El utilizar clavos
de terminado del no.4 entre las uniones ha demostrado ser útil para mantener esta
dimensión. También es muy crítico que la superficie interna de las secciones
adyacentes esté en un mismo plano para evitar una mala alineación. Para lograr esto,
se recomienda que la cimbra de cada sección se quede atrás 3/4" (19mm) de la orilla
de la hoja. Esto va a permitir inspección visual y corrección, en caso de ser necesaria
la alineación de las uniones después de que todas las secciones se hayan unido y
CMIC
ITC
49
^ I I c*
"APLICACIÓNDE TERMOPLÁslÑípStAMtmDCf PAFWUUSBOT^CIÓMJPEL CONCRETO
ENLA CONDUCCIÓNDE/ÜRDOBc£g?OJü¿PSÍ/7-/j|/ZJDO^£/V ifÜNPfStRIAfa
erguido. Ya que se verificó la alineación adecuada, se pueden asegurar barrotes de
2"x4" (SOOmmxIOOmm) al concreto existente o a la cimbra para mantener las
dimensiones durante la colocación del concreto. Utilizando concreto con grava no
mayor de 3/8" (9.5mm), se coloca desde un lado de la trinchera. Se coloca de tal
maneraqueelconcretofluya pordebajo delaseccióndel revestimientoysalgadelotro
lado para asegurar que la parte de abajo de la estructura se haya llenado
completamente. Se pueden usar vibradores dentro de la cimbra y en la mezcla para
asegurar quesellene atodo lolargo delatrinchera ydespués elrestodela mezclase
coloca de manera convencional. Un método alternativo sería realizar primero la
colocación del concreto y luegosumergir latrinchera enelconcreto húmedo. Estovaa
asegurar que la parte de abajo de la trinchera esté sólida, Este método es muy
efectivo, sin embargo, es muy difícil de realizar sí la trinchera es muy grande. Debe
dejarse suficiente tiempo para que endurezca el concreto antes de remover la cimbra.
Alremoverla sedebetenercuidadodenodañarelrevestimiento.
3.14 REQUERIMIENTOS DESOLDADURA.
3.14.1 Pistolas parasoldar.
Lostiposdepistola parasoldarestánlistadosenlasección3.2.2 enRequerimientos de
Herramientas y se han utilizado satisfactoriamente recomendándolos para soldar este
tipoderevestimientos. Laspistolas parasoldar debentener mantenimiento ydebenser
probadas para funcionar adecuadamente durante la soldadura. Las puntas y zapatas
para soldar debenchecarse frecuentemente para detectar defectos debido al usoyser
reparadasoreemplazarse.
3.14.2 Requerimientos eléctricos.
Las pistolas para soldar requieren unsuministro interrumpido deenergía eléctrica para
asegurar el calentamiento uniforme de los materiales termoplásticos. La consideración
ITC
CMIC
50
"APLICACIÓN DE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLAINDUSTRIA"
más importante es que la potencia, combinación de voltaje y corriente, permanezca
constante. En muchas construcciones surgen problemas frecuentes cuando otros
usuarios saturan la línea de alimentación debido al exceso de carga y puede llegar a
afectar la operación óptima de los equipos de soldadura. Lasprecauciones necesarias
y unadecuado planeamiento evitanqueestoocurra.
3.14.3 Suministro deaire.
Debe haber los medios necesarios para suministrar el volumen adecuado de aire
limpio, seco y libre de aceite a una presión uniforme (sin pulsar) para las pistolas para
soldar. La calidad del aire debe verificarse diariamente apegado a lo establecido en
ASTM-D 4285. Se necesitan filtros de polvo en sopladoras y otros equipos similares
para mover el aire. En las tablas No. 2 y No. 3 se muestran los volúmenes de aire
recomendados para los diferentes materiales y métodos de soldadura. El volumen de
aire debe verificarse con un medidor de flujo instalado antes de la salida a la pistola
para soldar. Debe cambiarse el aire de las mangueras cada mañana para eliminar el
agua que se haya podido acumular en la noche debido a condensación. Tener en
cuanta que los conectores rápidos tienden a restringir el flujo, por lo que no se
recomienda suuso.
Parámetros para aplicación de Soldadura Manual
|
Soldadura rápida
Temperatura (0C)
Temperatura (0F)
Flujodeaire (Lt/min)
Flujo deaire (CFM)
|
PE
|
PP
|
320- 340
280 - 300
608- 644
536- 572
80-100
80-100
2.8 - 3.5
2.8-3.5
Tabla No.2
CMIC
PVC
|
PVDF
350- 380
662-716
80-100
2.8-3.5
|
350 -400
662- 752
80-100
2.8 - 3.5
ITC
51
"APLICACIÓN DE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓNDEL CONCRETO
EN LA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLAINDUSTRIA"
Parámetros paraaplicación deSoldadura por
Extrusión
Soldadura por Extrusión
Temperatura de Precalentamiento (0C)
Temperatura de Precalentamiento (0F)
Temperatura del Material (0C)
Temperatura del Material (0F)
Flujo deaire (Lt/min)
Flujo deaire (CFM)
Tabla No.3
PE
PP
250- 300
482- 572
200-230
392-446
300-400
10.6-14.1
250-300
482- 572
250- 300
482 -572
300-400
10.6-14.1
EQUIPOS CONVENCIONALES PARA LAAPLICACIÓN DESOLDADURA.
-, Soldadora de
\ aire caliente
I por soldad
por gas
caliente
p alambre
p soldar 3,4 y
5 mm
Summ. de
aire
¡ntegr./digital
Pistola de
sold.
extrusión
soldad por
extrusión a
solape
p alambre
p soldar 3,4 y
5 mm
capacidad:
2,3 kg/h (con
5mm)
Summ. de
aire
integr./digital
Pistola de
Code
LEISTER
Pistola de
sold.
extrusión
soldad por
extrusion a
solape
p alambre
p soldar 3,4 y
Code K23DE
sold.
-:^
5 mm
capacidad:
5,0 kg/h (con
5 mm)
Summ. de
aire
¡ntegr./dlgítal Code K50DE
Pistola de
sold.
extrusion
soldad por
extrusion a
solape
p alambre
p soldar 3,4 y
5 mm
capacidad:
3,0 kg/h (con
5mm)
Sumín de
aire
mtegr./digital Code K30DE
extrusión
soldad por
extrusión a
solape
p alambre
p soldar 3 y 4
mm
capacidad:
1,2 kg/h (con
4mm)
Summ. de
aire
integr-Zdigital Code K12DE
Pistola de
sold.
extrusión
soldad por
extrusion a
solape
p alambre
p soldar 3 y 4
mm
capacidad:
1,2 kg/h (con
4mm)
Sumin.de aire
integr./manua
Code K12E
ITC
CMIC
52
"APLICACIÓN DE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLAINDUSTRIA"
3.14.4 Condiciones delambiente.
Se deben tomar en cuenta ciertas restricciones durante el soldado del revestimiento
termoplástico y son los supervisores enelsitio los responsables de medir y registrar la
información pertinente como temperatura, humedad y punto de condensación al
momento de iniciar la aplicación de soldadura. Latemperatura ambiente del aire en el
lugar donde se está soldando debe mantenerse entre 55 y 95° F (40-110 0C). Las
temperaturas de superficie máximas y mínimas para los diferentes tipos de materiales
del revestimiento termoplástico se muestran en las Tablas No. 3 y No. 4. No debe
soldarse si la temperatura de la superficie es menor a 5° F (2.8°C) por encima del
punto de condensación medido o cuando la humedad relativa esté por arriba del75%.
Todas las superficies de las hojas en áreas a soldar deben protegerse de las
exposiciones directas de los rayos solares, corrientes de aire, tierra, polvo y otros
contaminantes. Esimportante quelasunionesesténsecasantesdesoldarse.
3.15 PREPARACIÓN DELASUPERFICIE PARASOLDAR:
Es muy importante que las superficies a soldar estén libres de polvo, tierra y otros
contaminantes. Se recomienda que todo el recubrimiento se limpie con trapos o
esponjas húmedos para remover excesos deconcreto yotros contaminantes. Nodebe
limpiarse con manguera o cualquier otro método que exponga la superficie a gran
cantidad de agua. Cualquier infiltración de agua no es aceptable. Los pisos deben
limpiarse primero con escoba y luego conaspiradora. Los líquidos para remover polvo
u otros limpiadores nodeben utilizarse con elrevestimiento termoplástico. Las uniones
deben ser raspadas cuidadosamente y asegurarse que todas las uniones al momento
desoldaresténlimpias.
ITC
CMIC
53
••APLICACIÓNDE TERMOPLÁSTICOS LAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLAINDUSTRIA"
3.15.1 Preparación delasunionesde lasparedes
Enlasunionesverticalesde lasparedesse remueve lacara internadelatirah-zipyse
raspa el centro del nudo más allá de la profundidad de la pared (dibujo No. 17). Se
elimina todo el concreto residual de la superficie de la tira h-zip y/o las tiras que se
sobreponen. Utilizando raspadores apropiados se prepara el bisel de la unión, el
espacio y la superficie de la hoja adyacente por lo menos 3 mm en cada lado de la
unión a las dimensiones y configuraciones mostradas en el dibujo No. 17. Es muy
importante preparar todas las uniones a dimensiones uniformes. Las uniones
horizontales que utilizan tiras sobrepuestas deben ser raspadas y biseladas de la
mismamaneraquelastirasverticales.
3.15.2 Preparacióndelcierredelasoldadura (sellado dedisco)delapared.
La superficie de la hoja alrededor de las perforaciones para la soldadura debe ser
limpiada depolvoy raspada completamente. Lasoldadura debe recortarse paraqueno
seextienda másalládelahoja delrevestimiento. Cuando lasoldaduraesremovida,las
perforaciones deben ser lechadas antes de soldar los sellos de disco, como se
menciono enelapartado 3.8.
3.15.3 Preparacióndelas unionesdelpiso.
Remover todo el concreto de las hojas y tiras. Utilizando raspadores apropiados, se
prepara el bisel de la unión, el espacio y la hoja adyacente a las dimensiones
mostradas en el dibujo No 18, se asegurarse que la tira esté limpia y libre de
contaminantes. Esmuyimportante preparar lasunionesadimensiones uniformes.
ITC
CMIC
54
"APLICACIÓNDE TERMOPLÁSTICOS LAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
3.15.4 Preparación delasesquinaspiso/pared.
Se remueve todo el concreto excedente adyacente a las uniones. Utilizando
raspadores apropiados seprepara launión piso/paredcomosemuestraeneldibujoNo
19. Se limpia la tira de la pared de contaminantes y residuos. Es muy importante
preparartodas lasunionesadimensiones uniformes.
3.15.5 Preparaciónde losconectoresdelasesquinas.
Las esquinas verticales pueden unirse con conectores de esquinas como se muestra
en el dibujo No 2., tanto para esquinas internas como externas. Al utilizar conectores
de esquinas la hoja no se lleva a la profundidad total del conector. Aproximadamente
1/8" (3mm) de espacio se deja entre la orilla de la hoja y la base del conector para
permitir expansión. Los surcos de los conectores de esquinas son pre-cubiertos son
una sustancia conductiva desde su manufactura. Esto elimina la necesidad de colocar
cinta conductiva o alambre antes de soldar las uniones. Las uniones se preparan
raspando la parte lateral del conector de esquinas y la hoja adyacente para recibir una
soldadura detrescordones.
3.15.6 Preparación desalidas.
Se limpian la hoja y la superficie de salida de contaminantes. Asegurarse de que el
alambre conductor oel material utilizado respalden la unión.Si noexiste,sesuelda un
alambre de cobre en la interfase entre el tubo y la hoja. Se raspa completamente la
hojaylassuperficies desalida asoldar.
3.16 MÉTODOS DEUNIÓN.
CMIC
55
/re
"APLICACIÓN DE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA'
Es preferible y más segura la soldadura por medio de extrusión. La soldadura manual
es de uso limitado a sellos de discos, conectores de esquinas, tubos pequeños
menores a6"0, esdifícildetener hojas malalineadas ysoloseusadonde lasoldadura
de extrusión no se puede aplicar por limitaciones de espacio. Los cordones de
soldadura utilizados para soldadura manual deben ser raspados antes de usarse. Los
biseles, tiras y hojas inmediatamente adyacentes a las uniones deben rasparse o rerasparse a lo máximo 30 minutos antes de soldar. La longitud máxima de la manguera
quevadelasopladora alapistola parasoldar debeserde33p¡es(10m).
Las pistolas deextrusión generalmente requieren unasopladora dedicada debido alos
requerimientos de volumen de aire, sin embargo, se pueden utilizar compresoras
mientras se cumplan con los criterios de volumen de aire y limpieza. Enelcaso de las
pistolas de mano,se podrían unir varias a una sola sopladora siempre quese cumpla
con loscriterios devolumen ylimpieza del aire.Todo elequipo debeser revisado para
cumplir conlosestándares detemperatura ysuministrodeaire alcomenzar cadadíao
cada jornada de trabajo. Los patrones de precalentamiento deben verificarse con el
objeto de contar con el aire caliente y que esté dirigido adecuadamente. Las pruebas
de soldadura deben realizarse de acuerdo a los requerimientos del proyecto para
corroborar la hermeticidaddelsistema.
Los rangos de temperatura adecuados para pistolas de mano y extrusión se muestran
en las tablas 2 y 3 para los diversos tipos de revestimiento. Las temperaturas
específicas para soldar pueden variar y dependen de factores como aire, temperatura
desuperficie,flujodeaire utilizado,tamaño dela soldadura,tamaño delcordón,tipode
pistola para soldar y técnicas individuales, La temperatura de la pistola y los
parámetros sobre flujo de aire deben ajustarse para asegurar una buena fusión.Antes
de colocar la soldadura, se debe planear su colocación para evitar puntos de arranque
por secciones. Se deben seleccionar zapatas para soldadura de extrusión para que la
soldadura solape las hojas adyacentes por lo menos 1/8" (3mm). Ver dibujo No. 20.
Cada vez que la pistola de extrusión deje de utilizarse por más de 1 hora, deberá
operarse para extruir de 12"-18" (30cm-46cm) de material en un trozo de madera
inmediatamente antes de soldar. Esto precalentará la zapata y removerá todo el
CMIC
ITC
56
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
material sobrecalentado. Este proceso debe repetirse por 6"-8" (15cm-20cm) cada vez
quelapistolaestésinusarsepormasde5minutos.
Para la aplicación de la soldadura de extrusión, se requiere el trabajo en equipo de 2
personas. Mientras una persona opera la pistola, la segunda verifica que la superficie
de la hoja haya sido precalentada; provee de soldadura a la pistola, mueve elequipo,
raspa hojas y biseles y cuida todos los detalles para que no haya interrupción en la
aplicación de la soldadura. Cuando el operador del equipo de extrusión se cansa,
pueden intercambiarse sin detener el proceso.Cuando se inicia la soldadura, la hoja y
el área biselada deben calentarse 10 a 15 segundos con un movimiento de abanico
conairecaliente.Yaquelasoldadura seenfrió,elexcesodebe removerseconcinceles
semicirculares y raspadores filosos sindañar la hojay la soldadura. La misma persona
que soldó debe hacer el raspado. Esto permitirá que la persona evalúe críticamente la
calidad de la soldadura y ajustar los parámetros adecuadamente. La forma del
terminado de la soldadura se muestra en el dibujo No. 21.Cuando la aplicación de la
soldadura por medio de equipo de extrusión, por alguna razón se interrumpa en la
mitad de la unión, se debe preparar para un soldado subsecuente disminuyendo el
grosor de la soldadura en una distancia aproximada de 2" (50mm). Si la nueva
soldadura continua enlamismadirección secontinúa soldandodela misma manera.Si
la nueva soldadura viene desde la dirección contraria, la pistola sedetiene ligeramente
en lazona disminuida ysecontinúa soldando sobre estazona,esto da como resultado
una transición uniforme. La hoja adyacente a la soldadura debe marcarse para
identificar a la persona que realizó la soldadura. Deben hacerse diagramas marcados
adecuadamente para poder rastrear el equipo, material y personal involucrado en la
realización decadasoldadura.
3.16.1 Soldadura enparedes.
Como se mencionó anteriormente, es muy recomendable que la soldadura de las
paredes se realice antes de colocar el piso del revestimiento termoplástico. Cuando
estonoesposible,sesueldanprimero lasporciones inferioresdelasuniones verticales
CMIC
ITC
57
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
empezando por debajo de la elevación final del piso a una altura de 20" (50cm) por
debajo de la elevación final del piso. Las uniones de las paredes se sueldan utilizando
una pistola de extrusión del tamaño adecuado y que pueda ser operada cómodamente
a través de un largo periodo de tiempo. Las uniones horizontales de las paredes se
sueldan antes que las verticales. La superficie de la hoja debe rasparse en las
intersecciones en "T" o 1"o 2" (2.5cm-5cm) más allá de la unión vertical y sobre la hoja
adyacente. La soldadura se inicia en el lado contrario a la intersección (en la hoja
adyacente) y corre a través de la unión horizontal mas allá de la segunda "T" y 1"
(2.5cm) sobre la hoja adyacente. Después de que se enfría la soldadura, el exceso es
removido tal como se menciono anteriormente. Después de que se enfrió la soldadura
horizontal y antes de soldar las verticales, la soldadura de la hoja adyacente se nivela.
La unión vertical, en la intersección, se hace en forma de "V" lo suficiente para permitir
el paso de la zapata al hacer la soldadura vertical. El resto de las uniones verticales se
sueldan de arriba hacia abajo hasta encontrarse con las porciones ya soldadas. El uso
de elevadores, andamios se recomiendan para realizar una soldadura continua. Las
esquinas verticales prefabricadas deben limpiarse y rasparse. La soldadura de
extrusión debe utilizar una zapata de esquina de mínimo 20 mm (90°).
3.16.2 Soldadura en pisos.
Las uniones de piso generalmente se sueldan utilizando una pistola de extrusión larga
y un cordón de soldadura de 4mm 0 . Al soldar las dimensiones cortas del piso que se
encuentran con la pared, la hoja de la pared debe rasparse 1"o 2" (2.5-5cm) a partir de
la unión con el piso y la soldadura debe correr desde la pared hasta el piso. Antes de
soldar las dimensiones largas, se deben preparar las intersecciones como se menciono
anteriormente. Las soldaduras largas se realizan comenzando en la esquina entre el
piso y la pared. El área se precalienta hasta que esté lo suficientemente blanda, como
se muestra al sondear (aproximadamente 10 a 15 segundos). La soldadura es extruida
y empujada dentro de la esquina con un instrumento de madera y hasta que corra
hacia el piso.
ITC
CMIC
58
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALA PROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
Existendosopciones paraeiterminadodelasunioneslargas:
a) El método más utilizado: Se comienza a soldar como se acaba de describir y se
detiene a lo máximo a 12" de la pared opuesta. Inmediatamente, se suelda desde la
dirección opuesta como se describe en el párrafo anterior y se realiza para que en el
punto de encuentro donde la soldadura que se colocó primero siga caliente. Se debe
usarelinstrumento demadera paraempujaryunir lasdossoldaduras.
b)Alternativamente: Lasoldadura se puede colocar y detenerse en cualquier punto y
sedeja enfriar. Posteriormente se prepara para unir comosedescribió en la aplicación
delasoldadura detransiciónuniforme.
3.16.3 Soldadura deesquinaspiso/pared.
Las esquinas piso/pared, generalmente se sueldan utilizando una pistola de extrusión
larga equipada con unazapata apropiada y uncordón de soldar de4mm 0. Todas las
soldaduras de piso y pared que se intersectan con las esquinas deben desgastarse y
angularse hacia la esquina lo suficiente para dejar pasar la zapata al realizar la
soldadura de la esquina. La soldadura del perímetro debe planearse de modo que sea
continua. Lasoldadura debesercontinuatambiénenlasesquinas.Para lograresto,las
manijas de la pistola deben removerse para permitir que la pistola de la vuelta en las
esquinas. La pistola puede detenerse momentáneamente pero la zapata no debe
separarse de la hoja. Al dar vuelta en las esquinas, se aplica más presión a la pistola
para empujar la soldadura en las esquinas. Un acople de madera puede servir para
empujar y ayudar a presionar la soldadura caliente en la esquina.Al dar vuelta en las
esquinas,puedeserquesalga menorcantidaddesoldadura delazapata.Paracorregir
esto,se regresa a la esquina,se raspa y se remueve el exceso. Elárea se precalienta
ysecoloca mássoldadura desde ladirecciónopuesta.
ITC
CMIC
59
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALA PROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA-
ZAGA Soldadura de los discos para sellar.
Todos los discos deben ser suministrados con cinta conductiva pegada en la parte
trasera del disco, para la posterior prueba dieléctrica, que sirve para garantizar la
hermeticidad. Para la instalación se debe utilizar una punta de tachuela y una pistola de
mano para aseguran los discos en su lugar. Los discos se sueldan a la hoja utilizando
un cordón de soldadura de 3mm 0 . Ya que se enfrió la soldadura se hace una prueba
de dieléctrica. Se vuelve a colocar más soldadura si se encuentra alguna fuga;
posteriormente se cubre con dos cordones más de soldadura de 4mm 0 , previo
raspado del cordón anterior en la orilla del disco y de la hoja.
3.16.5 Soldadura de los tubos de entrada y salida.
La tubería colocada en la entrada ó salida, debe ser compatible con la hoja y se debe
soldar a mano ó por extrusión, dependiendo del tamaño del tubo y la accesibilidad.
Generalmente, los tubos de mayor diámetro a 6" (152mm) pueden soldarse por
extrusión. Si la parte interna de la hoja no tiene material conductivo, se coloca un
alambre de cobre en la interfase entre la hoja y el tubo, para la posterior prueba de
hermeticidad. Para soldar el tubo a la hoja se debe utilizar un cordón de 3mm 0 . Ya
que se enfrió la soldadura se hace una prueba dieléctrica. Se vuelve a colocar más
soldadura si se encuentra alguna fuga y se cubre con dos cordones de soldadura de
4mm 0 , previo raspado del cordón,de la orilla del disco y de la hoja. Si el espacio entre
el tubo y la hoja es mayor a 3/8" (9.5mm) se recomienda utilizar un collar para unirlos.
Se suelda el collar a la pared y el tubo al collar.
3.16.6 Unión de tubería disimilar a la pared.
Cuando la tubería de material no es compatible con el tipo del revestimiento, como es
el caso del metal o el barro, no se pueden soldar directamente; y por lo tanto, se debe
utilizar un método alterno a base de resinas, que permitan la adherencia a los dos
CMIC
ITC
60
"APLICACIÓN DE TERMOPLÁSTICOSLAMINADOS PARALA PROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
materiales diferentes;paraestosedeben unir através deunalámina recubierta detela
de nylon reforzada. Para lograr esto, se coloca una placa circular (collar) del mismo
material del revestimiento, fabricada con la cara expuesta con una malla de tela de
nylon,sin retenciones de la misma resina que recubre altubo con lacara detela hacia
fuera. Ladimensiónestándar delcollartiene undiámetro externode5"(127mm) mayor
al diámetro externo del tubo (ver dibujo No. 22). El radio externo del collar debe tener
unacintaconductiva antesdecolocarse.Sesuelda laorilla externadelcollar alapared
utilizando uncordón para soldar de 3mm 0 con soldadura de mano como se describe
en el punto 3.16.4 Soldadura de los discos para sellar. Basándose en las condiciones
de servicio del tanque o sumidero, se deberán especificar las características
adecuadas para el sistema de revestimiento de unión de la tubería a la hoja. Se
deberá preparar la superficie del tubo siguiendo las especificaciones del sistema. En
muchos casos primero se coloca un acondicionador (primario) en el tubo y en la cara
detela delcollar; posteriormente,seprepara una resinaderellenoyseaplica unacapa
en la interfase entre el tubo y la hoja. Esto permitirá que haya una transición suave
para unir la hoja y eltubo; posteriormente se deberán colocar por lo menostres capas
de resina alcollary altuboy setermina con unacapa deresina enlasuperficie parael
acabadofinal.Conestopodemos garantizar elselladoyunióndelosdosmateriales.
3.17 PRUEBA FINAL DELREVESTIMIENTO.
3.17.1 Prueba Dieléctrica (ópruebadechispa).
La prueba dieléctrica ode chispa,es usualmente el método recomendado para probar
la hermeticidad del revestimiento terminado. La soldadura puede probarse cuando se
haya enfriado lo suficiente para tocarse con los dedos. El área adyacente a la
soldadura debe golpearse con un martillo de hule o plástico antes de la prueba. Esto
ayudará a identificar defectos marginales. Generalmente una carga de 100 volts por
0.001" de grosor del revestimiento se recomienda para la prueba de chispa en un
ambiente seco. Pero como la mayoría de las pruebas no se realizan en un ambiente
CMIC
ITC
61
"APLICACIÓN DE TERMOPLÁSTICOS LAMINADOS PARALAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
seco, se recomienda ajustan el voltaje a que la chispa brinque aproximadamente de
3/4"a1"(1.9-2.5cm).
3.17.2 Prueba delacaja deaire.
La prueba de la caja de aire es un método alternativo para probar las uniones
soldadas. Se utiliza cuando no se pueda realizar la prueba de chispa o no sea
apropiado hacerlo. La prueba de la caja de aire se realiza aplicando una solución
jabonosa a la unión y en seguida se coloca la caja de aire encima. Defectos en la
soldadura se identifican por la aparición de burbujas. Cuando se localiza un defecto
con este método, antes de realizar cualquier reparación, se debe eliminar
completamente lasoluciónjabonosa.
3.17.3 Prueba deespacioso huecosenel revestimiento.
Después deque secompletó la soldadura,se realiza la prueba deespacios golpeando
ligeramente con el mango de una escoba, con un polin de 2"x4" o algún otro
aditamento que no dañe la hoja del revestimiento. Los espacios se identifican al
escuchar unsonido huecodurante elgolpeteo. Semarcanlasáreashuecasconungis
y se reparan como se describe en la sección 3.19 reparación de huecos por debajo o
detrásdel revestimiento.
3.18 REPARACIÓN DEUNIONESSOLDADAS:
Esta sección se refiere a las reparaciones requeridas en uniones soldadas. El tipo y
grado del defecto en la soldadura son muy variables y es difícil generalizar sobre los
procedimientos de reparación. Loquesigue acontinuación sondescripciones decomo
proceder de manera general en los tipos más comunes de reparaciones que se
presentan.
CMIC
ITC
62
"APLICACIÓN DE TERMOPLÁSTICOS LAMINADOS PARALA PROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
3.18.1 Reparaciónde unionesconcordones desoldadura.
Se debe localizar el punto exacto del defecto y remover la soldadura de 1- 1.5" (2.53.8cm) decada ladodeldefecto através de losmétodosapropiados. Desdeeste punto
se desgasta ligeramente la soldadura de 2"a3" (5-7.6cm) como mínimo, secoloca un
cordón de soldadura de 3mm 0 como soldadura de raíz, comenzando
aproximadamente en el punto medio de un lado y terminando en el punto medio del
otro. Se deja enfriar y se realiza la prueba dieléctrica, posteriormente se colocan dos
cordones más de 4mm 0 para completar la reparación, raspando apropiadamente
antes de colocar cada uno. En algunos casos el defecto puede parecer un pequeño
agujero pero al raspar se vuelve más grande. La soldadura sin soporte debe ser
removida ysecontinúa comosemencionó enelpasoanterior.
3.18.2 Reparación de los cordones en los discos de sello y de boquillas de los
tubospequeños.
Si el defecto es de un agujero pequeño y que va en aumento, se procede como se
describe en el punto anterior. Si el defecto es mayor, en el disco o en el tubo debe
rehacerse el proceso de aplicación de soldadura, previamente retirada la anterior y
haberefectuado lalimpieza correspondiente.
3.18.3 Fugaentubolargo.
Si la reparación involucra másdel50%de lasoldadura,entonces esta debe removerse
completamente y la unión debevolverse a soldar. Si no,se procede como se describe
enelpunto 3.18.1.
ITC
CMIC
63
"APLICACIÓN DE TERMOPLÁSTICOS LAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
3.18.4 Reparaciónde lasoldadura deextrusión.
3.18.4.1 Defectosen uniónplana (unsoloplano).
Se localiza el punto exacto del defecto y se procede como lo descrito en el punto
3.18.1. Posteriormente se aplica la soldadura con la pistola de extrusión equipada con
una zapata de suficiente tamaño para calentar por lo menos 1"del área desgastada y
soldar desde este punto através de la zona a reparar y por lo menos 1"más allá dela
zona desgastada. Esto asegura una buena fusión de la soldadura a través de la
reparación. Ya que la soldadura se enfrió, el exceso debe removerse con cinceles
semicircularesyraspadoresmodificados para nodañarlahojaylasoldadura.
3.18.4.2 Defectosenesquinas (dosplanos).
Se debe proceder de acuerdo a lo descrito en el punto anterior, pero con la diferencia
quelazapataautilizarseadeesquina paravolverasoldar.
3.18.4.3 Fugasenocerca deesquinas (tresplanos).
3.18.4.3.1 Defectos enplanohorizontal.
Se remueve la soldadura 6" (152mm) de la esquina en ambas direcciones y se
desgastan ligeramente 3" más a cada lado (76mm). Se vuelve a soldar como se
describeenlospárrafos 3,4y5delpunto3.16.3.
3.18.4.3.2 Defecto enplanovertical.
Se remueve la soldadura 6" de la esquina en la soldadura vertical y una soldadura
vertical adyacente. Se desgasta cada una ligeramente otras 3" (76mm). Se vuelve a
CMIC
ITC
64
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
soldar como sedescribe en los párrafos 3,4 y 5del punto 3.16.3. En ambos casos se
deja enfriar la soldadura y el excedente debe removerse con cinceles semicirculares y
raspadores modificados paranodañar la hojaylasoldadura.
3.18.5 Reparacióndeagujeros declavos.
Deserposiblesedebenretirarlosclavos.Siesto nosepuede realizar,elclavoselleva
a través de toda la hoja con un martillo. Se raspa el área alrededor del agujero del
orificio del clavo por lo menos 2"-2,5" (51mm-63mm) en direcciones opuestas a partir
del agujero para prepararesta superficie dondesevaa colocar lasoldadura por medio
de la pistola de extrusión. Se debe colocar la soldadura por extrusión sobre el agujero
comenzando 2"-2.5" (51mm-63mm) alrededor y sobre el agujero continuando 2"-2.5"
(51mm-63mm) mas allá de este. Todas las soldaduras reparadas deben volverse a
probarcomosedescribe enlasección 3.17.1y3.17.2.
3.19REPARACIÓNDEHUECOSPORDEBAJOODETRÁSDELREVESTIMIENTO:
Cuando elconcreto no penetra lo suficiente por la parte posterior del revestimiento, se
forman bolsas de aire que tienen que ser reparados; es decir, se deben rellenar para
evitar que algún golpe pueda romper el revestimiento en esta zona. Para realizar este
procedimiento se requiere de un material de resina ó una mezcla decemento para ser
inyectadoatravésdel recubrimiento ypoderasí rellenar loshuecos.
Parael rellenado de los huecos primero se debe detectar la ubicación exacta mediante
una inspección.; una vez ubicado, se deben hacer agujeros para inserción de 1/2"
(12.7mm) a través del revestimiento en las áreas que requieran rellenarse. El número
de agujeros esta en función del área que deba rellenarse, tomando en cuenta que
deberán ser los mínimos requeridos que permitan el perfecto llenado del hueco. Se
recomienda que la distancia entre agujeros sea del orden de 30cm. En los agujeros
previamente taladrados se atornilla la punta de inserción en dos agujeros adyacentes
CMIC
ITC
65
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALA PROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
permitiendo que la punta se atornille por si sola, se mezcla el material que servirá de
relleno siguiendo las instrucciones del fabricante. Se ajusta la fluidez del material para
que pase através del orificio rellenando perfectamente el hueco, se coloca el material
dentro de uncartucho vacío de calafateado, se corta la punta del cartucho deltamaño
que ajuste a la punta de inserción, se presiona la pistola lentamente hasta que el
material llegue al otro extremo de la punta de inserción, se remueve la pistola y la
punta de inserción del primer agujero.Seinsertatodo elequipo enelsegundo agujero,
Se limpia la punta y se inserta en eltercer agujero. Se cierra temporalmente el primer
agujero utilizando un tapón de tubo. Se continúa así hasta que el espacio este
completamente rellenado ytodos los agujeros esténtapados, se deja curar el material
yseremuevenlostaponesdelosagujeros. Porúltimo sesueldandiscosdesellosobre
losagujeroscomosedescribióanteriormente en lospuntos3.15.2 y 3.16.4
ITC
CMIC
66
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALA PROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
Capitulo IV
DETERMINACIÓN DE COSTOS PARA LA APLICACIÓN DE
REVESTIMIENTOS TERMOPLÁSTICOS.
En la aplicación del sistema de revestimiento laminado termoplástico para cada caso
es diferente, por lo que, se deberá hacer un análisis de costos para cada caso
específico. A continuación se presentan algunos ejemplos de Precios Unitarios, que
incluyen únicamente los costos por mano de obra de instalación, para el sistema de
revestimiento termoplástico enloscasosmáscomunes:
Análisis de Precio Unitario.
||Código
Concepto
Análisis: RTM001
Unidad
Costo |cantidad | Importe
%
Unidad: M2
INSTALACIÓN DE REVESTIMIENTO TERMOPLÁSTICO EN MUROS HASTA 3M, DE 5mm DE ESP , MCA ANCHOR LOK
INCLUYE TRAZO, HABILITADO Y CORTE, PREFABRICADO, COLOCACIÓN Y MONTAJE,APLICACIÓN DE CINTA
CONDUCTORA DE COBRE, LIMPIEZA Y PREPARACIÓN DE UNIONES, APLICACIÓN DE SOLDADURA, LIMPIEZA Y
TERMINADO FINAL Y PRUEBA DIELÉCTRICA PARA ASEGURAR LA HERMETICIDAD
MATERIALES
SOLDADURA DE 5MM DE PPL
KG
CINTA ADHERIBLE DE COBRE DE 1/2"
M
$253 00
0100000
$25 30
$1 35
2 000000
$2 70
$28.00
Subtotal MATERIALES
6 48%
0 69%
717%
MANO DE OBRA
CUADRILLA No 1
JR
JR
JR
JR
%MO
TÉCNICO INSTALADOR EN TERMOPLÁSTICOS
SOLDADOR ESPECIALIZADO
AYUDANTE ESPECIALIZADO
AYUDANTE GENERAL
HERRAMIENTA MENOR Y EQUIPO DE SEGURIDAD
$37264
1000000
$37264
$33229
1000000
$33229
$21157
1000000
$21157
$13188
1000000
$13188
$1,04838
0100000
$10484
0250000
$1,15321
$288.30
Suma
Subtotal CUADRILLA No 1
EQUIPO Y HERRAMIENTA
EQUIPO DE SOLDADURA MANUAL
EQUIPO DE SOLDADURA POR EXTRUSION
$1,15321
HR
HR
$2634
1500000
$3951
$2321
1500000
$3482
89 1 %
$74.33
190 3 %
$390.63
1000 0 %
Subtotal EQUIPO Y HERRAMIENTA
Costo directo
INDIRECTOS
7381%
JR
200 0 %
SUMA
1011%
$7813
$46875
UTILIDAD
10 00%
$46.88
$515.63
(* QUINIENTOS QUINCE PESOS 63/100 M N
ITC
CMIC
67
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALA PROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
Análisis dePrecio Unitario.
I Código
Unidad
Concepto
C o s t o |c a n t i d a d | Importe
Análisis: RTP001
Unidad: M2
INSTALACIÓN DEREVESTIMIENTO TERMOPLASTICO EN PISOS, DE 5mm DEESPESOR, MCA ANCHOR
LOK
INCLUYE TRAZO, HABILITADO Y CORTE, PREFABRICADO, COLOCACIÓN YMONTAJE, APLICACIÓN DE CINTA
CONDUCTORA DE COBRE, LIMPIEZA YPREPARACIÓN DE UNIONES, APLICACIÓN DE SOLDADURA, LIMPIEZAY
TERMINADO FINALYPRUEBA DIELÉCTRICA PARA ASEGURAR LA HERMETICIDAD
MATERIALES
SOLDADURA DE 5MM DE PPL
KG
CINTA ADHERIBLE DECOBRE DE 1/2"
M
TIRA DE PPL CUADRADA DEVi"
M
$25300
$135
$9876
$2530
682%
2000000
$270
073%
0250000
$2469
0100000
Subtotal MATERIALES
$52.69
666%
14 21%
MANO DE OBRA
CUADRILLA No 1
TÉCNICO INSTALADOR EN TERMOPLÁSTICOS
JR
$37264
1000000
$37264
SOLDADOR ESPECIALIZADO
JR
$33229
1000000
$33229
AYUDANTE ESPECIALIZADO
JR
$21157
1000000
$21157
AYUDANTE GENERAL
JR
$13188
1
000000
$13188
HERRAMIENTA MENOR YEQUIPO DESEGURIDAD
%MO
$1,04838
0100000
$10484
$1,15321
0200000
$1,15321
$23064
6220%
Suma
Subtotal CUADRILLA No1
JR
EQUIPOY HERRAMIENTA
EQUIPO DE SOLDADURA MANUAL
HR
$2634
2000000
$5268
1421%
HR
$2321
1500000
$3482
939%
EQUIPO DE SOLDADURA POR EXTRUSION
Subtotal EQUIPO Y HERRAMIENTA
$87.50
Costo directo
$37083
INDIRECTOS
2000%
SUMA
2359%
10000%
$7417
$44499
UTILIDAD
10 00%
(* CUATROCIENTOS OCHENTA Y NUEVE PESOS 49/100 MN *)
$44.50
$489.49
ITC
CMIC
68
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓNDE FLUIDOS CORROSIVOS UTILIZADOSEN LA INDUSTRIA"
AnálisisdePrecioUnitario.
| Código
Unidad
Concepto
Costo
cantidad Importe
%
Análisis:RTT001
Unidad: M2
INSTALACIÓNDEREVESTIMIENTOTERMOPLASTICO ENTRINCHERAS,DESmmDEESPESOR,MCA ANCHORLOK
INCLUYE TRAZO,HABILITADOYCORTE,PREFABRICADO,COLOCACIÓNYMONTAJE,APLICACIÓNDECINTA
CONDUCTORA DECOBRE,LIMPIEZAYPREPARACIÓNDEUNIONES,APLICACIÓNDESOLDADURA,LIMPIEZAY
TERMINADOFINALYPRUEBADIELÉCTRICA PARAASEGURARLAHERMETICIDAD
MATERIALES
SOLDADURA DE 5MM DE PPL
KG
CINTA ADHERIBLE DECOBRE DE 1/2"
M
$25300
0 085000
$2151
6 68%
$135
2 000000
$2 70
0 84%
$24.21
7 52%
Subtotal MATERIALES
MANO DEOBRA
CUADRILLA No1
TÉCNICO INSTALADOR EN TERMOPLÁSTICOS
JR
$37264
1 000000
$37264
SOLDADOR ESPECIALIZADO
JR
$33229
1 000000
$33229
AYUDANTE ESPECIALIZADO
JR
$21157
1 000000
$211 57
AYUDANTE GENERAL
JR
$131 88
1 000000
$131 88
HERRAMIENTA MENOR Y EQUIPO DESEGURIDAD
%MO
$1,04838
0100000
$104 84
Subtotal CUADRILLA No1
JR
$1,15321
0166667
$1,15321
$192.20
59 73%
EQUIPO Y HERRAMIENTA
EQUIPO DESOLDADURA MANUAL
HR
$26 34
4 000000
$105 36
32 74%
Suma
Subtotal EQUIPO Y HERRAMIENTA
$105.36
Costo directo
$321.77
20 00%
INDIRECTOS
32 74%
100 0 0 %
$64 35
$38612
SUMA
10 00%
UTILIDAD
(*CUATROCIENTOSVEINTICUATRO PESOS73/100 MN*)
$38.61
$424.73
En laintegración delacuadrillas delamano deobra sedebe agregar elcosto por el
usode HerramientayEquipodesegundad,conunporcentaje diferentealdeobra civil,
ya que éste esuntrabajo especializado y requiere deciertas herramientas eléctricas
similaresalasdetrabajos decarpintería, andamies, plataformas levadizas, reflectores,
deshumificadores, entre otros.Esporesta razónquesesugiere emplear un porcentaje
del 10% como recomendable para larecuperación deloscostos. Este porcentajese
deberá verificar para laaplicación enlicitaciones deObra Pública yconsiderar el que
apliqueensucaso
Los costos de materiales y accesorios para la Instalación de Revestimientos
LaminadosTermoplásticos sonlosactualesdemercadoyselistanacontinuación:
ITC
CMIC
69
"APLICACIÓN DE TERMOPLÁSTICOS LAMINADOS PARA LA PROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DE FLUIDOS CORROSIVOS UTILIZADOS EN LA INDUSTRIA-
LISTADEPRECIOS ENERO-2007
aUci/
CCM-210
Effective March1,2606
Supessedes8-7-00
AHasMineral»&Chemicals,Inc.
1227Valley Road,P0 Box38•Utertztown,PA19539-0038
Tollfree:8005238269Phone:610«127"<71 Fax:610682.9185
E-mail:satss@a«ssmin.com Website:vtww.atlasrmncom
ANCHOR-LOK™ APPLICATOR PRICE LIST
81111111
flPJlggi&'y ^ C J»M^a
HOPE Smocthiace 1side 59"x 113"
HDPF smoothface 1side 59"x 33 8'
HDP¿Fabricface 1side59 x 118'
HDPE Fabricface 1sida59"x 118"w/o anchors
HOPE Ann-skidsheet 59"x 118"w/knobs
PPSmooth face 1 sido59"x 118"
PPFabricface 1side 69"x 118"
PPFabncfacel side 59"x 118*w/o ancbors
UVPP&nooth face1sideSB" x 118"(UV resistant)
PVC Smoothface 1 side59"x 118
PVDF Smooth,*aco 1siee 59"x 118"
HMW PESmooth face 1side 39" >:79''""
364411
304412
364485
P364489
364455
HDPE 3r>rr . ' l / i n round
HDPE4min{5/32") round
PP3mm(im round
364565
364594
364193
364194
364197
PP4mm {5/32")round
UVPP 3mm (1/8') round (UV resistant)
UVPP4fltm (5/32")round{UV resistant)
PVC 3mm {1/8") round
PVC4mfn {5/32") round
HDPE H-zipstrip (rols for 1/8* sheet)
HDPE Hzip atrip {for 3/1G"sheep
HDPEWaiiscreedgyide smooth
PPWaliscreedguide smooth
PVCWall screedguide smooth
HD p E Bottomscreedguide w/studs
PP Bottom screedguide w/studs
PVC Bottomscreedguide wstuds
HDPE Disc Seais
PPDisc Seals
PVC Disc Seals
Coppertape 1/4''
Copper tape 3/8"
SL teak Detection Sheet
SLdips
SL2"Tape
384013
3640S5
P364064
364030
364217
364617
364198
364393
364394
364569
36456Ó"
364586
364186
364386
364585
364185
364385
364590
364190
364390
3645S1
364587
36457S
364583
364581
j/i&_
1.1
11
1.1
09
11
18
15
Í7l6
r
3/16'
3/1 r
3/16"
3/16"
3/16"
3/16"
3/16"
130 mo
230tf'lb
145If/lb
4 lbs/bag
S5 lbs/bag
PeHb
164' /roil
113"str.ps
M2" X 1/2"
1/2" x 1/2"
1/2"x 1/2"
MM"
MM"
MM"
3" dia
3" día
3" dia.
36ydroil
3eyd roll
3§"x79"
325' roll
"SHagsy
saso'sf
03
12
09
r
230lf'lb
145 Ifflo
122 If'lb
74 ¡f/ib
"95<f/lb
1/2"
1/2"
1/2"
3/16"
3/16*
3/16*
5/1S"
5/18"
5/16"
3/64"
S5 75 /sf
$16.75/Sf
$1100/Sf
Í960M
$8.50/sf
$16 75/sf
$11.00/sf
$10.25/Sf
$14.25/sf
Market Price
$11.45*
$10S5/ib
$10 00 /lb
$1000lib
( $1100/)b
$11OOflb
512 0 0 *
$12 00/lb
Mar«<etPrice
$4 00 /If
S4600aa
SO 9 5 ^
$095IS
SI 50/if
S5 65 /If
S5 65 /If
$6 50/if
S3 50 ea.
$3 50 ea.
$5 00ea.
$5 00 e a
$6 15ea
$400/sf
$0 13 ea.
S1E 50 ea
ITC
CMIC
70
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DELCONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLAINDUSTRIA"
Paradeterminar los costos para lascimbras,se deberán tomar encuenta los sistemas
convencionales de cimbrado, ya sean metálicas o de madera, sin el uso de agentes
liberadores.
Los equipos más costosos para la instalación de laminados termoplásticos son
básicamente los utilizados para la aplicación de la soldadura y sus accesorios. Otros,
podrían ser en algunos casos las plataformas levadizas especiales, deshumificadores,
equipos de generación de electricidad, pequeñas grúas, y todos aquellos necesarios
para mantener un ambiente propicio para la correcta aplicación e instalación del
revestimiento laminado termoplástico
Un procedimiento práctico para hacer un presupuesto de un recubrimiento es hacer
una clasificación y cuantificación de áreas a recubrir, si son en piso, en muros,
determinando su altura, si son trincheras, sumideros, diques, canales, tanques,
registros, pozos, etc. Seleccionar el material adecuado para las condiciones de
operación, es decir, en función del fluido que se vaya a manejar, su temperatura, el
volumen y los componentes químicos. Es muy importante determinar el grado de
complejidad dela instalación del recubrimiento enellugarde laobra,yaqueesto eslo
quenosva apermitir unabuena integración deloscostos.
Es importante tomar en cuenta que todo lo que se pueda prefabricar en taller será
conveniente, ya que esto permitirá una instalación de mejor calidad, por el hecho de
estar en un lugar de trabajo adecuado y con todos los equipos y herramientas
disponibles reduciendo eltiempoyporconsiguiente laoptimizaciónderecursos.
En cuanto a los sobrecostos, es necesario hacer un análisis para cada obra en
específico.
Los precios unitarios mostrados son meramente informativos ysedeberántomar como
referencia.
CMIC
ITC
71
"APLICACIÓN DE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
CONCLUSIONES Y RECOMENDACIONES:
El uso del concreto en el desarrollo de la infraestructura industrial es de vital
importancia,y másaúnenlaconstrucción deestructuras queseencuentren expuestas
o en contacto directo con agentes corrosivos; motivo por el cual para estos casos se
requiere brindarle una protección idónea quegarantice unperiodoóptimode lavida útil
delconcreto.
El escaso conocimiento que se tiene en la actualidad, referente a las propiedades y
aplicación de materiales termoplásticos, melleva a hacer una invitación aconocer más
acerca de éstos y por consiguiente aceptarlos como una alternativa ideal para la
aplicación en ciertos casos de ingeniería. Con la presente tesis se pretende establecer
unrecurso,quesirva deguía para lacorrecta selecciónyaplicación delossistemas de
revestimiento a base de laminados termoplásticos, como una alternativa que ofrece
grandesventajas sobreotrossistemas para laprotección delconcreto enlaconducción
y manejodeagentes químicos corrosivos.
Existen diversos tipos de protección para el concreto además de los laminados
termoplásticos, como pueden ser: a base de hules, pinturas y resinas, mamposterías
químicamente resistentes, entre otros. Sin embargo, estos no ofrecen las ventajas de
los laminados termoplásticos, ya que en el caso de los revestimientos epóxicos
requieren de unmantenimiento másconstante; porotra parte,noofrecen elsistema de
doble contención como es el caso de los laminados de doble contención, los cuales
brindan una doble protección al concreto. En el caso de las mamposterías
químicamente resistentes, por su instalación compleja, derivada de la intervención de
diferentes tipos de materiales, la hacen un sistema heterogéneo y por consiguiente
cuando es sometida a diferentes esfuerzos puede llegar a fallar el revestimiento ó las
uniones; cosa que no ocurre en el caso de los laminados termoplásticos ya que estos
se adhieren al concreto de 250 a 400 veces por metro cuadrado, lo que hace que el
recubrimiento trabaje paralelamente con elconcreto. Encaso deexistir unporoen una
mampostería químicamente resistente o en un recubrimiento epóxico es difícil de
detectar; sin embargo, en el caso de los recubrimientos por medio de laminados
CMIC
ITC
72
"APLICACIÓNDE TERMOPLÁSTICOS LAMINADOS PARALAPROTECCIÓNDEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLAINDUSTRIA"
termoplásticos, se pueden realizar de manera periódica pruebas de fuga mediante el
detector de fugas (equipo dieléctrico), o en su defecto, si la estructura es de mayor
importancia se pueden utilizar las instalaciones indicadas en el dibujo No. 10y No.12
referentes a los sistemas de detección de fugas. En general el mantenimiento de los
laminadostermoplásticos esmenor que en loscasos dela mamposterfa químicamente
resistente. Elprocedimiento constructivo desarrollado en esta tesis esta fundamentado
en la experiencia y especialización en la aplicación del sistema de recubrimientos
laminados termoplástico; pero no quiere decir que sea limitado, ya que para la
aplicación de los termoplásticos laminados se puede hacer extensiva en otros campos
quecontodacertezaofrecengrandes beneficios.
Debido aque en nuestro país lasempresas más competitivas seempeñan día condía
a mejorar sus sistemas de producción en los diferentes ámbitos, adecuando y
evolucionando sus sistemas de calidad y mejora continua para ofrecer mejores
servicios. Hago una extensa invitación para que el tema de esta tesis sea
complementado con esa parte tan importante como es el control de calidad, para la
aplicación de los termoplásticos, así como también, la de la aplicación en otras
circunstancias deconflicto quesepuedenresolver pormediodelostermoplásticos.
En la medida en que se incremente el conocimiento acerca de las propiedades en lo
referente alostermoplásticos ydesusgrandes ventajas queofrecen,pocoapocovaa
ircreciendo el campo desuaplicación entodos lossectores industriales. Portalrazón,
la presente tesis ofrece un punto de partida, como un ejemplo de una aplicación
adecuada,que resuelve el problema de la protección delconcreto enlaconducción de
fluidos altamente corrosivos; pero que además, no es la única aplicación, ya que
podemos complementar una lista tan extensa como lo deseen en otras circunstancias
queofrezcan mejores soluciones entodos lossectoresdelaconstrucción.
Porotra partesepuededecir queelsector delosrecursos plásticos,donde existendos
grupos, el de los termoplásticos y el de los termo fijos, es de vital importancia su
conocimiento. Ya que,en el caso del primer grupo donde además de los indicados en
esta tesis podríamos citar: el Polietileno de ultra alto peso molecular, el ABS, el
CMIC
ITC
73
"APLICACIÓN DE TERMOPLÁSTICOS LAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
poliuretano yenelcasodel segundo grupoestán losdiferentestipos deteflóncomoes
el PTFE, PFA, entre otros. Los cuales tienes grandes campos de aplicación y aún no
seleshaexplotado losuficiente.
CMIC
74
/re
"APLICACIÓNDE TERMOPLÁSTICOS LAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
ANEXO "A"
Dibujos de Referencia
CMIC
ITC
75
REVESTIMIENTOLAMINADO
TERMOPLASTICO
A
yyyñ
fiS^^
K
^^^^^^É
[[^5oo33\\\\\\\\\\\\\í
-ííí?^ 8 5 8 ^
1
\
1
/
i
\ \
\TIR ADEUNIONH-ZIP
\
REVESTIMIENTOLAMINADO
TERMOPLASTICO
\ ANCLAJE
"SISTEMA DE REVESTIMIENTO UMINADO TERMOPLASTICO'
UNION DE DOS PLACAS POR MEDIO DE UNION
H-ZIP (UNION VERTICAL DE PLACAS)
ESCALA:
FECHA:
SIN
FEBRERO2007
DIBUJONo.
DIBUJO No. 1
I
ESPACIO TÍPICO DE
ANCLAJE
DIBUJO 2B
ESQUINA EXTERIOR
DIBUJO 2A
ESQUINA INTERIOR
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
CONEXIÓN DE ESQUINAS
INTERNAS Y EXTERNAS
DIBUJONo
FEBRERO 2007
DIBUJO No. 2
IN
PLACASUPERIOR
PLACAINFERIOR
ENMURO
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
UNION HORIZONTAL DE PLACAS
PARA COLOCACIÓN EN MUROS
DIBUJONo
FEBRERO2007
DIBUJO No. 3
COLOCACIÓNDECLAVOS
12" OOom) APROX
HOJADELREVESTIMIENTO
CLAVOSSINCABEZA
DETALLE DE FIJACIÓN DE LAS PLACAS POR MEDIO
DE CLAVOS COLOCADOS EN LA UNION H-ZIP A LA
CIMBRA DE MADERA
VISTA DE LA UNION DE LAS PLACAS A LA UNION
H-ZIP Y FIJACIÓN A LA CIMBRA CON CLAVOS SIN CABEZA
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
UNION DE PLACAS EN MURO Y FIJACIÓN
A LA CIMBRA
DIBUJONo
ESCALA
FECHA.
FEBRERO2007
DIBUJO No. 4
PLACATERMOPLASTICA
"^f
* 1—2
<
X
EXTREMOPARA
INTERCONEXIÓNAUNEA
fe.
/ / ////////
//
SOLDADURA
////////ZTTTTi
v
V// // // // // // // // // // // // // ////, // // // // // // // // / / / / A
H
\EXTREMO DETUBERÍA
PUEDESERROSCADOHASTA2" 0
OCONBRIDAPARAMAYORESA2" 0
TUBERÍATERMOPLASTICA
CINTAADHERIBLECONDUCTORA
^DECOBRE
ANILLO DE
ANCAJETERMOPLASTICO'
\
"SISTEMA DEREVESTIMIENTO UMINADO TERMOPLASTICO"
DETALLE DE UNION TÍPICA DE PLACA
CON TUBERÍA TERMOPLASTICA
DIBUJONo
ESCALA
FECHA
FEBRERO2007
DIBUJO No. 5
ESPESORMÍNIMODE
31/2" (89mm)
TAQUETE DE EXPANSIONCON
ESPARRAGO.TUERCASY
CONTRATUERCADIBUJO5A
TAQUETE"HILTr
W06-20-27D12
DIBUJO5A
CONCRETO
EXISTENTE
TAQUETEDEEXPANCION
•HILTI-HD1DE3/8"0
DIBUJO5B
TAQUETEDEEXPANCION
"HILTI"HD1DE 1;2"0
DIBUJO5C
(13mm) DIBUJO5C
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
DETALLE DE INSTALACIÓN DE PLACA
EN MURO EXISTENTE
DIBUJONo
FEBRERO2007
DIBUJO No. 5A, B Y C
NOTA:
ENCASODEQUELASOLDADURAREBASEELNIVEL
DESEADO,SEDEBERÁREBAJAR
SECCIÓNDE1/2"X1/2(13mm x 13mm)
ACOPLADAALMURO PARA
RECIBIRALAPLACADELPISO
CORDONDE
SOLDADURA
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
DETALLE TÍPICO DE COLOCACIÓN DE GUIA EN
MUROS PARA RECIBIR LA PLACA DEL PISO
DIBUJONo
FEBRERO2007
DIBUJO No. 6
TIRAMAESTRAPARA
BARROTESDEMADERA
DE2"x4- (5x10cm)
BARROTESDEMADERAADECUADOS
ALAALTURAREQUERIDA
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
DETALLE DE INSTALACIÓN DE LA TIRA MAESTRA Y CAMA
DE MORTERO PARA RECIBIR LAS PLACAS DEL PISO
DIBUJONo
FEBRERO2007
DIBUJO No. 7A
TIRAGUIAPARALA
COLOCACIÓNDELPISO
DE 1 1/4" DEESP
(32mm)
V
"\PERNOjmTr_
LOSA EXISTENTE
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
DETALLE DE INSTALACIÓN DE TIRAS GUIA
EN LOSAS DE PISO EXISTENTES
DIBUJONo
FEBRERO2007
DIBUJO No. 7B
CINTADECOBREADHERIBLE
PLACAPARAELPISO
"SISTEMA DEREVESTIMIENTO LAMINADO TERMOPLASTICO"
DETALLE DE TRASLAPE DE LAS PLACAS
DEL PISO
DIBUJONo.
ESCALA.
FEBRERO2007
DIBUJO No. 8
CINTADECOBREADHERIBLE
1/8' (3mm)
íi;m í¡m(i
\ PLACADEPISO
SOBREPUESTA
TRASLAPEDE 1 1/2" (38mm)
SOLDADURA DE TALLER
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
UNION DE PLACAS PARA EL PISO
DIBUJONo
FECHA
FEBRERO2007
DIBUJO No. 9
2" MIN.
TUBODE2'(51mmJ
PARADETECCIÓNDEFUGAS
TUBERÍA(19mm.)
(38mm.)
"SISTEMA DEREVESTIMIENTO UMINADO TERMOPLASTICO"
SISTEMA DE DETECCIÓN DE FUGAS
FECHA:
FEBRERO2007
DIBUJO No. 10
i 1/2" (38mm)
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
DETALLE DE UNION DE PLACAS DE DOBLE
CONTENCIÓN EN PISO
ESCALA
FECHA
SIN
FEBRERO2007
DIBUJONo
DIBUJO No. 11A
3/8"
(3mm)
1"
(25mm)
3/8" L
(3mm)
\
3 / 8 " @ (12")
3mm (30cmDECENTROACENTRO)
I
ll
i r
00
n1
13/4"
(44mm)
SECCIÓN LONGITUDINAL DE LA GUIA
DE LAS PLACAS PARA EL PISO
SECCIÓN TRANSVERSAL DE LA
GUIA PARA LAS PLACAS DELPISO
DIBUJO 11B
3 / 1 6 " x 45*
(5mm)
'
BISELADO
BARRENOS DE 1/4"a @ (12")
6mm (30cm DECENTROACENTROI
,1/2"
.
(13mm)
^
Á
r//
"to
CO
if)
3/4'
(19mm)
11
SECCIÓN LONGITUDINAL DE LAS GUIAS
DEL PISO EN LA PARED
(1
(38mmJ
SECCIÓN TRANSVERSAL DE LA
GUIA DEL PISO EN LA PARED
DIBUJO 11C
"SISTEMA DE REVESTIMIENTO UMINADO TERMOPLASTICO"
DETALLE DE GUIAS PARA LA COLOCACIÓN DE
PLACAS DE DOBLE CONTENCIÓN EN PISO
DIBUJONo
FEBRERO2007
DIBUJO No. 11B Y11C
PLACA
PISODELAPLACA
SOLDADURA
(SIESPOSIBLE)
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
DETALLE DE INSTALACIÓN DEL SISTEMA DE
REVESTIMIENTO CON PLACA DE DOBLE CONTENCIÓN
ESCALA
FECHA
SIN
FEBRERO2007
DIBUJONo
DIBUJO No. 12
ALTURADELBARROTE
' SOBRESALIENTEPARA
SOPORTARLACIMBRA
DELATRINCHERA
•n—tr—n~
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
DETALLE TÍPICO DE CIMBRADO
DE TRINCHERAS
DIBUJONo
ESCALA
FECHA
FEBRERO2007
DIBUJO No. 13
AMARREDEALAMBRE
CLAVOCOLOCADO
ENLACIMBRA
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
FIJACIÓN TÍPICA DE LA PLACA A LA CIMBRA
EN LA PARTE SUPERIOR DE UN MURO
DIBUJONo
FEBRERO2007
DIBUJO No. 14A
CLAVOCOLOCADO
ENLACIMBRA
BARROTEDEMADERADE
DIMENSIONESREQUERIDAS
DE ACUERDOALPERALTE
DELESCALÓNPARAAPOYO
DELAREJILLA
CIMBRADETRIPLAYDE
'3/4" (19mm)
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
DETALLE TÍPICO DE CIMBRADO EN LA PARTE SUPERIOR
CUANDO SE REQUIRE DEJAR UN ESCALÓN PARA
COLOCAR UNA REJILLA
FECHA
FEBRERO2007
DIBUJO No. 14B
BARROTEDEMADERA
PLACADE FABRICACIÓNESPECIAL
CONLACARARECUBIERTADE
DEMALLADE NYLONPARA
RECIBIR ELRECUBRIMIENTO
EPOXICO
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
DETALLE TÍPICO DE INSTALACIÓN DE PLACA
MURO-PISO PARA RECIBIR EL RECUBRIMIENTO
EPOXICO EN PISO
DIBUJONo
FEBRERO2007
DIBUJO No.
14C
BARROTEDEMADERA
PLACADE FABRICACIÓN ESPECIAL
CONLACARARECUBIERTADE
DEMALLADENYLONPARA
RECIBIRELRECUBRIMIENTO
EPOXICO
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
DETALLE TÍPICO DE INSTALACIÓN DE PLACA MURO-PISO
PARA RECIBIR EL RECUBRIMIENTO EPOXICO EN PISO
Y CON UN DESCANSO PARA COLOCAR UNA REJILLA
DIBUJONo
FEBRERO2007
DIBUJO No. 14D
SECCIÓNDETRASLAPE
CONANCLAS
NOTA:
ESTASSECCIONESTÍPICASDETRINCHERA SON PREFABRICADASEN
TALLERCONSUSRESPECTIVASJUNTAS DE TRASLAPEYLASCINTAS
CONDUCTORAS DECOBRE
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
DETALLE TÍPICO DE UNA SECCIÓN
DE TRINCHERA
DIBUJONo
FEBRERO2007
DIBUJO No.
NIVELDEPISO
TERMINADO
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
DETALLE TÍPICO DE CIMBRADO DE UNA
TRINCHERA NUEVA
DIBUJONo
FEBRERO2007
DIBUJO No. 16A
SECCIÓNDE LOSA
DEPISO
TRAVESANODEMADERA
"SISTEMA DE REVESTIMIENTO UMINADO TERMOPLASTICO"
DETALLE TÍPICO DEL RECUBRIMIENTO DE
UNA TRINCHERA EXISTENTE
DIBUJONo.
FECHA
FEBRERO2007
DIBUJO No. 16B
1/8" (3mm )
ENSAMBLE DE PARED VERTICAL POR MEDIO
DE UNION H-ZIP
UNION DE PARED VERTICAL DESPUÉS DE SER
REMOVIDA LA TIRA UNION H-ZIP
PROTUBERANCIA
////////
^
<-*^4 ^,\\\\\\\j
(3mm - 5mm)
UNION DE PARED VERTICAL DESPUÉS DE REBAJAR
LA PROTUBERANCIA DE LA UNION H-ZIP
UNION DE PARED VERTICAL DESPUÉS DE BISELAR
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
DETALLE DE UNION TIRA H - Z I P
ESCALA
FECHA
SIN
FEBRERO2007
DIBUJONo
DIBUJO No. 17
3 / 1 6 " MIN A 1 / 4 " MAX
o:
r
O
n
11/4--11/2"ANCHO
(31mm -38mm.)
CAMADECONCRETO
OMORTERO
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
UNION DE PLACAS DE PISO SOBRE TIRAS MAESTRAS
POR MEDIO DE SOLDADURA DE EXTRUSION
DIBUJONo
FECHA
FEBRERO2007
DIBUJO No. 18
í
H
/
/
3
PLACADELMURO
ESPACIOPARAAPLICACIÓN
DESOLDADURA
1/8"-3/16" (3mm-5mm)
GUIADEBASEENPARED
DESECCIÓNDE1/2"x1/2"
(13mm x13mm.)
CINTAADHERIBLE
DECOBRE
"SISTEMA DEREVESTIMIENTO LAMINADO TERMOPLASTICO"
DETALLE DE FIJACIÓN DEL PISO AL MURO
ESCALA:
FECHA:
SIN
FEBRERO2007
DIBUJONo.
DIBUJO No. 19
ZONADE
AREA DE RECUBRIMIENTO
1/8" Omm.)
.'^"'
/
f
yy %,
///,
/
///
vyy/j/y/AV //7k
////////////
^mm.
y//.
\ZONA DE COLADO
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
SECCIÓN TÍPICA DE APLICACIÓN DE
SOLDADURA POR EXTRUSION
DIBUJONo
FEBRERO2007
DIBUJO No. 20
EXCEDENTEDESOLDADURA
\
fc^
üü^^^^^M
EXCEDENTEDESOLDADURA
1 REMOLIDA
JsA/VV A sA/WVV % i/WN/S / N i/V"
B w^^^^S,
>.
X^iS^^^
"SISTEMA DEREVESTIMIENTO UMINADO TERMOPUSTICO'
RELLENO DE SOLDADURA POR EXTRUSION
ESCALA:
FECHA:
SIN
FEBRERO2007
DIBUJONo.
DIBUJO No. 21
1
PLACATERMOPLASTICA
TUBERÍAMETÁLICA
"SISTEMA DE REVESTIMIENTO LAMINADO TERMOPLASTICO"
DETALLE DE UNION TÍPICA DE PLACA
TERMOPLASTICA CON TUBERÍA METÁLICA
DIBUJONo
FEBRERO2007
DIBUJO No. 22
"APLICACIÓNDE TERMOPLÁSTICOS LAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
ANEXO"B"
Fotografías
CMIC
105
ITC
"APLICACIÓN DE TERMOPLÁSTICOS LAMINADOS PARA LA PROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DE FLUIDOS CORROSIVOS UTILIZADOS EN LA INDUSTRIA"
INSTALACIÓN DETRINCHERAS CON RECUBRIMIENTO DE PLACA
CORTE EN LOSA DE CONCRETO
DONDE SEALOJARA LA TRINCHERA
RECUBiERTA CON PLACA
TERMOPLASTICA
EXCAVACIÓN DE LA ZANJA DONDE SE
ALOJARA LATRINCHERA RECUBIERTA
COLOCACIÓN DE TRINCHERA EN LA ZANJA PREVIAMEN11 i' k t f AURICADA Y
CIMBRADA EN ELTALLER
DE LOS BARROTES SUPERIORES ES SUSPENDIDA LA TRICHERA Y SEALINEA
PERFECTAMENTE ANTES DEVACIAR EL CONRETO
PREFABRICADO ENTALLER DE
TRINCHERAS Y COLOCACIÓN DE
CIMBRA INTERIOR A BASE DE
POLIESTIRENO Y MADERA
CMIC
TRINCHERA RECUBIERTA DE PLACA
DE POLIPROPILENO CON ESCALÓN
SUPERIOR PARA RECIBIR LA
REJILLA
ENSAMBLADO DE SECCIONES DE
TRINCHERA PREFABRICADA POR
MEDIO DEALAMBRES DE ACERO
106
DETALLE DE PREPARACIÓN DE LA
LOSA EXISTENTE PARA RECIBIR EL
CONCRETO NUEVO CON LA
TRINCHERA RECUBIERTA
INSTALACIÓN PREVIA DE CINTA
DE COBRE PARA HACER LA
PRUEBA DIELÉCTRICA
POSTERIOR AL FRAGUADO Y
CURADO DEL CONCRETO
ITC
"APLICACIÓN DE TERMOPLÁSTICOS LAMINADOS PARA LA PROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DE FLUIDOS CORROSIVOS UTILIZADOS EN LA INDUSTRIA"
DETALLE DE LA CEJA QUE SE
DEBE INSTALAR EN LASECCIÓN
DETRINCHERA PARA RECIBIR A
LA SIGUIENTE
DETALLE DE EMPALME DE
SECCIONES DETRINCHERA
PREFABRICADA Y CON CIMBRA
DETALLE DE INSTALACIÓN DE
FLEJE ENLA PARTE SUPERIOR
DE LA CIMBRA PARA FACILITAR
EL RETIRO POSTERIOR AL
COLADO DEL CONCRETO
APLICACIÓN DECORDON
INTERIOR DESOLDADURA EN
TRINCHERA INSTALADA EN EL
CONCRETO
ESPACIO LIBRE DE 19mm QUE SE
DEBECONSIDERAR EN EXTREMO
DE LATRINCHERA PARA
COLOCAR LA SIGUIENTE
SECCIÓN
DETALLE DE PREPARACIÓN DE
LA MADERA PARA LA CIMBRA
SUPERIOR E INTERIOR DE LA
TRINCHERA PREFABRICADA
SE DEBE CONSIDERAR UN CHAFLÁN
EN EL BARROTE DE LA CIMBRA QUE
SE COLOCA EN LA CEJA DE LA
TRINCHERA DONDE SE APOYARA LA
REJILLA
CMIC
DETALLE DE FIJACIÓN DE LA CEJA DE
SE DEBE CONSIDERAR EN EL
LATRINCHERA A LA CIMBRA PARA
HABILITADO DE LA CIMBRA DE LA
MANTENER LA PERFECTA
TRINCHERA LA PERFECTA
ALINEACIÓN Y MINIMIZAR EL
ALINEACIÓN Y SIMETRÍA PREVIO AL
MOVIMIENTO DURANTE ELVACIADO
VACIADO DEL CONCRETO
DEL CONCRETO
107
ITC
"APLICACIÓNDE TERMOPLASTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
INSTALACIÓN DE RECUBRIMIENTO CON PLACA EN MUROS
PREPARACIÓN DEL ACERO DE
REFUERZO DESDE LA LOSA DE
DESPLANTE PARA LOS MUROS DEL
TANQUE DE CONCRETO A RECUBRIR
INSTALACIÓN DE CIMBRA EXTERIOR
EN MUROS QUE ESTARAN
RECUBIERTOS INTERIORMENTE DE
PLACA DE POLIPROPILENO
«.
<
',
J.
)• i
*
r
-XL
I
,
•«
4
í
4
»
4
•
•'
VACIADO DE CONCRETO EN LOS
MUROS PREVIAMENTE CIMBRADOS
Y COLOCADO EL RECUBRIMIENTO
DE PLACAS DE PLÁSTICO
4
. . .v
DETALLE DE INSTALACIÓN DE DOS
PLACAS VERTICALES CON TIRA
UNION "H Y PREPARACIÓN DE UNION
HORIZONTAL CON UNA TIRA DE LA
MISMA PLACA DEL RECUBRIMIENTO
PREVIAMENTE SOLDADA
DETALLE DE INSTALACIÓN DE
PLACAS EN FORMA VERTICAL Y
HORIZONTAL PARA EL SISTEMA DE
RECUBRIMIENTO INTERIOR EN
MUROS DE TANQUES
DETALLE DE INSTALACIÓN DE
ESQUINEROS PREVIAMENTE
PREFABRICADOS EN TALLER Y
UNIDOS EN FORMA VERTICAL CON
TIRA UNION H
BARRENOS EN LA PARTE CENTRAL
DE LA UNION "H PARA COLOCACIÓN
DE CLAVOS QUE SERÁN FIJADOS A
LA CIMBRA DE MADERA INTERIOR
DEL MURO
COLOCACIÓN DE CLAVOS PARA LA
SUJECIÓN DE LA PLACA A LA CIMBRA
ASI MISMO UNION DE PLACAS
VERTICALES UTILIZANDO UNION H Y
AMARRE CON ALAMBRE DE ACERO
SE PUEDE OBSERVAR EL
ALINEAMIENTO DESFASADO PARA
UNA MEJOR UNION CON LOS
AMARRES DE ALAMBRE DE ACERO
EN FORMA DIAGONAL Y CRUZADA
CMIC
108
/re
"APLICACIÓNDE TERMOPLASTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
DETALLE DE DOS PLACAS UNIDAS EN
FORMA VERTICAL CON UNION "H"Y
AMARRADAS CON ALAMBRE DE
ACERO EN FORMA DIAGONAL PARA
EVITAR DESLIZAMIENTOS
VERTICALES
DETALLE DE UNION YALINEAMIENTO
LIGERAMENTE DESFASADO PARA LA
COLOCACIÓN DE AMARRES EN
FORMA DIAGONAL CON ALAMBRE DE
ACERO
EN CASO DE SER NECESARIO A
PESAR DE QUE NO ES
RECOMENDABLE SE PUEDE
BARRENAR LA PLACA PARA
COLOCAR TROQUELES O
SEPARADORES INTERMEDIOS CON
EL FIN DE MANTENER LAALINEACIÓN
DE LOS MUROS
DESPUÉS DE COLADO EL CONCRETO
EN ESTE CASO LOS ORIFICIOS
EN LOS MUROS Y HABER RETIFÍADO
UTILIZADOS PAFiA LOS TROQUELES
LA CIMBRA SE APLICA SOLDADURA
O SEPARADORES SON CUBIERTOS
DE APORTE POR MEDIO DE UN
CON UNTAPÓN DE PLACA DEL
EQUIPO DE EXTRUSION PARA TAPAR
MISMO MATERIAL QUE EL
LOS ORIFICIOS DE LOS TROQUELES O
RECUBRIMIENTO Y UNIDA POR
SEPARADORES
MEDIO DE SOLDADURA DE APORTE
CMIC
109
FIJACIÓN DE LAS ORILLAS
SUPERIORES DEL RECUBRIMIENTO
A UNA CIMBRA METÁLICA PARA EL
COLADO DE LOS MUROS DE UN
TANQUE
ITC
"APLICACIÓNDETERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA1'
COLOCACIÓN DERECUBRIMIENTO CON PLACADE
POLIPROPILENO ENPISOS
'•í.:^-
••'•'•&¥'•:
.1 •: »Ji .'.••P.V
KMff**
**•£
*• - T
< * & •
INSTALACIÓN DEUNATIRA DEPLACA PARA
TRASLAPE DEDOSPLACAS QUESERÁN
COLOCADAS ENEL PISO
PREPARACIÓN DELACAMA DECONCRETO DONDE
SERÁN COLOCADAS LASPLACAS DEL RECUBRIMIENTO
DEL PISO
ALINEAMIENTO Y COLOCACIÓN DELAS PLACAS
PLÁSTICAS ENLACAMA DECONCRETO DELPISOA
RECUBRIR
COLOCACIÓN DELASPLACAS ENLACAMADEL
CONCRETO DELPISO QUESEVAA RECUBRIR
COLOCACIÓN DEHOJAS DETRIPLAY Y APISONADO
SOBRE LASPLACAS DEPLÁSTICOY POSTERIOR
COLOCACIÓN DECOSTALES DEARENA COMO
LASTRE DURANTE ELFRAGUADO DEL CONRETO
COLOCACIÓN DEHOJAS DETRIPLAY Y LASTES SOBRE
LAS PLACAS DEPLÁSTICO DURANTE EL FRAGUADO
DEL CONCRETO
CMIC
110
ITC
"APLICACIÓN DE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
DETALLE DE PREPARACIÓN PARA LA UNION DE LAS
PLACAS QUE SE COLOCAN EN EL PISOA RECUBRIR
•
/
DETALLE DE LA UNION DE LAS PLACAS COLOCADAS EN EL
PISO PARA SU POSTERIOR APLICACIÓN DE SOLDADURA
DETALLE DE COLOCACIÓN DE HOJAY DETRIPLAY UNA VES
COLOCADAS LAS PLACAS DE PLÁSTICO EN EL PISO PARA
QUE POSTERIORMENTE SEA COLOCADO EL LASTRE Y ASI
EVITAR QUE EMERJAN DEL CONCRETO
DETALLE DE COLOCACIÓN DE PLACAS PREVIAMENTE
PROVISTAS DE UNA TIRA UNION PARA SU POSTERIOR
APLICACIÓN DE SOLDADURA
CMIC
111
/re
"APLICACIÓN DE TERMOPLASTICOSLAMINADOS PARA LAPROTECCIÓNDEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
RECUBRIMIENTO CONPLACA DEPOLIPROPILENO DEBOBLECONTENCIÓN,
CONSISTEMA DEDETECCIÓN DEFUGAS,ENUNTANQUEDEDECANTACIÓN,
ENINSTALACIONES DELAEMPRESA MEXICANA DECOBRE,ENNACOZARI
SONORA
TRAZO Y HABILITADO DE PLACAS DE
POLIPROPILENO DE DOBLE CONTENCIÓN PARA EL
RECUBRIMIENTO DE LOS MUROS DEL TANQUE
CORTE Y HABILITADO DE PLACAS DE POLIPROPILENO
DE DOBLE CONTENCIÓN PARA EL RECUBRIMIENTO DE
LOS MUROS DEL TANQUE
HABILITADO DE LA CIMBRA INTERIOR DE LOS MUROS
DEL TANQUE PREVIAMENTE COLOCADAS LAS
PLACAS DEL RECUBRIMIENTO
PREFABRICADO Y HABILITADO DE SECCIONES DE
PLACAS DE POLIPROPILENO DE DOBLE CONTENCIÓN
PARA EL RECUBRIMIENTO DE LOS MUROS DEL
TANQUE
VISTA DE LA COLOCACIÓN DE LAS SECCIONES
PRE HABILITADAS Y COLOCADAS EL LAS ESQUINAS
DE LA CIMBRA INTERIOR DE LOS MUROS DEL
TANQUE
COLOCACIÓN DE CIMBRA Y FIJACIÓN DE PLACAS DE
POLIPROPILENO DE DOBLE CONTENCIÓN PARA EL
RECUBRIMIENTO DE LOS MUROS DEL TANQUE
CMIC
112
/re
APLICACIÓN DE TERMOPLASTICOS LAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
DETALLESDEUNIONVERTICALDEPLACAS
CONUNIONESQUINAYUNIONZIP(H)
DETALLES DECOLOCACIÓN DE LASPLACASYCIMBRA ENLOSMUROS INTERMEDIOS DEL
TANQUE
COLOCACIÓN DESOPORTES INTERMEDIOS
EN LACIMBRA PARA MANTENER LA
POSICIÓNVERTICAL DELOSMUROS DEL
TANQUE DURANTE ELVACIADO DEL
CONCRETO
CMIC
113
/re
"APLICACIÓNDE TERMOPLASTICOS LAMINADOS PARA LAPROTECCIÓN DELCONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOS ENLAINDUSTRIA"
TERMINADO DE DETALLES DEL RECUBRIMIENTO DELTANQUE DEL LADO IZQUIERO SE
OBSERVAN LOSVERTEDORES, ELCÁRCAMO Y BASE DE BOMBAS DEL LADODERECHO SE
OBSERVA LA INSTALACIÓN DELAS BOMBAS
SEOBSERVA ENCONJUNTO LOS DETALLES DETERMINACIÓN DEL RECUBRIMIENTO DEL
TANQUE
COLOCACIÓN DESOPORTES
PARA
CUBIERTA DELTANQUE E
INSTALACIÓN DEEQUIPOS DE
BOMBEO ENLA PARTE SUPERIOR
CMIC
114
ITC
"APLICACIÓNDETERMOPLASTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
INSTALACIONES ESPECIALES RECUBIERTASCONPLACA.
PREPARACIÓN DELRECUBRIMIENTO DEUN
TANQUE CONUNASALIDA PARAUNA
CONEXIÓN CIRCULAR
COLOCACIÓN DELRECUBRIMIENTO PREFABRICADO DE
UN DIQUE ENLAZANJA DONDE SERA ALOJADO
.V'iVAtt.á'I
COLOCACIÓN DELRECUBRIMIENTO CIMBRADO
INTERIOR YARMADO DEACERO PARA UN
TANQUE RECTANGULAR DE CONCRETO
POSTEROIORMENTE SECOLOCA EL CIMBRADO
EXTERIOR PARA ELVACIADO DECONCRETO EN
LOS MUROS
CMIC
PREFABRICACION DELRECUBRIMEINTO DEUN
TANQUE ESPECIAL PARA DESPUÉS LLEVARLO AL
SITIO PARA SUCOLOCACIÓN CIMBRADO Y COLADO
DEL CONCRETO
115
ITC
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
ANEXO"C"
Tabla de Resistencia Química
CMIC
116
/re
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
Explicación del símbolo
R Resistencia
L Máxima
N Sin resistencia
D Posible decoloración
R
Marca registrada
* Punto de ebullición
" No se aplica a los empalmes
soldados con autógena
(incluyendo empalmes
producidos por maquina termal)
PRODUCTO QUÍMICO
CONCENTRACIÓN
ANCHORLOKPE
ANCHOR-LOK PP
140oF
68°F
140°F
68°F
Grado técnico
R
L
L
R
L
R
9010
R
R
R
R
R
Ácido acético
100%
R
L,D
R
L,D
Acido acético, liquido
70%
R
R
R
Anhídndo acético
Grado técnico
R
L
Grado técnico
R
Acetaldehido
Acetaldehido, liquido
Acetaldehído +ácido acético
Acetamida
Ácido acetoacetico
Acetona
2121=
R
ANCHORLOK PVC
ANCHOR-LOK
PVDF
68°F
140°F
68 0 F
N
N
N
140°F
212T
L
N
N
N
N
N
N
R
N
R
L
N
R
R
L
N
R
R
L
R
L
N
N
N
N
L
N
R
L
N
R*
R
R*
N
N
L
N
R
L
R
N
R
Acetileno
R
Ácidos aromáticos
R
R
R
R
R
R
R
R
R
R
L
R
Cloruro de aluminio, liquido
R
R
R
R
R
R
R
Cloruro de aluminio, sólido
R
R
R
R
R
R
R
Fluoruro de aluminio
R
R
R
R
Hidroxido de aluminio
R
R
R
R
R
R
L
N
Metafosfato de aluminio
R
R
R
R
R
R
R
R
R
R
R
R
R
R
L
R
R
R
Sulfato de aluminio, solido
R
R
R
R
R
R
R
R
R
Alumbre, acuoso
R
R
R
R
R
R
R
R
R
Aminoácidos
R
R
R
R
R
L
R
R
R
Amoniaco, liquido
R
R
R
R
R
L
L
N
Amoníaco, gaseoso
R
R
R
R
R
R
L
Amoniaco, liquido
R
L
N
Agua de amoniaco
R
R
R
R
R
L
L
N
Acetato de amonio, acuoso
R
R
R
R
R
R
L
R
R
R
Carbonato de amonio, acuoso
R
R
R
R
R
R
L
R
R
R
Cloruro de amonio, acuoso
R
R
R
R
R
R
L
R
R
R
R
Ácido adipico, liquido
Sulfatode aluminio, liquido
saturado
saturado
R
L. R
R
R
R
L
R
R
R
R
R
R
R
R
R
L
Fluoruro de amonio, acuoso
saturado
R
R
R
R
R
L_J
R
R
Hidroxido de amonio, acuoso
saturado
R
R
R
R
R
L
R
L
Hidrosulfuro del amonio, acuoso
R
R
R
R
R
L
L
N
Metafosfato de amonio
R
R
R
R
R
R
R
R
R
Nitrato de amonio, acuoso
R
R
R
R
R
R
L
R
R
R
Fosfato de amonio, acuoso
R
R
R
R
R
R
R
R
R
R
Sulfato de amonio, acuoso
R
R
R
R
R
R
L
R
R
R
R
R
Sulfuro de amonio, acuoso
R
R
R
R
Acetato amílico
Grado técnico
R
R
L
N
Alcohol amílico (alcoholes C5)
Grado técnico
R
R
R
R
Cloruro amílico
100%
L
N
CMIC
117
R
R
L
R
N
N
R
L
R
L
R
R
R
N
N
R
R
L
ITC
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
ANCHORLOKPE
ANCHOR-LOK PP
ANCHORLOK PVC
Anilina
R
R
R
R
N
N
R
Clorhidrato de anilina, acuoso
R
R
R
R
R
N
R
R
L
R
L
R
R
R
R
Cloruro de antimonio, anhidro
R
R
R
PRODUCTO QUÍMICO
CONCENTRACIÓN
Aceites animales
Anticonqelante (automotor)
según lo provisto
ANCHOR-LOK
PVDF
N
R
R
L
R
R
R
R
R
R
L
R
Pentachloride de antimonio
R
R
R
R
R
L
R
R
L
Aceites aromáticos
L
N
L
LtoN
L
N
R
R
L
Ácido arsénico, acuoso
R
R
R
R
R
L
R
R
R
Anhídrido de ácido arsénico
R
R
R
R
R
R
R
R
L
Ácido ascórbico
R
R
R
R
R
R
R
R
R
Asfalto
R
L,D
R
L,D
R
L
R
R
R
Hidróxido de bario, acuoso
R
R
R
R
R
L
R
L
N
Sales de baño, acuosas
R
R
R
R
R
R
R
R
R
Ácido de batería
Pegamento de batidor
(pegamento animal)
R
R
R
R
R
L
R
R
R
R
R
R
R
R
R
R
R
R
R
Sebo de carne de vaca
R
RtoL
R
R
R
L
R
R
R
Cerveza
Colorante del azúcar de la
cerveza
R
R
R
R
R
R
R
R
R
L
R
R
R
R
según lo provisto
según lo provisto
Cera de abelas
Benceno
Grado técnico
Ácido benzoico, acuoso
Bicromato - ácido sulfúrico
Concentrado
Sales de bismuto
R
R
R
R
R
R
LtoN
R
LtoN
R
R
R
R
L
N
L
N
N
N
R
L
R
R
R
R
R
L
R
R
R
R
L
R
R
L
R
R
R
R
N
R
Licor de bisulfito
Betún
Solución que blanquea que
contiene la d o m a activa 12 5%
R
N
R
R
R
R
R
R
R
L
R
R
R
R
L"
L,D
N
R
L"
L,D
L"
L
L
R
L
R
N
R
N
R
R
L
N
R
R
R
R
R
L
R
R
R
Aceite de hueso
R
R
R
R
Ácido bónco, acuoso
R
R
R
R
Liquido de frenos
R
R
R
R
L
N
R
R
R
Brandy
R
R
R
L
R
R
R
Acido de bromo
Concentrado
N
N
R
R
R
R
R
Bromo, liquido
100%
N
N
N
N
R
R
L
N
N
N
N
R
R
L
R
N
R
L
R
R
L
Vapores del bromo
Agua de bromo
Frío saturado
Butanediol, acuoso
R
R
R
R
R
N
R
R
L
Butanetnol, acuoso
R
R
R
R
R
N
R
R
L
Butano, gaseoso
R
R
R
R
Butanol
R
L
Mantequilla
R
Glicol butileno
Grado técnico
R
R
R
R
R
R
R
R
R
L
R
R
R
L
R
R
L
R
L
R
R
R
Acetato butílico
R
L
L
R
N
Alcohol butílico
R
R
R
R
L
R
R
R
R
R
R
L
N
R
R
R
Fenol butílico
Grado técnico
N
N
Clorurode Cadmio
R
R
R
R
L
R
L
R
R
R
Nitrato de Cadmio
R
R
R
R
L
R
L
R
R
R
Sulfato de Cadmio
R
R
R
R
L
R
L
R
R
R
Carburo de calcio
R
R
R
R
R
R
R
R
L
Carbonato de calcio
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
Clorato del calcio, acuoso
CMIC
Saturado
118
R
ITC
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALA PROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
PRODUCTO QUÍMICO
Cloruro de calcio, acuoso
ANCHORLOK PVC
ANCHOR-LOK
PVDF
CONCENTRACIÓN
ANCHORLOKPE
ANCHOR-LOK PP
Saturado
R
R
R
R
R
L
R
R
R
R
R
R
R
R
R
R
L
N
Hidroxido de calcio
Hipoclonto de calcio, acuoso
(susp)
R
R
R
R
R
R
L
R
L
N
R
R
R
R
R
R
R
R
R
Óxido de calcio (polvo)
R
R
R
R
R
R
R
R
R
Fosfato de calcio
R
R
R
R
R
R
R
R
L
Sulfato de calcio
R
R
R
R
R
R
R
R
R
N
Nitratode calcio, acuoso
Sulfuro delcalcio, acuoso
50%
<10%
L
L
Alcanfor
R
L
Aceite de alcanfor
N
R
R
L
L
R
L
N
R
R
L
N
L
N
R
R
L
Azúcar de caña, acuosa
R
R
R
R
R
L
R
R
R
Ácido fénico (fenol)
R
R,D
R
R,D
L
N
R
R
R
R
R
R
R
R
R
R
R
R
Ácido carbónico, seco
100%
R
R
R
R
R
R
R
R
R
Bióxido de carbono
100%
R
R
R
R
R
R
R
R
R
L
L
N
R
N
Ácido carbónico, acuoso
Disulfuro de carbón
Monóxtdo de carbono, qaseoso
L
R
R
Aceite del castor
Grado técnico
R
R
R
R
Solución de sosa cáustica
R
R
R
R
Alcohol cetilico (hexadecanol)
R
R
R
Hidrato de doral, acuoso
R
R,D
L
N
R
R
R
R
R
R
L
R
R
R
R
L
L
L
N
L
N
R
L
N
N
N
Ácido dórico, acuoso
10%
R
R
R
L
N
R
L
R
R
Ácido dórico, acuoso
1%
R
R
R
L
N
R
L
R
R
Ácido dórico, acuoso
20%
R
R
Cal tratada con cloro
Clonna, sol acuoso (agua de
clonna)
R
R
N
R
L
R
R
R
R
R
R
L
N
N
R
L
L
L
L
R
R
R
Clonna, qaseoso, seca
L
N
N
R
L
R
R
L
Clonna, qaseoso, húmeda
L
N
N
L
N
R
R
L
Clonna, liquido
N
N
N
R
R
L
Dióxido de Clonna
N
N
R
L
R
R
R
N
R
R
R
R
L
R
N
L
R
R
R
R
L
R
R
R
R
R
L
Cloroformo
Alumbre de cromo (sulfato
crómico del potasio), acuoso
Saturado
Grado técnico
Saturado
LtoN
R
N
R
L
R
N
R
Limo de ánodo del cromo
R
R
R
Sales de cromo, acuosas
R
R
R
R
Ácido crómico, acuoso
5%
R
L
R
R
N
R
R
R
R
Ácido crómico, acuoso
10%
R
L
R
R
N
R
R
R
R
L
Ácido crómico, acuoso
50%
L"
N
L,D*
L,D*
R
L
R
R
L
Trióxido del cromo, acuoso
50%
L"
N
L,D*
L,D"
R
L
R
R
L
R
L
R
R
L
R
Ácido sulfúrico de Chromo
N
Sidra
Ácido cítrico, acuoso
Saturado
Juqos agrios
Aceite de alquitrán de carbón
Aceite de coco
Alcohol de aceite de coco
N
R
L
R
R
R
R
R
R
R
R
R,D
L
N
R
L
N
R
R
L
R
R
R
R
L
R
R
L
L
N
R
R
R
R
L
R
R
R
R
R
L
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R,D
L
R
Grado técnico
R
R
R
R
L
R
Aceite del hígado de bacalao
R
L
R
R
R
Extracto del café
R
Coñac
R
Concentrados cola
R
CMIC
L
R
R
R
R
119
R
R
R
R
R
L
ITC
"APLICACIÓN DE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
PRODUCTO QUÍMICO
CONCENTRACIÓN
Sal común, acuosa
Líquidos refngeradors y
lubricantes para la metalistería
ANCHORLOKPE
ANCHOR-LOK PP
R
L
R
L
R
L
R
Cloruro de cobre, acuoso
Saturado
R
Cianuro de cobre, acuoso
Saturado
R
R
L
R
R
R
L
ANCHOR-LOK
PVDF
R
R
R
R
R
R
R
L
R
R
R
R
R
L
R
R
R
R
R
R
ANCHORLOK PVC
Fluoruro de cobre, acuoso
Saturado
R
R
R
R
L
R
R
Nitrato de cobre, acuoso
30%
R
R
R
R
R
L
R
R
R
Sales de cobre, acuosas
Saturado frío
R
R
R
R
R
L
R
R
R
Sulfato de cobre, acuoso
R
R
R
R
R
L
R
R
R
Aceite de maíz
R
L
R
L
L
R
R
R
R
L
R
Aceite de semilla de algodón
Grado técnico
R
R
L
N
R
R
R
R
L
R
R
R
R
R
L
R
R
R
R,D
R,D
R
L
R
R
L
R
R
R
Petróleo crudo
R
L
L
Detergentes
R
R
R
R
R
R
R
Detergentes, sintéticos
Soluciones de revelador
(fotográficas)
Dextrma (goma del almidón),
acuosa
uso concentrado
R,D
R,D
R
R
R
R
R
R
R
R
R
Combustible diesel
R
L
R
L
R
L
R
R
R
Gltcol de dietileno
Agua potable, también tratada
con cloro
R
R
R
R
L
N
R
R
R
R
R
18%
R
R
R
R
R
R
R
R,D
Rto
L
R,D
R
L
R
R
L
L
R
L
R
R
L
Emulsores
R
R
R
R
R
L
R
R
L
Emulsiones (fotográficas)
R
R
R
R
R
R
R
R
R
R
RtoL
R
L
N
R
R
R
R
R
R
R
R
L
N
L
N
RtoL
L*
L
R
R
R
R
Tintes
Barios electrolíticos para
electrochapar
Esteres, alifáticos
Grado técnico
Etano
Etanol
96%
Aceites etéreos
Éter
Etileno
Diamma del etileno (1 2diammoethane)
Dicloruro de etileno
(dichloroethane)
Grado técnico
R
L
N
L
N
R
R
R
R
Óxido del etileno, gaseoso
R
R
R
Acetato etílico
R
L
R
L
R
R
R
R
R
R
R
N
según lo utilizado
en la producción
R
R
R
R
L
R
R
R
L
N
R
R
L
N
R
L
N
N
R
R
L
N
R
N
N
R
R
L
R
R
R
R
L
L
R
Glicolde etileno
Alcohol etílico
Alcohol etílico + acido acético
(mezcla del fermento)
R
N
R
R*
R
N
R
R
N
L
N
R
R
R
R
L
L
N
R
R
L
L
Etíl benceno
Grado técnico
L
L
N
R
L
Cloruro etílico
Grado técnico
L
N
N
R
R
L
Éter etílico
Grado técnico
RtoL
L*
L
N
R
L
N
Ácidos grasos (C6)
R
RtoL
R
R
L
R
R
R
Amidas de los ácidos grasos
R
L
R
R
L
R
L
N
R
L
R
N
R
R
R
R
R
R
R
R
L
R
R
R
R
R
R
R
R
L
R
R
R
Alcoholes grasos
Sulfato férrico de amonio,
acuoso
R
Saturado
Cloruro férrico, acuoso
Nitrato férrico, acuoso
Saturado
R
R
R
R
R
L
R
R
R
Sulfato férrico, acuoso
Saturado
R
R
R
R
R
L
R
R
R
CMIC
120
ITC
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLAINDUSTRIA"
PRODUCTO QUÍMICO
Cloruro ferroso, acuoso
CONCENTRACIÓN
Saturado
Sulfato ferroso, acuoso
Saturado
ANCHORLOKPE
ANCHOR-LOK PP
ANCHORLOK PVC
ANCHOR-LOK
PVDF
R
R
R
R
R
L
R
R
R
R
R
R
R
R
L
R
R
R
Sales delfertilizante, acuosas
R
R
R
R
R
L
R
R
R
Flúor, qaseoso
N
Arnba del 40%
N
N
N
R
R
R
R
R
L
R
R
L
Ácido fórmico, acuoso
01
R
R
R
R
R
L
R
R
R
Ácido fórmico, acuoso
0 85
R
R
R
L
R
N
R
R
R
1
L
N
L
R
N
L
Fructosa (fructosa), acuosa
R
R
R
R
R
R
L
R
R
R
Zumos de fruta
R
R
R
R
R
R
R
R
R
R
Zumos de fruta, fermentados
R
R
R
R
R
L
R
R
L
Pulpa de la fruta
R
R
R
R
R
L
R
R
R
Formaldehído, acuoso
RFriqen12(RFreón12)
Gasolina
R
L
R
L
R
L
R
R
R
Gelatina
R
R
R
R
R
R
R
R
R
Sal de Glauber, acuosa
R
R
R
R
R
R
R
R
R
R
Glucosa, acuosa
R
R
R
R
R
R
L
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
Glicerma, acuosa
Glicol, acuoso
según lo provisto
comercialmente
R
R
R
R
Heptano
R
L
L
L
R
R
R
R
L
R
R
L
N
R
R
L
R
L
N
Miel
R
R
Liquido hidráulico
R
L
Hidrato de hidracma
R
R
05
Ácido bromhídnco, acuoso
R
R
R
R
R
R
R
R
L
R
R
R
R
L
R
R
R
R
L
R
R
R
R
R
R
R
R
R
R
R,D
R
R
R
R
R
R
R
R
R
R
R
R
Ácido hidroclónco, acuoso
R
R
R,D
R.D
Ácido cianhídrico
R
R
R
R
R
L
R
R
R
R
R
R
R
R
0 85
Ácido fluorhídrico, acuoso
Hidrogeno
Bromuro del hidrógeno, qaseoso
Gas delcloruro de hidrógeno,
seco y húmedo
Grado técnico
L,D
Peróxido de hidrógeno, acuoso
01
L
N
R
R
R
L
R
R
R
Peróxido de hidrógeno, acuoso
03
L
N
R
L
R
L
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
L
R
R
R
R,D
R,D
R,D
R
L
R
R
R
R
R
R
R
R
L
R
L
N
R
L
RtoL
L
R
L
R
L
N
R
R
R
R
L
N
R
R
L
R
L,D
R
L
R
L
R
R
R
L
R
L
R
L
R
R
R
R
R
L
Sulfuro del hidrogeno, acuoso
Saturado
Sulfuro del hidrógeno, qaseoso
Hidroquinona
Sulfato de la hidroxilamma,
acuoso
0.12
Ácido hipocloroso
Iodine en la solución del yoduro
del potasio
Tinte delyodo, LENGUADO 6
Alcohol isoamílico
0 03
según lo provisto
comercialmente
Grado técnico
Alcohol isobutílico (isobutanol)
Ácido isobutínco
Grado técnico
Isooctano
Isopropanol
Grado técnico
1
Acetato de isopropyl
Grado técnico
R
RtoL
N
L
N
R
R
R
R
Keroseno
R
L
R
L
CMIC
121
R
N
R
R
L
R
L
R
R
L
L
N
R
R
R
L
N
Conserva
Éter de isopropyl
R
L
N
N
R
R
R
R
R
R
R
R
R
L
L
N
R
R
L
R
R
R
R
R
R
R
ITC
N
R
"APLICACIÓN DE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓNDEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLAINDUSTRIA"
ANCHORLOK PVC
ANCHOR-LOK
PVDF
ANCHORLOKPE
ANCHOR-LOK PP
Ácido láctico, acuoso
R
R
R
R
R
L
R
L
N
Lactosa (azúcar de teche)
R
R
R
R
R
L
R
R
Lanolina (grasa de las lanas)
R
R
R
L
R
L
R
R
R
R
PRODUCTO QUÍMICO
CONCENTRACIÓN
R
Latex
R
R
R
R
R
R
R
R
R
Acetato de plomo, acuoso
R
R
R
R
R
R
R
R
R
Cal
R
R
R
R
R
Agua de cal
R
R
R
R
R
R
R
R
Aceite de linaza
Grado técnico
Licor
R
Jabones llguidos
R
R
R
R
R
R
R
R
R
R
R
L
R
L
R
R
R
R
R
R
R
L
R
R
R
R
L
R
R
R
R
R
R
R
R
L
R
R
R
R
RtoL
R
R
L
R
R
R
Aceite de la máquina
R
L
R
L
R
L
R
R
R
Carbonato del magnesio, acuoso
R
R
R
R
R
L
R
R
R
Fluorsihcato de magnesio
R
R
R
L
R
R
R
Hidróxido del magnesio
R
R
R
R
R
R
R
R
R
Yoduro del magnesio
R
R
R
R
R
L
R
R
L
Sales del magnesio, acuosas
R
R
R
R
R
L
R
R
R
Sulfatodel magnesio, acuoso
R
R
R
R
R
L
R
R
R
Sulfato del manganeso
R
R
R
R
R
R
R
R
Margarina
R
R
R
R
L
R
R
R
Mayonesa
R
R
R
L
R
R
R
Mentol
R
L
R
R
L
R
R
L
Mercurio
R
R
R
R
R
R
R
R
R
Cloruro del mercurio
R
R
R
L
R
R
R
Sales de mercurio
R
R
R
R
R
L
R
R
R
R
R
R
L
R
R
R
N
Bromuro del litio
Aceites lubricantes
Grado técnico
R
Metano!
Cloruro de metileno
(dichloromethano)
Grado técnico
R
R
L
L*
Acetato metílico
Grado técnico
R
N
R
R
L
N*
N
R
L
R
L
N
R
N
R
N
L
R
R
R
L
R
R
L
R
N
R
N
R
R
R
N
R
R
L
N
R
R
L
N
L
N
R
R
R
N
R
R
R
Acrylate metílico
R
R
Alcohol metílico
R
R
R
R
R
Benceno metílico
Ácidos benzoicos metílicos
(ácidos de toluyl)
N
L
N
Saturado
L
L
N
R
Bromuro metílico, gaseoso
Grado técnico
N
N
Cloruro metílico, gaseoso
Grado técnico
L
N
Cyclohexano metílico
N
L
LtoN
L
R
L
R
L
Glicol metílico
R
R
R
R
Cetona propyl metílica
Salicylate metílico (ester metílico
ácido salicilico)
R
R
L
L
R
R
Cetona etil metílica
Ácido sulfúrico metílico
Leche
Grado técnico
50%
R
L
N
N
R
R
R
R
R
R
R
R
R
R
R
R
R
L
R
R
R
R
R
Aceite mineral
R
RtoL
R
L
N
R
L
R
R
R
Agua mineral
R
R
R
R
R
R
R
R
R
R
Melaza
R
R
R
R
R
L
R
R
R
Mosto de la melaza
R
R
R
R
R
L
R
R
R
Monoclorobenzeno
L
N
R
N
R
R
N
Morfina
R
R
R
N
R
N
CMIC
122
R
ITC
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLAINDUSTRIA"
PRODUCTO QUÍMICO
Aceite del motor (aceite
resistente)
CONCENTRACIÓN
ANCHORLOKPE
ANCHOR-LOK PP
L
ANCHORLOK PVC
R
L
R
R
R
R
L
R
R
R
L
N
R
RtoL
R
Mostaza
R
R
R
Removedor de barniz de clavo
R
L
R
Naftalina
R
L
R
Nafta
R
L
R
L
L
R
L
L
N
N
Cloruro de níquel
R
R
R
R
R
Nitrato del níquel
R
R
R
R
Sales de níquel, acuosas
R
R
R
Sulfato de níquel, acuoso
R
R
R
<10%
R
R
Ácido nítrico
10%
R"
R"
R"
R"
Ácido nítrico
25%
L"
L"
L"
Nitrobencma
R
L
O-Nitrotolueno
R
Alcohol nonyl (nonanol)
L
ANCHOR-LOK
PVDF
N
R
R
R
R
R
R
L
N
L
R
R
R
R
L
R
R
R
R
R
L
R
R
R
R
R
L
R
R
R
R
L
N
N
R
L
R
R
R
R
R
R
R
R
L"
R
R
R
R
R
R
R
N
R
R
R
L
R
N
N
R
R
L
R
R
R
N
R
L
N
Aceites, etéreos
L
N
L
N
R
L
R
R
R
Aceite de oliva
R
R
R
R
R
R
R
R
R
Juqo de naranja
R
R
R
R
R
L
R
R
R
Ácido oxálico, acuoso
R
R
R
R
R
R
R
L
N
Oxígeno
R
R
R
R
R
R
R
R
L
Aceite de palma
R
R
N
R
R
R
R
R
L
L
R
R
R
R
R
R
Mezcla de nafta/ benceno
Nicotina
80/20
Ácido mcotínico
Parafina, líquido
Emulsiones de la parafma
R
según lo provisto
comeroalmente
Paraformaldeido
Aceite de cacahuete
Grado técnico
N
R
L
R
R
R
R
R
R
L
R
R
R
R
R
R
R
L
R
N
R
N
R
L
R
R
L
R
L
R
R
R
Pentanol
R
R
R
L
R
R
L
Aceite de hierbabuena
R
R
R
L
R
R
R
Éter de petróleo
R
L
R
L
R
R
R
R
R
Fenol
R
R,D
R
R,D
R
L
R
R
R
Alcohol etílico fenilo
R
R
R
L
N
R
R
L
L
LtoN
L
N
R
L
N
Clorhidrato femlo de hidractna
R
N
R
R
R
L
Fosqeno, gaseoso
L
R
N
Hidracma femla
Grado técnico
L
L
N
N
L
100%
N
50%
R
R
R
R
R
R
R
R
R
R
Ácido fosfórico, acuoso
80%-95%
R
L,D
R
R,D
R,D
R
R
R
R
R
R
L
R
L
R
R
L
R
R
R
R
R
R
Oxicloruro de fosforo
Pentoxido de fosforo
100%
Tnchlorido de fósforo
Reveladores fotoqráficos
Emulsiones fotoqráficas
según lo provisto
comerciaímente
Baños que se mezclan
fotografieos
según lo provisto
comercialmente
Ácido ftalico, acuoso
50%
N
L
Fosqeno, líquido
Ácido fosfórico, acuoso
N
N
R
R
R
L
R
R
R
L
R,D
R.D
R,D
R,D
R
L
R
R
L
R
R
R
L
R
R
L
R
N
R
R
R
L
R
R
L
R
R
R
R
R
N
R
R
R
Ester ácido ftálico
R
RtoL
R
L
N
R
N
Juqo de pina
R
R
R
R
R
R
R
CMIC
R
123
L
ITC
R
"APLICACIÓNDE TERMOPLÁSTICOS LAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLAINDUSTRIA"
PRODUCTO QUÍMICO
Agentes de protección de planta,
acuosos
CONCENTRACIÓN
según lo provisto
comercialmente
ANCHORLOKPE
ANCHOR-LOK PP
R
R
R
Plasttficantes
R
L
R
Plastificantes del poliester
R
RtoL
R
Resinas del pohester
Sulfato de aluminio de potasio,
acuoso
L
N
L
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
Bicarbonato de potasio, acuoso
Saturado
Bicromato de potasio, acuoso
Bisulfato del potasio, acuoso
Saturado
Borato de potasio, acuoso
1%
Brómalo de potasio, acuoso
up to 10%
ANCHORLOK PVC
R
R
R
N
N
R
N
N
R
R
L
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
L
N
L
R
R
ANCHOR-LOK
PVDF
L
R
R
R
R
R
R
R
R
R
Bromuro de potasio, acuoso
R
R
R
R
R
R
R
R
R
Carbonato de potasio, acuoso
R
R
R
R
R
R
L
N
Clorato de potasio, acuoso
R
R
R
R
R
R
R
R
R
R
Clorado de potasio, acuoso
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
Cromato de potasio, acuoso
Sulfato crómico de potasio
(alumbre de cromo), acuoso
40%
Saturado
Cianuro de potasio, acuoso
R
R
R
R
R
R
R
R
L
R
R
R
R
R
R
R
L
N
R
R
R
R
R
R
R
R
R
Femcianuro de potasio, acuoso
Ferncianuro y ferrocianuro de
potasio
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
Fluoruro de potasio, acuoso
R
R
R
R
R
R
R
R
R
Saturado
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
Saturado
R
R
R
R
R
R
R
Saturado
R
R
R
R
R
L
R
R
L
R
R
R
R
R
L
R
L
N
R
R
R
L
R
L
N
R
L
R
R
L
Dicromata de potasio, acuoso
Potasio hexacianoferrato, acuoso
Carbonato de hidrógeno del
potasio, acuoso
Sulfato del hidrógeno de potasio,
acuoso
Sulflto de hidrogeno de potasio,
acuoso
Saturado
Hidróxido de potasio, acuoso
R
Solución de hidróxido de potasio
50%
R
R
Hipoclonto de potasio, acuoso
Saturado
R
R
Yoduro de potasio, acuoso
R
R
R
R
R
R
R
R
R
Nitrato de potasio, acuoso
R
R
R
R
R
R
R
R
R
Perborato de potasio
R
R
R
L
R
R
R
R
L
R
L
R
R
L
R
R
R
R
L
R
R
R
R
R
R
R
L
R
R
L
R
R
R
L
R
R
L
R
R
R
R
R
L
R
R
R
L
Perclorato de potasio, acuoso
up to 10%
Permanqanato de potasio
Persulfato de potasio, acuoso
Fosfato de potasio, acuoso
Saturado
Sulfatode potasio, acuoso
R
R
Sulfuro de potasio, acuoso
Saturado
R
R
R
R
R
R
R
R
Sulfito de potasio, acuoso
Saturado
R
R
R
R
R
L
R
N
L
Propano, gaseoso
Grado técnico
R
R
R
R
R
R
Propanol (alcohol propyl)
R
R
R
R
R
L
R
R
N
i-Propanol (alcohol i-propyl)
R
R
R
R
R
L
R
R
N
R
R
R
R
R
L
R
R
N
R
R
L
R
R
L
R
N
R
R
n-Propanol (alcohol n-propyl)
Dicloruro de propylene
100%
N
Glicol de propylene
R
R
Óxido de propylene
R
R
Quinina
R
R
CMIC
N
N
124
R
R
R
R
L
R
R
R
L
ITC
L
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOS ENLA INDUSTRIA"
ANCHOR-LOK
PVDF
ANCHORLOKPE
ANCHOR-LOK PP
ANCHORLOK PVC
Dispersiones de goma (látex)
R
R
R
R
R
R
R
R
Ácido salicílico
R
R
R
R
R
R
R
R
L
R
R
R
R
R
R
R
R
R
Aqua de mar
R
R
R
R
Ácido silícico, acuoso
R
R
R
R
PRODUCTO QUÍMICO
Salmueras de sal
CONCENTRACIÓN
Saturado
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
N
R
R
R
R
Emulsión de silicon
según lo provisto
comercialmente
R
R
R
R
Aceite de silicon
Grado técnico
R
R
R
R
R
R
R
R
R
L
R
R
R
R
R
R
R
L
R
R
R
Solución labonosa, acuosa
Soda (carbonato de sodio),
acuosa
R
R
R
R
R
L
R
R
R
R
R
R
R
R
R
R
R
L
N
Acetato del sodio, acuoso
R
R
R
R
R
R
L
R
R
L
Sulfato del aluminio de sodio
R
R
R
R
R
R
R
R
R
L
Nitratode plata
Sales de plata, acuosas
Saturado frió
Benzoato de sodio, acuoso
R
R
R
R
Bicarbonato de sodio, acuoso
Saturado
R
R
R
R
Bisulfato del sodio, acuoso
Saturado
R
R
R
Bisulfito de sodio, acuoso
Saturado
R
R
L
R
R
R
R
R
R
L
R
R
L
R
R
R
R
R
R
R
R
R
N
R
R
R
Borato de sodio
R
R
R
R
R
L
R
L
N
Bromuro de sodio
R
R
R
R
R
L
R
R
R
Carbonato de sodio, acuoso
R
R
R
R
R
R
R
L
N
R
R
R
R
R
L
R
R
R
R
R
R
R
R
R
R
R
R
R
L
L
N
R
R
L
L
R
R
R
R
Clorato de sodio, acuoso
Saturado
Cloruro de sodio, acuoso
Clonto de sodio, acuoso
50%
R
R
R
Cromato de sodio
R
R
R
R
R
Cianuro de sodio
R
R
R
R
R
L
R
R
Dicromato de sodio
R
R
R
R
R
R
R
R
L
Ferncianuro de sodio
R
R
R
R
R
R
R
R
R
Fluoruro de sodio
Sodio (ni)hexacianoferrato (Na
Femcyamide), acuoso
R
R
R
R
R
R
R
R
R
R
R
L
R
R
R
R
R
R
R
R
R
L
R
R
R
R
R
R
L
R
R
L
Hexametafosfato de sodio,
acuoso
Carbonato de hidrógeno de
sodio, acuoso
Sulfato de hidrógeno de sodio,
acuoso
Sulfito de hidrógeno de sodio,
acuoso
Saturado
R
R
R
R
Saturado
R
R
R
R
R
L
R
R
R
Saturado
R
R
R
R
R
L
R
R
R
R
R
R
R
R
L
L
N
N
R
L"
R
N
R
L"
R
L"
N
R
R
L
L
N
L
N
Hidróxido de sodio, acuoso
Hidróxido de sodio, solido
Hipoclorito de sodio, acuoso con
la d o m a activa 12 5%
Sulfato de Sodio
R
R
R
R
L
R
R
R
R
Sulfuro de Sodio
R
R
R
R
L
R
R
U
L
R
L
Sulfilo de Sodio
R
R
R
R
L
R
R
R
R
R
Ácido sulfúrico, acuoso
Al 50%
R
R
R
R
L
R
R
R
R
R
Ácido sulfúrico, acuoso
5 1 % a 80%
R
L
R
L
N
R
R
R
R
R
Ácido sulfúrico, acuoso
93%
L
N
L
N
R
L
R
R
R
Ácido sulfúrico, acuoso
98%
L
N
L
N
L
N
R
R
N
Sulfuro
R
R
R
R
L
N
R
R
R
Ácido Sulfuroso
R
R
R
R
R
L
R
R
R
Dióxido de sulfuro, acuoso
R
R
R
R
R
L
R
N
CMIC
125
R
ITC
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
ANCHORLOKPE
ANCHOR-LOK PP
ANCHORLOK PVC
Dióxido de sulfuro, gaseoso
R
R
R
Trióxido de sulfuro
N
PRODUCTO QUÍMICO
CONCENTRACIÓN
R
R
R
N
N
ANCHOR-LOK
PVDF
L
N
L
N
Sebo
Grado técnico
R
R
R
R
R
R
R
R
R
Ácido tánico (tamno), acuoso
10%
R
R
R
R
R
L
R
R
R
Extractos que broncean.veqetal
seqún lo provisto
R
R
L
R
L
R
R
L
R
R
L
R
R
R
Ácido tartárico, acuoso
R
R
R
Tetrabromometano
LtoN
N
LtoN
N
R
L
N
Tetradoroetano
LtoN
N
L
N
N
R
L
N
Tetracloroetyleno
Tetradorometano (tetracloruro
del carbón)
LtoN
N
L
N
N
R
R
L
Grado técnico
LtoN
N
N
R
R
R
Tetrahydrofuran
Grado técnico
LtoN
N
L
N
N
L
L
N
Tolueno
Ácidos toluicos (ácidos
benzoicos metílicos)
Grado técnico
Saturado
L
L
N
L
L
N
N
R
L
R
R
R
R
N
L
R
R
R
R
R
L
R
R
L
Aceite de transformador
Grado técnico
R
L
R
L
L
N
R
R
L
Tncloroacetaldeydo (clorado)
Grado técnico
R
R
R
R
L
N
N
Tncloroacético acido
Grado técnico
R
LtoN
R
L
N
Tncloroacético acido, acuoso
50%
N
N
L
N
R
L
N
N
N
N
RtoL
N
N
R
R
N
R
LtoN
L
N
R
N
R
L
R
R
R
R
L
R
R
R
R
L
R
R
L
R
L
R
R
L
Jugo del tomate
Tnclorobenzeno
Tncloroetyleno
Grado técnico
Borato tnmetylico
Fosfato tnsódico
Aceite de trementina
Grado técnico
Urea, acuosa
up to 33%
Acido utico
N
R
R
R
RtoL
L
N
R
R
R
R
R
R
R
R
R
R
R
R
R
L
R
R
R
Vaselina
Grado técnico
RtoL
L
R
L
R
L
R
R
R
Aceite de vaselina
Grado técnico
RtoL
L
R
L
N
R
L
R
R
R
R
L
R
L
N
R
L
R
R
R
R
Onna
Aceite vegetal
Vinagre (vinagre de vino)
según lo provisto
comercialmente
R
R
R
R
R
R
R
R
L
L
R
R
R
R
R
R
L
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
Acetato de vmilo
R
R
R
L
N
Soluciones viscosas
R
R
R
R
Vitamina C
Preparaciones de vitamina,
secas (polvo)
R
Aceite de nuez
R
L
R
R
R
R
R
R
R
R
Gases inútiles que contienen el
bióxido de carbono
R
R
R
Gases inútiles que contienen el
monoxido de carbono
R
R
Gases inútiles que contienen el
ácido hidroclónco
R
R
Rastro
R
R
low
R
R
Líquidos para lavado
Gases inútiles que contienen el
derivado del ácido carbónico
Gases inútiles que contienen los
gases de hidrógeno
Gases inútiles que contienen el
S02
CMIC
R
usual
126
R
R
R
R
R
R
R
R
ITC
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARA LA PROTECCIÓN DEL CONCRETO
EN LA CONDUCCIÓN DEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
PRODUCTO QUÍMICO
Gases mutiles que contienen el
acido sulfúrico (húmedo)
CONCENTRACIÓN
Gases mutiles que contienen el
trióxido del sulfuro (acido
sulfúrico)
Rastro
ANCHORLOKPE
R
R
ANCHOR-LOK PP
R
R
N
N
ANCHORLOK PVC
R
R
ANCHOR-LOK
PVDF
R
R
rR
R
R
R
R
R
Agua destilada
R
R
R
R
R
R
R
R
R
Ceras
R
RtoL
R
RtoL
R
L
R
R
L
L
L
L
N
R
R
R
R
L
R
R
R
R
R
R
R
R
Alcoholes de la cera
Grado técnico
Suero
Whisky
Alcohol blanco
R
Grado técnico
R
R
R
L
L
N
R
R
R
R
R
R
R
R
L
Vino
R
R
R
R
R
Xileno
L
N
N
N
R
L
N
Levadura
R
R
R
R
R
R
L
Carbonato del zinc
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
Cloruro del zinc, acuoso
R
R
R
R
Oxido de zinc
R
R
R
R
Sales delzinc, acuosas
R
R
R
Lodo del zinc
R
R
R
Estearato de zinc
R
R
R
R
Sulfato de zinc, acuoso
R
R
R
R
R
La información presentada en las
tablas químicas de la resistencia
se basa en losJUICIOS derivados
de la prueba de laboratorio y de
la experiencia del campo Las
tablas han estado preparadas
como guia alfuncionamiento No
se hace ninguna garantía de
responsabilidad
CMIC
127
ITC
"APLICACIÓNDE TERMOPLÁSTICOSLAMINADOS PARALAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓNDEFLUIDOS CORROSIVOS UTILIZADOSENLA INDUSTRIA"
BIBLIOGRAFÍA:
APLICACIONES DELPLÁSTICO ENLA CONSTRUCCIÓN
JuandeCusa
BIBLIOTECA ceac DECONSTRUCCIÓN
ELCONCRETO ENLAOBRA
Instituto MexicanodelCementoyConcreto,A.C.
IMCYC TomoI
CARTILLA DELCONCRETO (aci-sp-1)
F. R. Me.MillanY Lewis H.Tuthill
IMCYC
TECNOLOGÍA DELCONCRETO
A. M.Neville
IMCYC TomoI
PROBLEMAS ENELCONCRETO:
causasyefectos
IMCYC
MANUAL DE PRESUPUESTO
H.W.AlienSwcery Robert Rachlin
MeGraw Hill
COSTOYPRECIOENLACONSTRUCCIÓN
El Factor Sobrecosió
Cámara NacionaldelaIndustria dela Construcción
CMIC
128
«H T T r*
"APLICACIÓN DE TERMOPLÁSTICOSLAMINADOS PARA LAPROTECCIÓN DEL CONCRETO
ENLA CONDUCCIÓN iSmLLmO&CORROSIVpS
UmiZAQpS 5NJ-A IM^JSTRIA"
ATLAS MINERALS &CHEMICALS,INC
ANCHOR-LOK™ LININGSISTEM
DATASHEET
4-5000PS (8-004)
SUPERSEDES4-5000PS (8-00&8-002)
ATLAS MINERALS &CHEMICALS,INC
ANCHOR-LOK™INSTALLATION GUIDELINES
(Suplementto4-5001PIDATA SHEET)
ATLASMINERALS &CHEMICALS,INC
CHEMICAL RESISTANCE CHART
4-5002 (8-00)
SUPERSEDES4-5002 (1-98)
CMIC
129
ITC