Fichas Sectoriales
Anuncio

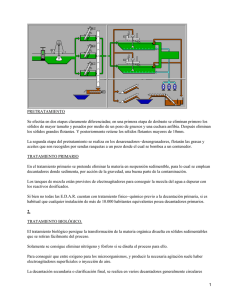
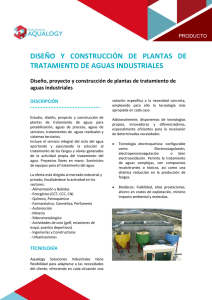
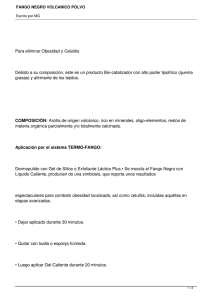
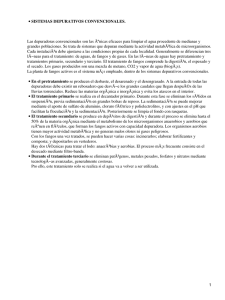
Sector Harinas Fichas Sectoriales Fichas sectoriales SECTOR HARINAS La mayor parte del agua procede de los condensados resultantes de la extracción de la harina y proteína, con un alto contenido en NTK También tenemos otra corriente de agua derivada del proceso de limpiezas, que destacan por alto contenido en sólidos y grasas. Cómo solucionar los problemas surgidos en el sector de harinas cárnicas y de pescado Agua, Energía y Medioambiente Servicios Integrales - AEMA Incluimos en este sector a las plantas de tratamiento de subproductos procedentes de mataderos o preparados de pescado. Aguas Residuales La generación de aguas residuales es el aspecto ambiental más significativo de la actividad de este sector, tanto por los elevados volúmenes generados como por la elevada carga contaminante asociada a las mismas. 1 www.aemaservicios.com En este tipo de industrias, es necesario distinguir entre pequeñas y grandes instalaciones, en función de la cantidad de suproductos tratada. Distinción obligada por el volumen de agua residual que generan así como por el tipo de tratamiento que requieren los vertidos. SECTOR HARINAS CARNICAS Y PESCADO SECTOR HARINAS CARNICAS Y PESCADO Las principales corrientes parciales que más contribuyen en volumen y/o carga contaminante al efluente final proceden de: Línea de Proceso habitual en empresa de Harinas Cárnicas • Limpieza de equipos e instalaciones. Aporta una parte importante del volumen del efluente final. Esta corriente destaca por el alto contenido en sólidos y grasas, además de una considerable carga de DQO y Nitrógeno. Esta corriente se caracteriza por presentar un un alto contenido en NTK y DQO, y como viene de un destilado, no se aprecian ni sólidos ni grasas. REACTOR BIOLOGICO EQUIPO DAF REACTOR ANOXICO I REACTOR ANOXICO II SISTEMA M.B.R. Dadas las diferentes características de los vertidos generados en estas plantas, es necesario un planteamiento segregado: las aguas procedentes de las limpiezas deberán ser sometidas a un pretratamiento/desbaste y un tratamiento físico/químico previo, para la eliminación de sólidos y aceites y grasas. A continuación, este agua pretrada podrá juntarse con los condensados para ser tratadas biológicamente con el objeto de eliminar la materia orgánica así como el nitrógeno presente, y el fósforo si fuera necesario. 3 Fichas Sectoriales CANAL PARSHALL Fichas Sectoriales 2 GRUPO SOPLANTE Balance futuro Por esos motivos, el diseño en primer lugar, y posteriormente, la operación de una planta de tratamiento de este tipo de vertidos no es sencilla. Sobre todo cuando el vertido se realiza a cauce público, donde los requerimientos parar el parámetro N son muy restrictivos. DOSIFICACIONES ESPESADOR Ejemplo de Caracterización de vertido en una empresa Harinas Cárnicas La relación de N/DQO que presentan estos vertidos es muy elevada, mayor incluso que la que presentan los mataderos. La concentración de nitrógeno también es muy elevada. TANQUE DE FANGOS • Condensados. Principal corriente. La mayor parte del agua procede de los condensados resultantes de la extracción de la harina y proteína. HOMOGENEIZADOR SECTOR HARINAS CARNICAS Y PESCADO SECTOR HARINAS CARNICAS Y PESCADO Posibles problemas y sus Causas 4. Bajo rendimiento en la deshidratación de los lodos, por una incorrecta gestión de los fangos, deficiencias en las cantidades y calidades del polielectrolito y, por inestabilidad del fango en el biológico. 1. Falta de rendimiento y excesivo consumo de P.Q. con elevada produccion de fangos por falta de compactación en el DAF (Flotador por Aire Disuelto) Causas Causas • pH no ajustado a las condiciones de trabajo de los reactivos. • Muchas veces no se hace caso al sistema de presurización, pero es el principal punto a tener en cuenta en un DAF. • Falta de homogeneización, por inadecuada gestión, falta de agitación-aireación o falta de TRH. • Verificar punto de dosificación y adecuado contacto de los productos químicos. • Verificar la reactividad de los productos utilizados y su idoneidad. • Revisión de los sistemas mecánicos de arrastre de fangos del DAF (tiempos de rasquetas, corrientes preferenciales, etc.) Objetivo Aumento del rendimiento del sistema y en definitiva ahorro de costes, que podrían llegar al 50 %. Objetivo 2. Incumplimiento en los parámetros de vertido, en terminos de DQO o Nitrógeno. Reducir la producción de fangos a gestionar y en consecuencia los costes asociados a la instalación de secado, tanto de energía, personal, productos, etc. Buscar alternativas de valorización de estos subproductos y que nos permitan reducir los costes de gestión. Causas • Exceso de carga de entrada por problemas en el pretratamiento (escapes de sangre), deficiencias en diseño o aumento de la producción en fábrica (N, DQO, DBO y Aceites y grasas) • Control de eliminación de nutrientes incorrecto, por falta de conocimiento de los procesos biológicos de desnitrificación, procesos que son sensibles a cambios de temperatura, oxígeno, carga de entrada, etc. • Tiempos de retención hidráulica inadecuados o recirculaciones de fango no controladas. • Falta de aporte de oxígeno en unos momentos puntuales. • Edad del fango, carga másica, concentraciones de fango, % de volátiles, etc. 5. Consumo de Energía elevado, incrementando considerablemente los costes como consecuencia de no realizar una buena gestión de la planta incluso de la propia energía. Causas Objetivo Estabilización de las condiciones de trabajo del reactor biológico, de tal manera que nos permitan, controlar o aumentar la capacidad de tratamiento, reducir los costes energéticos pudiendo llegar hasta un 20 %, eliminar correctamente los nutrientes, etc. 3. Exceso de consumo de agua en el propio proceso de producción, por una aplicación de buenas 4 • Mala gestión del agua por cultura y comodidad. • Falta de control con los elementos adecuados de inyección y recogida. • Inadecuados dispositivos de limpieza o bajo índice de recirculaciones. • Implicación directa sobre el coste de consumo y vertido del agua. • Recuperaciones de agua e incluso reutilizaciones. 5 • Biológico no equilibrado, con alteraciones, como son el bulking filamentoso o viscoso. Este último afecta de manera considerable a la trasferencia de oxígeno. • Concentraciones de fango o edad del fango, hay que verificar el diseño de la instalación e identificar las alternativas de trabajo que nos da. • Eliminación de nutrientes no eficiente. Falta de tiempos de retención, agitación, recirculaciones, carga de entrada, etc. • No tener programas de gestión de energía que hagan que la planta trabaje en función de las tarifas eléctricas aplicadas. Este punto puede suponer ahorros hasta del 40 % en la factura de la luz. • Línea de aire con deficiencias por diseño o por el mantenimiento de la misma. Fichas Sectoriales Causas Fichas Sectoriales prácticas no adecuada. (MTDs). Es sencillo comprobar el grado de implicación en este sentido, dado que tenemos un amplio portfolio que nos permiten establecer caudales y cargas en función de la elaboración que se produce en los procesos de fabricación. • Edad del fango muy baja ocasionada por excesiva purga de fango, lo que puede estar provocando inestabilidad en el fango, provocando reducción de rendimientos o mala decantación en el tratamiento, y en el secado, mala deshidratación. • En el mercado existen dediferentes clases de polielectrolíto, aniónicos, catiónicos, reticulados, de mayor o menor capacidad iónica, etc. Es cuestión de encontrar el más apropiado para la aplicación. • Falta de homogeneización en los lodos a tratar. Mezclado de fangos primarios o flotados en un DAF con fangos biológicos, fangos digeridos, etc. Cada fango presenta una características partículas y diferente comportamiento de deshidratación y mezclarlos puede ser positivo o no. • En el caso de centrífugas, posibles desajustes en los parámetros electromecánicos de la instalación. SECTOR HARINAS CARNICAS Y PESCADO ¿Qué podemos hacer? Implantar un modelo de diagnóstico técnico- económico de la instalación qué permita conocer los puntos críticos de esta, y si la planta está trabajando de acuerdo a los parámetros de diseño. A partir de este modelo se ofrece un plan de mejora que aporta las acciones necesarias para conseguir qué la planta alcance a los niveles operativos que ofrezcan beneficios como: • Estabilización de procesos. Procesos más fiables y seguros. Mejorar rendimientos. • Reducción de los consumos de reactivos o conseguir mejores rendimientos de la instalación. • Reducción en el coste de la energía por €/m3. • Optimización de los procesos de tratamientos de fangos y en consecuencia, reducción de costes asociados. • Establecer controles adecuados a la instalación existente. En consecuencia reducción de gasto innecesario y mejor control. • Evitar usos de agua irracionales y establecer un catecismo de buenas prácticas. ¿Por qué? En el Grupo AEMA tenemos amplia experiencia avalada por nuestros clientes, en el sector de la producción de harinas, ya sean cárnicas o de pescado, que nos permite obtener información muy valiosa y que ponemos a su servicio con el fin de mejorar sus procesos y costes ligados asociados al tratamiento de aguas, contribuyendo así, a que sus productos se saquensalgan al mercado a un coste menor de producción y sean más competitivos. No debemos olvidar que el coste de tratamiento de aguas es un coste directo de los procesos de producción y, por tanto, del precio del producto que saldrá al mercado. El departamento de IDi del Grupo AEMA trabaja paralelamente, con el departamento de explotación y mantenimiento, desarrollando e innovando, técnicas de control que nos ayudan a definir los puntos de trabajo de las instalaciones, consiguiendo resultados excelentes e impensables en un primer momento. Este último punto supone un feedback de información para nuestro departamento de ingeniería, que hace que cada día los diseños sean mejores y más competitivos, permitiendo reducir costes de implantación y operación, y lo que es más importante, aportando garantías de cumpliento de parámetros de vertido. CONTACTE AHORA 6 Fichas Sectoriales ¿Tiene alguna consulta y desea resolverla? ¿Quiere resolver alguno de estos problemas con su EDAR? Puede contactar con nuestros asesores técnicos para que le ayuden a solucionarlos. CONTACTAR AHORA Puede visitarnos en: