- Ninguna Categoria
Diseño de uniones roscadas autorroscantes de cajas de metal
Anuncio
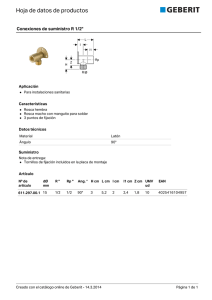
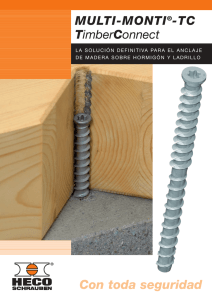
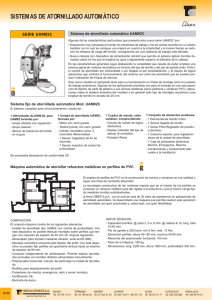
Soluciones que unen. Nota de prensa | www.arnold-umformtechnik.de | 1 Experience the Difference! e Effercatmiv me Prog Diseño de uniones roscadas autorroscantes de cajas de metal ligero para la fabricación de grandes series en la producción automovilística soluciones de unión inteligentes en Europa, han elaborado un planteamiento para investigar los parámetros de atornillado en aleaciones AlSi9Cu3 mediante tornillos autorroscantes de la generación TAPTITE 2000 en la clase de resistencia 10.9. Uniones roscadas en engranajes de automóviles Los tornillos, lo mismo que sus uniones, aunque plantean unas enormes exigencias técnicas, frecuentemente se consideran como elementos mecánicos de segundo orden y, en consecuencia, reciben esa consideración durante el diseño de construcción. En las aplicaciones típicas de engranajes de automóviles se presentan las dimensiones M4 hasta M12 con diferentes longitudes. Los accionamientos y los platillos de tornillo acordes al diseño del engranaje y los recubrimientos se eligen a menudo en función de los requisitos del cliente. Un colectivo amplio de clientes se traduce por tanto frecuentemente en un variado surtido de tornillos, que tiene efectos negativos en cuanto a los costes. La creciente presión de los costes y los nuevos estudios de planteamientos se traducen, también en el campo de la tecnología de las uniones, en aplicaciones innovadoras. Una de ellas es la creación del surco de la rosca interior por el propio tornillo. Aunque los costes de material de los tornillos sólo representan un 0,5 % de un engranaje típico de un vehículo 4x4, la proporción que suponen la fabricación de las roscas interiores y la inversión ne- 120 100 Porcentaje [%] Resumen Las cajas de engranajes de metal ligero para la producción automovilística se unen, de forma estándar, con tornillos métricos. El diseño se basa en los conocimientos y las experiencias adquiridas a lo largo de muchos años y, en menor medida, en las simulaciones y las normas como la VDI 2230. En el caso de los típicos ámbitos de aplicación contemplados de componentes de engranajes y motores, se plantea una combinación de exigencias de tipo mecánico y térmico. Debido a la creciente presión de los costes, así como al hecho de que los elementos de unión y su utilización representan un porcentaje considerable de los costes totales de fabricación, se procura aplicar nuevas tecnologías innovadoras, como las uniones autorroscantes, que ofrecen ventajas tanto económicas como técnicas. Entre otras consideraciones, la fuerza previa, la seguridad contra el aflojamiento, el relajamiento y la posibilidad de enroscado reiterado constituyen un factor decisivo a la hora de diseñar la unión con tornillos autorroscantes. Para la fabricación de grandes series son factores esenciales la facilidad del proceso de montaje y de servicio técnico. El departamento de Advanced Technology Engineering de MAGNA Powertrain AG & Co KG, fabricante líder a nivel mundial de engranajes desmultiplicadores para automóviles, y el departamento de Gestión de productos de la empresa ARNOLD Umformtechnik, uno de los principales fabricantes de 15,8% 80 60,2% 60 60,2% 40 21,3% 20 0 18,5% 24,0% Atornilladura métrica Atornilladura autorroscante Ahorro Costes de montaje Costes de transformación BAZ (fabricación de la rosca) Costes de material (tornillos) Figura 1: Comparación de la estructura de costes cesaria para ello es varias veces superior. Además, las roscas interiores mecanizadas en frío ofrecen ventajas técnicas en cuanto al comportamiento de extracción y resistencia al desgaste por abrasión. A fin de garantizar un atornillado segura para el proceso en la fabricación de grandes series es necesario tener en cuenta los factores de influencia del sistema de atornillado, de la fabricación y del montaje. Además desempeña un papel el precio del producto y de la tecnología y por ello deben mantenerse lo más reducidos posible. Los costes adicionales debidos a inversiones suple- Nota de prensa | www.arnold-umformtechnik.de | 2 Experience the Difference! e Effercatmiv me Prog Parámetro Requisito Efecto sobre Diámetro del taladro de rosca Gran tolerancia Aptitud para el proceso de montaje Tensión previa Posibilidad de atornillado repetitivo Taladro de rosca bisel de desmoldeo Elevado bisel de desmoldeo Gran tolerancia Duración de la herramienta de fundición Aptitud para el proceso de montaje Tensión previa Posibilidad de atornillado repetitivo Tipo de tornillo Momento de estriado reducido Gran relación entre momento de estriado/momento de fallo Reducida profundidad de atornillado Elevado momento de arranque Compatibilidad con tornillos métricos Muy buena calidad de atornillado Costes Facilidad para el servicio técnico Tensión previa Posibilidad de atornillado repetitivo Tabla 1: Parámetros para el diseño de una unión roscada en metales ligeros mentarias durante el proceso de montaje y de fabricación no deben mermar el ahorro obtenido merced a una innovadora tecnología de atornillado. La tabla 1 muestra los parámetros esenciales y sus efectos sobre la atornilladura. El atornillado de las cajas de metal ligero en la fabricación de engranajes se realizan hoy habitualmente con tornillos métricos. Para ello, el diseño de la unión roscada se realiza por lo general conforme a la directriz VDI 2230. Pero esta directriz sólo puede aplicarse con ciertas limitaciones a la hora de diseñar los elementos de unión autorroscantes. El motivo radica en la superposición del mo- Soluciones que unen. mento de estriado y el momento de fricción de la rosca. Por eso es necesario establecer para la construcción los siguientes requisitos: • Tensión previa mínima • Momento de arranque mínimo • Disminución admisibles de la tensión previa a consecuencia del relajamiento • Requisitos en cuanto a la posibilidad de atornillado repetitivo de acuerdo con el cliente • Definición de un momento de estriado admisible máximo para garantizar la seguridad del montaje Por medio de ensayos estáticos de atornillado pueden verificarse todos los Figura 2: Ensayo estático de atornillado parámetros esenciales de atornillado, tanto en el caso de primer atornillado como en el de atornillados repetitivos. Los atornillados repetitivos son obligatoriamente necesarios, pero a tal fin debe tenerse en cuenta que los momentos de apriete y las tolerancias del taladro de rosca estén ajustados entre sí, de manera que se eviten las plastificaciones de la rosca interior horadada en caso de atornillados repetitivos. Numerosos ensayos de atornillado con la correspondiente medición de la tensión previa (figura 2) han demostrado que se puede alcanzar una ventana de tensión previa relativamente homogénea para atornillados primeros y repetidos. A este respecto existe la especial exigencia de que la fundición pueda respetar sin problemas las tolerancias de los taladros de rosca y de que, con la tolerancia máxima y mínima del taladro de rosca, se sigan cumpliendo las exigencias en cuanto a construcción respecto de la tensión previa mínima, el momento de arranque, seguridad de montaje tanto en atornillados primeros como repetidos. Soluciones que unen. Nota de prensa | www.arnold-umformtechnik.de | 3 Experience the Difference! e Effercatmiv me Prog Comparación de tensión previa Tornillo autorroscante frente a tornillo métrico 30 Tensión previa [KN] 25 20 15 10 n = Atornillado manual n = 200 rpm n = 350 rpm 5 0 a b c d 1 Taladro de rosca Tornillo Tornillo autorroscante métrico Comparación entre tornillo autorroscante y tornillo métrico Si se realiza un diseño conforme a VDI 2230 para sistemas de acero, arrojaría con un coeficiente de fricción de m = 0,14, un momento de montaje de 34 Nm y una resistencia 10,9, una tensión previa de 24,2 KN. La figura 3 muestra que en el caso de una aleación de aluminio AlSi9Cu3 y el correspondiente diseño de roscas para tornillos autorroscantes de diferentes diámetros de rosca interior, la tensión previa se encuentre en 2/3 de la magnitud de la muestra de VDI. Pero a este respecto debe tenerse en consideración que este diseño está dimensionado para un montaje con seguridad de proceso. Montaje con seguridad de proceso significa que la estructura del metal fundido y la geometría de fundición del material de la tuerca en el ámbito del taladro de rosca están en orden. En los ensayos de las tensiones previas alcanzables con tornillos previos pueden detectarse estas mismas tendencias. En este caso tampoco pueden alcanzarse con seguridad para el proceso las tensiones previas especificadas conforme a VDI 2230 en la aplicación concreta de los engranajes. Figura 3: Tensión previa de uniones roscadas métricas y autorroscadas Seguridad de liberación ML frente a MA Según VDA 235 – 203 puede asumirse como no crítica una relación (ML / MA) > 0,4 entre el momento de liberación (ML) y el momento de apriete (MA). Los ensayos de atornillado sobre cajas de engranajes de GD-AlSi9Cu3 con tornillos autorroscantes Taptite 2000 CE M8 x 40 – 10.9 han demostrado que los momentos de liberación disminuyen sostenidamente a medida que aumenta el número de atornillados repetidos en la rosca previamente creada. La figura 4 lo muestra gráficamente. Existe una tendencia a que con un recubrimiento máximo de roscas se alcancen unos momentos de liberación algo más elevados que con un recubrimiento mínimo. En la figura 4 se han analizado taladros de rosca con la tolerancia máxima de taladro (recubrimiento mínimo de rosca) y, no obstante, se alcanzaron momentos de desprendimiento relativamente aceptables. 0,66 MLB/MA [NM/NM] 0,64 0,62 0,60 0,58 0,56 0,54 0,52 0,50 0,48 0,46 MLB1/MA MLB2/MA MLB3/MA MLB4/MA MLB5/MA Figura 4: Relación entre momento de liberación y momento de apriete Soluciones que unen. Nota de prensa | www.arnold-umformtechnik.de | 4 Experience the Difference! e Effercatmiv me Prog F [N] FVT0 Aumento de la tensión previa debido a la dilatación térmica Reducción de la tensión previa debido al enfriamiento FPA FV0 Tensión previa de apriete Disminución de la tensión previa DFV=FV0-FVT FVT T [°C] Calentamiento Rango térmico (TEnsayo = 120 °C) Enfriamiento Zeit [h] Figura 5: Ensayo de resistencia a la fatiga por vibración con curva de temperatura Pérdida de tensión previa Pérdida de tensión previa frente a fuerza matriz Temperatura de trabajo Tensión previa de montaje métrica Tensión previa de montaje autorroscante Fuerza matriz Figura 6: Resultado del ensayo de resistencia a la fatiga por vibración Relajamiento estático y dinámico Por medio de ensayos de resistencia a la fatiga por vibración bajo influjo de temperatura (-40 hasta +120 °C) se pueden simular cargas de trabajo. Debido a la distinta rigidez de la caja de engranajes se produce una distribución diferenciada de la carga de trabajo sobre varios tornillos. La figura 5 muestra esquemáticamente la evolución de la tensión pre- via a lo largo de la duración del ensayo de una unión roscada, estando representadas en la parte inferior los procesos de calentamiento y de enfriamiento. Los ensayos dinámicos han demostrado que la pérdida de tensión previa en una unión roscada, sometida a ensayo bajo temperatura creciente, es independiente de la fuerza matriz aplicada. Para la pérdida de tensión previa de roscas interiores conformadas en frío resulta esencial la carga térmica aplicada para una determinada geometría de taladro de rosca (recubrimiento de rosca), mientras que las cargas térmicas alternantes a intervalos reducidos no provocan ninguna alteración notable. Los resultados de la resistencia a la fatiga por vibración según la figura 6 muestran que entre los tornillos métricos y los tornillos autorroscantes no existe ninguna diferencia significativa en cuanto a la disminución de la tensión previa en condiciones de influencia térmica. El relajamiento de mediciones estáticas de larga duración de tensiones previas en alternancia de temperatura proporciona datos sobre la pérdida de tensión previa por culpa de las influencias térmicas. En la figura 7 se atornilló una caja de engranajes con sensor de tensión previa, intercalado y resistente a la temperatura, con tornillos Taptite 2000 – CE M8 x 65 y se sometió alternativamente a diferentes temperaturas (condiciones de choque térmico). Sobre la base de la magnitud de resolución elegida se puede reconocer las bandas de dispersión aparecidas de la tensión previa. Soluciones que unen. Nota de prensa | www.arnold-umformtechnik.de | 5 Experience the Difference! e Effercatmiv me Prog 20000 1º ciclo: 130 °C (aprox. 13 h) 2º ciclo: -30 °C (aprox. 8 h) 3º ciclo: 130 °C (aprox. 15 h) 4º ciclo: -30 °C (aprox. 9 h) 5º ciclo: 130 °C (aprox. 13 h) Resultado: medición 1 a TA: 19,3 KN FV máxima después de 0,155 h: 19,9 KN FV mínima después de 40,87 h: 14,9 KN Última medición: después de 58,265 h 18000 16000 14000 12000 10000 8000 6000 4000 2000 0 0 10 20 30 40 50 60 Zeit [h] Figura 7: Relajamiento estático 60 20 18 50 16 14 12 30 10 8 20 6 4 10 2 0 0 0 1000 2000 3000 4000 5000 6000 Winkel [°] 60 30 50 25 40 20 30 15 20 10 10 5 0 0 0 1000 2000 3000 4000 5000 6000 Winkel [°] Figura 9: Ensayo de de sobreapretado tornillo autorroscante TAPTITE 2000 con sección trilobular F V [kN] Md/F V Figura 8: Ensayo de de sobreapretado tornillo autorroscante con sección redonda F V [kN] Md/F V 40 Definición de un momento de estriado máximo admisible para garantizar la seguridad de montaje En el caso de los tornillos autorroscantes, la distancia entre momento de estriado y de sobreapriete debería ser lo mayor posible. La figura 8 muestra el ensayo de sobreapriete de un tornillo autorroscante con sección redonda en la aplicación original de engranaje con sensor de medición de tensión previa intercalado. La figura muestra un elevado momento de estriado (unos 30 Nm). Con un momento de apriete MA de 34 Nm existe, por tanto, el peligro de que la cabeza no alcance el apoyo de la misma en caso de las correspondientes dispersiones de momento de estriado. Al alcanzar un momento de estriado máximo admisible, que se obtiene por medio del diseño de la unión roscada, es necesario realizar obligatoriamente un atornillado posterior. Así pues, los momentos de estriado demasiado elevados provocan unas tasas mayores de rectificado posterior en el montaje, así como sobrecargas mecánicas y térmicas de los atornilladores de montaje. Por lo general, a estos no se les tiene en cuenta o no se les invita durante la planificación del montaje. La figura 8 muestra además que se alcanzan tensiones previas relativamente bajas a MA = 34 Nm, así como fuerzas de desgarro reducidas en el momento de la rotura del tornillo a causa de las mayores tensiones de torsión. La figura 9 muestra el mismo ensayo, aunque con un tornillo autorroscante de la marca TAPTITE 2000, que presenta una sección trilobular (en forma triangular). Los momentos de estriado son aproximadamente de 12 Nm. Incluso en el caso de la correspondiente dispersión de los momentos de estriado está garantizado un atornillado seguro para el proceso con una tasa mínima de rectificado posterior, alcanzándose fuerzas previas suficientes. Nota de prensa | www.arnold-umformtechnik.de | 6 Experience the Difference! e Effercatmiv me Prog Resumen de los resultados Los resultados de las investigaciones de los ensayos estáticos y casi-estáticos han demostrado que una determinada fuerza previa depende fundamentalmente de la geometría del taladro de la rosca, de la geometría del tornillo y de sus tolerancias, así como de las características del material. Debido a la aplicación y las oscilaciones de temperatura se produce una deformación que, dependiendo del material de la tuerca y del tornillo, tiene diferentes consecuencias sobre la tensión previa en reposo. En el caso de un tornillo de acero en material de tuerca de aluminio, con las típicas geometrías sometidas a ensayo, cabe esperar una pérdida de tensión previa de 1/3, aproximadamente. Los resultados dinámicos bajo influencia de la temperatura han demostrado que en el caso de tornillos de acero y material de tuerca de aluminio, la influencia de la fuerza matriz no es significativa. Las fuerzas matrices aplicadas hasta 6 kN no provocaron ninguna disminución mayor de la tensión previa. Esta conclusión fundamental permitió la reducción de las dimensiones de las tuercas al menos en un orden de magnitud, lo que repercute, de forma apreciable, sobre los costes de fabricación y sobre el peso total. Pero las tolerancias de los taladros de rosca continúan siendo iguales. Soluciones que unen. Aspectos vitales de un atornillado autorroscante de metal ligero optimizado en taladro de rosca fundido: • La dimensión mínima del tornillo está minimizada gracias a la fundición de los taladros de rosca con aseguramiento del proceso. • Las tolerancias de fundición deben configurarse lo más grande posible para una fabricación de taladros de rosca y un montaje seguros para el proceso. • Las profundidades de atornillado están limitadas a 2,5 x d, como máximo, debido a una fabricación de taladros de rosca seguros para el proceso y una gran tolerancia. • Los diámetros de asiento de la cabeza del tornillo deben fijarse sobre la base de las tensiones previas máximas alcanzadas y, cuando sea posible, mediante la utilización de cabezas estándar normalizadas. • Como agente de impulsión del tornillo deben utilizarse exclusivamente geometrías interiores merced al ahorro de costes y a la reducción de peso. • El sistema anticorrosión debe ajustarse en función de la resistencia al desgaste por abrasión. • El recubrimiento con lubricantes debe seleccionarse sobre la base de la combinación de materiales. • Optimización de la composición química de aleaciones de aluminio para la consecución de una textura de la tuerca de fácil conformación. Los autores Thomas Jakob Arnold Umformtechnik Christian Hinteregger Magna Powertrain • Para conseguir un montaje seguro para el proceso deben utilizarse sistemas de atornillado que alcancen reducidos momentos de estriado y elevados momentos de sobreapriete. A tal efecto ha demostrado su idoneidad un sistema con una sección de espárrago trilobular (triangular) y un perfil lateral de rosca radial (sistema Taptite 2000). Gracias a una distancia suficiente entre momento de estriado y momento de apriete se alcanzan fuerzas previas a un nivel superior. Además, los menores momentos de estriado ocasionan una menor dispersión de Su persona de contacto: Arnold Umformtechnik GmbH & Co. KG Michael Pult Economista diplomado (FH) Director de Marketing y Comunicaciones Tel.: 0049-(0)7947-821-170 Fax: 0049-(0)7947-821-111 E-mail: [email protected] www.arnold-umformtechnik.de
 0
0
Anuncio
Documentos relacionados





Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados