MILITAMICE
Anuncio

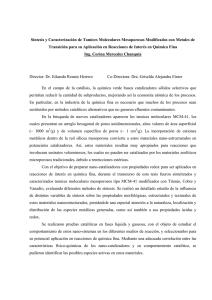
OPS/CEPIS/PUB/00.55 Original: portugués CENTRO PANAMERICANO DE INGENIERÍA SANITARIA Y CIENCIAS DEL AMBIENTE (CEPIS) MILITAMICES Como Sistema de Pre-tratamiento por Edmundo García Agudo CETESB Russell G. Ludwig ENCIBRA Febrero 1992 Reimpresión: noviembre 2000 Editor: Ing. Henry J. Salas Asesor en Evaluación de Impacto Ambiental y Salud CEPIS DIVISIÓN DE SALUD Y AMBIENTE ORGANIZACIÓN PANAMERICANA DE LA SALUD OFICINA SANITARIA PANAMERICANA, OFICINA REGIONAL DE LA ORGANIZACIÓN MUNDIAL DE LA SALUD TABLA DE CONTENIDO Página Reconocimiento ................................................................................................................................... 1. Sustancias Flotantes en Aguas Residuales – Significado y Remoción .............................................. 1 2. Introducción ........................................................................................................................................... 2 3. Tipo de Tamices ................................................................................................................................... 2 3.1 Tamices en Forma de Discos........................................................................................................ 2 3.2 Tamices Rotativos de Bandejas.................................................................................................... 3 3.3 Tamices Rotativos Cilíndricos........................................................................................................ 3 4. Descripción de Sistemas de Pre-tratamiento de Aguas Negras Domésticas por Militamices ............ 9 4.1 Introducción ................................................................................................................................... 9 4.2 Planta de Tratamiento por Tamices Rotativos de Hutt Valley – Nueva Zelandia ........................ 10 4.3 Planta de Pre-acondicionamiento de Aguas Residuales de Santos/San Vicente – Brasil .......... 14 5. Procedimiento de Operación y Mantenimiento .................................................................................... 19 5.1 Introducción ................................................................................................................................... 19 5.2 Operación y Mantenimiento en la Planta de Pre-acondicionamiento de Santos / San Vicente... 19 6. Pruebas de Eficiencia de Remoción en Sistemas de Militamices ....................................................... 22 6.1 Introducción ................................................................................................................................... 22 6.2 Eficiencia de los Tamices “Contra-Shear” en Hutt Valley ............................................................. 22 6.3 Eficiencia de los Tamices Rotostrainer, en Santos/San Vicente – Brasil ..................................... 24 7. Control de Olores en las Plantas de Pre-acondicionamiento de Aguas Residuales ........................... 28 8. Procedimientos para la Disposición de los Materiales Removidos en los Militamices ....................... 30 9. Referencias Bibliográficas .................................................................................................................... 33 RELACIÓN DE FIGURAS Página Figura 1 Tamices de Disco.................................................................................................................... 4 Figura 2 Tamiz Rotativo de Bandeja..................................................................................................... 4 Figura 3 Tamiz Cilíndrico de Paso Simple............................................................................................ 4 Figura 4 Tamiz Cilíndrico de Paso Doble.............................................................................................. 4 Figura 5a Corte de un Tamiz "ROTOPLAN" Instalado en Posición Vertical.......................................... 7 Figura 5b Vista en Plano de un Tamiz "ROTOPLAN" Vertical................................................................ 7 Figura 6a Corte de un tamiz "ROTOPLAN" Horizontal........................................................................... 8 Figura 6b Vista en Plano de un Tamiz "ROTOPLAN" Horizontal........................................................... 8 Figura 7 Planta de Militamiz................................................................................................................... 11 Figura 8 Corte Transversal Esquemático de un Militamiz CONTRA-SHEAR en Operación........................................................................................................................... 13 Corte longitudinal de un Militamiz CONTRA-SHEAR en Operación............................................................................................................................ 13 Figura 10 Planta de Pre-acondicionamiento de Santos.......................................................................... 16 Figura 11 Corte Longitudinal de la Estación de Pre-acondicionamiento de Santos............................... 17 Figura 12 Planta de Santos Estación de Pre-acondicionamiento (Unidad de Militamices)................... 18 Figura 9 RELACIÓN DE TABLAS Tabla 1 Algunos Modelos de Militamizadores Disponibles en el Mercado.......................................... 5 Tabla 2 Capacidades Hidráulicas de los Tamices de HYCOR en l/s para diferentes aberturas de mallas, en mm.................................................................................................... 9 Tabla 3 Composición de las Aguas Residuales Crudas (Hutt Valley)................................................. 23 Tabla 4 Composición de las Aguas Residuales Tamizadas (Hutt Valley)........................................... 23 Tabla 5 Eficiencias de Remoción de los Tamices "CONTRA-SHEAR" (Hutt Valley)......................... 24 Tabla 6 Características de las Aguas Residuales de Santos.............................................................. 25 Tabla 7 Composición Promedio de las Aguas Residuales en las Dos Campañas de Medición........................................................................................ 27 Eficiencia de Remoción de los Militamices ROTOSTRAINER en Santos/San Vicente (Abertura de 1,5 mm)........................................................................ 27 Tabla 8 Reconocimiento¡Error!Marcador no definido. Este manual fue elaborado por el Dr. Edmundo García Agudo, de CETESB, Sao Paulo, Brasil, con la colaboración del personal de la Planta de Tratamiento de Aguas Residuales de SABESP, en Santos, Brasil y por el Ing. Russell Ludwig, Consultor de OPS, autor de la Sección I, quien suministró valiosas informaciones que auxiliaron la elaboración del manual. La traducción inicial de este documento, del portugués al español, fue efectuada por la Sra. María Perea de Gutiérrez. MILITAMICES 1. SUSTANCIAS FLOTANTES EN AGUAS RESIDUALES - SIGNIFICADO Y REMOCIÓN La importancia del material flotante y las grasas que forman manchas, como parámetros para la planificación y diseño de los sistemas de disposición marina, tuvo su origen con el documento "Scientific Parameters of Marine Waste Discharge" de H. Ludwig y B. Onodera, (1962) presentado en el "First Biennial International Conference on Water Pollution Research", celebrado en Londres. Desafortunadamente, se han efectuado relativamente pocas investigaciones sobre el tema de materiales flotantes y su remoción de aguas negras. Tradicionalmente en los EE.UU., tales materiales han sido incluidos en la porción de las remociones que ocurren en la planta de tratamiento primario de aguas negras, y debido a que el tratamiento mínimo requerido para la disposición en el océano por muchos años ha sido el tratamiento primario, ha habido poco o ningún interés en el desarrollo de procesos específicos para la remoción de material flotante. Al pensar sobre el asunto se puede dar cuenta que las aguas negras tienen una variedad amplia de sustancias, el rango de la cual abarca desde las mismas aguas negras que son relativamente cálidas y de baja salinidad, las cuales son ligeramente menos densas que el agua de mar, hasta lo que se puede considerar como "sustancias flotantes persistentes" tales como corchos, los cuales ascienden a la superficie bajo casi cualquier condición de descarga. Con un cuidadoso diseño de un emisario submarino y donde exista una estructura de densidad suficiente en el océano, la porción líquida de flujo usualmente puede mantenerse sumergida. También es evidente que bajo tales condiciones mucho del material determinado como flotante en el laboratorio también se mantiene sumergido. El Ing. Fernando Josa (1974) de Barcelona, España, ha descrito que en experimentos que ha conducido sobre materiales flotantes típicos tales como heces, pedazos de fruta, etc., éstos cesan de flotar cuando están sujetos a una presión equivalente a 20 metros de agua de mar. Estos efectos han sido comprobados experimentalmente en ensayos realizados por la Companhia de Tecnologia de Saneamento Ambiental (CETESB) de Santos, Brasil. Por lo tanto, si la descarga se hace en una profundidad de agua de mar mayor de 20 metros, este material no se movería hacia la superficie. Los materiales flotantes persistentes deben ser removidos de la corriente previos a su descarga. Esto puede sonar suficientemente simple, sin embargo, en la práctica se encuentran dificultades. En realidad, la cantidad total de material que requiere remoción es muy pequeña. Los estudios conducidos en Río de Janeiro, durante los años 1967-1969, indicaron que la cantidad era de alrededor de 100 libras de peso seco por cada millón de galones de aguas negras (1.2 toneladas métricas por 100 000 m3). 2 Los procesos normales de sedimentación y/o flotación resultan en la remoción de cantidades excesivas de materiales incluyendo sólidos, los cuales sedimentarían en el océano y serían asimilados rápidamente sin efectos significativos. Así mismo, tales procesos requieren de grandes áreas y son costosos, tanto en su construcción inicial como en su operación y mantenimiento. Por muchos años, los investigadores e ingenieros consultores han buscado sin éxito hasta el momento, un método óptimo de tratamiento que combinaría bajo costo, simplicidad y eficiencia. Sin embargo, algunos acercamientos para dar solución adecuada han sido alcanzados. El método más notable es el uso de tamices rotativos o militamices. Básicamente hay dos tipos de militamices, el tamiz de doble pase, tal como lo fabrica Hycor (EE.UU.) y otros, y el tamiz de pase simple fabricado por Contra-Shear (Nueva Zelandia). En esta publicación serán descritos los principios constructivos y operativos de diferentes tipos de militamices, así como serán presentados algunos resultados experimentales en cuanto a su eficiencia para la remoción de sólidos flotantes y otros tipos de contaminantes de aguas negras antes de su descarga al mar. 2. INTRODUCCIÓN Los tamices rotativos son conocidos en el campo de la Ingeniería Sanitaria desde hace mucho tiempo. Su mayor aplicación ha sido en el tratamiento de ciertos tipos de desagües industriales, donde la recuperación de material sólido es importante, bien sea porque puede ser reutilizado en el proceso, o porque su remoción mecánica simplifica el tratamiento posterior del líquido tamizado, o porque se hace necesario para proteger equipos subsecuentes. En procesos industriales son utilizados para la eliminación de productos particulados con tamaño mayor al de la abertura de los tamices. 3. TIPO DE TAMICES 3.1 Tamices en Forma de Discos Dentro de esta familia de equipos existen tamices en forma de discos, especialmente útiles en la remoción de sólidos, en el tratamiento de agua para procesos industriales, o en plantas de tratamiento primario de aguas negras. En este último caso, los tamices pueden ser instalados después del decantador y antes de los distribuidores rotatorios, donde los orificios por los cuales salen las aguas negras se obstruyen fácilmente. En estos casos, el tamiz es una malla, generalmente de acero inoxidable, con abertura que puede ser seleccionada entre 2 a 60 mesh1 (Figura 1). 1 Mallas por pulgada 3 3.2 Tamices Rotativos de Bandejas Otro equipo utilizable para la remoción de material particulado en efluentes líquidos es el tamiz rotativo de bandeja, tipo "FMC/Link Belt". Estos tamices consisten en una serie de bandejas inclinadas, con tamices rectangulares, sobrepuestos y conectados a dos hileras de cadenas tipo pines-bocinarodillo operado sobre ruedas dentadas, con un par en la sección superior y otro en la inferior y soportadas por una estructura de acero (Figura 2). El agua que entra, pasa a través de las bandejas sumergidas, depositando los detritos sobre la malla y en la estructura inferior de la bandeja, que tiene forma de anaquel. Cuando el mecanismo está en funcionamiento, las bandejas son continuamente levantadas del canal de entrada y los residuos colectados son removidos en la parte superior del dispositivo, por medio de pulverizadores de agua a alta presión, ubicados en la parte posterior de las bandejas. El material removido cae en una canaleta, que lo deriva para fuera de la unidad. 3.3 Tamices Rotativos Cilíndricos De particular importancia, debido a su simplicidad de operación y fácil limpieza, son los tamices rotativos cilíndricos (Figuras 3 y 4) fabricados con alambre de acero inoxidable, con corte rectangular o trapezoidal, colocado sobre una estructura cilíndrica. La separación entre los alambres determina el tamaño de abertura de los tamices. Estos tamices van rotando lentamente, a velocidad constante, retirando las partículas del líquido que los atraviesa. Se fabrican modelos de tamices con aberturas entre 0,25 y 2,50 mm. Las más apropiadas para aguas negras se sitúan entre 0,5 y 1,5 mm. Cuando los líquidos a ser tratados pasan a través de la pared del cilindro, los sólidos con un tamaño mayor que la abertura de las ranuras son retenidos. Su remoción del cilindro es mecánica y continua. Las ventajas de estos tipos de tamices son que pueden manejar mayores caudales de efluente, por unidad de área de tamiz que las de los tipos anteriormente descritos y también son menos afectados por la carga de sólidos en suspensión en el efluente. Existen diversos fabricantes de militamices o tamices rotativos en el mundo, algunos de los cuales son citados en la tabla 1, pero básicamente, los productos ofrecidos pueden ser agrupados en dos categorías: los tamices de pase simple y los de pase doble. 4 5 Tabla 1 ALGUNOS MODELOS DE MILITAMIZADORES DISPONIBLES EN EL MERCADO MODELO FABRICANTE PAÍS 1 - Rotoshear Hycor Estados Unidos 2 - Rotostrainer Hycor Estados Unidos Idracos Italia 4 - Triobex Alchaldean Int. Pty. Ltd. Australia 5 - Rotoplan Nuova Vibrobeton Spa Italia Contra-Shear Develop. Ltd. Nueva Zelandia 3 - Idrascreen 6 - Contra-Shear En el primer tipo de tamices de operación horizontal, el líquido a ser tratado es introducido en el dispositivo a lo largo de su eje de rotación, por medio de una canaleta horizontal rebosando por vertederos laterales en una extensión casi igual a la longitud del cilindro. El agua, al caer, atraviesa la pared del tamiz, quedando retenidos en el interior del tambor los sólidos de mayor tamaño que la abertura de las ranuras. Como consecuencia del movimiento rotatorio del cilindro y con la ayuda de una serie de paletas deflectoras colocadas en espiral en su pared interna, los sólidos van desplazándose, saliendo por la lateral, donde caen en recipientes recolectores o en correas transportadoras. Se les llama de pase simple porque el líquido atraviesa por una sola vez la pared del cilindro. A este tipo de militamices pertenecen la ROTOSHEAR, de Hycor (Figura 3), la TRIOBEX, de Alchaldean Int. Pty. Ltd., y la CONTRA-SHEAR, de Contra-Shear Development Ltd. Un problema operacional que aparece con este tipo de militamices es la obstrucción de las aberturas, especialmente por grasas, fibras o sólidos pegajosos. Para evitar este problema los tamices están equipados con sistemas de limpieza por pulverización, tanto internos como externos al tambor, que pueden ser operados continua o intermitentemente, dependiendo de la naturaleza de los sólidos que están siendo tamizados. Un segundo tipo de tamices, que también opera en la horizontal, son los de pase doble. El líquido a ser tratado es vertido sobre la superficie externa del tamiz, entrando en el cilindro por la parte superior y saliendo nuevamente por la parte inferior. De este modo, el líquido atraviesa dos veces la pared del tamiz y los sólidos son retenidos sobre la cara exterior. A medida que los militamices van rotando, los sólidos son retirados por una lámina raspadora y caen directo en los recipientes de recolección o en las correas transportadoras. 6 Una característica importante de este tipo de tamices rotativos es la autolimpieza, porque en el segundo pase de agua por la pared, desde dentro para fuera del cilindro, el propio líquido se encarga de retirar las partículas sólidas, o aún las grasas o materiales fibrosos que no hayan sido retirados por el raspador quedando en las ranuras. Estos materiales, sin embargo, salen junto con el efluente tamizado, disminuyendo así la eficiencia de remoción. A este tipo de militamices pertenecen los modelos ROTO STRAINER (Figura 4) de Hycor (Estados Unidos de América) y el IDRASCREEN, de Idracos, Italia. Un tercer tipo de tamices rotativos es el de los tamices WATERPLAN (ROTOPLAN) de Nuova Vibrobeton Spa, Italia. Ellos presentan características particulares debido a la disposición del cilindro y del mecanismo de remoción de las partículas y puede incorporar un proceso de estabilización del material retirado, en caso que sea necesario. Estos tamices pueden operar tanto vertical como horizontalmente. En su instalación vertical (Figura 5), el efluente a ser tratado llega a una cámara espiral, atraviesa el tamiz y sale por la parte inferior en dirección al canal de descarga, donde por medio de un vertedero de altura variable, se controla la altura del líquido en la cámara del tamiz. Las sustancias retenidas en la pared externa del tamiz son removidas por una lámina raspadora. La eliminación de las partículas es facilitada por una contra-lámina colocada en el interior del tamiz, que cierra las aberturas del tamiz a medida que ellas enfrentan la lámina, anulando así la diferencia de carga hidráulica entre el interior y el exterior del tambor. La limpieza de las aberturas es asegurada por un dispositivo de contra-lavado, ubicado aguas arriba de la lámina. En su forma de instalación horizontal (Figura 6), el ROTOPLAN se encuentra sumergido en una cámara, donde entra el efluente a ser tratado. Después de pasar por el tamiz, el efluente sale por una abertura lateral y pasa a un pequeño canal de descarga, donde un vertedero de altura variable establece el nivel de líquido en la cámara de tamiz. Las sustancias retenidas son llevadas por medio de la rotación del tamiz, en dirección a la lámina raspadora. La liberación de esas sustancias es provocada por aire insuflado por debajo de la lámina. El accionamiento del tamiz se realiza por medio de aire comprimido. El eje del tambor, fuera de la cámara inundada, posee acoplada una rueda de paletas, movida por aire insuflado por la parte inferior de la rueda. Las partículas de arena que se acumulan dentro de la cámara del tamiz caen a un pequeño canal y son evacuadas por el accionamiento de una válvula de abertura rápida. Los tamices ROTOPLAN, en sus dos tipos, pertenecen al grupo de pase simple, pero con la característica que el líquido residual entra desde fuera hacia dentro del cilindro, a diferencia de los equipos de los otros fabricantes de tamices rotativos de pase simple, donde el líquido residual es introducido por el interior del tambor, atravesando la pared desde dentro hacia afuera. 7 Figura 5a Corte de un Tamiz “ROTOPLAN” Instalado en Posición Vertical Figura 5b Vista en Plano de un Tamiz “ROTOPLAN” Vertical LEYENDAS DE LAS FIGURAS 5a Y 5b 1. 2. 3. 4-5. 6-7. 8. 9. Entrada de aguas brutas. Militamiz. Eje de rotación. Conjunto de Motor/Reductor. Lámina raspadora para limpieza. Salida de aguas pretratadas. Abertura para salida de líquidos. 10. 11. 12. 13. 14. 15. 16. Vertedor regulable. Canal de descarga. Cámara de estabilización. “Air Lift” para remoción de residuos. Aerador para mezcla y estabilización. Agua de contra lavado. Contralámina interior para limpieza de ranuras. 8 Figura 6a Corte de un Tamiz “ROTOPLAN” Horizontal Figura 6b Vista en Plano de un Tamiz “ROTOPLAN” Horizontal LEYENDAS DE LAS FIGURAS 6a Y 6b 1. 2. 3. 4. 5. 6-7. 8. 9. Entrada de aguas brutas. Militamiz. Eje de rotación. Rueda de palas (accionamiento hidráulico. Regulador de flujo de aire. Lámina raspadora. Salida de aguas pretratadas. Abertura para salida de líquidos. 10. 11. 12. 13. 14. 15. 16. 17. Vertedor regulable. Canal de salida. Cámara de estabilización. “Air Lift” para remoción de residuos. Dispositivo de aeración para estabilizar materia orgánica. Remoción de partículas por aire. Canal de acumulación de arena. Válvula de abertura rápida. 9 Tabla 2 CAPACIDADES HIDRÁULICAS DE LOS TAMICES DE HYCOR, EN l/s PARA DIFERENTES ABERTURAS DE MALLAS, EN mm MARCA MODELO DIMENSIONES TAMBOR (mm) Ø L ABERTURAS 0,25 0,50 0,75 1,00 1,25 1,50 2,50 ROTOSHEAR (pase doble) HRS-6072 HRS-6096 HRS-60120 1800 1800 1800 2280 2900 3500 - 176 240 303 190 252 315 197268 331 - 205 283 346 220 315 378 ROTOSTRAINER (pase simple) RSA-2512 RSA-2524 RSA-2548 RSA-2575 RSA-36120 770 770 770 770 1110 365 670 1280 1890 8 16 32 50 91 14 28 57 84 161 19 38 76 117 221 23 47 95 142 281 26 54 107 163 328 30 60 120 183 379 35 75 126 192 492 Los tamices de pase simple y doble presentan diferente capacidad hidráulica, siendo ésta mayor en las de pase simple. Como valores ilustrativos, en la tabla 2 se encuentran detallados, para fines comparativos, los caudales máximos que pueden tolerar los tamices Rotoshear (pase doble) y Rotostrainer (pase simple), ambos fabricados por Hycor, en los Estados Unidos de América. Los valores que se presentan en la tabla deben ser usados sólo como referencia, en vista que la capacidad hidráulica real será función de la concentración y de la naturaleza de los sólidos en el efluente. 4. DESCRIPCIÓN DE SISTEMAS DE PRE-TRATAMIENTO DE AGUAS NEGRAS DOMÉSTICAS POR MILITAMICES 4.1 Introducción La utilización de militamices para el tratamiento de efluentes industriales y/o domésticos es ampliamente difundida. En 1977, la firma Hydrocyclonics Corporation, fabricante de militamices en los Estados Unidos de América, disponía de una lista de 335 instalaciones que utilizaban este tipo de dispositivo, apenas en ese país, incluyendo su uso para aguas negras domésticas y en una amplia variedad de efluentes industriales (Fitzmaurice, 1981). 10 El número de publicaciones existentes en la literatura con una descripción detallada de instalaciones de este tipo y eventualmente informando la eficiencia del sistema es, sin embargo, muy reducido. Por ese motivo, en este manual se incluirá la descripción de dos unidades de pre-tratamiento de aguas negras domésticas por medio de tamices rotativos: una en Hutt Valley, Nueva Zelandia, diseñada y construida con un alto nivel de complejidad siendo todas sus operaciones controladas automáticamente, y la otra, en Santos/San Vicente, Brasil, con operación más simplificada. 4.2 Planta de Tratamiento por Tamices Rotativos de Hutt Valley - Nueva Zelandia Bannatyne, A.N. (1985), presenta una descripción completa y pormenorizada de esta planta de tratamiento, así como los datos e informaciones que se proporcionan a continuación. La planta de tratamiento por militamices de Hutt Valley fue instalada en 1984 y recibe aguas residuales de 115 300 habitantes y de diversas industrias de Hutt Valley y de Eastbourne. La red de alcantarillado incluye 24 plantas de bombeo y 77 km de redes interceptoras, con diámetros entre 450 y 1 300 mm. Las aguas residuales de la región se bombean hacia la planta de tratamiento y después de pasar por los tamices, nuevamente se bombean por una tubería de 1 300 mm de diámetro hacia un emisario submarino en Pencarrow a 18 km de distancia. El tratamiento se realiza con ocho militamices rotativos "Contra-Shear", modelo 15/30, siendo cinco de ellos con abertura de 0,5 mm y tres con 1,0 mm. Fue prevista la instalación futura de otros dos tamices con abertura de 1,0 mm. La planta está dividida en dos mitades, cada una de ellas capaz de tratar el caudal máximo de aguas residuales. Se diseñó para operar automáticamente, controlada por un microprocesador e incorpora diversos sistemas de alarma. Los caudales de diseño para días secos son: caudal promedio de 0,7 m3/s en el año 2000; 0,91 m /s en el año 2020; y 1,05 m3/s de caudal de saturación. Los caudales máximos previstos para esos años son, respectivamente, 1,34, 1,60 y 1,83 m3/s. En días de lluvia el caudal aumenta sensiblemente, siendo los caudales promedio de diseño, en ese caso, para los años 2000, 2020 y saturación de 2,76 m3/s, 3,24 m3/s y 3,73 m3/s, respectivamente. El caudal máximo de bombeo es de 4,0 m3/s. 3 En la figura 7 se puede observar una representación esquemática de la planta de tratamiento. La capacidad hidráulica unitaria de los tamices de 0,5 mm es de 0,27 m3/s, y la de los tamices de 1,0 mm es de 0,46 m3/s. Las aguas residuales entran en la estación por medio de un tubo vertical que sube hasta el nivel de los tamices, en el segundo piso, donde se bifurca en dos canales abiertos, 11 Figura 7 Planta de Militamiz 12 uno para cada lado del edificio. El canal del lado 1 alimenta cinco tamices de 0,5 mm. Una compuerta aisla el canal del lado 2. El control hidráulico de la planta es determinado por el nivel de aguas residuales en el lado 1. Cuando sobrepasa cierto límite, abre automáticamente la compuerta que comunica con el canal del lado 2, iniciando así la operación de los tres tamices de 1,0 mm de abertura instalados. En caso que el nivel del canal continúe aumentando, se abre automáticamente el by-pass de la planta, que descarga las aguas residuales directamente en el pozo de succión de las bombas, en la salida de la Planta. Los tamices (Figuras 8 y 9) están construidos en acero inoxidable 304, con un diámetro de 1,5 m y una longitud de 3,0 m cada uno. Las aberturas ocupan una zona de 2,4 m de longitud en el tambor. Son accionadas por un motor de 1,5 KW y giran a 6 rpm. El agua residual entra en el tamiz a lo largo de su eje, por medio de un ducto que posee un vertedor lateral para distribución uniforme del agua residual a lo largo del equipo, cayendo del lado del tamiz que tiene movimiento ascendente. El líquido, después de pasar por las ranuras, cae en el canal de salida situado en un nivel inferior. Los materiales sólidos son retenidos en la superficie interna del cilindro y son descargados en una canaleta con un transportador tipo tornillo de rosca sin fin. Estos residuos drenan el exceso de agua dentro del tambor antes de caer en la rosca sin fin. Es posible que ocurra obstrucción de las ranuras durante la operación de los tamices. En ese caso, el líquido caería junto con los residuos en el sistema de transporte. Para evitar eso, existen dos sistemas de limpieza independientes, que dirigen chorros de agua sobre el tamiz. Uno de ellos, situado en el lado externo, tiene 120 boquillas dispersoras y trabaja con la presión normal de la red, de 0,28 MPa. El otro, dentro del tambor, libera agua con un caudal de 8,4 l/s y una presión de 13 MPa a través de 60 boquillas. Este sistema es accionado por dos bombas de alta presión con motores de 75 KW. El dispositivo de baja presión es accionado durante 30 segundos cada 15 minutos, o cuando las ranuras se obstruyen. En una operación de rutina se efectúan dos lavados de alta presión por día. En caso que ocurra obstrucción de los tamices, la salida del agua junto con los residuos sólidos es detectada por un sensor que acciona el lavado automáticamente. En caso que el lavado de alta presión no consiga eliminar la obstrucción en el tamiz, el equipo se desconecta automáticamente, activando una alarma. Una serie de dispositivos de transporte tipo tornillo de rosca sin fin se encargan de llevar los residuos sólidos hacia el sistema de prensas. Un sistema de compuertas se acciona en el caso de inundación del sistema transportador de los residuos sólidos, forzando al líquido a retornar a los tamices. La planta posee también un sistema de purificación del aire que entra en contacto con las aguas residuales, por medio de luz ultravioleta. Dentro del edificio existen diversos monitores de gases explosivos que accionan alarmas en caso que un nivel de referencia sea sobrepasado. Si ocurre eso en el sistema de purificación de aire, las lámparas ultravioleta son desconectadas, continuando la operación normal del resto de los sistemas. En caso que se alcance el nivel de alarma en el resto del edificio, se acciona el sistema de "by-pass". 13 Figura 8 Corte Transversal Esquemático de un Militamiz CONTRA SHEAR en Operación Figura 9 Corte Longitudinal de un Militamiz CONTRA SHEAR en Operación 14 Otros sensores instalados en el edificio son para fuego y humo, y para espuma; éstos últimos se encuentran en el canal que recibe el efluente de los tamices, para el caso en que un contenido anormalmente elevado de detergente en el agua residual produzca la acumulación de espuma, que podría invadir los tamices. Este sensor acciona un sistema de rociado para combatir la espuma en el canal. En total, existen instalados aproximadamente doscientos sensores de monitoreo y de alarma en la planta de tratamiento. Toda la planta de tratamiento está ubicada en un único edificio, con un área de 26 x 17 metros y con 12 m de altura. 4.3 Planta de Pre-Acondicionamiento de Aguas Residuales de Santos/San Vicente Las aguas residuales generadas en las ciudades vecinas de Santos y San Vicente son fundamentalmente de origen doméstico, con una contribución mínima de industrias. Estas ciudades presentan características poco favorables para la colocación de redes de alcantarillado, por ser planas y con napa freática muy próxima a la superficie del suelo. Fue necesario implantar 11 plantas de bombeo de aguas residuales en Santos y dos en San Vicente para compensar la falta de declive de la red. Actualmente el sistema recibe las aguas residuales de 400 mil habitantes, con un caudal promedio de 1 400 l/s, aproximadamente. El caudal de diseño, para el año 2000 es de 7 000 l/s. La máxima capacidad de la planta actual es de 3 500 l/s (E. García Agudo, 1986). El emisario submarino tiene una longitud total de 4 000 m y fue construido con tubo de acero de 1,75 m de diámetro interno. Descarga a 10 m de profundidad, a través de 40 tubos difusores, de 30 cm de diámetro, en posición vertical, espaciados 5 m entre sí. Actualmente, se encuentran en operación 20 tubos de salida. Los otros serán abiertos a medida que el agua residual aumente. El sistema está en operación desde julio de 1978. En virtud de que no existen áreas disponibles para la construcción de plantas convencionales de tratamiento de aguas residuales, después de estudiar diversas alternativas, se decidió construir una Planta de Pre-acondicionamiento de Agua Residual, en la cual operan militamices rotativos que retienen sólidos con un diámetro superior a 1,5 mm. El costo de esos tamices resultó ser de apenas 1/6 de lo necesario para implantar una tratamiento primario completo. 15 La Planta de Pre-acondicionamiento (Figura 10) está formada por: • Una Planta de Bombeo Principal, con un caudal máximo de 7 m3/s, con un sistema separado de rejas gruesas, de 10 cm de abertura y de rejas electromecánicas, con 4 cm de abertura; • Una Planta de Bombeo Terminal (ya existente en el lugar antes de que se construyera la Planta), con un caudal máximo de 1 600 l/s; • Una Unidad de Aplicación de Productos Químicos (Cloro y Oxígeno); • Una Unidad con diez tamices rotativos en dos líneas con cinco tamices cada una; • Una Unidad de Desarenadores ("Air Lift"); • Una Unidad de Transporte de Sólidos, con correas transportadoras, tolvas basculantes y vehículos apropiados. La Unidad de Tamices Rotativos (Figuras 11 y 12) está constituida por: un tanque de llegada que recibe aguas residuales desde la planta de bombeo y posee un dispositivo que evita el retorno de éstas hacia la estación de bombeo en caso que se detenga el sistema; el canal de los tamices que distribuye las aguas residuales hacia los tamices, a través de dos compuertas para cada tamiz (este canal posee un sistema de aeración para evitar la deposición de sólidos en su interior); y los tamices rotativos. Los tamices rotativos tienen capacidad para procesar 350 l/s de aguas residuales cada uno. Son construidos de acero inoxidable 304, con abertura de 1,5 mm. Su diámetro es de 914,4 mm y su longitud es de 2 984,5 mm. La Unidad de Desarenadores (Figura 11) tiene como objetivo la remoción de material arenoso, con dimensiones entre 0,2 y 1,5 mm. Utiliza sopladores que inyectan aire por medio de difusores a lo largo de uno de sus lados. Tiene corte rectangular con solera redondeada, permitiendo que el agua haga un movimiento helicoidal. Fue dimensionada para mantener 0,3 m/s de velocidad periférica, a fin de evitar la deposición de materia orgánica. Un sistema de "Air Lift" succiona la arena depositada en el fondo. La cantidad de arena retirada es de 67 l/día, en promedio. El objetivo de la aplicación de productos químicos (oxígeno en el pozo de succión de las bombas, y cloro en la entrada de los tamices) es el de eliminar olores, particularmente H2S. El tiempo de retención de las aguas residuales en toda la red de la ciudad es bastante elevado, en virtud de la escasa pendiente de las tuberías. Esto hace que las aguas residuales que llegan a la Planta de Preacondicionamiento sean ya aguas residuales sépticas, con niveles elevados de gas sulfhídrico. La dosificación de cloro es de 15 ppm. 16 Figura 10 Planta de Pre-acondicionamiento de Santos 17 18 19 El área total de la planta es de 9 800 m2, con 1 100 m2 construidos, de los cuales la unidad de los tamices ocupa apenas 158 m2. El material sólido retenido por las rejas y por los tamices es vertido en tolvas especiales y transportado diariamente a un relleno sanitario. 5. PROCEDIMIENTO DE OPERACIÓN Y MANTENIMIENTO 5.1 Introducción La operación de un sistema de pre-acondicionamiento de aguas residuales, que utilice militamices es simple y no requiere de personal especializado. El caudal de entrada a la unidad de militamices está condicionado por el caudal de llegada del agua residual al pozo de succión de las bombas. La operación puede ser efectuada en forma manual, como en el caso de la Planta de Preacondicionamiento de Aguas Residuales de Santos/San Vicente, Brasil, o totalmente automática, como en Hutt Valley, Nueva Zelandia. Como ejemplo de las operaciones y precauciones que deben tomarse en una planta simple, se describirán a continuación los procedimientos de operación y mantenimiento seguidos en la Planta de Pre-acondicionamiento de Aguas Residuales de Santos/San Vicente, Brasil. 5.2 Operación y Mantenimiento en la Planta de Pre-acondicionamiento de Santos/San Vicente 5.2.1 Unidad de tamices (la unidad posee dos líneas con 5 tamices cada una) • En general, sólo 5 de los tamices se encuentran en operación. Se utilizan dos de un lado y tres del otro, preferentemente, no contigüos. Cada 24 horas, o antes si fuera necesario, se alternan los tamices en uso. Aquellos que salen fuera de operación son lavados exhaustivamente con chorros de agua a presión. • En el caso que durante la operación normal se observe la obstrucción significativa de las aberturas de alguno de los tamices rotativos, éste será lavado con un chorro de agua a presión. • Las compuertas de alimentación de cada militamiz se accionan manualmente. El número de tamices en funcionamiento es determinado en función del caudal de agua residual bombeada hacia la unidad. 20 • Existen en la unidad dos compuertas de by-pass de los tamices, una en cada lado de la instalación. Estas sólo podrán accionarse en caso de emergencia, debido a que esa situación podrá provocar la obstrucción de las tuberías del "Air-Lift" (levantamiento o suspensión por aire) en los desarenadores aguas abajo. • En caso que el número de tamices en operación no sea suficiente para permitir el paso de toda el agua residual bombeada hacia la unidad, existe un vertedero desviador (tubería de rebose) en el canal de alimentación que descarga en el canal de salida de la unidad de los tamices. Esta situación debe ser evitada adecuando el número de tamices en funcionamiento después de cualquier cambio en la operación de las bombas. • La planta actual fue diseñada para un caudal de 3,5 m3/s. Actualmente opera con un caudal promedio de 1,4 m3/s. Por este motivo, la velocidad del agua residual en el canal de entrada es menor que la de diseño, permitiendo la sedimentación de arena y otros materiales. Para evitar eso, se han instalado sistemas de aeración, dentro del canal, para mantener todo el material en suspensión. • Se verificó que la lámina raspadora permite el paso de hasta 10% del material sólido, porque los mismos detritos retenidos en el tamiz, apartan levemente la lámina del tambor. Para disminuir este problema, cada 30 minutos, un operador efectúa la limpieza manual de las láminas, retirando los materiales retenidos por debajo de ella, dejándolos caer en las correas transportadoras. • Las tolvas que reciben los detritos retirados por los tamices son cambiadas y lavadas diariamente. • Cuando las tolvas se llenan, éstas son transportadas en un camión al relleno sanitario. Antes de esto, se remueven los sistemas de drenaje y se bloquea la salida de líquidos. 5.2.2 Desarenadores, "Air-Lift" y Sistema de Aeración (existen dos unidades desarenadoras, operadas con "Air-Lift", después de los tamices) • El caudal del aire comprimido en la aeración de los desarenadores y en las unidades "air-lift" es 3 3 regulado manualmente; aeradores: de 240 a 300 m /h; "air-lift": 40 a 50 m /h. • Cada 20 minutos se efectúa el cambio entre los módulos de "Air-Lift". • La limpieza y eliminación de obstrucción de las tuberías del "air-lift" se efectúa tres veces cada 24 horas. • Cada 8 horas, al inicio de cada turno, se hace el cambio del compresor que se encuentra en operación. 21 5.2.3 Sistemas de Oxigenación • El oxígeno, para eliminación de H2S, es inyectado en cuatro puntos aguas arriba de la planta, por medio de difusores. La cinética de la reacción de 02 con H2S es lenta, necesitando un tiempo de contacto. Esta oxigenación es dirigida manualmente por medio de válvulas de regulación en la misma planta. • Existen también puntos de inyección de oxígeno en cada una de las tuberías de bombeo de las bombas de la planta. La dosificación es automática, accionándose al ser conectada la bomba. • Las tasas de aplicación del oxígeno son variables, en función de los niveles de H2S en las aguas residuales. • Los datos de operación del sistema de oxigenación se registran cada hora. 5.2.4 Unidad de Cloración • El objetivo de la cloración es la eliminación de olores en la unidad de tamices. La cinética de la reacción del Cl2 con el H2S es más rápida que la del oxígeno. • La inyección del cloro se efectúa en la entrada de la unidad de tamices, con dosificación de 15 ppm, siendo por lo tanto, función del caudal de las aguas residuales bombeadas. El caudal de cloro es regulado manualmente con la ayuda de rotámetros. • Cada 8 horas se cambia la bomba inyectora del sistema de cloración (en total son 4 unidades). • Semanalmente se cambia el evaporador/clorador (tres unidades en total). • Los datos de operación del sistema de cloración se registran cada hora. 5.2.5 Otras Unidades de la Planta • La operación y mantenimiento en algunas de las partes del sistema son comunes a otras plantas de tratamiento, como es el caso de las bombas, rejas manuales, rejas electromecánicas, etc. Por tal motivo, no se describen en este manual. 22 6. PRUEBAS DE EFICIENCIA DE REMOCIÓN EN SISTEMAS DE MILITAMICES 6.1 Introducción La eficiencia de remoción de material particulado, aceites y grasas y flotantes en general, en las aguas residuales, por medio del uso de tamices rotativos, depende de diversos factores, entre los cuales, los más importantes son: - abertura de los tamices - características de las aguas residuales a ser tratadas. Es obvio que, cuanto menor es el tamaño de la abertura de los tamices, mayor será la eficiencia de remoción del material particulado, aumentando, al mismo tiempo, la remoción de aceites y grasas en general, que tienden a quedar absorbidos en la superficie de las partículas retenidas en el tamiz. La eficiencia de remoción dependerá también del tipo de agua residual a ser tratada. Por más que se trate de aguas residuales domésticas, sus características y, en particular, la de los materiales sólidos presentes, varían mucho de lugar a lugar, porque dependen fundamentalmente de los hábitos alimenticios y de las costumbres de la población. Por este motivo, no existen valores generales que puedan ser adoptados como eficiencia de remoción para diferentes aberturas de tamiz. Los mismos tamices presentarán eficiencias diferentes en lugares distintos. Son pocos los trabajos experimentales realizados para la medición de la eficiencia de remoción de los militamices para los diversos componentes del agua residual doméstica. En Hutt Valley, Nueva Zelandia, antes de la construcción de la planta definitiva, se instaló un laboratorio y una planta piloto completa, donde fueron probados los tamices, verificando su comportamiento para el tratamiento del agua residual de esa región (Fitzmaurice, 1981). Los resultados de las investigaciones, que incluyeron la medición de la remoción de material sólido, grasas y flotantes, determinación de las tasas de producción de residuos sólidos y verificación de sus características, permitieron definir los parámetros de diseño para las instalaciones definitivas. 6.2 Eficiencia de los Tamices "Contra-Shear" en Hutt Las aguas residuales de la región de Hutt Valley están muy influenciadas por la descarga de efluentes de industrias de procesamiento de carne, especialmente en lo referente a aceites y grasas. Cuando esas instalaciones no están operando, las características de las aguas residuales son semejantes a las de otros municipios sin una marcada influencia industrial (tabla 3). 23 TABLA 3 COMPOSICIÓN DE LAS AGUAS RESIDUALES CRUDAS (Hutt Valley) Parámetro Promedio Rango N Sólidos sedimentables ml/l 8,4 6,0 - 12,5 31 Sólidos en suspensión mg/l 236 160 - 350 33 Grasas mg/l 91 25 - 184 27 Sólidos flotantes mg/l 9,2 1,4 - 41,8 20 La calidad de las aguas residuales después de pasar por los tamices, se presenta en la tabla 4. TABLA 4 COMPOSICIÓN DE LAS AGUAS RESIDUALES TAMIZADAS (Hutt Valley) Abertura 1,0 mm Abertura 0,5 mm Parámetro Promedio CV% N Promedio CV% N Sólidos sedimentables ml/l 3,8 18 8 6,9 27 9 Sólidos en suspensión mg/l 165 16 12 196 19 8 Grasas mg/l 48 41 7 61 39 6 Sólidos flotantes mg/l 0,1 110 9 0,4 56 9 Las eficiencias de remoción para estos parámetros se presentan en la tabla 5. 24 TABLA 5 EFICIENCIAS DE REMOCIÓN DE LOS TAMICES "CONTRA-SHEAR" (HUTT VALLEY) Parámetro % Remoción Abertura 0,5 mm Abertura 1,0 mm Promedio CV% N Promedio CV% N Sólidos sedimentables ml/l 56,7 9,5 8 23,4 51,3 9 Sólidos en suspensión mg/l 16,7 43,0 12 9,9 34,6 8 Grasas mg/l 37,2 48,5 7 30,3 25,9 9 Sólidos flotantes mg/l 98,9 1,4 9 95,6 8,0 9 Se observó visualmente que en el efluente de los tamices de 0,5 mm de abertura se obtenía una remoción prácticamente total de material flotante. Para la de 1,0 mm se observaron pequeñas cantidades de residuos flotantes, cuando el efluente se dejó en reposo durante 15 minutos. 6.3 Eficiencia de los Tamices Rotostrainer, en Santos/San Vicente - Brasil Las aguas residuales de los municipios de Santos y San Vicente fueron analizadas exhaustivamente para el diseño y construcción de la Planta de Pre-acondicionamiento. Se analizaron más de 60 muestras, cubriendo diferentes horas del día y de la noche. Los resultados, colocados en gráficos de frecuencia relativa acumulada, permitieron obtener los parámetros que se presentan en la tabla 6. Algunas pruebas preliminares realizadas en el sistema, mostraron las características de las aguas residuales, afluentes a la planta de pre-acondicionamiento, cambian sensiblemente a lo largo del tiempo. Un intento de medición de la eficiencia del sistema, realizado por medio de muestreos discretos y esporádicos, en la entrada y en la salida del sistema, presentaron resultados aleatorios, no siendo raros los casos en que la concentración en la salida del sistema era superior a la de la entrada. Por este motivo, se decidió realizar muestreos cubriendo períodos de 24 horas y comparar los valores de los promedios ponderados por caudal en la entrada y en la salida del sistema. Los parámetros analizados fueron DBO, DQO, Aceites y Grasas, Sólidos en Suspensión, Sólidos Sedimentables y Material Flotante. 25 TABLA 6 CARACTERÍSTICAS DE LAS AGUAS RESIDUALES DE SANTOS Promedio* Promedio** Mediana Parámetro 20 – 80% DQO (mg/l) 523 505 450 DBO (mg/l) 355 325 370 Sólidos en suspensión (mg/l) 263 203 200 Sólidos sedimentables (ml/l) Material flotante (mg/l) 35 19 6 Aceites y grasas (mg/l) 482 210 108 2,8 2,8 2,9 (*) Promedio aritmético de todos los valores. (**) Promedio aritmético de los valores con frecuencia acumulada entre 20 y 80%. Se realizaron dos campañas de medición de 24 horas cada una, recolectando muestras de las aguas residuales antes y después de pasar por los tamices, por medio de muestreadores automáticos Manning, modelo S-4040, que retiraron muestras de las aguas residuales cada 7,5 minutos. Las ocho muestras obtenidas en cada hora fueron reunidas en una sola, generando así 24 muestras en cada punto de muestreo, para cada campaña. La metodología utilizada en los análisis es la descrita en el "Standard Methods for the Examination of Water and Wastewater", 15 Ed. (AWWA, 1980). Los materiales flotantes fueron determinados con otra metodología en vista que el método sugerido en el "Standard Methods" exige el uso de dispositivos especiales no disponibles en el momento de realizar las pruebas. Una modificación del método, propuesta por Britto (1972), que aunque era basada en el mismo proceso, utiliza materiales y dispositivos más accesibles, también fue descartada, básicamente porque el volumen de muestra utilizada en cada análisis es pequeño, del orden de dos litros y como las concentraciones de material flotante en las aguas residuales son en general inferiores a 10 mg/l y las muestras no son homogéneas, la representatividad del resultado no sería apropiada para los objetivos del estudio. 26 La metodología adoptada para el análisis de flotantes consistió en retirar cada 30 minutos alícuotas de las aguas residuales, antes y después de los tamices, con un volumen proporcional al caudal instantáneo. Estas alícuotas fueron acumuladas en tanques de fibrocemento con 1 000 litros de capacidad, cubriendo un período de 24 horas. De esa manera, se obtuvieron dos muestras, una antes y la otra después de los tamices. El material flotante fue retirado para su cuantificación después de dejarlo una hora en reposo. Una observación cuidadosa de la naturaleza del material flotante existente en los recipientes de acumulación mostró que en las aguas residuales colectadas antes de pasar por los militamices, existe un tenor considerable de grasa en la superficie, en forma de espuma o nata. Por el contrario, el material obtenido después de pasar los tamices mostró una superficie libre de grasas. Los sólidos presentes en ambos casos eran básicamente residuos vegetales, plásticos y material en forma de flecos, en tamaños y cantidades variables. El material flotante retirado antes y después de los tamices, una vez cuantificado, fue extraído con Freon, a fin de determinar el tenor de grasa presente en cada muestra. Los resultados mostraron que 36,8% de los materiales flotantes existentes antes de pasar por los tamices estaban constituidos por grasas. En la muestra obtenida después de pasar por los tamices, ese porcentaje disminuyó a 25,7%. Los valores de material flotante obtenidos en las aguas residuales crudas que entran en la Planta de Pre-acondicionamiento son en general bajos si se comparan con los de la literatura. Una explicación para esta característica particular es que el paso del agua residual por las bombas que alimentan la planta disgrega la mayor parte de los sólidos flotantes típicos de agua residual, especialmente el material fecal y otros conglomerados. Las muestras retiradas en el colector troncal, antes de la planta de bombeo, presentaron una cantidad mucho mayor de material flotante que las muestras obtenidas en la entrada de los militamices. Este material flotante que desaparece corresponde a la categoría de sólidos frágiles, esponjosos, que pueden contener pequeñas cantidades de aire en su interior y que al disgregarse se sumergen. A partir de los resultados analíticos de las muestras horarias de las aguas residuales y con los datos de caudal, se ha calculado la composición promedio de las aguas residuales, ponderado en función del caudal promedio para cada hora. Los resultados de la composición promedio de las aguas residuales para las dos campañas realizadas se encuentran en la tabla 7. Los datos de DBO y DQO muestran, al ser comparados con los de la tabla 6, que las aguas residuales en las dos campañas de medición eran más diluidas que el promedio. El motivo de esa diferencia es que la red de alcantarillado de la ciudad de Santos/San Vicente sufre la influencia de lluvias, por la existencia de conexiones clandestinas en la red y también por la posible infiltración directa en la red, en vista que la napa freática es muy superficial en la región. En las dos ocasiones en que se hicieron mediciones, hubo interferencia de lluvia, lo que causó una dilución de las aguas residuales en ciertas horas del día. 27 TABLA 7 COMPOSICIÓN PROMEDIO DE LAS AGUAS RESIDUALES EN LAS DOS CAMPAÑAS DE MEDICIÓN Parámetro Primera Campaña Segunda Campaña DBO mg/l 222 256 DQO mg/l 447 377 Aceites y grasas mg/l 114 72 Sólidos en suspensión mg/l 246 209 Sólidos sedimentables ml/l 3,9 4,0 Sólidos flotantes mg/l 0,9 1,3 En la tabla 8 se presentan los factores de reducción obtenidos en este trabajo, con tamices de 1,5 mm de abertura para los diversos parámetros investigados. TABLA 8 EFICIENCIA DE REMOCIÓN DE LOS MILITAMICES ROTOSTRAINER, EN SANTOS/SAN VICENTE (Abertura de 1,5 mm) Parámetro Demanda Bioquímica de Oxígeno (DBO) 7 Demanda Química de Oxígeno (DQO) 6 Aceites y grasas 26 Sólidos en suspensión 3,2* Sólidos sedimentables 6 Sólidos flotantes * % Remoción 70 Los resultados de los sólidos en suspensión obtenidos en las muestras colectadas después de pasar por los tamices presentan un error sistemático para menos. La profundidad en el lugar de muestreo era superior a dos metros y posteriormente se verificó que existe un gradiente de concentración del material en suspensión, desde la superficie hasta el fondo, a pesar de la turbulencia presente en el lugar. 28 7. CONTROL DE OLORES EN LAS PLANTAS DE PRE-ACONDICIONAMIENTO DE AGUAS RESIDUALES Uno de los mayores motivos de reclamos por parte de la población en la instalación y operación de plantas de pre-acondicionamiento de aguas negras, es la generación de olores desagradables que invaden las viviendas vecinas a las instalaciones. El problema es tanto más grave cuanto mayor es la septicidad de las aguas residuales. En las localidades pequeñas, donde el tiempo de transporte de las aguas residuales hasta la planta no es grande, los olores son más leves. Por el contrario, en ciudades más grandes, donde las aguas residuales demoran muchas horas en los colectores e interceptores, antes de alcanzar la planta de tratamiento, en ese recorrido se inician los procesos anaerobios que generan compuestos de azufre reducidos, incluyendo el gas sulfhídrico. En esos casos, las plantas de tratamiento y, en particular, las de pre-acondicionamiento que utilizan militamices constituyen fuentes de significativa incomodidad para la población. En el caso de los tamices rotativos, el problema es más intenso porque en el proceso se produce la percolación de los líquidos a través de las ranuras de los tamices, en la forma de cascada, lo que facilita la liberación del H2S disuelto en las aguas residuales. Una de las técnicas alternativas para eliminar los olores y tal vez la más simple, es agregar o dosificar las aguas residuales en la entrada del sistema de tamices un reactivo que neutralice los olores. En las instalaciones de Santos/San Vicente, Brasil, se utiliza cloro gaseoso con esa finalidad. La dosificación de cloro se realiza en función del caudal de las aguas residuales que entran en la unidad de los tamices, en una proporción de 15 mg de cloro por litro de agua residual. Con esta técnica, utilizada hace varios años, prácticamente desaparecieron los olores emanados de la planta y cesaron los reclamos por parte de la población que vive en las vecindades de las instalaciones. Esta solución es particularmente interesante en instalaciones que operan al aire libre. Sin embargo, la práctica de clorar el agua residual cruda es condenada por diversos autores, en vista que existe la posibilidad de producir trihalometanos y otros compuestos organoclorados, potencialmente tóxicos, introducidos juntamente con ellas en el mar. La magnitud del problema, sin embargo, no ha sido aún establecida. Otra consecuencia de la cloración del agua residual en Santos, aunque no ha sido hecha con ese objetivo, es la disminución de la densidad de bacterias en el efluente. El factor de reducción de las bacterias, sin embargo, no ha sido cuantificado. Cuando el sistema de tamices se encuentra confinado dentro de un edificio cerrado, otra alternativa posible es la separación del área interna en dos compartimentos. Uno, en general, es el ambiente de trabajo y circulación del personal involucrado, con una presión ligeramente superior a la atmosférica. El otro, es aquel que está directamente en contacto con los tamices, los canales de agua 29 residual y los sistemas de transporte de los residuos tamizados dentro de la planta, con una presión levemente inferior a la atmosférica. En ese caso, es posible efectuar el tratamiento del aire de este último compartimento, continuamente renovado, antes de ser liberado para la atmósfera. El tratamiento busca no sólo la remoción de los olores, sino también la desinfección de los aerosoles provenientes del agua residual presente en el aire. Esta solución fue adoptada por Hutt Valley, Nueva Zelandia. En esas instalaciones, los tamices rotativos son cubiertos con cúpulas de fibra de vidrio que protegen también las correas transportadoras y los canales de entrada y salida de las aguas residuales, extrayendo el aire de esta parte del sistema y pasándolo a través de un sistema de tratamiento de olores, antes de ser descargado a la atmósfera, por medio de una chimenea. El tratamiento se hace por medio de lámparas ultravioleta que emiten radiaciones en dos rangos específicos. El primero, con una longitud de onda de 160 a 1 800 Å, produce ozono, entre 2 500 a 2 600 Å, posee propiedades bactericidas específicas hasta una distancia de dos metros de la fuente. El sistema fue diseñado teniendo en cuenta, entre otras, las siguientes consideraciones: • Ubicar las lámparas en un ducto rectilíneo para que todo el aire pase sobre ellas, con una velocidad de 2.5 m/s, que garantiza una buena mezcla; • Detrás de las lámparas, colocar una cámara con un tiempo de retención de 60 segundos para permitir la oxidación de las moléculas responsables por los olores; • Baja velocidad del aire en la cámara de retención, para permitir la decantación de humedad; • Exponer el aire a ser tratado a la radiación ultravioleta sobre un radio de 2 m, para obtener el máximo efecto bactericida. El sistema utilizado tiene las siguientes características: - Caudal de aire Tiempo de retención Volumen cámara de retención No. tubos luz UV Potencia consumida Promedio de vida de los tubos 1530 m3/h 60 s 25,5 m3 9 0,2 kw/h 1 año Como los tamices rotativos en Hutt Valley se encuentran a 2,5 m encima del suelo, para permitir que el efluente de los tamices salga por gravedad hacia el pozo de succión de las bombas, existe espacio suficiente por debajo de los tamices para la instalación de la cámara de retención. La descarga del aire tratado hacia la atmósfera se realiza a través de una chimenea. 30 En la práctica se observaron algunos problemas en el sistema de ventilación (Dickens, J.C.H., et. al., 1985). Aunque los sistemas de entrada de aire en las coberturas de fibra de vidrio fueron diseñados para mantener una velocidad de 0,5 m/s en cada una de ellas (velocidad en la cual los aerosoles no pueden escapar desde dentro de la cobertura), la velocidad real es menor, debido a que las fugas de aire alrededor de las coberturas y en los canales de entrada y salida han sido mucho mayores que los previstos. Por otro lado, se percibieron otras fuentes de olor: el sistema de drenaje está conectado con el sistema de aguas residuales, a través de sifones con sello de agua. En diversas oportunidades existe pérdida de agua de los sellos, por infiltración o por acción de corrientes de aire; en determinadas condiciones de viento, el efluente gaseoso de la chimenea puede entrar nuevamente en el edificio, a través de los ventiladores. Otras opciones clásicas para la eliminación de olores serían: • Uso de carbón activado: su capacidad de adsorción para los compuestos generadores de olor en el aire es relativamente pequeña. Conforme lo citado por J.R. Fitzmaurice et al. (1981), para tratar el caudal de 1 530 m3/h de aire "sucio" de la planta, sería necesario un recinto con más de 400 m3 de capacidad, que contenga filtros de carbón activado; • El uso de columnas de tratamiento, con productos químicos, como hipoclorito de sodio, agua oxigenada, cal, etc., presenta costos elevados de operación y también tiene problemas de mantenimiento, debido al alto poder corrosivo del H2S. 8. PROCEDIMIENTOS PARA LA DISPOSICIÓN DE LOS MATERIALES REMOVIDOS EN LOS MILITAMICES La cantidad de material removido diariamente en una instalación de tamices rotativos dependerá del caudal de agua residual a tratar, de sus características, especialmente, del material particular presente en el agua residual y de la abertura de los militamices. En el caso de las instalaciones de Hutt Valley, en Nueva Zelandia, se retiran 4 500 kg de residuos, equivalentes a 5,3 m3 por día, para un caudal promedio de agua residual de 40 000 m3 diarios, lo que da una proporción de 100 ml/m3, aproximadamente. En la Planta de Pre-acondicionamiento de Santos, con tamices de abertura de 1,5 mm, el volumen de residuo que se retira es de 5,7 m3 por día, para un volumen promedio diario de agua residual de 121 000 m3, es decir, en una proporción de 40 ml/m3. Las características del material que se retira varían bastante de lugar a lugar, debido a que dependen por un lado de los hábitos alimenticios de la población y, por el otro, de la presencia eventual de industrias con efluentes directamente conectados a la red de alcantarillado doméstico, que contribuyen sustancialmente con fibras, partículas de grasa u otros materiales gruesos. 31 En el caso específico de Santos, los residuos consisten básicamente de granos de porotos, maíz, fibras y semillas de naranja, restos de vegetales, plásticos diversos, filtros de cigarrillos, partículas grasientas, etc. En la Región de la Gran Tel-Aviv, el material que se retira a través de tamices con abertura de 0,75 mm está conformado por materia fecal, restos de alimentos (huesos, granos de maíz, pedazos de cáscara y semillas de naranja y tomate), filtros de cigarrillos, fibras, astillas de madera y otros materiales no identificables. En Hutt Valley, los residuos están conformados por 80 a 90% de papel, y el resto por materia fecal, restos de vegetales, plásticos, tampones y absorbentes íntimos. Los destinos que puede darse a estos materiales son diversos. Uno de ellos es el secado y posterior incineración. El poder calorífico de esos residuos, no obstante, es muy bajo, tornando esta alternativa como la más cara. Otra alternativa, más simple, es la de considerar al material de forma semejante a la basura doméstica, por su naturaleza y, como tal, puede ser dispuesto en rellenos sanitarios, junto con la basura de la ciudad. Una tercera alternativa es su utilización en procesos de compostificación. En las instalaciones de Hutt Valley, Nueva Zelandia, el material que se retira de los tamices presenta las siguientes características: en la salida de los tamices posee un contenido de 10 a 12% de sólidos. Después de dejar drenar por 10 a 15 minutos, presenta de 12 a 14% de sólidos. Su densidad es de 0,9 kg/l en la salida de los tamices y de 0,8 kg/l después de drenado. Su poder calorífico es de 16 a 21 MJ/kg, en base seca, y posee un contenido de cenizas de 3%, también en base seca. Para que estos residuos mantengan combustión exotérmica, sería necesario eliminar todavía más agua, hasta alcanzar el orden de 23% de contenido sólido, garantizando así una combustión autosustentada todo el tiempo. Se debe resaltar, sin embargo, que en el caso específico de esos residuos, el contenido de grasas es de 20% en base seca, porque el agua residual recibe también efluentes de instalaciones de procesamiento de carne y porque los tamices de abertura fina utilizados (0,5 mm) propician una mayor eficiencia en la retención de aceites y grasas. El material que se retira de los tamices es llevado por un sistema de transporte tipo tornillo de rosca sin fin hacia la unidad de prensas, formado por dos prensas "Contra-Shear". Estas prensas son del tipo pistón con movimiento de avance y retroceso a velocidad constante y admiten residuos en cada movimiento, comprimiéndolos contra un cilindro con ranuras de 0,5 mm, con una tapa en su fondo, bloqueada mecánicamente. Cuando la prensa completa su capacidad, el fondo se abre y el material compactado se retira (Dickens, 1985). No obstante que la presión de la prensa puede ser ajustada hasta 76 kg/cm2 se ha verificado que la presión máxima de trabajo debe ser del orden de 40 kg/cm2, reduciendo la humedad de 85 a 75%, aproximadamente. A mayores presiones, el material sólido tiende a ser expulsado a través de las ranuras de la prensa (Bannatyne, 1985). 32 Estos residuos sólidos son posteriormente colocados en contenedores cilíndricos de 2 m de diámetro por 5 m de largo, para su transporte final a un relleno sanitario. Los contenedores poseen una abertura longitudinal en su parte superior, por donde se introduce el material. Cuando el nivel alcanza un valor determinado en su interior, un sensor acciona el mecanismo de avance del cilindro, por una distancia prefijada, permitiendo así que los residuos sólidos se distribuyan uniformemente en todo el contenedor. En la Planta de Pre-acondicionamiento de Aguas Residuales de Santos/San Vicente, Brasil, los materiales que se retiran de los tamices son llevados por medio de correas transportadoras hacia el extremo de la instalación, donde caen por gravedad dentro de contenedores. El fondo de los contenedores tiene un sistema de drenaje removible que permite la salida del exceso de líquido que impregna los residuos tamizados. Los residuos son transportados en esos mismos contenedores hacia el relleno sanitario, donde son dispuestos y mezclados con la basura de la ciudad. El porcentaje de sólidos secos en esos residuos es de 21%, en promedio. Estos materiales no exhalan olores intensos y, por lo tanto, no generan reclamos por parte de la población cuando son transportados a través de la ciudad para su destino final. 33 9. REFERENCIAS BIBLIOGRÁFICAS − ALCHALDEAN INTERNATIONAL PTY. Ltd. AUSTRALIA (1987). Treatment and Disposal Scheme. Technical Report. − AMERICAN PUBLIC HEALTH ASSOCIATION (APHA). American Water Works Association (AWWA) (1980). Water Pollution Control Federation (WPCF). Standard methods for the examination of water and wastewater. 15 ed. Washington, D.C. (US), APHA, 1980. pp 1134. − BANNATYNE, A.N. Hutt Valley Drainage Board (1985). Conference, New Zealand. − BANNATYNE, A.N. & SPEIR, J. (1986). Milliscreening, a Pretreatment Option for Marine Disposal. Marine Disposal Seminar, Rio de Janeiro, Brazil. − BRITTO, Evandro Rodrígues de. (1972). Novo método de determinaçao de sólidos flutuantes. En: Congresso Interamericano de Engenhária Sanitária, 13. Guanabara. Secretaria de Obras Públicas (Rio de Janeiro, Brazil). pp 19. − DICKENS, J.C.H. (1985). Hutt Valley Drainage Boards's Milliscreen Treatment Plant; A Design Review. New Zealand (NZ), s.n. p. 22. − FITZMAURICE, J.R. & HEDGLAND, R.M. (1981). Milliscreen Treatment of Municipal Wastewaters. Transactions of the New Zealand Institution of Engineeers Incorporated, Vol. 8-2/CE. July 1981, traducido y presentado por Ludwig, G.R. y Almeida, S.A.S. en Engenhária Sanitária, Rio de Janeiro, Vol. 21, No. 2. Abril/Junio 1982, pp. 232-240. − GARCIA-AGUDO, E.; AMARAL, R. & BERZIN, G. (1986). Evaluation of the Efficiency of Santos/Sao Vicente Preconditioning Station for Oceanic Submarine Outfall. Marine Disposal Seminar, Rio de Janeiro, Brazil. − GARCIA-AGUDO, E.; AMARAL, R. & BERZIN, G. (1986). Avaliaçao da Eficiencia da Estaçao PreCondicionadora do Sistema de Disposiçao Oceanica dos Esgotos de Santos/Sao Vicente. Revista DAE, Vol. 46, No. 146. − IDRACOS. (Sin fecha). Manual de instalación, uso y manutención de militamices "Idrascreen". − JOSA, F. (1974). Descripción de experimentos sobre materiales flotantes. Comunicación personal. Barcelona, España. − LUDWIG, H.E. & ONODERA, B. (1962). Scientific Parameters of Marine Waste Discharge. Presented at the First Biennial International Conference on Water Pollution Research, London. − SABESP, Companhia de Saneamento Básico do Estado de Sao Paulo (1983). Operaçao da E.P.C.. − SHELEF, G. et al (1975). The Use of Rotor Straining Chlorination Prior to Marine Discharge of Wastewater. 3rd. Int. Congress on Marine Municipal and Industrial Wastewater Disposal, Sorrento, Italy. − STEVEN, FITZMAURICE & PARTNERS (1979). Milliscreening of Hutt Valley Sewage, Preliminary Summary of Technical Evaluation. Contra-Shear Developments Ltd. Timaru City Wastewater Milliscreen Professional Engineers Manual de