- Ninguna Categoria
válvula esférica de paso total con brida
Anuncio
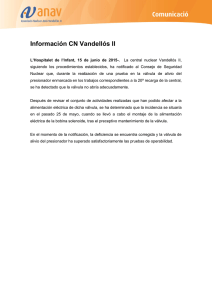
VÁLVULA ESFÉRICA DE PASO TOTAL CON BRIDA Serie XU Versión ASME clase 600 Instrucciones de instalación, mantenimiento y funcionamiento 1 X 73 es • 4/2011 2 1x73 es Índice 1 2 3 4 5 GENERALIDADES .................................................. 3 1.1 Alcance del manual ..................................................... 3 1.2 Descripción de la válvula ........................................... 3 1.3 Marcado ............................................................................ 3 1.4 Especificaciones ............................................................. 4 1.5 Homologaciones de la válvula ............................... 4 1.6 Marcado CE ...................................................................... 4 1.7 Reciclaje y eliminación ............................................... 4 1.8 Precauciones de seguridad ...................................... 5 TRANSPORTE, RECEPCIÓN Y ALMACENAMIENTO ............................................. 5 INSTALACIÓN Y USO ............................................ 5 3.1 Generalidades ................................................................ 5 3.2 Instalación en la tubería ............................................. 5 3.3 Actuador ........................................................................... 6 3.4 Puesta en servicio ......................................................... 6 SERVICIO TÉCNICO ............................................... 7 4.1 Generalidades ................................................................ 7 4.2 Sustitución de la empaquetadura de prensaestopas mientras la válvula está instalada en la tubería ................................................. 7 4.3 Reparación de una válvula atascada o pegada mientras está instalada en la tubería... 8 4.4 Separación del actuador ............................................ 8 4.5 Desmontaje de la válvula de la tubería .............. 8 4.6 Desmantelamiento de la válvula ........................... 8 4.7 Inspección de las piezas desmontadas .............10 4.8 Sustitución de piezas ................................................10 4.9 Montaje ...........................................................................10 INSTALACIÓN DEL ACTUADOR ......................... 14 5.1 Generalidades ..............................................................14 5.2 Instalación del operador de volante de mano serie M ................................................................14 5.3 Instalación del actuador serie B1C ......................14 5.4 Instalación del actuador serie B1J .......................15 5.5 Instalación de otras marcas de actuadores .....15 6 7 8 9 10 11 FALLOS ............................................................... 15 HERRAMIENTAS ................................................. 15 REALIZACIÓN DE PEDIDOS DE RECAMBIOS ..... 15 VISTAS DE DESPIECE Y LISTAS DE PIEZAS ....... 16 9.1 Medidas de 1 - 1 1/2 pulg. .......................................16 9.2 Medida de 2 pulg. .......................................................17 9.3 Medidas de 3 y 4 pulg. ..............................................18 DIMENSIONES Y PESOS ..................................... 19 CÓDIGO DE TIPO ................................................ 23 ¡LEA PRIMERO ESTAS INSTRUCCIONES! Estas instrucciones proporcionan información acerca del manejo y funcionamiento seguros de la válvula. Si necesita asistencia adicional, póngase en contacto con el fabricante o con el representante autorizado del mismo. En la contracubierta de este documento encontrará las direcciones y los números de teléfono. ¡CONSERVE ESTAS INSTRUCCIONES! Reservado el derecho a realizar cambios sin previo aviso. Todas las marcas comerciales son propiedad de sus respectivos propietarios. 1x73 es 3 1 GENERALIDADES 1.1 Alcance del manual Este manual de instalación, operación y mantenimiento proporciona información esencial acerca de las válvulas de bola de la serie XU. También se tratan brevemente los actuadores y la instrumentación a utilizar con las válvulas de la serie XU. Consulte los manuales separados de instrucciones de los actuadores y los equipos de control para más información. ATENCIÓN: La selección y el uso de una válvula para una aplicación específica requiere un estudio exhaustivo de todos los detalles. Debido a la naturaleza del producto, este manual no puede abarcar todas las situaciones individuales que pueden darse al instalar, usar o mantener la válvula. Si tiene dudas acerca del uso de la válvula o de si es la adecuada para la aplicación de la que usted dispone, le rogamos que se ponga en contacto con el departamento comercial de Metso Automation a fin de obtener mayor información. 1.2 Sentido de flujo recomendado para los asientos H Fig. 2 Construcción de la serie XU, medida de 2 pulg. Sentido de flujo recomendado para los asientos H Descripción de la válvula Las válvulas de la serie XU son válvulas de bola con bridas y de paso total. El cuerpo de la válvula consta de dos partes unidas entre sí mediante pernos de unión del cuerpo. La bola y el vástago están separados. La expulsión del vástago se previene mediante un reborde mecanizado en el vástago. El asiento de la válvula es blando o bien metálico. En la medida de 2 pulg., el par del vástago se transmite a la bola a través de un empujador estriado instalado en una ranura presente en la superficie de la bola. En las otras medidas, el vástago se instala recto en una ranura presente en la superficie de la bola. La válvula es estanca en ambos sentidos. La estanquidad se consigue mediante una presión diferencial que empuja la bola en sentido ascendente contra el asiento de aguas abajo. Los detalles constructivos de cada válvula individual se identifican por el código de tipo que aparece en la placa de identificación de la válvula. Para interpretar el código de tipo, consulte la clave de código de tipo en este manual. Fig. 3 Construcción de la serie XU, medidas de 3 y 4 pulg. 1.3 Marcado Las marcas del cuerpo forman parte de la fundición del mismo o están estampadas en él (véase la Fig. 4). medida nominal n.º de lote n.º de fundicíon marca fabr. placa de identificación material del cuerpo n.º de lote Las válvulas de la serie XU se diseñan especialmente para aplicaciones de corte exigentes que requieren altos ciclos de funcionamiento. También pueden usarse en aplicaciones de control de caudal. placa de identificación marcado de fundición medida nominal n.º de fundición marca fabr. material del cuerpo clase de presión Sentido de flujo recomendado para los asientos H Fig. 1 Construcción de la válvula serie XU, medidas de 1 y 1 1/2 pulg. Fig. 4 Marcas presentes en la válvula marcado de fundición 4 1x73 es La placa de identificación (Fig. 5) está fijada a la brida. Las marcas de la placa de identificación son las siguientes: 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. T (˚F) 400 p (bar) 30 Material del cuerpo Material del vástago Material de la guarnición Material del asiento Temperaturas de operación máxima y mínima Máxima presión diferencial / temperatura de corte Clase de presión Designación de tipo N.º de la lista de piezas de fabricación de la válvula Modelo P (psi) 750 110 930 1650 100 1500 90 1350 PN100 80 1200 PN100 70 1050 60 900 50 PN64 750 PN64 40 600 30 450 20 (1) (2) (5) (7) (8) 10 SHAFT T max TRIM SEAT T min MAX. OPER. ps RATING (3) (4) 0 TYPE at MOD No. (6) (9) Fig. 5 Placa de identificación 1.4 Especificaciones 150 1.0619 MADE BY METSO AUTOMATION ATTENTION : READ INSTRUCTIONS BEFORE INSTALLATION OR SERVICING. CONTACT METSO AUTOMATION FOR COPY. BODY 300 1.4408 XXXX (10) 0 0 100 200 300 T (˚C) 400 500 Fig. 7 Parámetros nominales del cuerpo de la válvula, PN 64 / PN 100 1.5 Homologaciones de la válvula Las válvulas de bola de la serie XU cumplen los requisitos estipulados por la norma ASME B 16.34. Entre caras: ASME B16.10 Tabla 4, patrón largo Presión nominal: ASME clase 600 PN 64 y PN 100 Máx. presión diferencial Véanse las Figs. 6 y 7 Rango de temperatura: Véanse las Figs. 6 y 7 1.6 Sentido de flujo: libre (asiento H siempre en el lado de entrada) La válvula cumple los requisitos de la Directiva europea 97/ 23/CE de equipos a presión y ha sido marcada de conformidad con la Directiva. estanquidad ASME clase V, ISO 5208 tasa de fuga C ISO 5208, tasa de fuga A 1.7 Estanquidad: asiento metálico asiento blando Dimensiones: Véanse las tablas de las páginas 19–22 Pesos: Véanse las tablas de las páginas 19–22 110 P (psi) T (˚F) p (bar) 400 30 750 1650 100 1500 90 1350 80 1200 70 1050 60 900 50 750 40 600 30 450 CF8M WCB 20 300 10 150 0 0 Fig. 6 100 10 200 20 300 30 T (˚C) 400 40 500 50 0 600 Parámetros nominales del cuerpo de la válvula, ASME 600 Sus características de seguridad en caso de incendio se diseñan de acuerdo con la norma API 607 (asiento H). Marcado CE Reciclaje y eliminación La mayoría de las piezas de la válvula son reciclables, siempre que se separen según sus materiales. La mayoría de las piezas contienen marcas de material. Junto con la válvula se suministra una lista de materiales. Además, el fabricante dispone de instrucciones separadas para el reciclaje y la eliminación. La válvula también puede ser devuelta al fabricante para su reciclaje y eliminación a cambio de un cargo. 1x73 es 1.8 5 Precauciones de seguridad PRECAUCIÓN: ¡No rebase los límites de rendimiento de la válvula! El rebasamiento de los límites indicados en la válvula puede causar daños y dar lugar a una liberación de presión incontrolada. Esto podría causar lesiones y daños materiales. PRECAUCIÓN: ¡No desmantele la válvula ni la retire de la tubería mientras esté presurizada! El desmantelamiento o el desmontaje de una válvula presurizada dará lugar a una liberación de presión incontrolada. Aísle siempre la parte pertinente de la tubería, libere la presión de la válvula y vacíe el fluido antes de desmantelar la válvula. Tenga en cuenta el tipo de fluido en cuestión. Tome medidas para la protección de las personas y el medio ambiente frente a cualquier tipo de sustancia dañina o tóxica. Asegúrese de que no pueda entrar fluido en la tubería durante el mantenimiento de la válvula. De no hacerlo, podrían producirse daños o lesiones. PRECAUCIÓN: ¡Tenga en cuenta el movimiento de corte de la válvula! No introduzca las manos, ninguna otra parte del cuerpo ni ningún otro objeto en la lumbrera de flujo abierta. No deje ningún objeto extraño dentro de la tubería. Al accionar la válvula, la bola actúa como un dispositivo de cizallamiento. Antes del mantenimiento de la válvula, cierre y desconecte la tubería de suministro de presión del actuador. De no hacerlo, podrían producirse daños o lesiones. PRECAUCIÓN: ¡Tenga en cuenta las emisiones de ruido! La válvula puede producir ruido en la tubería. El nivel de ruido depende de la aplicación. Puede medirse o calcularse con ayuda del programa informático Metso Nelprof. Respete los reglamentos de entorno de trabajo aplicables en cuanto a las emisiones de ruido. PRECAUCIÓN: ¡Tenga cuidado con las temperaturas extremas! El cuerpo de la válvula puede estar muy caliente o muy frío durante el uso. Proteja a las personas contra las lesiones por congelación o las quemaduras. PRECAUCIÓN: ¡Al manipular la válvula o el paquete de la válvula, tenga en cuenta su peso! Nunca eleve la válvula ni el paquete de la válvula por el actuador, el posicionador, el limitador ni sus tuberías. Coloque las eslingas de forma segura alrededor del cuerpo de la válvula (véase la Fig. 9). La caída de piezas podría causar lesiones y daños materiales. Los pesos se indican en las páginas 19–22. PRECAUCIÓN: Siga los procedimientos adecuados al manipular y mantener las válvulas de oxígeno. 2 TRANSPORTE, RECEPCIÓN Y ALMACENAMIENTO Compruebe la válvula y el dispositivo auxiliar para detectar cualquier daño que pueda haberse producido durante el transporte. Almacene la válvula con cuidado. Recomendamos el almacenamiento en interiores y en un lugar seco. Fig. 8 Almacenamiento de la válvula No retire las protecciones de las lumbreras de flujo hasta la instalación de la válvula. No lleve la válvula hasta su lugar de destino previsto hasta justo antes de la instalación. La válvula se entrega normalmente en la posición abierta. BIEN MAL Fig. 9 Elevación de la válvula 3 INSTALACIÓN Y USO 3.1 Generalidades Retire los protectores de los orificios de caudal y compruebe que la válvula esté limpia en su interior. Limpie la válvula en caso necesario. 3.2 Instalación en la tubería PRECAUCIÓN: ¡Al manipular la válvula o el paquete de la válvula como un conjunto, recuerde el peso de la válvula o de todo el paquete! Aclare meticulosamente la tubería antes de instalar la válvula. Asegúrese de que la válvula esté totalmente abierta durante el aclarado. Las partículas extrañas, como por ejemplo arena o residuos de electrodos de soldadura, podrían dañar la bola y los asientos. 6 1x73 es ATENCIÓN: Utilice tornillos, tuercas, pernos y juntas equivalentes a los elementos de unión utilizados en las demás partes de la tubería. Centre con cuidado las juntas de las bridas al montar la válvula entre bridas. 3.2.1 Aislamiento de la válvula En caso necesario, la válvula puede aislarse. El aislamiento no debe prolongarse más allá del nivel superior del cuerpo de la válvula; véase la Figura 12. ATENCIÓN: No intente corregir un error de alineación de la tubería con los pernos de las bridas. Límite de aislamiento La válvula puede instalarse en cualquier posición y ofrece estanquidad en ambos sentidos. Sin embargo, no recomendamos instalar la válvula con el actuador en el lado inferior, dado que la suciedad transportada por la tubería podría entrar en la cavidad del cuerpo y dañar la empaquetadura. La posición que debe evitarse se muestra en la Fig. 10. Fig. 12 Aislamiento de la válvula 3.3 Actuador ATENCIÓN: Al instalar el actuador en la válvula, asegúrese de que el paquete de la válvula funcione correctamente. Encontrará información detallada acerca de la instalación del actuador en la Sección 6 o en las instrucciones separadas acerca del actuador. La posición abierta/cerrada de la válvula se indica de la siguiente forma: Fig. 10 Evite esta posición de montaje Puede ser necesario apoyar firmemente la tubería para proteger a la válvula de unos esfuerzos excesivos. Un apoyo suficiente también reducirá la vibración de la tubería y con ello garantiza un funcionamiento adecuado del posicionador. Para facilitar el servicio técnico, es preferible que la válvula esté apoyada por su cuerpo, con ayuda de abrazaderas de tubería y soportes. No sujete los soportes a los pernos de las bridas ni al actuador; véase la Fig. 11. Mediante un indicador en el actuador o bien Mediante una ranura en el extremo del vástago de la bola (en paralelo a la abertura de paso de la bola). En caso de cualquier duda acerca del indicador presente, compruebe la posición de la bola observando la ranura. El actuador debe instalarse de modo que exista un espacio adecuado para su desmontaje. Se recomienda la posición vertical para el cilindro del actuador. El actuador no debe tocar la tubería, dado que la vibración de la tubería puede interferir con su funcionamiento. En determinados casos, puede considerarse ventajoso proporcionar un apoyo adicional para el actuador. Estos casos estarán normalmente asociados a actuadores de gran tamaño, vástagos prolongados o situaciones con vibraciones graves. Póngase en contacto con la oficina comercial de Metso Automation para obtener asesoramiento. 3.4 Fig. 11 Apoyo de la válvula Puesta en servicio Asegúrese de que no hayan quedado objetos extraños ni suciedad dentro de la válvula o la tubería. Aclare meticulosamente la tubería. Asegúrese de que la válvula esté totalmente abierta durante el aclarado. Asegúrese de que todas las tuercas, tuberías y cables estén fijados correctamente. 1x73 es 7 Compruebe que el actuador, el posicionador y el interruptor estén ajustados correctamente. El ajuste del actuador se aplica en la Sección 6. Para ajustar el dispositivo auxiliar, consulte los manuales de instrucciones de los equipos de control separados. hexagonales (18). La empaquetadura de anillos en V debe apretarse con cuidado, dado que el uso de una fuerza excesiva puede dañar los anillos en V. 4 SERVICIO TÉCNICO 4.1 Generalidades PRECAUCIÓN: ¡Observe las precauciones de seguridad mencionadas en la Sección 1.8 antes del servicio técnico! PRECAUCIÓN: ¡Al manipular la válvula o el paquete de la válvula como un conjunto, recuerde el peso de la válvula o de todo el paquete! ATENCIÓN: Utilice siempre recambios originales para asegurarse de que la válvula funcione de la forma prevista. Aunque las válvulas de bola de la serie XU no requieren mantenimiento periódico, se recomienda inspeccionar regularmente la estanquidad de la empaquetadura. Si por algún motivo la válvula requiriera mantenimiento, normalmente es suficiente con unas pocas medidas de servicio sencillas. En esta sección se resumen las operaciones de servicio técnico que pueden ser realizadas por el usuario final. Los números que aparecen entre paréntesis se refieren a la lista de piezas y a la vista de despiece de la válvula en las páginas 16 a 18, mientras no se indique lo contrario. ATENCIÓN: Si prefiere enviar la válvula al fabricante para el servicio técnico, no la desmantele. En su lugar, limpie meticulosamente la válvula para eliminar cualquier resto de fluido e informe al fabricante del contacto con cualquier fluido peligroso. 4.2 Sustitución de la empaquetadura de prensaestopas mientras la válvula está instalada en la tubería PRECAUCIÓN: ¡No desmantele la válvula ni la retire de la tubería mientras esté presurizada! PRECAUCIÓN: Por motivos de seguridad, las placas de retención (42) DEBEN estar instaladas siempre (medida de 2 pulg.) de la forma mostrada en la Sección 9.2. Asegúrese de que la válvula no esté presurizada. Separe el actuador y el soporte de acuerdo con las instrucciones de la Sección 4.4. Desmonte la chaveta (10). Desmonte las tuercas hexagonales (18), los conjuntos de resortes de disco (150), un prisionero (14), las placas de retención (42, sólo medida de 2 pulg.) y el prensaestopas (9). Retire los anillos de empaquetadura (69) que rodean al vástago, con ayuda de una cuchilla u otro instrumento con punta. Asegúrese de que no haya daños en el vástago ni en el segmento rectificado. Recuerde que el anillo de empuje (67) puede desprenderse al retirar la empaquetadura. Debe colocarlo de nuevo en su posición antes de instalar la nueva empaquetadura. Limpie el segmento rectificado del anillo de empaquetadura. Coloque nuevos anillos de empaquetadura (69) sobre el vástago (5). El prensaestopas (9) puede usarse para presionar los anillos hacia el interior del segmento rectificado. No dañe los anillos de la empaquetadura con el chavetero del vástago. Véase la Fig. 14. Atornille el prisionero retirado anteriormente. Deforme los anillos de empaquetadura apretando primero las tuercas del prensaestopas sin los resortes de disco hasta el par Tt; véase el valor en la Tabla 1. Retire las tuercas del prensaestopas y un prisionero, monte las placas de retención (42, sólo medida de 2 pulg.) y el prisionero retirado anteriormente y coloque los conjuntos de resortes de disco (150) en los prisioneros del prensaestopas. Apriete las tuercas (18) de forma que los resortes de disco queden comprimidos hasta la altura Hc; véase la Tabla 1. Fije las tuercas con fijador de roscas, por ejemplo Loctite 221. Véase la Fig. 14. Compruebe la existencia de cualquier fuga con la válvula presurizada. Tabla 1 Apriete de la empaquetadura Medida de válvula A (mm) Hc (mm) Tt (Nm) 01" 1 1/2" 02", 03" 04" 20 20 20 25 20.4 20.1 28.9 28.8 5 5 10 12 La empaquetadura de anillos en V no requiere apriete regular. La estanquidad de la empaquetadura es resultado de la presión de la tubería, junto con la presión del prensaestopas contra los anillos de la empaquetadura. En las empaquetaduras de prensaestopas de grafito, la estanquidad se garantiza por el contacto entre el prensaestopas (9) y los anillos de empaquetadura. La empaquetadura de prensaestopas (69) debe sustituirse si se produce una fuga incluso tras el apriete de las tuercas Fig. 13 Instalación de las placas de retención 8 1x73 es prisionero (14) prensaestopas (9) tuerca hexagonal (18) conjunto de resortes de disco (150) empaquetadura de prensaestopas (69) conjunto de anillos en V o empaquetadura de grafito Desatornille los tornillos del soporte. Separe el actuador. El actuador puede retirarse con la mano o con una herramienta especial realizada para este fin. Esta herramienta puede pedirse al fabricante (véase la Sección “Herramientas”). Retire el soporte y el acoplamiento. 1 - 1 1/2 pulg. A 1" - 1 1/2" Hc prisionero (14) tuerca hexagonal (18) conjunto de resortes de disco (150) empaquetadura de prensaestopas (69 conjunto de anillos en V o empaquetadura de grafito placa de retención (42) (sólo en la medida de 2 pulg.) prensaestopas (9) 2,2", 3 y3"4 & pulg. 4" Fig. 14 Empaquetadura de prensaestopas 4.3 Reparación de una válvula atascada o pegada mientras está instalada en la tubería El atasco puede deberse a que la bola (3) y los asientos (7) se quedan obstruidos por el fluido. Estos elementos pueden limpiarse mediante el giro de la bola hasta una posición parcialmente abierta y lavando la tubería. Si esto no resuelve el problema, siga las instrucciones que aparecen en las secciones siguientes. 4.4 Separación del actuador PRECAUCIÓN: ¡Al manipular la válvula o el paquete de la válvula como un conjunto, recuerde el peso de la válvula o de todo el paquete! ATENCIÓN: Antes del desmantelamiento, observe atentamente la posición de la válvula con respecto al actuador y el posicionador/limitador para asegurarse de que podrá volver a ensamblar adecuadamente el paquete. Por lo general, lo más conveniente es separar el actuador antes de desmontar la válvula de la tubería. Si la válvula es pequeña o presenta un acceso difícil, puede resultar más práctico desmontar el paquete completo a la vez. Recuerde que los asientos pueden sustituirse sin necesidad de separar el actuador. Cierre y desconecte la tubería de suministro de presión del actuador y desconecte los cables de control. Fig. 15 Retirada del actuador con un extractor 4.5 Desmontaje de la válvula de la tubería PRECAUCIÓN: ¡No desmantele la válvula ni la retire de la tubería mientras esté presurizada! Asegúrese de que la válvula no esté presurizada y que la tubería esté vacía. Asegúrese de que el medio no pueda fluir hacia la sección en la que se prevé realizar el servicio técnico. Sostenga la válvula cuidadosamente con un polipasto. Coloque los cables correctamente y desatornille los pernos de la brida de la tubería. Asegúrese de que los cables estén posicionados correctamente; véase la Fig. 9. Elevación de la válvula. 4.6 Desmantelamiento de la válvula 4.6.1 Medidas de 1 - 1 1/2 pulg. Coloque la válvula en posición vertical sobre el lado de la brida para tubería de forma que la tapa del cuerpo apunte hacia arriba. Utilice una superficie nivelada que no pueda rallar las bridas para tubería. Marque las mitades de la válvula para su orientación correcta durante el reensamblaje. Desmonte la chaveta (10). Afloje las tuercas del prensaestopas (18). Retire los resortes de disco (150), el prensaestopas (9) y los anillos de empaquetadura (69). Afloje los pernos del bonete (8). Retire el bonete, la junta (66), el vástago (5) y los cojinetes de empuje (70, 71). Desenrosque las tuercas de los prisioneros del cuerpo (16). Desmonte la tapa del cuerpo (2). Si el asiento (7) no está apoyado en la bola (3), evite que el asiento se desprenda de la tapa del cuerpo y sepárelo más tarde. ¡No introduzca los dedos entre la tapa del cuerpo y la superficie! Coloque en pie la tapa del cuerpo retirada sobre su brida para tubería. 1x73 es Fig. 16 4.6.2 9 Retirada del asiento bloqueado Fig. 18 bola con cuidado y sitúela sobre una superficie blanda. Véase la Fig. 19. Retire el asiento bloqueado (7) con una herramienta de extracción; véase la Fig. 16. Véase también la Sección 8 "Herramientas". Medida de 2 pulg. Coloque la válvula en posición vertical sobre el lado de la brida para tubería. Utilice una superficie nivelada que no pueda rallar las bridas. Asegúrese de que las tuercas para prisioneros (16) queden orientadas hacia arriba. Marque las mitades de la válvula para su orientación correcta durante el reensamblaje. Gire la bola hasta la posición cerrada. Desmonte la chaveta (10). Desenrosque las tuercas de los prisioneros del cuerpo (16). Desmonte la tapa del cuerpo (2). Si el asiento (7) no está apoyado en la bola (3), evite que el asiento se desprenda de la tapa del cuerpo y sepárelo más tarde. ¡No introduzca los dedos entre la tapa del cuerpo y la superficie! Coloque en pie la tapa del cuerpo retirada sobre su brida para tubería. Véase la Fig. 17. Fig. 19 4.6.3 Fig. 17 Retirada del asiento bloqueado Elevación de la tapa del cuerpo Retire el asiento de la tapa del cuerpo si aún estaba colocado. Si el asiento está bloqueado, es necesario retirarlo con una herramienta especial. Véanse la Fig. 18 y la Sección "Herramientas". Eleve la bola (3) para separarla del cuerpo (1) sujetándola por el orificio de caudal (tamaños pequeños) o haciendo pasar una eslinga a través del orificio de caudal y girándola al mismo tiempo alrededor del eje del orificio de caudal. Maneje la Retirada de la bola Tire del empujador estriado (4) para separarlo del vástago (5) y retire el asiento (7) de la mitad inferior del cuerpo (1). Retire las tuercas (18), los resortes de disco, las placas de retención y el prensaestopas (9). Presione el vástago hacia el interior del cuerpo y retírelo. Retire el/los cojinete(s) de empuje (70), el retén de vástago secundario (71), los anillos de empaquetadura (69) y la junta del cuerpo (65). Retire también los retenes traseros (63) de los asientos de la bola. Medidas de 3 - 4 pulg. Coloque la válvula en posición vertical sobre el lado de la brida para tubería. Utilice una superficie nivelada que no pueda rallar las bridas. Asegúrese de que las tuercas para prisioneros (16) queden orientadas hacia arriba. Marque las mitades de la válvula para su orientación correcta durante el reensamblaje. Gire la bola hasta la posición cerrada. Desmonte la chaveta (10). Retire las tuercas de los prisioneros del prensaestopas (18) y el prensaestopas (9). Retire la brida inferior (78) retirando los tornillos (13). (La brida inferior no se requiere en todos los tamaños). 10 4.7 4.8 1x73 es Retire las tuercas (16) que sujetan la tapa del cuerpo al cuerpo. Eleve la tapa del cuerpo (2) para separarla de los prisioneros del cuerpo, con cuidado de no dañar el asiento (7) que está bloqueado a la tapa. Retire la bola girando el vástago (5) de forma que la ranura de la bola quede alineada con la sección de paso del cuerpo y gire la bola (3) para retirarla del cuerpo. Retire el vástago (5) y las arandelas de empuje (70, 71) deslizando el vástago hacia abajo a través de la caja de empaquetadura y hacia el exterior del cuerpo. Retire la empaquetadura del vástago (69) de la caja de empaquetadura por medio de un alambre con forma de gancho o con una herramienta especial. Retire el asiento (7) y el resorte de asiento (62) del rebaje para asiento del cuerpo. Retire el asiento bloqueado en la tapa del cuerpo (2) eliminando con cuidado los puntos de bloqueo con una amoladora o un cincel. Retire el asiento dando la vuelta a la tapa del cuerpo, lo que permite que el asiento caiga de su cavidad sobre su mano o sobre un objeto blando. Limpie las piezas desmontadas. Compruebe si existe algún daño en el vástago (5) o en los cojinetes de empuje (70, 71). Compruebe si la bola (3) o los asientos (7) están dañados (arañados), examinándolos para ello bajo una luz intensa. La bola y el asiento pueden sustituirse en caso necesario. Compruebe si existe algún daño en las bridas de la unión del cuerpo. Sustitución de piezas 4.9 Montaje 4.9.1 Medidas de 1 y 1 1/2 pulg. Coloque el cuerpo (1) de la válvula en posición vertical sobre el lado de la brida para tubería. Utilice una superficie nivelada que no pueda rallar las bridas. Asientos H: 7 63 25 Tapa del cuerpo Fig. 20 Cuerpo Asiento H exterior para introducirlo en la válvula. Asegúrese de que el extremo del vástago encaje en la ranura de la bola. Monte el asiento (25), el resorte (62), el retén trasero (75) y el anillo de apoyo (76), véase la Fig. 20, y coloque el conjunto dentro de la tapa del cuerpo (2). Asientos G: Coloque el retén trasero (63) en el interior del asiento (7), véase la Fig. 21, y, a continuación, ambas piezas hasta el tope hacia el interior del segmento rectificado del cuerpo. 75 76 62 7 63 25 Inspección de las piezas desmontadas Recomendamos sustituir las piezas de materiales blandos cada vez que se desmantele la válvula para el servicio técnico. Las demás piezas pueden sustituirse en caso necesario. Utilice siempre recambios genuinos para garantizar un funcionamiento correcto de la válvula (véase la sección “Realización de pedidos de recambios”). 75 76 62 Coloque el retén trasero (63) en el interior del asiento (7), véase la Fig. 20, y, a continuación, ambas piezas hasta el tope hacia el interior del segmento rectificado del cuerpo. Bloquee el asiento en el cuerpo con una herramienta especial, que puede pedir al fabricante. La herramienta se entrega con instrucciones de uso. Coloque la bola sobre el asiento bloqueado de forma que la ranura esté orientada hacia la abertura de la entrada del vástago. Presione el vástago (5) desde el Tapa del cuerpo Cuerpo 64 Fig. 21 Asiento G Bloquee el asiento en el cuerpo con una herramienta especial, que puede pedir al fabricante. La herramienta se entrega con instrucciones de uso. Coloque la bola sobre el asiento bloqueado de forma que la ranura esté orientada hacia la abertura de la entrada del vástago. Presione el vástago (5) desde el exterior para introducirlo en la válvula. Asegúrese de que el extremo del vástago encaje en la ranura de la bola. Monte el asiento (25) con el retén trasero (64), el resorte (62), el retén trasero (75) y el anillo de apoyo (76), véase la Fig. 21, y coloque el conjunto dentro de la tapa del cuerpo (2). Asientos J: Instale en las dos mitades del cuerpo los retenes traseros (63) indicados en la Tabla 2. La junta de la parte superior de la pila debe tener siempre un espesor de 1 mm, mientras que las otras pueden ser de 1 ó 0,4 mm. Tabla 2 Espesores de juntas Medida TU T1 T2 1 mm 0,4 mm 1 mm 0,4 mm 1 mm 1" 2 uds. 3 uds. 2 uds. 4 uds. 2 uds. 0,4 mm 5 uds. 1H" 5 uds. 3 uds. 5 uds. 5 uds. 6 uds. 4 uds. 2" 7 uds. 5 uds. 9 uds. 3 uds. 10 uds. 2 uds. 3" 12 uds. 5 uds. 14 uds. 2 uds. 16 uds. 2 uds. 4" 16 uds. 1 ud. 18 uds. 2 uds. 19 uds. 2 uds. 1x73 es 11 63 7 7 Tabla 4 63 Par de funcionamiento Medida Tapa del cuerpo Fig. 22 Cuerpo Sitúe la herramienta de presión de retenes traseros sobre la pila de juntas, de la forma mostrada en la Fig. 23. Compresión del asiento J Comprima la pila de retenes traseros con la herramienta de presión aplicando las fuerzas indicadas en la Tabla 3. Evite dañar las superficies de sellado de la brida durante la compresión. Deje que la compresión de la pila de retenes traseros actúe durante aproximadamente 5 minutos. Repita el mismo procedimiento con la otra mitad del cuerpo. Tabla 3 ID de herramienta TU T1 T2 1" F08561 8 / 1800 16 / 3600 25 / 5620 1H" F08559 17 / 3822 35 / 7870 50 / 11240 2" F07700 20 / 4497 39 / 8770 60 / 13500 3" F07698 35 / 7869 70 / 15740 100 / 22480 4" F07517 50 / 11241 105 / 23600 150 / 33720 T2 10 ± 2 / 8 ± 2 15 ± 2 / 12 ± 2 20 ± 2 / 16 ± 2 1H" 20 ± 4 / 15 ± 3 30 ± 4 / 22 ± 3 40 ± 4 / 30 ± 3 2" 30 ± 7 / 23 ± 6 45 ± 7 / 34 ± 6 60 ± 7 / 46 ± 6 3" 70 ± 14 / 52 ± 11 100 ± 14 / 78 ± 11 140 ± 14 / 104 ± 11 4" 150 ± 20 / 111 ± 15 220 ± 20 / 166 ± 15 300 ± 20 / 222 ± 15 Si el par medido cumple el valor indicado en la tabla, finalice el ensamblaje (véase la información que aparece a continuación). Si el par medido rebasa estos límites, desmantele la unión de las bridas del cuerpo y eleve la tapa del cuerpo para situarla sobre la mesa (no deje caer el asiento). Retire de la pila de retenes traseros de la tapa del cuerpo un suplemento con un espesor de 0,4 mm. Repita el montaje de la forma descrita anteriormente (en orden ascendente desde el punto 11). Si el par sigue siendo excesivo, retire un suplemento de 0,4 mm de la pila de retenes traseros del cuerpo. Continúe hasta alcanzar un par adecuado. De modo similar, si el par es demasiado bajo, añada un suplemento de 0,4 mm. Finalice el montaje; véase la información que aparece a continuación. No olvide cambiar el conjunto de anillos en V, de nuevo por anillos de grafito. Los requisitos de estanquidad cumplen la norma ISO 5208 categoría D. La presión de prueba es de 6 bares con aire. Si la fuga de la válvula rebasa los límites permitidos, rectifique los asientos, compruebe el par y mida de nuevo la estanquidad. (ATENCIÓN: Los valores de par de la Tabla 3 no incluyen el par causado por la empaquetadura de grafito). Todas las versiones: Fuerza de compresión Medida de válvula T1 1" Asiento J Fig. 23 Par (Nm / lbf•ft) TU Fuerza (kN / lbf•ft) Sitúe el asiento del cuerpo en su cavidad. Añada los cojinetes, el empujador estriado, el pasador de bloqueo, el vástago y la chaveta. Instale la bola. Sitúe el otro asiento sobre la bola. Añada la junta de cuerpo. Eleve la tapa del cuerpo para situarla sobre el cuerpo y una con suavidad las mitades del cuerpo. Apriete al menos 2 tuercas de unión de lados opuestos de las bridas del cuerpo. Eleve la válvula para situarla debajo de la pinza y comprima las bridas del cuerpo para unirlas (contacto de metal a metal). Accione la válvula y, si el par es razonable (es decir, puede accionarse con el mando de mano), apriete todas las tuercas de las bridas del cuerpo. Utilice el conjunto de anillos en V durante el funcionamiento. Mida el par y compárelo con los valores de la Tabla 4. Deslice los cojinetes de empuje (70) a lo largo del vástago y presiónelos contra el reborde del vástago. Coloque la junta del bonete (66) en su ranura, vuelva a colocar el bonete (8) y apriete los prisioneros (13). Apriete las tuercas (18) de los prisioneros (13) uniformemente para conseguir una compresión uniforme de la junta (66). Introduzca la junta del cuerpo (65) en el cuerpo, sobre el reborde situado en la base de las roscas. Monte la tapa del cuerpo y el conjunto de asiento sobre el cuerpo. Apriete las tuercas (16) del cuerpo. Apriete las tuercas gradualmente, alternando con la tuerca opuesta de la válvula después de apretar cada tuerca. Los pares recomendados se indican en la Tabla 5. Tabla 5 Pares de apriete recomendados Pares de apriete recomendados (Nm) Medida de válvula Rosca Acero inoxidable Acero al carbono 1", 2" 5/8 pulg. o M16 114-133 118-140 1 1/2" 3/4 pulg. o M20 173-203 184-214 3" 7/8 UNC 214-251 280-329 4" 1 UNC 310-360 490-580 ATENCIÓN: Las roscas deben estar bien lubricadas. Si los prisioneros y las tuercas se dejan sin lubricar y han sido utilizados anteriormente, los pares deben incrementarse en aproximadamente un 50%. 12 1x73 es Presione los anillos de empaquetadura (69) hacia su posición en el bonete (8). Apriete los prisioneros (14). Coloque el prensaestopas (9) sobre la empaquetadura (69). Véase la Sección 4.2 para obtener instrucciones de montaje de la empaquetadura. Monte la chaveta (10). Inspeccione la empaquetadura de prensaestopas para detectar posibles fugas con la válvula presurizada. Instale la válvula en la tubería con el máximo cuidado y exactitud aplicados al retirarla. Tenga en cuenta las instrucciones de la Sección 3. 4.9.2 Asientos H: Coloque el retén trasero (63) en el interior del segmento rectificado del cuerpo. A continuación, introduzca el asiento (7) en el interior del segmento rectificado del cuerpo; véase la Fig. 26. Bloquee el asiento en el cuerpo con una herramienta especial. Véase la Sección 4.9.4 para obtener más instrucciones. Introduzca el retén trasero (75), el anillo de apoyo (76), el resorte (62) y el asiento (25) en la tapa del cuerpo; véase la Fig. 26. Medida de 2 pulg. 75 76 62 PRECAUCIÓN: Por motivos de seguridad, las placas de retención (42) DEBEN estar instaladas siempre de la forma mostrada en la Sección 9.2. 25 7 Tapa del cuerpo 63 Cuerpo Coloque el cuerpo de la válvula sobre su brida para tubería. Utilice una superficie que no dañe las bridas para tuberías. Asientos S: Fig. 26 Asientos G: Coloque el retén trasero (63) en el asiento de la bola (7); véase la Figura 24. Coloque el asiento en el cuerpo (1). 63 7 7 63 Tapa del cuerpo Fig. 24 Cuerpo Asiento H (2 pulg.) Coloque el retén trasero (63) en el interior del segmento rectificado del cuerpo. A continuación, introduzca el asiento (7) en el interior del segmento rectificado del cuerpo; véase la Fig. 27. Bloquee el asiento en el cuerpo con una herramienta especial. Véase la Sección 4.9.4 para obtener más instrucciones. Introduzca el retén trasero (75), el anillo de apoyo (76), el resorte (62) y el asiento (25) con el retén trasero (64) en la tapa del cuerpo; véase la Fig. 27. Asiento S (2 pulg.) 75 76 62 25 7 63 Asientos K: Coloque el retén trasero (63) en el interior del segmento rectificado del cuerpo. A continuación, introduzca el asiento (7) en el interior del segmento rectificado del cuerpo; véase la Fig. 25. Bloquee el asiento en el cuerpo con una herramienta especial. Véase la Sección 4.9.4 para obtener más instrucciones. Coloque el retén trasero (63) en el asiento de la bola (7); véase la Figura 25. Coloque el asiento en la tapa del cuerpo (2). Bloquee el asiento con una herramienta especial. Véase la Sección 4.9.4 para obtener más instrucciones. 63 7 Tapa del cuerpo Fig. 25 7 Cuerpo 64 Fig. 27 Asiento G (2 pulg.) Asientos J: Véase 4.9.1 para obtener más detalles. Todas las versiones: 63 Cuerpo Asiento K (2 pulg.) Tapa del cuerpo Introduzca parcialmente el vástago en el cuerpo desde la parte superior y coloque los cojinetes de empuje (70) en el vástago desde el interior del cuerpo. Coloque el empujador estriado (4) en la estría del vástago y bloquéelo con un pasador (50). Coloque la bola (3) en su posición de forma que el empujador estriado quede colocado en la ranura de la bola. Tire del vástago para asegurarse de que el pasador bloquee correctamente el empujador estriado al vástago. 1x73 es 13 Coloque la empaquetadura (69), los prisioneros (14) y el prensaestopas (9) en su posición. Coloque las tuercas (18) en los prisioneros (14) y enrósquelas suavemente. Coloque la junta del cuerpo (65) en la ranura del cuerpo. Asientos S: Coloque el asiento sobre la bola. Todas las versiones: 4.9.3 Coloque con cuidado la tapa del cuerpo (2) sobre el cuerpo. Asegúrese de que las marcas realizadas durante el desmantelamiento estén alineadas. ¡No permita que el asiento H se desprenda de la tapa del cuerpo! Apriete las tuercas (16) del cuerpo. Apriete las tuercas gradualmente, alternando con la tuerca opuesta de la válvula después de apretar cada tuerca. Los pares recomendados se indican en la Tabla 5. Las caras de la brida deben presentar un contacto uniforme entre sí. Monte la chaveta (10). Para asegurarse de que la bola quede colocada adecuadamente entre los asientos, gire el vástago lentamente en ambos sentidos dos o tres veces. Ensamble, deforme y ajuste la empaquetadura de la forma mostrada en la Sección 4.2. Inspeccione la empaquetadura de prensaestopas para detectar posibles fugas con la válvula presurizada. Instale la válvula en la tubería con el máximo cuidado y exactitud aplicados al retirarla. Tenga en cuenta las instrucciones de la Sección 3. Medida de 3-4 pulg. Coloque el cuerpo de la válvula sobre su brida para tubería. Utilice una superficie que no dañe las bridas para tuberías. Asientos H: Véase 4.9.1 para obtener más detalles. Tabla 6 Medida de válvula Rosca Par (Nm) 03" 1/2 UNC 100 04" 5/8 UNC 210 Asientos G: Véase 4.9.1 para obtener más detalles. Asientos J: Pares de apriete de los tornillos de la brida inferior Gire el vástago de forma que la cuchilla quede alineada con el orificio interior de la válvula; a continuación, inserte la bola en el cuerpo girando la ranura de la bola contra la cuchilla. Si se habían retirado anteriormente, recubra los prisioneros (12) del cuerpo con compuesto anticorrosivo y atorníllelos hacia el interior del cuerpo hasta que lleguen al tope de sus orificios. Verifique que la ranura para la junta del cuerpo esté libre de contaminantes y, a continuación, coloque una nueva junta de cuerpo (65) en la ranura. Coloque la tapa del cuerpo (2) sobre los prisioneros del cuerpo, con cuidado de no dañar el asiento ni pinzar la junta del cuerpo. Recubra las superficies de apoyo de las tuercas de los prisioneros del cuerpo con compuesto antioxidante y enrósquelas sobre los prisioneros del cuerpo siguiendo una secuencia de apriete cruzado. Apriete a par las tuercas al valor mostrado en la Tabla 5. Instale una nueva empaquetadura (69) en la caja de empaquetadura. Si se habían retirado anteriormente, recubra los prisioneros (14) del prensaestopas del cuerpo con compuesto anticorrosivo y atorníllelos hacia el interior del cuerpo hasta que lleguen al tope de sus orificios. Para asegurarse de que la bola quede colocada adecuadamente entre los asientos, gire el vástago lentamente en ambos sentidos dos o tres veces. Ensamble, deforme y ajuste la empaquetadura de la forma mostrada en la Sección 4.2. Inspeccione la empaquetadura de prensaestopas para detectar posibles fugas con la válvula presurizada. Instale la válvula en la tubería con el máximo cuidado y exactitud aplicados al retirarla. Tenga en cuenta las instrucciones de la Sección 3. 4.9.4 Bloqueo del asiento Todas las versiones: Para el bloqueo se requiere una herramienta de bloqueo de asientos (que puede pedirse al fabricante) así como una prensa hidráulica con una capacidad adecuada. Véase 4.9.1 para obtener más detalles. Coloque los cojinetes de empuje (70, 71) en el vástago e inserte éste en la cavidad de la válvula. (ATENCIÓN: es posible que los cojinetes de empuje no quepan por la parte inferior de la válvula en todas las medidas y que por tanto sea necesario insertarlos a través del lateral de la válvula y sobre el vástago. Tire del vástago a través de la caja de empaquetadura hasta que la arandela de empuje encaje en el rebaje correspondiente del cuerpo. En caso necesario, reemplace la brida inferior (78) con una nueva junta (79). Recubra los tornillos (13) con compuesto anticorrosivo, móntelos de nuevo y apriételos a par con el valor adecuado, mostrado en la Tabla 6. Monte el asiento con el retén trasero de la forma descrita en las secciones anteriores. Monte cuidadosamente la herramienta de bloqueo sobre el asiento; véase la Fig. 28. Sitúe el cuerpo de la válvula/la tapa del cuerpo sobre la base de la prensa. La superficie de la base debe estar nivelada y no debe causar arañazos. Utilice las fuerzas indicadas en la Tabla 7. Tabla 7 Fuerzas de presión para el bloqueo del asiento Medida de válvula Fuerza (N) 02" 70 000 03" 140 000 04" 200 000 14 1x73 es encuentra en el extremo opuesto. Los sentidos de giro del volante de mano están marcados en el volante. Compruebe la válvula girando el volante de mano hasta sus posiciones de tope. La flecha amarilla debe indicar el sentido del orificio de caudal de la bola. tornillo de tope para la posición CERRADA tornillo de tope para la posición ABIERTA Fig. 28 Bloqueo del asiento 5 INSTALACIÓN DEL ACTUADOR 5.1 Generalidades tornillo de tope para la posición CERRADA Es posible montar actuadores Metso diferentes mediante soportes y acoples adecuados. La válvula puede accionarse mediante un operador de volante de mano serie M o con actuadores de la serie B1. 5.2 Instalación del operador de volante de mano serie M La marca del final del vástago indica la dirección del orificio de caudal de la bola. Gire la válvula hasta la posición cerrada. Lubrique el orificio interior del vástago del operador y el propio vástago. Coloque el soporte en la válvula y gire varias vueltas los tornillos lubricados. Chaveta Soporte con superficie de montaje ISO 5211 Vástago Fig. 29 Soporte montado sobre la válvula Gire el actuador hasta la posición cerrada y presiónelo con cuidado contra el vástago de la válvula. Recuerde las marcas del volante de mano y del vástago. Lubrique los tornillos del operador. Apriete todos los tornillos. Ajuste el movimiento circular de la bola con los tornillos de cabeza hexagonal situados en el lateral de la carcasa (véase la Fig. 30). El tornillo de tope de la posición abierta es el más cercano al volante de mano en el lateral de la carcasa; el tornillo de la posición cerrada se Fig. 30 Posiciones abierta y cerrada del actuador 5.3 Instalación del actuador serie B1C PRECAUCIÓN: ¡Tenga en cuenta el movimiento de corte de la válvula! Gire la válvula hasta la posición cerrada y accione el pistón del actuador hasta la posición de tope hacia fuera. Lime cualquier rebaba y limpie el orificio interior del vástago. Observe la posición correcta. La línea del final del vástago indica la dirección del orificio de caudal de la bola. Lubrique el vástago de la válvula y el orificio interior del vástago. Sujete el soporte a la válvula sin apretarlo aún. Deslice el actuador con cuidado sobre el vástago. Evite forzarlo, dado que de hacerlo podría dañar la bola y los asientos. Recomendamos montar el actuador de forma que el cilindro apunte hacia arriba. Posicione el actuador en paralelo o vertical con respecto a la tubería, con la máxima exactitud posible. Lubrique los tornillos de montaje del actuador y a continuación sujete todos los tornillos. Ajuste las posiciones abierta y cerrada de la bola por medio de los tornillos de tope del actuador, situados en ambos extremos (véase la Fig. 30). La posición abierta correcta puede observarse por el orificio de caudal del cuerpo. Compruebe que la flecha amarilla del actuador indique la posición del orificio de caudal de la bola. ¡Tenga cuidado para no introducir los dedos en el orificio de caudal! El ajuste de los tornillos de tope no es necesario si el actuador es instalado de nuevo en la misma válvula. Accione el pistón del actuador hasta el extremo de la carcasa (posición abierta). Gire el actuador con la mano hasta que la válvula esté en la posición abierta. Sujete el actuador en esta posición de la forma explicada anteriormente. 1x73 es 15 Compruebe la estanquidad de la rosca de los tornillos de tope. Para conseguir la estanquidad se usa una junta tórica. Compruebe que el actuador esté funcionando correctamente. Accione el pistón del actuador hasta los dos extremos del cilindro y compruebe la posición de la bola y su movimiento con respecto al actuador (cerrar: sentido horario; abrir: sentido antihorario). La válvula debe estar cerrada cuando el pistón se encuentra en la posición extrema hacia fuera. En caso necesario, cambie la posición de la cubierta de indicación del actuador para indicar correctamente la posición abierta/cerrada de la válvula. 5.4 Instalación del actuador serie B1J 5.5 Instalación de otras marcas de actuadores ATENCIÓN: Metso no acepta ninguna responsabilidad por la compatibilidad de los actuadores no instalados por Metso. Otros actuadores sólo pueden instalarse si tienen una conexión de actuador ISO 5211. 6 FALLOS En la Tabla 8 que aparece a continuación se enumeran los fallos que podrían aparecer tras un uso prolongado. 7 HERRAMIENTAS Además de las herramientas estándar, se requieren las siguientes herramientas especiales. Los actuadores con retorno por resorte se utilizan en aplicaciones en las que se requiere un movimiento de apertura o cierre de la válvula en caso de que se interrumpa el suministro de aire. El tipo B1J se utiliza para la operación de acción inversa; el resorte presiona el pistón hacia el extremo del cilindro, la posición extrema hacia fuera. A su vez, el tipo B1JA se utiliza para la operación de acción directa; el resorte presiona el pistón hacia la carcasa. Para el desmontaje del actuador: - Extractor Para el desmontaje de los asientos bloqueados: - Herramienta de extracción Para el bloqueo de los asientos: - Herramienta de bloqueo Los actuadores de retorno por resorte se instalan de una forma similar a los actuadores de la serie B1C, teniendo en cuenta la información que aparece a continuación. 8 5.4.1 Tipo B1J Instale el actuador de forma que el pistón se encuentre en la posición extrema hacia fuera. El cilindro no debe estar presurizado y las conexiones de suministro de aire deben estar abiertas. La válvula debe estar en la posición cerrada. 5.4.2 Estas herramientas pueden pedirse al fabricante. Indique la designación de tipo de la válvula al hacer el pedido. REALIZACIÓN DE PEDIDOS DE RECAMBIOS Al pedir recambios, indique información: siempre la siguiente código de tipo, número de pedido de venta, número de serie (estampado en el cuerpo de la válvula) número de la lista de piezas, referencia, nombre de la pieza y cantidad deseada Esta información aparece en la placa de identificación o en los documentos. Tipo B1JA Instale el actuador de forma que el pistón esté en la posición extrema del cilindro, en el lado de la carcasa. El cilindro no debe estar presurizado y las conexiones de suministro de aire deben estar abiertas. La válvula debe estar en la posición abierta. El resto del procedimiento de instalación es el mismo que en la Sección 5.3. Tabla 8 Fallos posibles Síntoma Fallo posible Fuga a través de la válvula Mal ajuste de los tornillos de tope del cerrada actuador Daños en la superficie de la bola Asiento(s) dañado(s) La bola no puede moverse libremente Movimiento irregular de Impurezas entre la bola y los asientos la válvula Fuga por la empaquetadura de prensaestopas Empaquetadura aflojada Empaquetadura desgastada o dañada Acciones Ajuste el tornillo de tope para la posición cerrada Gire la bola 180° Sustituya el/los asiento(s) Limpie el interior de la válvula Lave la válvula desde el interior Limpie mecánicamente las superficies de sellado y los asientos Apriete las tuercas Sustituya la empaquetadura de prensaestopas 16 1x73 es 9 VISTAS DE DESPIECE Y LISTAS DE PIEZAS 9.1 Medidas de 1 - 1 1/2 pulg. Artículo Cant. Descripción 1 2 3 5 7 1 1 1 1 1 8 9 10 12 13 14 16 17 18 25 62 63 1 1 1 Cuerpo Tapa del cuerpo Bola Vástago Asiento Asiento (H) Bonete Prensaestopas Chaveta Prisionero Prisionero Prisionero Tuerca hexagonal Tuerca hexagonal Tuerca hexagonal Asiento Resorte de asiento Retén trasero (H, G) Retén trasero (J) Junta de cuerpo Junta Empaquetadura Cojinete de empuje Retén trasero Anillo de apoyo Tapón Conjunto de resortes de disco 65 66 69 70 75 76 77 150 1 1 1 2 1 1 1 2 1 1 1 2 Categoría de recambios 3 3 2 2 3 2 2 1 1 1 1 3 2 Categoría de recambios 1: Piezas blandas recomendadas, siempre necesarias para la reparación. Suministrado como un conjunto. Categoría de recambios 2: Piezas para la sustitución del asiento. Suministrado como un conjunto. Categoría de recambios 3: Piezas para la sustitución del elemento obturador. Recambios para una regeneración completa: Todas las piezas de las categorías 1, 2 y 3. 1x73 es 9.2 17 Medida de 2 pulg. Artículo Cant. Descripción 1 2 3 4 5 7 1 1 1 1 1 2 1 2 1 1 Cuerpo Tapa del cuerpo Bola Empujador estriado Vástago Asiento (S, K) Asiento (H, G) Asiento (J) Prensaestopas Chaveta Prisionero Prisionero Tuerca hexagonal Tuerca hexagonal Asiento Placa de retención Pasador de bloqueo Resorte (H, G) Retén trasero (S, K) Retén trasero (H, G) Retén trasero (J) Junta de cuerpo Empaquetadura / conjunto de anillos en V Cojinete de empuje Cojinete de empuje Retén trasero (H, G) Anillo de apoyo (H, G) Tapón Conjunto de resortes de disco 9 10 12 14 16 18 25 42 50 62 63 65 69 70 71 75 76 77 150 1 2 1 1 2 1 2 1 1 1 1 1 1 1 2 Categoría de recambios 3 3 3 2 2 2 3 2 2 1 1 1 1 1 3 3 1 2 Categoría de recambios 1: Piezas blandas recomendadas, siempre necesarias para la reparación. Suministrado como un conjunto. Categoría de recambios 2: Piezas para la sustitución del asiento. Suministrado como un conjunto. Categoría de recambios 3: Piezas para la sustitución del elemento obturador. Recambios para una regeneración completa: Todas las piezas de las categorías 1, 2 y 3. 18 9.3 1x73 es Medidas de 3 y 4 pulg. 18 150 14 71 70 9 10 69 5 1 79 78 13 16 2 65 75 7 3 25 62 76 63 12 Artículo Cant. Descripción Categoría de recambios 1 2 3 5 7 9 10 12 13 14 16 18 25 62 63 65 69 70 71 75 76 78 79 150 1 1 1 1 1 1 1 Cuerpo Tapa del cuerpo Bola Vástago Asiento Prensaestopas Chaveta Prisionero Tornillo Prisionero Tuerca hexagonal Tuerca hexagonal Asiento Resorte Retén trasero Junta de cuerpo Anillo de empaquetadura Cojinete de empuje Cojinete de empuje Retén trasero (H, G) Anillo de apoyo (H, G) Brida inferior Junta Conjunto de resortes de disco 3 1 1 1 5 1 1 1 1 1 1 2 3 2 3 2 2 1 1 1 3 3 1 2 Categoría de recambios 1: Piezas blandas recomendadas, siempre necesarias para la reparación. Suministrado como un conjunto. Categoría de recambios 2: Piezas para la sustitución del asiento. Suministrado como un conjunto. Categoría de recambios 3: Piezas para la sustitución del elemento obturador. Recambios para una regeneración completa: Todas las piezas de las categorías 1, 2 y 3. 1x73 es DIMENSIONES Y PESOS øO E øD A1 A1 A 3 y3"4&pulg. 4" 2 pulg. BRIDA ISO Dimensiones en mm A XU_F øB1 øB A 2" øD øB øB1 K E K øD øB øB1 A1 11"y 1& 1/2 1/2" pulg. MEDIDA M N R E K A TIPO P R P N P øO M N øO M R 10 19 A1 ØB ØB1 ØD E K M N ØO P R NPTF U1 kg 1 F07 216 79 125 119 25.4 170 145 4.76 25 15 17 25 1/4 17 1 1/2 F07, F10 241 86 155 148 38.1 202 172 4.76 35 20 22.2 30 1/4 26 2 F07, F10, F12, F14 292 98 165 153 50.8 215 168 6.35 46 25 27.8 47 1/2 35 3 F14, F16 356 172 210 239 76.2 327 246 12.70 80 45 50.4 81 - 64 4 F14, F16, F25 432 213 275 294 101.6 383 292 12.70 90 55 60.6 91 - 141 20 1x73 es Válvula y actuador B1C medida øB POSICIÓN DE A-VU MOUNTING POSITION: (STD) MONTAJE: A-VU (EST.) size X X medida size G Suministro 1/2 NPT Supply 1/2 NPT øD A1 A A1 øB1 F A G F øD I1 ND800 I2 NI/NK I3 NP/NE K V E J 1 1" y 1&1/2 pulg. 1 1/2" øB1 øB H V E 2 pulg. 2" I1 ND800 K I2 NI/NK J I3 NP/NE H medida size X A F A1 G øD øB1 V E I1 ND800 øB 3 y3" 4 pulg. & 4" Medida de válvula DN Actuador K I2 NI/NK J H I3 NP/NE Dimensiones en mm A A1 ØB ØB1 ØD E F G H l1 NPTF l2 l3 J K V NPT kg X XU01F 25 B1CU6 216 79 125 119 25.4 46 395 270 343 225 210 215 203 145 36 90 1/4 1/4 23 XU1HF 40 B1CU9 241 86 155 148 38.1 50 450 315 386 225 210 215 231 172 43 110 1/4 1/4 38 B1CU11 241 86 155 148 38.1 50 535 375 410 230 215 225 237 172 51 135 1/4 3/8 44 XU02F 50 B1CU11 292 98 165 153 50.8 50 535 375 409 230 215 225 233 168 51 135 1/2 3/8 53 B1CU13 292 98 165 153 50.8 65 640 445 435 250 235 245 249 168 65 175 1/2 3/8 68 XU03F XU04F 80 100 B1CU13 356 172 210 239 76.2 65 640 445 556 250 235 245 327 246 65 175 - 3/8 97 B1CU17 356 172 210 239 76.2 70 785 555 588 270 255 260 342 246 78 215 - 1/2 120 B1CU20 432 213 275 294 101.6 80 880 590 701 290 275 280 407 292 97 215 - 1/2 216 B1CU25 432 213 275 294 101.6 110 1075 725 743 310 295 300 430 292 121 265 - 1/2 274 1x73 es 21 Válvula y actuador B1J/JA MOUNTING POSITION: A-VU A-VU POSICIÓN DE MONTAJE: (STD) (EST.) X medida size G X øD A A A1 A1 F F øD G medida size I1 ND800 øB1 øB V E I3 NP/NE K 1 y 1 1/2 pulg. 1" & 1 1/2" V E I2 NI/NK 2 pulg. 2" J I1 ND800 I2 NI/NK I3 NP/NE øB1 øB K J H H medida size X A A1 F G øD V E 3 y 4 pulg. K 3" & 4" Medida de válvula DN Actuador I1 ND800 I2 NI/NK I3 NP/NE øB øB1 J H Dimensiones en mm A A1 ØB ØB1 ØD E F G H l1 NPTF l2 l3 J K V NPT kg X XU01F 25 B1JU/B1JAU8 216 79 125 119 25.4 50 555 420 336 225 210 215 204 145 43 135 1/4 3/8 36 XU1HF 40 B1JU/B1JAU10 241 86 155 148 38.1 50 640 480 391 230 215 225 237 172 51 175 1/4 3/8 58 XU02F 50 B1JU/B1JAU12 292 98 165 153 50.8 65 815 620 420 250 235 245 249 168 65 215 1/2 1/2 94 XU03F 80 B1JU/B1JAU16 356 172 210 239 76.2 70 990 760 573 270 255 260 342 246 78 265 - 166 B1JU/B1JAU20 356 172 210 239 76.2 80 1230 940 606 290 275 280 361 246 97 395 - 3/4 241 XU04F 100 B1JU/B1JAU20 432 213 275 294 101.6 80 1230 940 679 290 275 280 407 292 97 395 - 3/4 318 B1JU/B1JAU25 432 213 275 294 101.6 110 1490 1140 739 310 295 300 430 292 121 505 - 3/4 493 22 1x73 es Válvula y actuador por engranaje serie M øZ F G V K* J *) Véase la medida K en las tablas de la página 19 Tipo Dimensiones (mm) kg F G J V ØZ M07 196 152 58 38.5 125 M10 297 239 67 52.0 200 5 M12 357 282 81 67 250 10 M14 435 345 94 90 457 18 M15 532 406 106 123 457 31 M16 642 466 127 154 610 45 3 1x73 es 11 23 CÓDIGO DE TIPO 1. 2. 3. 4. 5. 6. XU 02 F W TA S6 7. 8. 9. 10. 11. SJ S A A D . 1. XU Serie y estilo de válvulas y medida entre caras Medida 2. 025 040 8. Paso total, asiento apoyado, medida entre caras según ASME B16.10, Tabla 4, patrón largo DIN 2. ASME 25 mm 1" 40 mm 01 1 1/2" 1H 050 50 mm 2" 02 080 80 mm 3" 03 100 100 mm 4" 04 3. F N P Presión nominal, bridas, taladros en bridas ASME clase 600 PN 64 PN 100 4. Estilo de unión final C DIN2526, cara elevada, forma C 5. TA Diseño estándar. Con carga dinámica, empaquetadura Diseño Q-Trim. Estándar por lo demás. TU Diseño de asiento especial a prueba de sólidos, intervalo de presión 0 - <10 bar (ambiente) T1 Diseño de asiento especial a prueba de sólidos, intervalo de presión 10 - <20 bar (ambiente) T2 Diseño de asiento especial a prueba de sólidos, intervalo de presión 20 - 30 bar (ambiente) CF8M Bonete Metal, K (bloqueado) PTFE - H Metal, H Grafito Incoloy 825 G Metal, H Grafito Incoloy 825 J Metal Grafito - 9. CF8M CF8M WCB WCB CF8M J5 C5 C5 CF8M ¡ATENCIÓN! El bonete sólo se utiliza en las medidas de 1 y 1 1/2 pulg. Material de bola / revestimiento y vástago Estándar SJ 316SS / cromo duro y XM-19 RX 316SS / carburo de cromo & XM-19 RR 316SS / WC-CO y XM-19 RC 316SS / /(W/Cr)C y XM-19 SL 316SS / NiBo y XM-19 Material de asiento y revestimiento Material del asiento Revestimiento A Acero inoxidable 316 Cara dura al cobalto B Acero inoxidable 316 CrC + LF R Acero inoxidable 316 Carburo de tungsteno, WC-CO Acero inoxidable 316 Carburo de tungsteno cromo, (W/Cr)-C Acero inoxidable 316 Carburo de cromo, CrC Material de junta y empaquetadura Empaquetadura Cojinete de empuje A PTFE B Grafito Grafito PTFE Anillos en V de PTFE Aleación al cobalto y acero inoxidable Grafito Grafito D Anillos en V de PTFE PTFE con aditivos 11. PTFE con aditivos Aleación al cobalto y acero inoxidable Materiales de sujeción Prisioneros D *) B8M F **) L7M A ***) B7 Prensaestopas J2 7. K C Material de cuerpo y material de componentes relacionados con el cuerpo Cuerpo y tapa del cuerpo S6 - Junta de cuerpo TQ 6. PTFE 10. Aplicaciones y/o diseño Resorte Metal, S X ASME B 16.5 0,06 pulg. cara elevada, estándar Retén trasero S C W Tipo de asiento, retén trasero y material de resorte Tipo de asiento Tuercas 8M 2HM 2H Material de sujeción, válvulas DIN K *) A2-70 A2-70 R **) 21CrMoV57 24CrMo5 *) Con cuerpo de acero inoxidable **) Con cuerpo de acero al carbono ***) Con cuerpo de acero al carbono y acero de baja aleación, sólo en los EE.UU. 24 1x73 es Metso Automation Inc. Europe, Vanha Porvoontie 229, P.O. Box 304, FI-01301 VANTAA, Finland. Tel. +358 20 483 150. Fax +358 20 483 151 North America, 44 Bowditch Drive, P.O. Box 8044, Shrewsbury, MA 01545, USA. Tel. +1 508 852 0200. Fax +1 508 852 8172 South America, Av. Independéncia, 2500-Iporanga, 18087-101, Sorocaba-São Paulo, Brazil. Tel. +55 15 2102 9700 Fax: +55 15 2102 9748 Asia Pacific, 20 Kallang Avenue, Lobby B, #06-00, PICO Creative Centre, Singapore 339411, Singapore. Tel. +65 6511 1011. Fax +65 6250 0830 China, 19/F, the Exchange Beijing, No. 118, Jianguo Lu Yi, Chaoyang Dist, 100022 Beijing, China. Tel. +86-10-6566-6600. Fax +86-10-6566-2575 Middle East, Roundabout 8, Unit AB-07, P.O. Box 17175, Jebel Ali Freezone, Dubai, United Arab Emirates. Tel. +971 4 883 6974. Fax +971 4 883 6836 www.metso.com/valves
 0
0
Anuncio
Documentos relacionados




Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados