IMPLEMENTACIÓN DEL CONTROL ESTADÍSTICO DEL
Anuncio

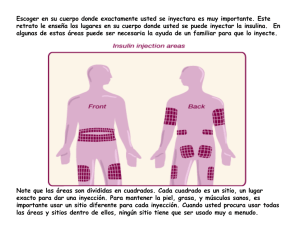
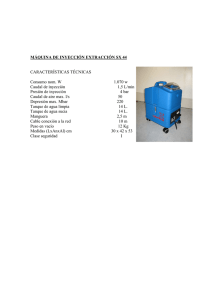
UTEQ Firmado digitalmente por UTEQ Nombre de reconocimiento (DN): cn=UTEQ, o=UTEQ, ou=UTEQ, [email protected], c=MX Fecha: 2014.09.03 13:56:31 -05'00' UNIVERSIDAD TECNOLÓGICA DE QUERÉTARO Nombre del proyecto: IMPLEMENTACIÓN DEL CONTROL ESTADÍSTICO DEL PROCESO A PARÁMETROS DE INYECCIÓN. Empresa: ASPEL MOLDING S.A. DE C.V. Memoria que como parte de los requisitos para obtener el título de: TÉCNICO SUPERIOR UNIVERSITARIO EN PROCESOS INDUSTRIALES ÁREA PLÁSTICOS Presenta: Palma Valdespino Juan David. Asesor de la UTEQ: Asesor de la Organización: Ing. Jaime Ismael Lujan Leal Ing. David Oviedo Santiago de Querétaro, Septiembre de 2014. Resumen. Las máquinas de inyección de plásticos derivan de la máquina de fundición a presión para metales, según algunas referencias, la primera máquina de moldeo fue planeada y patentada en 1872 para la inyección de nitrato de celulosa, pero debido a la flamabilidad y peligrosidad, el proceso no floreció. En 1920 se constituyó en Alemania una máquina para la producción de piezas de materiales termoplásticos mediante el proceso de inyección, dicha máquina era totalmente manual. Posteriormente en 1927 y en el mismo país, se desarrolló una máquina para inyección de plásticos accionada por cilindros neumáticos, pero no tuvo mucho éxito debido a que se requerían máquinas con presiones superiores. El verdadero auge de este proceso sucedió entre los años 1930 a 1940 con las aplicaciones para los recientes polietilenos y acrílicos, se observó que el proceso permitía la fabricación rápida y económica de artículos útiles. A las máquinas manuales, siguieron máquinas accionadas hidráulicamente, cuya construcción alcanzó su verdadero desarrollo hasta el término de la Segunda Guerra Mundial. John Hyatt, registró en 1872 la primera patente de una máquina de inyección, la cual consistía en unos pistones que contenían en su interior derivado celulóicos fundidos. Sin embargo, la pionera de las máquinas modernas, fue la compañía alemana. Sellón Weerw presentó una patente en 1928. 2 El primer artículo producido masivamente, fue la pluma fuente en Inglaterra por la compañía Metmore Manufacturing. En 1932 apareció la primera máquina para inyección operada con sistemas eléctricos, desarrollada por la compañía Eckert & Ziger. En 1951 se desarrolló en Estados Unidos la primera máquina de inyección con un tornillo sin fin (husillo) pero solo fue patentada hasta 1956. 3 Description. The place where I am doing my internship is ASPEL MOLDING SA. DE CV. It is a small and hot building. There is one big office with several work stations. My boss is engineer Javier Loma Calixto. He is an intelligent, talkative, neat, mature, and strict person. He is thin and tall. He has short, straight, black hair. He has medium size, brown eyes and he’s got a dark complexion. 4 Índice Página Resumen ...................................................................................................................... 2 Description .................................................................................................................. 4 Índice........................................................................................................................... 5 I. INTRODUCCIÓN ............................................................................................... 6 II. ANTECEDENTES.............................................................................................. 7 III. JUSTIFICACIÓN ............................................................................................... 9 IV. OBJETIVOS .................................................................................................... 10 V. ALCANCE ....................................................................................................... 11 VI. ANÁLISIS DE RIESGOS ................................................................................. 12 VII. FUNDAMENTACIÓN TEÓRICA ...................................................................... 13 VIII. PLAN DE ACTIVIDADES ................................................................................ 19 IX. RECURSOS MATERIALES Y HUMANOS ...................................................... 20 X. DESARROLLO DEL PROYECTO ................................................................... 22 XI. RESULTADOS OBTENIDOS .......................................................................... 32 XII. CONCLUSIONES Y RECOMENDACIONES ................................................... 33 XIII. ANEXOS XIV. BIBLIOGRAFÍA 5 I. INTRODUCCIÓN Durante varios años, los procesos de inyección de plástico se han realizado de una manera inconveniente convirtiéndose en un problema real. Esto ha provocado que las máquinas de inyección tiendan a fallar o a alarmase de una manera continua, tanto en el proceso; las piezas o producto tienden a ser de una menor calidad. El presente proyecto tiene la finalidad de optimizar el proceso de inyección de plástico mediante el control estadístico (graficas de control X y R). Se entregará el producto con previos análisis de las gráficas de control que revisarán los encargados de calidad. Finalmente, este proyecto es una iniciativa que conllevará al crecimiento de la innovación. 6 II. ANTECEDENTES El grupo ASPEL es una compañía de propiedad privada belga creada en 2000 mediante la fusión de 3 empresas belga (ASPEL – POLYFORM – VG Plastics). ASPEL situado en EUPEN (Bélgica) fue fundada en 1953. Hoy Eupen es la Dirección General del Grupo ASPEL. En 2004 ASPEL abrió sus plantas en México y Eslovaquia. Asimismo, la operación china comenzó en el mismo año. El grupo ASPEL es propiedad de ANCHORAGE, holding financiero belga. Nuestro accionista es financieramente fuerte y tiene una estrategia de inversión a largo plazo con el foco en el crecimiento del valor. Con 300 personas (10% con antecedentes de Ingeniería) y más de 130 máquinas con un rango de 15 a 440 toneladas. ASPEL está presente en 3 continentes: •Europa: Bélgica y Eslovaquia. •América del Norte: México. •Asia: China. FIG. 1 ASPEL MOLDING S.A de C.V. 7 MISIÓN Queremos crear prosperidad y riqueza para: Nuestros clientes Nuestros empleados Nuestros proveedores Los accionistas Y todas las comunidades operando con nosotros. VISIÓN Los seres humanos son parte de nuestro éxito. Buscamos siempre una comunicación abierta, honesta y nos retamos para encontrar las mejores ideas y para tomar las mejores decisiones. Vamos a superar a nuestros competidores en nuestro mercado y deleitar a nuestros clientes dando siempre el “Mejor Valor”. Vamos a ser exitosos en conseguir proyectos clave para nuestro negocio. Desarrollamos un ambiente laboral altamente productivo, innovador y divertido para crear valor y para tener más placer e interés en nuestro trabajo con nuestros compañeros, nuestros clientes y proveedores. Siempre tratamos de ser mejores cada día. 8 III. JUSTIFICACIÓN Hoy día, en cualquier fábrica de plástico se llevan a cabo una serie de procesos o pasos en un cambio de molde, sin embargo muchos de los montadores y ajustadores de moldes cometen un grave error de los que podemos enumerar sólo algunos por el momento, tales como: mal uso de las tolerancias de salida o en el peor de los casos no conocerlas. Es evidente que para no estudiar el proceso los miembros de la empresa deciden de manera infructuosa omitir este control o mantener sus tolerancias con rangos muy abiertos para evitar complicaciones y seguir inyectando. Se busca una alternativa de mejora para las empresas inyectoras de plástico, ya que se pretende hacer que el proceso de inyección sea monitoreado de entradas y salidas analógicas de sus máquinas. FIG. 2 máquinas de inyección. 9 IV. OBJETIVOS Implementar un sistema de Control Estadístico del Proceso a parámetros de inyección. 10 V. ALCANCE Este plan está enfocado a cualquier empresa de la industria del plástico, su alcance considera aquellas pequeñas, medianas y grandes empresas que cuenten con 1 o más máquinas de inyección, ya que este estudio está enfocado a la correcta toma, interpretación y manejo de datos arrojados por una máquina de inyección, de igual manera se puede aplicar a las máquinas de la más alta tecnología como a las que dieron el nacimiento de la inyección de plástico, Las analógicas. 11 VI. ANÁLISIS DE RIESGOS En la realización de este proyecto pueden existir barreras que obstaculicen el cumplimiento del mismo, tal es el caso de que no fuera aceptado por los empresarios, debido a que ya existen proyectos similares o con la misma función. Aunque el proyecto a diseñar reducirá el tiempo y a su vez se podrá ofrecer una mejor calidad del producto, esto ocasionaría desconfianza hacia los clientes, orillándolos a seguir con los procesos rústicos actuales, aun conociendo las ventajas que está ofreciendo este proyecto. Se tendrán que hacer varios cálculos y operaciones las cuales serán pruebas para llegar a un objetivo, el cual se desconoce si obtendremos un cambio satisfactorio o no. 12 VII. FUNDEMENTACIÓN TEÓRICA El proyecto de ingeniería se ha definido como el proceso de aplicar las diversas técnicas y principios científicos con el propósito de definir un proceso o un sistema con suficientes detalles que permita su realización. No existe aún un procedimiento específico, el cual se pueda utilizar para operar las máquinas de inyección de plástico, ya que es un problema no estructurado, es decir, no es como los problemas que llevan el proceso de modo cronológico. Aunque pueden servir de ayuda una serie de pasos que apoyan al ajustador a guiarse y obtener buenos resultados: 1. Identificación de la necesidad. 2. Investigación preliminar. 3. Planteamiento de objetivo. 4. Especificaciones de desempeño. 5. Ideación e invención. 6. Análisis. 7. Selección. 8. Proyecto detallado. 9. Creación de prototipos y pruebas. 13 10. Producción. Estos son los pasos que servirán de ayuda en el desarrollo de un proyecto, pero el estar ordenados del 1 al 10 no significa que deban seguirse de forma consecutiva, sino hay momentos en los que iterar será necesario; iterar significa repetir, regresar a un estado previo, esto para asegurar el éxito del proyecto. Cabe mencionar que esto no asegura el éxito total del proyecto, ya que nada es perfecto, pero si dará un resultado más satisfactorio, seguir los pasos, iterar y disciplina. Identificación de la Necesidad. Este es el paso primordial que da lugar a definir qué se va a realizar, por lo general es determinado por el jefe o cliente, típicamente con la frase: “lo que se necesita es…”. No obstante se necesita un poco más, es decir, un planteamiento más estructurado, pero ese se obtendrá conforme se vaya avanzando en la investigación. Investigación Preliminar. Esta etapa es muy importante, es necesario averiguar qué fue lo que dio origen a la necesidad o problema. Al investigar si existe un proyecto semejante al que se pretende, puede encontrarse que ya hay algunos, y en varios casos puede ser 14 la opción más económica. Otra opción para realizar algo ya existente es la técnica conocida como Benchmarking, ya que en ésta se analizan los proyectos competidores, de los cuales se puede encontrar deficiencias que en el nuevo proyecto que se pretende realizar serán cubiertas. Planteamiento de Objetivos. Una vez que se ha investigado sobre los orígenes de la necesidad y cómo podría satisfacerse es momento de replantear la definición, pero ahora con objetivos más coherentes y concisos. Para que esta fase sea más exitosa es necesario crear el enunciado de la necesidad de forma concisa, general y no debe de mostrar expresiones que predigan la solución, por ejemplo se puede utilizar un ejercicio en el cual se mencionen 10 maneras de realizar la actividad que se pretende que el proyecto desempeñe, esta actividad será más fácil que pedir 10 proyectos diferentes. Especificaciones de Desempeño. En este punto se debe definir las especificaciones de qué es lo que en el proyecto se debe hacer, y no como se debe de hacer, es importante no caer en ese error. El objeto de estas especificaciones es definir y limitar lo que se quiere lograr, de 15 modo que se pueda alcanzar y se pueda mostrar el logro. Para realizar esta etapa se debe efectuar una lista en la que se mencionen las características con las que debe contar el proyecto. Ideación e Invención. Principalmente este paso se vale de la creatividad del ingeniero de proyectos, así que es necesario saber cómo utilizar el proceso creativo, el cual se lleva a cabo de diferentes formas, como lo son la generación de ideas, lluvia de ideas, si se está en un equipo, entre otras. En algunas ocasiones puede aparecer la frustración, pero es normal, ya que sin ésta no se llegaría al éxito, nos ayuda a indagar más. Análisis. Después de haber realizado los pasos anteriores, y se ha estructurado el problema se procede a realizar el análisis de estos mismos, es decir, iterar, se va a repetir tantas veces sea necesario los pasos anteriores, a fin de pulir para garantizar su éxito. 16 Selección. Una vez que se tienen los proyectos potencialmente factibles, se debe seleccionar el mejor disponible, el cual será utilizado para pasar al siguiente paso, proyecto detallado. Para determinar cuál es la opción más factible, se puede valer de una tabla donde se evalúen objetivamente ciertos factores de importancia del proyecto. Proyecto Detallado. Para llevar a cabo este paso es muy ventajoso utilizar software de control estadístico asistido por computadora, de los cuales se encuentran EXCEL, MINITAB, que son los más utilizados, manejado en la realización de gráficas y parámetros de calidad. Pero en este caso se utilizará MINITAB ya que en estos archivos se especificarán las características del proceso, gráficas, tolerancias, mejoras, etc. 17 Creación de Prototipos y Pruebas. Hoy en día es posible la creación de prototipos en los diferentes programas existentes, así como la simulación de estudios, por lo que no hay mucha necesidad de creaciones físicas (gráficas, etc.), además de que también se pueden realizar pruebas para determinar y justificar las características del diseño. Producción. Finalmente, después de haber iterado varias veces y haber puesto mucho esfuerzo, se prosigue a la producción del diseño del proyecto seleccionado y validado. Este paso requiere tanto de inversión en trabajo como en dinero, por lo que es muy importante haber puesto mucha atención en los pasos para garantizar que se ejecutará apropiadamente y no habrá fallos en el funcionamiento. 18 VIII. PLAN DE ACTIVIDADES. PLAN DE ACTIVIDADES UNIVERSIDAD TECNOLÓGICA DE QUERÉTARO Proyecto: “Implementación del control estadístico del proceso a parámetros de inyección” Empresa: ASPEL DE MEXICO SA. DE CV. Profesor: Jaime Ismael Luján Leal Objetivo General: IMPLEMENTACIÓN DEL CONTROL ESTADÍSTICO DEL PROCESO A PARÁMETROS DE INYECCIÓN. Se llevará una serie de pasos y se guiará m ediante gráficas Alumno:JUAN DAVID PALMA VALDESPINO. que existen dentro del program a de una m áq. de iny. Recorrido a la empresa ASPEL MOLDING. Asignación de las actividades que realizare, y el curso de inducción sobre moldes y maquinas. Recopilación de antecedentes del control estadistico del proceso. Elaboración de graficos de control X y R. P R P R P R P R Aprendizage de ajuste de molde P R Capacitación de monitoreo de vigilancias dentro de la maquina. Elaboración y modificación de parametros de control y vigilancias. P R P R Actualizacion en vigilancias a un 10 % P R Colocacion de molde y cargar parametros y vigilancias a un 10% Monitoreo de piezas y de maquina. P R p R P = Avance programado R = Avance real 19 19 al 21 14 al 18 08 al 14 25 al 30 Agosto 21 al 24 11 al 20 05 al 10 18 al 28 Julio 15 al 17 11 al 14 07 al 10 01 al 05 Junio 13 al 22 08 al 12 ACTIVIDAD Mayo 01 al 08 28 al 30 Abril IX. RECURSOS MATERIALES Y HUMANOS. Recursos materiales. Hojas Impresora Lápices Cuaderno Del paquete de office (Excel) Corriente eléctrica Software “MINITAB, EXCEL” Internet Computadora. 20 Recursos humanos Asesor de la empresa, aportará apoyo y revisión en las actividades realizadas dentro de su empresa. Asesor de la UTEQ, quien asesorará al alumno en dudas relacionadas con el proyecto y mantendrá el vínculo entre la escuela y empresa. Un alumno, quien se encargará de la realización del proyecto. Personas dedicadas a la inyección de plástico. 21 X. DESARROLLO DEL PROYECTO. Para llevar a cabo este proyecto será necesario tomar en cuenta la situación y recursos con los que actualmente contamos, puesto que este será la base con la cual se llevará a cabo la realización del proyecto. La necesidad La necesidad sobre la cual se trabajará será sobre la idea de poder crearla o un método más sencillo para poder realizar una estabilidad en el proceso de la inyección de plástico. Investigación del área Dentro del mercado de inyección de plástico existe una variedad de máquinas similares que realizan las mismas funciones, trayendo consigo errores o inestabilidad en el proceso que ocasionan que las piezas salgan de tolerancias, tengan tiros cortos, rebabas, etc. 22 Es por eso que el diseño a su vez será de gran desarrollo para la misma, puesto que su realización genera una estabilidad en el proceso y tendrá resultados satisfactorios tanto para la empresa como para el cliente. Desempeño del proceso. Será capaz de realizar la misma función en otras máquinas de inyección con la misma capacidad. Para éste método tiene contemplado utilizar o poner las vigilancias a un 10% de un 100%. Revisión de graficas dentro de la máquina. Investigación de campo Se realizó una investigación y se encontró que la mayoría de las fábricas no trabajan con este tipo de método y tienden a salirse de tolerancias sus máquinas de inyección y se alarman sus máquinas. Información a utilizar. 23 Control estadístico de la calidad Definimos el “Control Estadístico de la Calidad” como la aplicación de diferentes técnicas estadísticas a procesos industriales (mano de obra, materias primas medidas, máquinas y medio ambiente), procesos administrativos y/o servicios con objeto de verificar si todas y cada una de las partes del proceso y servicio cumplen con unas ciertas exigencias de calidad y ayudar a cumplirlas, entendiendo por calidad “la aptitud del producto y/o servicio para su uso. 24 GRÁFICAS DE CONTROL FIG. 3 Gráficos X y R Un gráfico de control es un diagrama especialmente preparado donde se van anotando los valores sucesivos de la característica de calidad que se está controlando. Los datos se registran durante el funcionamiento del proceso de fabricación y a medida que se obtienen. Objetivo General Todo gráfico de control está diseñado para presentar los siguientes principios: Fácil de entendimiento de los datos Claridad Consistencia Medir variaciones de calidad 25 Graficas X-R Los gráficos X-R se utilizan cuando la característica de calidad que se desea controlar es una variable continua. VIGILANCIAS EN MÁQUINAS DE INYECCIÓN DE PLÁSTICO Sirven para mantener un proceso mediante tolerancias, las cuales evitan que se vayan piezas defectuosas al cliente. Ya que al salirse un parámetro fuera de cualquiera de las tolerancias definidas la inyectora tiene la capacidad de scrapear dichos tiros defectuosos por medio de un dispositivo de selección. FIG. 4 VIGILANCIAS 26 PROTOCOLIZACIÓN Se protocoliza para que después de un determinado tiempo, podamos evaluar cuáles son los valores mínimos y máximos de cada parámetro a monitorear y así mismo la media y desviación estándar. Las cuales nos ayudan a evaluar y decidir si mi lote de producción es confiable o no estadísticamente hablando. En aspel molding de México se operan con tolerancias del 10% es decir que mientras los lotes de producción se inyecten bajo estas condiciones se garantiza que los clientes no tendrán problemas con las partes inyectadas. FIG.5 PROTOCOLIZACION. 27 El moldeo por inyección es un proceso complicado y puede fallar muchas cosas. Algunos defectos comunes en las partes moldeadas por inyección son los siguientes: Rebaba. Esto ocurre cuando la fusión de polímero se mete en la superficie de separación entre las partes del molde, también puede ocurrir alrededor de los pernos de inyección .El defecto es causado generalmente por: 1. Venteos y claros muy grandes en el molde. 2. Presión de inyección demasiado alta comparadas con la fuerza de sujeción. 3. Temperatura de fusión demasiado alta. 4. Tamaño excesivo de la carga. 28 Ráfagas. Como ya se mencionó anteriormente, las ráfagas tienen un aspecto muy similar a las estrías, sin embargo estas tienen diversas causas. • La ráfaga aparece periódicamente aparece detrás de secciones estrechas (puntos de cizalla) o cantos vivos del molde. • La temperatura de la masa está cerca del límite superior del proceso. • Disminuyendo la velocidad de avance del husillo se obtiene una reducción del defecto. • La reducción de la temperatura de masa actúa positivamente contra el defecto. • Largo tiempo de permanencia en la unidad de plastificación o en la parte delantera del husillo (debido, por ejemplo, a interrupciones en el ciclo de trabajo o a inyecciones de poco volumen). • Alto contenido de material recuperado o el material ha sido fundido varias veces anteriormente. • El molde está equipado con colada caliente. • El molde está equipado con boquilla de válvula. • Disminuyendo la temperatura de la masa disminuye el defecto. Ráfagas por quemaduras. Son debidas a la degradación térmica de la masa. El resultado puede ser una disminución de la longitud de la cadena molecular 29 (decoloración plateada) o un cambio de la macromolécula (decoloración amarronada). Las posibles causas de la degradación térmica son: • Pre secado a temperatura demasiado alta o durante un tiempo demasiado largo. • Temperatura de la masa demasiado alta. • Cizallamiento demasiado alto en la unidad de plastificación (por ejemplo; velocidad del husillo demasiado alta) o en el molde (por ejemplo, velocidad de inyección excesiva). • Tiempo de permanencia en la unidad plastificación demasiado largo. Las ráfagas por humedad. Aparecen en la superficie de la pieza moldeada en forma de colas de cometa. La superficie que rodea las ráfagas plateadas es, a menudo, porosa y rugosa. Las ráfagas debidas a humedad en la superficie del molde, aparecen como zonas largas, deslustradas y laminadas. Signos de las ráfagas por humedad: • El material tiene tendencia a absorber humedad (ejemplo. PA, ABS, CA, PBT. PC, PMMA, SAN). • Cuando al inyectar lentamente “al aire”, el fundido muestra burbujas y/o desprende vapor, el frente de avance solidificado en un llenado parcial muestra estructuras tipo cráter. • Alto contenido de humedad en el material antes del proceso. • Alta humedad en el ambiente (especialmente en combinación con moldes y materiales fríos). 30 Ráfagas por aire. En la mayoría de los casos, las ráfagas de aire aparecen como ráfagas mates, plateadas o blancas que se hallan cerca de la última zona de llenado, nervios y variación de grosor de las paredes. Pueden aparecer ráfagas de forma laminar partiendo de la entrada y también de las depresiones o grabados. A continuación se explican las posibles causas y soluciones a las ráfagas por aire: • El defecto disminuye con una menor descompresión. • El defecto disminuye cuando el husillo avanza más lentamente. • Se aprecian burbujas en el material inyectado. • El frente de avance en un llenado parcial muestra estructuras tipo cráter. Ráfagas de color. Estas son debidas a una distribución desigual de los componentes o a distintas orientaciones de los pigmentos en el flujo del fundido, la degradación térmica y las fuertes deformaciones pueden también dar origen a cambios o diferencias de color. 31 XI. RESULTADOS OBTENIDOS. Obtuvimos una estabilidad en el proceso y acabado de la pieza las máquinas de inyección de plástico tienden a alarmarse menos. Tanto el ajustador como el técnico de turno llevan un control mediante la protocolización y graficas X y R dándose cuenta que el proceso tiene una media, una desviación estándar el cual ayuda para poner las vigilancias con una tolerancia muy cerrada sin que el proceso salga de control. Se evitan tiros cortos, rebabas, ráfagas, burbujas, quemaduras etc. El control estadístico de una máquina de inyección se lleva a cabo mediante presiones y tiempos las cuales son las que se monitorean cada determinado tiempo. Se obtuvieron buenos resultados ya que el proceso de ASPEL MOLDING se estabilizó y las piezas que se han fabricado han sido de mayor calidad. TABLA 1. 6 RESULTADOS TABLA 2. MEDIA- DESVIACION ESTANDAR. 32 XII. CONCLUSIONES Y RECOMENDACIONES. El proceso final satisface completamente las expectativas de este trabajo. Esta implementación nueva al proceso de las máquinas de inyección ha sido de mucha utilidad ya que genera una confiabilidad tanto al cliente como a la empresa, es un proceso con óptimas características en calidad, obteniéndose buenos resultados de término de cada pieza como un buen proceso sin que tenga tantos problemas la máquina. Con respecto a las tolerancias del 10% es decir que mientras los lotes de producción se inyecten bajo estas condiciones se garantiza que los clientes no tendrán problemas con las partes inyectadas. Como conclusión final de este trabajo cabe decir que es importante entender el proceso para poder concluir dicho proyecto será enfocado a las máquinas o proveedores de inyección de plástico generando un buen producto y una estabilidad en el proceso. 33 XIII. ANEXOS. Curso de control estadístico. Curso de programación de robot. Fig. 6 pich´s 34 XIV. BIBLIOGRAFÍA. (ASPEL MOLDING, 2013) (ARBURG, 2014) 35