Oilfield Review
Anuncio

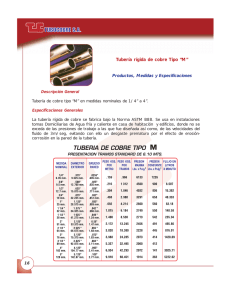
Monitoreo y manejo de la integridad de la tubería flexible Rich Christie Zhanke Liu Sugar Land, Texas, EUA Roderic Stanley Coiled Tube Resource Management Houston, Texas Michelle Torregrossa Houston, Texas Andrew Zheng Katy, Texas Liam Zsolt Prudhoe Bay, Alaska, EUA Traducción del artículo publicado en Oilfield Review 27, no. 1 (Mayo de 2015). Copyright © 2015 Schlumberger. Por su colaboración en la preparación de este artículo, se agradece a Greg Bowen, Houston. CoilScan, CoilScan RT y CoilScan AP son marcas de Schlumberger. La tubería flexible es sometida a desgaste y fatiga en cada viaje de entrada y salida de un pozo. Un nuevo sistema de escaneo en la localización del pozo ayuda a los operadores a minimizar las fallas prematuras de la tubería a través del monitoreo continuo de sus anomalías a medida que se desarrollan. Los avances registrados en las tecnologías de perforación y estimulación de pozos están revelando nuevas extensiones productivas (plays) para el desarrollo de recursos no convencionales. El éxito de estas extensiones productivas depende en gran medida de la capacidad de los operadores para maximizar la exposición de los pozos a los yacimientos y su posterior puesta en producción. Estas estrategias se basan en la perforación de pozos horizontales o de alcance extendido, seguida por tratamientos de estimulación por fracturamiento hidráulico. Para bajar las herramientas y los equipos para los tratamientos de estimulación en los pozos de alto ángulo, los operadores recurren cada vez con más frecuencia a las capacidades que proporciona la tubería flexible. plástica mación Defor Falla n elás mació Límite elástico Defor Esfuerzo, σ tica Umbral de fluencia plástica Deformación, ε 50 Oilfield Review La tubería flexible (TF) está diseñada para ser suficientemente flexible y dúctil como para tolerar la acción de enrollado y desenrollado en su carrete de almacenamiento y a la vez mantener suficiente resistencia como para bajar y extraer las herramientas del fondo del pozo. Esta tubería está fabricada con acero al carbono de baja aleación, sus diámetros oscilan entre 0,75 y 3,5 pulgadas y su longitud puede exceder los 9 100 m [30 000 pies]. Desde las áreas de tierra firme hasta las áreas marinas, y desde las operaciones de perforación y terminación de pozos hasta las de remediación, la tecnología de TF ha demostrado su versatilidad. La TF se utiliza para la perforación de pozos de re-entrada, la adquisición de registros (perfilaje), las operaciones de pesca, disparos, fracturamiento, acidificación, limpieza y descarga de pozos, las instalaciones de bombas eléctricas sumergibles y otras aplicaciones.1 Una operación con TF típica somete la tubería a numerosos y variados tipos de esfuerzos que, con el tiempo, debilitan levemente la tubería y finalmente conducen a su puesta fuera de servicio. Durante cada despliegue de la TF, diversas fuerzas actúan en concierto para degradar la duración en servicio de la sarta. En su trayecto hacia el interior del pozo, la sarta se extrae de su carril de almacenamiento, se dobla por encima de un arco de guía y luego se endereza cuando pasa por el cabezal inyector para ingresar en el pozo; en el fondo, la tubería debe flexionarse para extenderse más allá del talón del pozo, en el caso de un tramo lateral (derecha). Los esfuerzos flexores tienden a alcanzar valores máximos en el arco de guía y en el carrete, donde pueden exceder el límite de elasticidad de la tubería de acero, sometiendo la sarta a deformación plástica. Una vez concluidas las tareas de fondo de pozo, el proceso se invierte cuando la tubería se extrae del pozo y se vuelve a enrollar en el carrete.2 Las flexiones, dilataciones y esfuerzos de tracción reiterados ejercen cargas cíclicas en la tubería. Las tensiones resultantes imparten fenómenos de fatiga de bajo número de ciclos y daño acumulado, que producen la formación de microfisuras y finalmente obligan a retirar la sarta de servicio.3 Además de la fatiga de bajo número de ciclos, ciertas condiciones de operación exacerban las cargas de esfuerzos habituales: un radio de curvatura estrecho o la existencia de condiciones de alta temperatura o alta presión interna pueden obligar a retirar de servicio la sarta de TF al cabo de tan sólo algunos cientos de ciclos. Muchos otros factores afectan la duración en servicio de la TF. La composición metalúrgica determina su resistencia a la tracción y los tipos de Volumen 27, no.1 Arco de guía Unidad de la tubería flexible Carrete de la tubería flexible Cabezal inyector Preventor de reventón Talón Profundidad total > Puntos de flexión. En los pozos horizontales, la tubería flexible normalmente encuentra al menos tres puntos de flexión: el carrete, el arco de guía y el talón del pozo. ambientes en los que puede operar. Las inclusiones ras, muescas o melladuras. Los elementos tubulares o las soldaduras deficientes pueden causar defec- de producción de cromo son particularmente abratos. Los fluidos bombeados en el fondo del pozo, sivos para las tuberías de acero al carbono. tales como los utilizados para los tratamientos áciPara prevenir los problemas asociados con el dos o las terminaciones con salmuera, pueden pro- desgaste y la fatiga de la tubería, la industria de ducir corrosión, al igual que la humedad residual la TF ha instituido prácticas de manejo de tuberías que queda en la tubería durante su almacena- para la manipulación y el tratamiento de las tubemiento. La corrosión produce picaduras y degrada rías flexibles. La mayoría de los sistemas de manejo el espesor de la pared de la tubería.4 El daño mecá- de tuberías estiman el avance de la fatiga de la TF nico —resultado de las operaciones rutinarias con con el tiempo mediante el rastreo del número de TF causado por el contacto con el carrete, el cabezal ciclos de flexión impuestos por el carrete y el arco inyector, los preventores de reventón, las partes de guía, o cuello de ganso, además del seguimiento Oilfield Review internas del cabezal de pozo y el equipamiento de de los diversos parámetros operativos. Las normas WINTER 14/15 terminación de fondo de pozo— se manifiesta CoilScanen Fig 1 industriales optional establecen límites para la dimensión del daño mecánico forma de defectos superficiales, tales como rayaduORWINT 14/15 CLSCN 1 optionalexterno que resulta aceptable 1. Para obtener más información sobre la tecnología de tubería flexible (TF) y sus aplicaciones, consulte: Varhaug M: “Carretes de grandes dimensiones en la localización del pozo,” Oilfield Review 26, no. 2 (Diciembre de 2014): 71–73. Boumali A, Brady ME, Ferdiansyah E, Kumar S, van Gisbergen S, Kavanagh T, Ortiz AZ, Ortiz RA, Pandey A, Pipchuk D y Wilson S: “Tubería flexible: métodos innovadores de intervención de pozos,” Oilfield Review 17, no. 4 (Primavera de 2006): 30–45. 2. Asociación Internacional de Tecnología de Tubería Flexible: “An Introduction to Coiled Tubing: History, Applications, and Benefits,” Longview, Texas, EUA: ICoTA, 2005. 3. La duración por fatiga se expresa en términos de la cantidad de ciclos de carga requeridos para que se inicie y luego se propague una grieta hasta alcanzar un tamaño crítico específico que vuelve inutilizable la tubería. En general, la fatiga de bajo número de ciclos se define como la falla de un material en 1 000 o menos ciclos; no obstante, la tubería flexible puede fallar después de tan sólo algunos cientos de ciclos de carga, dependiendo de la severidad de la deformación acumulada con el tiempo. 4. MacArthur J, Shearer C, Crabtree A y Nelson R: “Coiled Tubing NDT Inspection: Implementation, Experience and Results,” artículo SPE 56940, presentado en la Conferencia del Área Marina de Europa, Aberdeen, 7 al 9 de septiembre de 1999. 51 Cordón de soldadura longitudinal Soldadura a tope Soldadura oblicua Soldadura oblicua Tubería > Soldaduras de la tubería flexible. Los procesos de manufactura iniciales utilizaban soldaduras a tope (izquierda) para unir entre sí las secciones de tubería. Después de descubrir numerosas fallas en la zona afectada por el calor, adyacente al cordón de soldadura, los fabricantes de tuberías desarrollaron un nuevo procedimiento de manufactura, que implica la utilización de fajas planas de planchas de acero cuyos extremos se unen antes de adquirir forma tubular. Estas fajas se cortan en ángulo y se unen mediante una soldadura oblicua (derecha). Cuando la faja se enrolla para conformar un tubo, esta soldadura forma una espiral (centro). La soldadura oblicua distribuye los esfuerzos de la zona de soldadura a lo largo de la espiral en vez de concentrarlos en una banda estrecha como sucede en las soldaduras a tope. para las operaciones con TF; la mayoría de las del carrete de almacenamiento, el sistema de insespecificaciones se basa en la profundidad del pección de tuberías en tiempo real CoilScan RT daño, expresada como porcentaje del espesor cuenta con una serie de sensores incorporados nominal de la pared. La tubería generalmente es que permiten al operador monitorear el estado de retirada cuando la pérdida de metal excede el la sarta de TF a medida que se enrolla y se desenrolla para ser bajada y extraída del pozo. El sis10% del espesor de la pared.5 Los daños y las imperfecciones se identifican tema de inspección establece la localización y la normalmente durante las inspecciones periódi- magnitud de las anomalías internas y externas, cas de las tuberías, en que pueden utilizarse téc- que indican la existencia de defectos y daños en nicas de evaluación no destructiva (NDE) para la tubería. Esta tecnología permite a las brigadas medir la geometría de los defectos que producen de operaciones con TF identificar defectos y discontinuidades en la superficie. Diversos métodos monitorear su desarrollo a lo largo de la vida útil NDE, incluidos ensayos con líquidos penetrantes, de la tubería. ensayos radiográficos, de partículas magnéticas, corrientes parásitas y fugas de flujo magnético, Problemas en la fabricación han sido adaptados para la identificación de daños Bajo las condiciones de esfuerzos y deformacioy defectos en las TF. Dependiendo de la técnica nes de las operaciones petroleras, los defectos y empleada, los inspectores de TF miden el diámetro las imperfecciones poco importantes de la tubeexterno (OD), la ovalidad y el espesor de la pared ría pueden convertirse en problemas de considede la tubería; identifican soldaduras, rayaduras ración que socavan la integridad de la sarta de TF y externas, muescas y fisuras; y detectan picaduras comprometen las operaciones. Estos defectos pueden atribuirse a tres fuentes principales: defectos internas por corrosión y defectos de soldadura. Las inspecciones regulares forman parte del de manufactura, corrosión y daño mecánico induOilfield Review plan de mantenimiento programado de las sartas de WINTER 14/15cido en servicio. TF y, en general, se llevan a cabo fuera CoilScan de la localiFig 1 La manufactura de la tubería flexible comienza 14/15enCLSCN 1 en donde los rollos de acero en plala fábrica, zación del pozo; en centros de servicios ORWINT de tuberías. Como tales, estas inspecciones obtienen sólo un cas se estiran y se cortan en tiras que se conocen reporte instantáneo del estado de la tubería antes o con el nombre de planchas o chapas (skelps). después del despliegue. Estos reportes instantá- Cada plancha se corta al sesgo, generalmente con neos son intermitentes y pueden no ser suficientes un ángulo de 45°. Los bordes oblicuos de varias para evaluar la severidad de los defectos y la funcio- planchas se sueldan entre sí para formar una tira nalidad de una sarta de TF o para determinar la continua de planchas de acero y las propiedades causa del daño. En la localización del pozo, las con- mecánicas de la soldadura oblicua son casi idéntidiciones que afectan la integridad de la TF y su cas a las de la plancha. A continuación, se le da duración en servicio pueden cambiar rápidamente. forma tubular a la tira de planchas de acero mienSi los problemas son detectados de manera tem- tras que una soldadora por inducción, de alta freprana, en ciertos casos es posible modificar los cuencia, fusiona sus dos extremos para formar un parámetros de operación para prolongar la vida cordón de soldadura longitudinal continuo. Una vez que se forma un tubo con la plancha de acero, útil de la sarta. Este artículo analiza un sistema de inspec- la soldadura oblicua con un ángulo de 45° se ción de tuberías flexibles que opera en la locali- enrolla helicoidalmente alrededor de la tubería y zación del pozo en tiempo real. Instalado cerca se distribuye de manera uniforme a lo largo de 52 una mayor extensión de tubería que en el caso de las soldaduras a tope (izquierda). La fresadora remueve el material sobrante de la parte externa del cordón de soldadura para obtener un OD parejo en la tubería, cuyo interior se lava para remover cualquier incrustación o material suelto. En ciertos casos, también debe removerse el material sobrante de la soldadura del interior de la tubería.6 Si bien las compañías de tuberías adoptan medidas para prevenir su ocurrencia, durante el proceso de manufactura se presentan dos tipos de problemas. A veces, en la acería, pueden introducirse inclusiones no metálicas, tales como el óxido de calcio, en la tira de acero.7 Esas impurezas e inclusiones pueden producir la delaminación de la pared de la tubería, la degradación de las propiedades mecánicas del acero y un incremento del riesgo de corrosión. El segundo tipo de problema es provocado por cualquier interrupción del proceso de soldadura. Las interrupciones de la soldadura pueden producir una falta parcial o Dilatación Estrechamiento Erosión Daño del inyector > Daño relacionado con el servicio. El daño mecánico, tal como las marcas, rayaduras y muescas del inyector, puede ser considerado el resultado normal de los viajes de entrada y salida del pozo. Sin embargo, ciertos tipos de daños relacionados con el servicio, tales como los procesos de dilatación, estrechamiento y erosión, pueden reducirse o evitarse si se presta especial atención a los parámetros operacionales, tales como la presión de la tubería. Oilfield Review Indicadores Utilización en pozos con tubulares de cromo Defectos externos aislados visibles Tipo de daño Daño mecánico Mecanismos de daño Abrasión de superficie Dentelladas, muescas y marcas de tipo arado Desgaste extendido visible g Pasos de mitigación Evitar aplicar esfuerzo cíclico al defecto Mover la M l tubería t b í lentamente l t t a través de los tubulares de cromo Utilizar reductores de fricción de metales Ajustar el equipo de superficie Pérdida de espesor de la pared con pérdida de diámetro externo Pérdida de espesor de la pared sin pérdida de diámetro externo Anomalías internas periódicas de tipo fuga de flujo magnético (MFL) Utilización en pozos con H2S Daño por fluidos Corrosión por almacenamiento Daño reactivo Utilización en operaciones de bombeo de ácido Alto nivel de fatiga Surcos o marcas de tensión en la tubería Defectos MFL aislados invisibles Fuga o filtraciones internas Daño metalúrgico Estrechamiento aislado (pérdida de diámetro externo) Reducir las velocidades de bombeo Bombear fluidos menos abrasivos Incrementar el inhibidor de corrosión Mejorar los procedimientos de purga Corrosión por ácido Evitar ácidos y H2S en el fondo del pozo Corrosión por H2S Incrementar el volumen de inhibidor de ácidos o H2S Deformación plástica como resultado de operar por encima del umbral de fluencia plástica Enderezar la tubería para evitar una alta fatiga Operar por debajo del umbral de fluencia plástica Daño del fabricante Soldaduras de campo deficientes Evitar aplicar esfuerzo cíclico a las secciones dañadas Reducir la presión cuando el daño pasa el cuello de ganso > Indicadores y mitigación de daños. El daño resultante de las operaciones con tubería flexible a menudo puede diagnosticarse y mitigarse en la localización del pozo. completa de fusión, que a su vez puede generar porosidad, un relleno deficiente de la zona de soldadura y orificios abiertos a lo largo de las soldaduras oblicuas y las soldaduras continuas. La corrosión puede constituir un problema significativo a lo largo de la vida útil de una sarta de TF. A través del despliegue en el pozo, la tubería puede ser expuesta a tratamientos ácidos, fluidos de terminación a base de salmuera, agua, ácido sulfhídrico [H2S] y dióxido de carbono [CO2]. Esa expo5. Si se produce una pérdida de metal en una sección pequeña de la tubería, se puede cortar esa sección y soldar el resto de la tubería antes de volver a ponerla en servicio; si la pérdida de metal a lo largo de la sarta de tubería es considerable, se puede retirar toda la sarta. 6. Asociación Internacional de Tecnología de Tubería Flexible, referencia 2. 7. El óxido de calcio ayuda a remover las impurezas del acero, tales como el fósforo y el azufre. Si se agrega óxido de calcio, estas impurezas forman una escoria en la superficie del metal fundido, que luego puede ser despumada para su remoción. 8. Para obtener más información sobre la corrosión en los equipos de campos petroleros, consulte: Brondel D, Edwards R, Hayman A, Hill D, Mehta S y Semerad T: “Corrosion in the Oil Industry,” Oilfield Review 6, no. 2 (Abril de 1994): 4–18. Volumen 27, no.1 sición favorece la corrosión, que puede producir picaduras en la pared de la tubería y reducir su espesor.8 Para combatir estos problemas, los fabricantes de tuberías y los usuarios han establecido diversas medidas. Durante la ejecución de las pruebas de presión hidrostática, las compañías de tuberías mantienen el fluido de prueba con niveles de pH levemente alcalinos, oscilantes entre 8 y 9. Después de las pruebas, proceden a vaciar y limpiar el interior de la tubería para remover cualquierOilfield resto deReview fluido. Algunas comWINTER 14/15 pañías bombean nitrógeno en la tubería y manCoilScan Fig 2A tienen una leve presión eliminar ORWINTpara 14/15 CLSCNtodo 2A el oxígeno posible durante el almacenamiento y el transporte. También pueden utilizarse inhibidores de corrosión para recubrir las superficies internas y externas de las tuberías. Las amenazas más comunes para la integridad de la tubería son quizás las que tienen su origen en las operaciones de rutina llevadas a cabo en la localización del pozo (arriba). La manipulación normal de la TF en la localización del pozo somete la tubería a daños mecánicos —rayaduras, abrasiones, melladuras o muescas— a través del contacto con el inyector, el cabezal del pozo, la tubería de revestimiento y el equipo de terminación, y también a través del contacto con las formaciones abrasivas en los ambientes de agujero descubierto. Otros daños operacionales pueden manifestarse de distintas formas (página anterior, abajo), entre las cuales se encuentran las siguientes: •dilatación: expansión localizada de la tubería causada por las altas presiones durante las maniobras •estrechamiento: estiramiento y afinamiento causado por la aplicación de excesiva fuerza de tracción •erosión: desgaste de las superficies interna y externa de la tubería como resultado de las altas tasas de flujo o la abrasión •daño del inyector: las marcas transversales de sujeción o las muescas longitudinales producidas a medida que la TF se inyecta en el fondo del pozo pueden ser el resultado de la operación incorrecta del inyector, la mala alineación de los bloques de agarre del inyector o la presencia de objetos extraños entre los bloques de agarre y la tubería flexible. 53 Sensor Daño interno Flujo magnético Daño externo > Fuga de flujo magnético. El flujo magnético en una tubería puede ser interrumpido por cualquier tipo de discontinuidad producida a través de la superficie interna o externa de la tubería. El espacio de aire existente en la discontinuidad de la superficie no puede sustentar la misma magnitud de flujo que el acero. Esto hace que el campo magnético se filtre por el metal y se extienda fuera del defecto. – + Campo magnético de la bobina Bobina Tubería flexible Campo magnético de la corriente parásita Corrientes parásitas Oilfield Review WINTER 14/15 CoilScan Fig 3 ORWINT 14/15 CLSCN 3 > Corrientes parásitas. Para medir el diámetro externo y la ovalidad de una sarta de TF, se utiliza una probeta de corrientes parásitas. La corriente fluye a través de la bobina primaria de la probeta, generando un campo magnético. Este campo produce corrientes parásitas en la tubería conductiva. Las corrientes parásitas generan sus propios campos magnéticos, que se encuentran desfasados con respecto al campo magnético de la bobina primaria original. 54 Los defectos de manufactura, la corrosión y el daño relacionado con el servicio producen defectos de superficie que afectan la capacidad de la tubería para manejar las cargas de esfuerzo cíclico ya que concentran el esfuerzo. Idealmente, cuando se aplica una carga en una parte de la tubería, el esfuerzo resultante se distribuye uniformemente. Sin embargo, las rayaduras, muescas, picaduras o agujeros de alfiler, producen huecos en la superficie de la tubería metálica y esos huecos no pueden tolerar las cargas. El esfuerzo debe redistribuirse entonces a lo largo del resto del metal, lo que produce una distribución despareja que alcanza valores máximos en los bordes de los huecos. Esto a su vez produce la concentración del esfuerzo.9 Además, estos factores que incrementan el esfuerzo aceleran la formación de fisuras por fatiga. Cuando la tubería ha sido sometida a un cierto número de ciclos de esfuerzo, cabe la posibilidad de que se formen fisuras por fatiga en los lugares donde se concentra el esfuerzo. Las fisuras por fatiga normalmente se inician en la superficie de la tubería; por consiguiente, los defectos de superficie, tales como la abrasión, las picaduras o las rayaduras, pueden reducir la duración en servicio. Contrariamente, las superficies parejas incrementan el tiempo requerido para la formación de fisuras por fatiga. Dado que la TF es dúctil, esos defectos en general no causan la falla de la tubería al principio y no necesariamente producen la inaptitud de toda la sarta. Las imperfecciones secundarias producidas en la superficie pueden rectificarse con una pulidora y un cepillo. A veces, se deben cortar secciones de tubería enteras y dejar las secciones sanas a ambos lados del corte para volverlas a unir mediante soldadura. No obstante, con el tiempo, hasta las imperfecciones secundarias pueden convertirse en defectos de consideración y amenazar la integridad estructural de la tubería. El sistema de escaneo de la TF El sistema de inspección de la tubería en tiempo real CoilScan consiste en un cabezal de inspección, un sistema de adquisición de datos y el software de monitoreo. Este sistema emplea dos técnicas comprobadas de evaluación no destructiva para detectar defectos en la tubería: las pruebas de fugas de flujo magnético (MFL) y las pruebas por corrientes parásitas. Estas técnicas son muy adecuadas para las operaciones petroleras y no requieren superficies de tuberías limpias ni ningún tipo de agente de acoplamiento entre los sensores y la tubería. Dado que el sistema CoilScan RT utiliza sensores sin contacto, se adapta a sartas de TF con superficies rugosas, Oilfield Review Unidad de medición de la ovalidad del OD Rueda del odómetro Probeta de medición del OD Mitad superior del anillo sensor MFL Mitad inferior del anillo sensor MFL Codificador rotativo de profundidad Rodillo Unidad de medición de fugas de flujo magnético (MFL) Tubería flexible > Cabezal de inspección del sistema CoilScan RT. Una charnela longitudinal permite fijar el cabezal de inspección alrededor de la tubería, que es escaneada a medida que se sube a través del centro del cabezal de inspección. Los rodillos de baja fricción permiten que la tubería pase libremente a través del cabezal. sucias, húmedas o lodosas. Las únicas partes que tocan la tubería durante las operaciones normales son los rodillos de guía de acero inoxidable y las ruedas de los odómetros. Los sensores MFL localizan defectos y determinan el espesor de la pared; los sensores de corrientes parásitas miden el OD y la ovalidad de la sarta de tubería. Este sistema proporciona un proceso de monitoreo continuo en tiempo real con una velocidad operacional de hasta 40 m/min [130 pies/min].10 Volumen 27, no.1 La fuga de flujo magnético constituye la base para la detección de las anomalías magnéticas presentes en la sarta de tubería. Las anomalías se originan normalmente a partir de muescas, picaduras, pérdidas de metal u otras imperfecciones, incluidos daños de materiales o defectos de manufactura. Oilfield Review MFL emplea imanes fuertes para El dispositivo WINTER inducir14/15 un campo magnético en la pared de acero CoilScan Fig 5 de la tubería ORWINT 14/15flexible. CLSCN Este 5 campo magnético fluye desde su polo sur o negativo —por donde ingresa en el acero— hasta su polo norte o positivo, por donde sale. Cualquier discontinuidad o hueco producido en la tubería magnetizada tendrá una orientación polar similar; cuando el campo magnético encuentra una discontinuidad —una fisura, por ejemplo— sale por el polo norte de la fisura y vuelve a ingresar por su polo sur. El espacio de aire existente entre los bordes de la fisura no puede sustentar tanto flujo magnético como el acero, por lo que el campo magnético se dispersa o se filtra (página anterior, arriba). Esta fuga del flujo es detectada por los sensores de efecto Hall del cabezal de inspección.11 Las mediciones de la intensidad y la distribución de la fuga de flujo magnético infieren los defectos subyacentes presentes en el acero. Este método también puede ser utilizado para determinar el espesor de la pared de la TF. Las corrientes parásitas son corrientes eléctricas circulares inducidas dentro de un conductor por los campos magnéticos cambiantes de ese conductor. En una probeta de corrientes parásitas, la corriente eléctrica alterna fluye a través de una bobina de alambre y genera un campo magnético oscilante (página anterior, abajo). Cuando la probeta se aproxima a la TF, se producen corrientes parásitas en la superficie de la tubería. Las corrientes parásitas generan su propio campo magnético, que es opuesto al campo magnético originado en la bobina de alambre. Como resultado de ello, la impedancia eléctrica de la bobina de alambre se altera, y a partir de las mediciones del cambio de impedancia eléctrica producido en la bobina, es posible determinar la distancia entre la probeta de corrientes parásitas de la bobina y la superficie conductora de la TF. Mediante la utilización de estas mediciones, el sistema CoilScan RT determina el OD de la tubería y la ovalidad de la sarta de TF. Las dos mitades del cabezal de inspección de la TF forman un cucharón de quijadas o almeja que se coloca alrededor de la tubería y las mediciones se obtienen a medida que la TF se desenrolla y se enrolla en el carrete (izquierda). El cabezal 9.Para obtener más información sobre el esfuerzo, la deformación, la carga mecánica y la fatiga, consulte: NDT Resource Center, https://www.nde-ed.org/ (Se accedió el 1º de octubre de 2014). 10.Zheng A, Liu Z, Zwanenburg M, Burgos R, Scuadroni N y Stayer A: “State-of-the-Art Portable Measurement and Defect Detection Technology for Coiled Tubing String,” artículo SPE 163945, presentado en la Conferencia y Exhibición sobre Tubería Flexible e Intervención de Pozos de la SPE/Asociación de Operaciones de Intervención y Tubería Flexible, The Woodlands, Texas, 26 al 27 de marzo de 2013. 11.Un sensor de efecto Hall es un transductor que varía su voltaje de salida en respuesta a la fuerza de un campo magnético. 55 Amplitud MFL, gauss 100 50 0 –50 1 815,4 1 815,5 Profundidad, m 1 815,6 1 815,7 130 Amplitud MFL, gauss 90 50 10 –30 Ci 360 rc 288 un fe 216 re nc 144 ia, gr 72 0 ad 1 815,4 os 1 815,7 Profundidad, m > Gráfica de la rúbrica de la fuga de flujo magnético (MFL), de alta definición y en tres dimensiones, correspondiente a una anomalía de soldadura oblicua típica. Las soldaduras oblicuas son muy utilizadas en el proceso de manufactura y se encuentran en casi todas las sartas de tubería flexible. Una anomalía asociada con estas soldaduras es causada principalmente por cambios localizados en las propiedades de los materiales, en especial los cambios producidos en la permeabilidad del acero entre dos planchas o chapas. En algunas sartas de TF, las soldaduras oblicuas unen planchas de diferente espesor, y este cambio de espesor también puede incidir en la fuga de flujo magnético. Esta representación muestra un conjunto de lecturas de amplitud MFL de todos los sensores de efecto Hall (extremo superior). La misma anomalía se mapea en 2D y en 3D (extremo inferior). Los colores corresponden a valores de MFL en gauss, de más bajo (azul) a más alto (rojo). La vista en planta puede ser rotada para una mejor visualización de los datos. consiste en un subsistema MFL, un subsistema de medición de la ovalidad del OD y un subsistema de odómetro. El subsistema MFL se encuentra ubicado en el centro del cabezal de inspección y emplea imanes permanentes y sensores de efecto Hall para examinar el espesor deOilfield la pared de la TF y detecReview WINTERinterna 14/15 y externa. tar anomalías en sus paredes CoilScan Fig 6 a través Los datos del sensor MFL son procesados ORWINT 14/15 CLSCN 6 de filtros digitales especialmente diseñados para detectar fisuras por fatiga, corrosión, agujeros, entalladuras, muescas y picaduras por corrosión, y los datos procesados son utilizados además para cuantificar las pérdidas de metal producidas con el tiempo. El subsistema de medición de la ovalidad del OD mide el diámetro externo de la tubería. Estas mediciones son utilizadas para calcular la ovalidad. Las mediciones del OD se obtienen a partir 56 de probetas de desplazamiento de corrientes parásitas dispuestas en pares opuestos a lo largo de la circunferencia de la tubería. El subsistema de odómetro mide la profundidad, longitud y posición de la tubería a medida que es inspeccionada. Dos subconjuntos de odómetros proporcionan redundancia y confiabilidad en la medición de distancia. Cada subconjunto está provisto de una rueda de medición y un codificador rotativo de alta resolución para convertir la rotación de la rueda en distancia lineal. Un subsistema de adquisición de datos interactúa con el cabezal de inspección, procesa e interpreta los datos de los sensores de corrientes parásitas y MFL, y los conteos del codificador de profundidad, y luego envía los resultados al monitor para su visualización. Este subsistema independiente de adquisición y procesamiento de datos puede colocarse a una distancia de hasta 30 m [100 pies] del cabezal de inspección. Las capacidades esenciales bajo condiciones de operación normales son las siguientes: •medición del espesor de la pared con una precisión de ±0,127 mm [±0,005 pulgadas] •medición del diámetro externo con una precisión de ±0,254 mm [±0,01 pulgadas] •detección de defectos de tipo agujeros pasantes de tan sólo 0,79 mm [0,031 pulgadas] •detección de afinamientos de la pared, agujeros ciegos, entalladuras transversales y longitudinales en las superficies internas y externas de la sarta de tubería •cálculo de la ovalidad y mediciones de la amplitud MFL, el espesor de la pared y del diámetro externo obtenidas cada 1,2 cm [0,5 pulgadas] a lo largo del eje de la TF. Todas las mediciones son integradas con un software de modelado e interpretación 3D que ayuda al operador a detectar, identificar, visualizar con un ángulo de 360° y rastrear las anomalías que se desarrollan con el tiempo. Procesamiento y visualización de datos en la localización del pozo Las señales del sensor MFL codifican una combinación compleja de mediciones relacionadas con la geometría y la severidad de los defectos de la superficie de la tubería y las anomalías de su pared. En la unidad de TF, la tecnología de caracterización CoilScan AP procesa las señales del codificador de profundidad, las corrientes parásitas y la MFL para ayudar a la brigada a cargo de las operaciones con TF a interpretar las condiciones cambiantes de la tubería. Desde la interfaz gráfica de la unidad de TF, el ingeniero especialista en operaciones con TF y el operador pueden establecer los parámetros de la operación, fijar niveles de alarma asociados con la detección de anomalías y ejecutar funciones de presentación de informes posteriores a la operación. Cuando las anomalías alcanzan un valor umbral especificado por el usuario, la tecnología CoilScan AP envía alarmas visuales y audibles al operador de la unidad de TF. Las alarmas son detonadas cuando sucede lo siguiente: •la amplitud de la señal MFL excede el valor umbral especificado •el espesor de la pared se reduce por debajo del valor umbral •los cálculos de la ovalidad exceden el valor umbral. El software de la tecnología CoilScan AP conserva un registro de todos los eventos disparadores de alarmas en su tabla de registros de alarmas. Durante una operación, el operador de la TF puede Oilfield Review 0 Circunferencia grados 360 0 Espesor de Amplitud la pared OD gauss 400 –1,7 1,7 0,075 pulg 0,179 1,95 pulg 2,05 Prof., pies 2 200 2 200 2 600 2 600 3 000 3 000 3 400 3 400 3 800 3 800 4 200 4 200 4 600 4 600 5 000 5 000 5 400 5 400 5 800 5 800 6 200 6 200 6 600 6 600 7 000 7 000 0 Circunferencia grados 360 0 Vibración, g Prof., pies TF usada Vibración, g TF nueva Espesor de Amplitud la pared gauss 400 –1,7 1,7 0,075 pulg0,168 OD 1,95 pulg 2,05 > Comparación de gráficas logarítmicas correspondientes a tuberías flexibles nuevas y usadas. Una gráfica logarítmica típica del sistema CoilScan RT permite a las brigadas a cargo de las operaciones con TF monitorear los parámetros de la tubería en función de la profundidad. La gráfica de la tubería abierta (carril 1) es un mapa a color a lo largo del eje de la tubería, que muestra la circunferencia como una superficie aplanada de 0° a 360°. Los colores más oscuros (negro, azul y púrpura) indican la ausencia de anomalías, los colores intermedios (verde, amarillo y anaranjado) indican anormalidades secundarias y el rojo significa la presencia de una anomalía, que puede ser un defecto o no. El valor umbral a color es especificado a través de la configuración del control de amplitud. La gráfica de amplitud (carril 2) es el conjunto de todas las señales proporcionadas por los sensores MFL y muestra la amplitud máxima del campo magnético. Si la señal exhibe un pico con una magnitud que supera el umbral de amplitud especificado, disparará una alarma audible. La gráfica de vibraciones (carril 3) indica la vibración máxima detectada por el anillo sensor de MFL y se mide en términos de la aceleración gravitacional (g = 9,81 m/s2 o 32,17 pies/s2). Esta gráfica es utilizada para correlacionar las alarmas falsas que podrían ser disparadas por la manipulación tosca de la tubería o del cabezal de inspección en sí, como lo indican las áreas rojas del mapa a color y los picos de la gráfica de amplitud que coinciden con los picos de la gráfica de vibraciones. La gráfica del espesor de la pared (carril 4) indica los valores máximos (verde), promedio (azul) y mínimos (rojo) de todas las mediciones del espesor de la pared obtenidas en la circunferencia de la tubería. Si el valor promedio de espesor de la pared es inferior a un valor crítico, se disparará la alarma audible. La gráfica del diámetro externo (OD) (carril 5) muestra las mediciones del diámetro máximo (verde), promedio (azul) y mínimo (rojo). En esta comparación, la amplitud MFL (carril 2) es relativamente baja para la TF nueva (izquierda). La misma sarta de TF, después de un servicio pesado (derecha), exhibe numerosos picos de amplitud MFL (carril 2) y cambios en el espesor de la pared (carril 4). ingresar notas en el campo de comentarios de esa tabla. Todos los comentarios se guardan con los datos principales para pasar a ser un adjunto permanente de los datos de las inspecciones. Si se selecciona cualquier fila de la tabla, se iniciará una pantalla de amplitud MFL de la anomalía asociada (página anterior). El ingeniero especialista en operaciones con TF puede evaluar las rúbricas de MFL en la localización del pozo y archivar los datos para una revisión más exhaustiva después de la operación. A medida que la tubería se enrolla y se desenrolla para ser introducida y extraída del pozo, la brigada a cargo de las operaciones con TF moni- Volumen 27, no.1 torea la amplitud MFL y diversos parámetros de la operación utilizando la gráfica logarítmica. Para la tubería usada, no es poco común observar decenas e incluso cientos de picos en la tabla de amplitud de una sarta típica. Cada pico corresponde a una anomalía magnética y, por ende, a un Oilfield(arriba). ReviewPara abordar el gran defecto potencial WINTER 14/15 número de picos y las dificultades asociadas con CoilScan Fig 7 la interrupción de la operación con ORWINT 14/15 CLSCN 7TF a fin de ejecutar una comprobación —la localización física del defecto que produjo la alarma MFL y su posterior investigación más exhaustiva utilizando evaluaciones no destructivas— los investigadores de Schlumberger desarrollaron un programa para identificar y rastrear automáticamente las anomalías registradas. Mediante la utilización de algoritmos avanzados de identificación, reconocimiento y correspondencia de patrones, el programa identifica el tipo de defecto subyacente y proporciona información valiosa acerca de la severidad del defecto. Igualmente importante es el hecho de que el programa rastrea la iniciación y el desarrollo del defecto en diversos momentos de la vida útil de la tubería. La identificación automática de los defectos se basa en una librería de defectos que ha sido cargada previamente en el programa. Esta librería compara las rúbricas MFL con fotografías de 57 3 pulgadas 7,6 cm 3 pulgadas 7,6 cm Defecto seleccionado 400 300 Amplitud MFL, gauss Amplitud MFL, gauss 300 200 0 100 –100 –200 Defecto correspondiente (muesca) 400 200 0 100 –100 0 2 4 6 8 10 12 –200 0 2 Posición, pulgadas 4 6 Posición, pulgadas 8 10 12 > Identificación de daños en la tubería y la librería de defectos. La curva roja proviene del límite superior de las mediciones de todos los sensores de MFL; la curva azul proviene de su límite inferior. La curva roja y la curva azul juntas constituyen la rúbrica de los defectos MFL. Las gráficas MFL obtenidas a partir de una inspección de una sarta de 2 pulgadas de OD con el sistema CoilScan RT revelan daños severos en la tubería. El software identificó correctamente el defecto como una muesca en la superficie de la tubería y además proporcionó información sobre la severidad. Esta identificación se efectuó sin tener que detener la operación con la TF para comprobar el defecto. El defecto de la TF (extremo superior izquierdo) puede compararse con un defecto similar disponible en la librería predefinida (extremo superior derecho). Las correspondientes rúbricas de amplitud MFL, derivadas del defecto y de la librería, también mostraron concordancia (extremo inferior). numerosos defectos recolectadas en inspeccio- las operaciones de inspección individuales, es nes de obradores y de campo. El software identi- posible reconstruir todo el desarrollo de un defecto fica los defectos recién descubiertos mediante la en particular (próxima página, abajo). correlación de sus rúbricas MFL con los patrones Inspección continua de la librería predefinida de referencia (arriba). Este proceso de rastreo automático de defectos A través del monitoreo MFL continuo de la tubepermite a las brigadas a cargo de las operaciones ría —desde su primera utilización hasta el final con TF llevar un historial de los defectos importan- de su vida útil— es posible identificar, aislar y tes para cada sarta, caracterizados por su seme- rastrear los defectos, proceso que genera evaluaReview ciones mejoradas del estado y la funcionalidad janza con las rúbricas MFL, las profundidades y los Oilfield futura 14/15 de una sarta de TF. Mediante la integraespesores de paredes catalogados. El rastreo de WINTER CoilScan Fig 8 ción de14/15 estasCLSCN características en un dispositivo las rúbricas MFL a medida que se desarrollan ORWINT 8 puede arrojar luz sobre la severidad de cada portátil pequeño para la inspección en tiempo defecto y su impacto en la integridad de la tube- real, el sistema CoilScan RT mejora significativamente la capacidad para monitorear la integriría (próxima página, arriba). En las operaciones subsiguientes, la tecnolo- dad general de la tubería. gía CoilScan AP permite al ingeniero especialista 12.Liu Z, Minerbo G y Zheng A: “Steel Coiled Tubing en operaciones con TF identificar y rastrear los Defect Evaluation Using Magnetic Flux Leakage Signals,” artículo SPE 168260, presentado en la defectos con el tiempo. Mediante la compilación Conferencia y Exhibición sobre Tubería Flexible e de todos los defectos equivalentes, registrados en Intervención de Pozos de la SPE/ICoTA, The Woodlands, Texas, 25 al 26 de marzo de 2014. 58 Una vez que los sensores localizan un defecto, la prioridad siguiente consiste en evaluar la severidad del defecto en relación con su efecto en la integridad de la TF. La severidad del defecto puede ser determinada mediante la obtención de su longitud, ancho y profundidad. Los investigadores de Schlumberger están utilizando el análisis por elementos finitos (FEA) para modelar la fuga de flujo magnético para defectos mecánicos específicos de la TF. Los modelos FEA, seguidos por pruebas de laboratorio de las respuestas de MFL en tuberías reales, indican que la geometría de los defectos puede ser medida con precisión utilizando las pruebas MFL. Los investigadores continúan avanzando en la definición de las relaciones existentes entre los perfiles de las mediciones MFL y 13.Torregrossa M, Zsolt L y Zwanenburg M: “Optimizing Pipe Management with a New Approach of Coiled Tubing Integrity Monitoring,” artículo SPE 168303, presentado en la Conferencia y Exhibición sobre Tubería Flexible e Intervención de Pozos de la SPE/ICoTA, The Woodlands, Texas, 25 al 26 de marzo de 2014. Oilfield Review Amplitud MFL, gauss 50 0 –150 –250 0 2 4 6 8 10 Relación MFL = 1,01 150 50 0 –150 –250 12 0 2 4 Posición, pulgadas Amplitud MFL, gauss Amplitud MFL, gauss 50 0 –150 –250 0 2 4 6 10 50 0 –150 –250 12 0 2 8 10 50 0 –150 –250 12 0 2 4 Posición, pulgadas 6 8 6 8 10 12 10 Operación de rastreo de defectos 5 250 Relación MFL = 2,11 150 4 Posición, pulgadas Operación de rastreo de defectos 4 250 Relación MFL = 1,85 150 8 Relación MFL = 1,11 150 Posición, pulgadas Operación de rastreo de defectos 3 250 6 Operación de rastreo de defectos 2 250 Amplitud MFL, gauss Amplitud MFL, gauss Relación MFL = 1,00 150 Operación de rastreo de defectos 1 250 Amplitud MFL, gauss Operación de rastreo de defectos primarios 250 12 Posición, pulgadas Relación MFL = 2,34 150 50 0 –150 –250 0 2 4 6 8 10 12 Posición, pulgadas > Rastreo de defectos. La rúbrica de un defecto MFL (sombreado rosado) es rastreada desde el desarrollo inicial del defecto (extremo superior izquierdo) hasta su rúbrica final antes de retirar la TF (extremo inferior derecho). Mediante el rastreo de los cambios producidos en las señales con el tiempo y a través de las operaciones, la brigada a cargo de las operaciones con TF puede monitorear con qué rapidez se deteriora un defecto. La relación MFL, que se calcula dividiendo la amplitud MFL del defecto en desarrollo, durante cada operación, por la amplitud MFL del defecto inicial, es una medida normalizada de la severidad del defecto. Dentro de la ventana de muestreo de 30 cm [un pie] mostrada, el desplazamiento lateral leve de la posición del defecto es el resultado del estiramiento de la tubería y de las reacciones a la tensión. las correspondientes características geométricas de los defectos.12 Los investigadores también están logrando avances en la evaluación del impacto de los defectos en la fatiga de las tuberías. Mediante la identificación y la agrupación de los defectos en diferentes tipos —entalladuras, muescas o melladuras transversales o longitudinales— los investigadores pueden establecer una correlación entre las señales MFL de los defectos y la duración en servicio de la tubería. 300 250 MFL, gauss e la cia d en Tend 200 ica rúbr FL de M 150 100 Oilfield Review WINTERTubería 14/15 retirada CoilScan Fig 9 ORWINT 14/15 CLSCN 9 50 0 El manejo de las tuberías ahora puede basarse en mediciones físicas continuas, entre una operación y otra, con un sistema de rastreo orientado a objetos que permite a los operadores de tuberías flexibles monitorear los defectos con el tiempo con un mínimo de interrupción de las operaciones normales en la localización del pozo. Las brigadas a cargo de las operaciones con tubería flexible podrán comprender las circunstancias que producen defectos y que favorecen la degradación posterior de la tubería además de idear técnicas de mitigación.13 Los defectos serán rastreados y registrados simultáneamente con las características de la TF y los parámetros críticos de la operación. La integración del sistema de inspección de la tubería en tiempo real CoilScan RT en las operaciones con TF ofrece la promesa de redefinir las prácticas de manejo de las tuberías. —MV Tubería nueva Jul. 14 Ago.14 Sep. 14 Oct. 14 Nov. 14 > Desarrollo de un defecto. Numerosas inspecciones fueron llevadas a cabo en una sarta de TF durante cinco meses, utilizando el sistema CoilScan RT. Las lecturas MFL de un defecto en particular muestran un incremento constante desde la etapa inicial de la vida útil de la TF (puntos azules), pasando por la etapa intermedia (puntos verdes), y hasta la etapa final de la vida útil (puntos rojos). La amplitud MFL prácticamente se triplicó durante el período de vida útil de la sarta de TF, pasando de aproximadamente 100 gauss, cuando la tubería fue puesta en servicio, hasta casi 300 gauss cuando se la retiró. Los paneles en colores se centran en el defecto y los colores corresponden a los valores de MFL en gauss, desde el más bajo (azul) hasta el más alto (rojo). Volumen 27, no.1 59