Trefilado y estirado
Anuncio

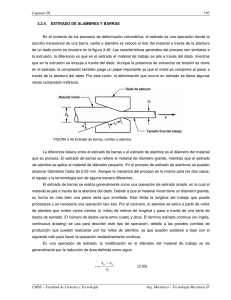
ESTIRADO Y TREFILADO El estirado y el trefilado son dos procedimientos de conformación de materiales dúctiles que se realizan estirándolos a través de orificios calibrados, denominados hileras. La operación consiste en deformar el metal mediante la aplicación de una fuerza delantera que obliga al metal a pasar por la abertuara de la matriz, que controla la geometría, y el tamaño de la sección de salida. El estirado incluye operaciones en las que se estira el metal, en herramientas contenedoras adecuadas, apartir de láminas o blancos planos, para formar tazas cilíndricas o formas rectangulares o formas irregulares, de mucha o poca profundidad. En este proceso grandes cantidades de barras, tubos, alambres y secciones especiales son terminadas mediante estirado en frio. La relación entre la forma o diámetro antes de estirar y la forma o diámetro después de estirar, determina la magnitud de los esfuerzos. Las operaciones intensas de estirado en frío requieren material muy dúctil y, como consecuencia de la cantidad de deformción plástica, endurecen el metal con rapidéz y se necesita recocido para restaurar la ductilidad para trabajo adicional. El trabajo de estirado es, más o menops, el producto de la longitud del estiramiento y la presión máxima del punzón, porque la carga se eleva con rapidez hasta su máximo, permanece constante y tiene u brusco descenso al final del estiramiento, salvo que halla fricción contra la pared. DIFERENCIAS ENTRE YTREFILADO Y ESTIRADO Aunque el procedimiento es fundamentalmente el mismo, se distingue el estirado del trefilado en tres aspectos principales: • En la clase de material que se aplica. El estirado se aplica a barras de 4 a 6 metros de longitud y diámetro superior a 10mm , y también a tubos. El trefilado se alica a redondos de secciones pequeñas de 5 a 8mm de diámetro, o secciones grandes, para las cuales se utiliza equipos voluminosos de trefilado. b) En el objeto de la operación el objeto del estirado es principalmente calibrar, endurecer con la deformación o dar forma determinada a la barra, siendo en este procedimiento el adelgazamiento del material más que el fin en el medio para conseguir los fines expuestos.además en los aceros estirados mejoran de maquinabilidad, sobre todo los denominados aceros de fácil mecanización, como los aceros al plomo y los aceros al azufre. En cambio en el trefilado se pretende casi exclusivamente adelgazar el material, siendo su endurecimento y calibrado objetivos secundarios. c) En la realización de la operación 1 en el estirado, la operación se realiza en una sola pasada, mienrras que en el trefilado se adelgaza el material en varias pasadas. METALES Y ALEACIONES APTAS PARA CONFORMACION POR ESTIRADO Los materiales y aleaciones que se someten a conformación por estirado deben ser: Suficientemente dúctiles. De suficiente resistencia a la tracción, para que no se rompan al estirar. De excelente calidad en cuanto a uniformidad de composición y estructura, ya que cualquier defecto puede provocar la rotura de la barra. Los materiales más empleados para la conformación por estirado son los acerios al carbono y aleados, el cobre, los latones, el aluminio y sus aleaciones y el magnesio y sus aleaciones. El órgano fundamental del estirado es la hilera cuyo perfil longitudinal se pude dividir en cuatro partes: • Embocadura de ángulos redondeados. • Sección de reducción. • Sección de calibrado, que es cilíndrica, donde se ajusta bién el diámetro de la barra y se pule su superficie; la longitud de esta parte es de ½ del diámetro. • Cono de salida, que es otro tronco de cono, de ángulo de 30º. Las cuatro secciones tienen los ángulos de unión entre sí redondeados para facilitar el flujo del material. Según el material de uqe se realizan las hileras se denominan regenerables, que se pueden estrechar cuando se desgastan, martillandolas, o no regenerables. Las hileras regenerables son de acero al cromo de composición similar a 2%de C y 2% a 13% de Cr. Las hileras no regenerables son de carburo de wolframio(widia), montadas en portahilers de acero ordinario. 2 =Semiangulo de lamatriz o angulo a la trefila =Angulo de la matriz = Deformación logarítmica Lc= Longitud de contacto Do= Longitud onicial Df= Longitud final Ao= Area inicial Af=Area final r= reducción de área Esfuerzo real de estirado F=Fuerza de estirado Vc= Velocidad final o de salida 3