CS88 / CS 89 - Livro Tecnico de Instruccciones
Anuncio

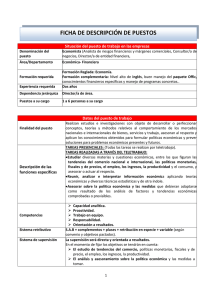
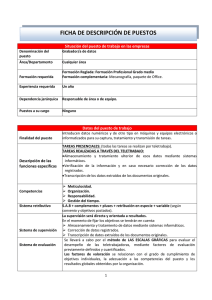
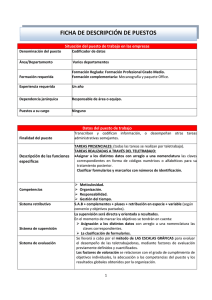
CS 88 & CS 89 MECANICA NEUMATICA Livro Tecnico de Instrucciones Version 2 au 12 / 06 Cassese / Communication GRAPAS EN FORMA DE W GRAPAS PARA ENSAMBLADORAS CASSESE La grapa en w patentada por Cassese se puede usar con todas nuestras maquinas. Su diseno especial permite un apretado perfecto de sus ensamblados de molduras, eso merced a su desformacion cuando entra en la madera. Segun la densidad de la madera se puede elegir entre grapas : Para madera normal (7 alturas disponibles) Para madera dura ( 5 alturas disponibles) Cargado del tambor de la cs 4095 Cargado de la cs 79 FABRICACION EN ACERO DE CALIDAD SUPERIOR GRAPAS SUELTAS SIN GOMA PARA NO ENSUCIAR A LA MAQUINA PROTECCION LUBRICADAS PARA FACILITAR ANTIOXIDACION LA PENETRACION EN LA MADERA ACONDICIONADAS EN CARTUCHOS DE APROX. 275 GRAPAS IDENTIFICACION POR ETIQUETAS DE LAS GRAPAS PARA MADERA DURA IDENTIFICACION FACIL DEL TAMANO DE GRAPAS SEGUN EL COLOR DEL CARTUCHO CAMBIO FACIL Y RAPIDO DEL CARTUCHO SIN GASTOS DE GRAPAS NINGUN AJUSTE REQUERIDO PARA CAMBIOS DE TAMANO DE GRAPAS . EN CONFORMIDAD CON LAS NORMAS INTERNACIONALES REFERENCIA TIPO REFERENCIA 30303NCOI 3 mm 30304NCOI 4 mm 30305NCOI 5 mm 31305BDCO 5 mmBD 30307NCOI 7 mm 31307BDCO 7 mmBD 30310NCOI 10 mm 31310BDCO 10 mmBD 30312NCOI 12 mm 31312BDCO 12 mmBD 30315NCOI 15 mm 31315BDCO 15 mmBD Cajitas de 6 cartuchos de 275 grapas (1650 grapas por cajita) Cassese Communication 30403NCOI 30404NCOI 304 05 NCOI 314 05 BDCO 304 07 NCOI 314 07 BDCO 304 10 NCOI 314 10 BDCO 304 12 NCOI 314 12 BDCO 304 15 NCOI 314 15 BDCO1 TIPO 3 mm 4 mm 5 mm 5 mm BD 7 mm 7 mm BD 10 mm 10 mmBD 12 mm 12 mmBD 15 mm 15 mmBD Cajitas de 40 cartuchos de 275 grapas (11000 grapas por cajita) 01 / 2002 CS88 / CS 89 - Livro Tecnico de Instruccciones SUMARIO 1 INTRODUCCIÓN 1. Introducción 2. Accessorios 3. Especificaciones 4. Garantía Página 3 Página 3 Página 3 Página 3 2 INSTALACIÓN 1. Selección de las grapas 2. Colocación del cargador de grapas Página 4 Página 5 Página 5 3 AJUSTES l. Ajuste de los 2 estribos autoregulables 2. Elección de la colocación de la grapa 3. Posicionamiento de la prensa horizontal 4. Posicionamiento de la prensa vertical Página 6 Página 7 Página 8 Página 9 4 USO l. Uso de la máquina Página 10 5 REVISIÓN 1. Cambio del martillo Página l l 6 FALLOS Y SOLUCIONES Página l 3 7 PIEZAS POR SEPARADO - PLANOS 1. Plan 2. Nomenclatura Página 14 Página 15-16 El material descrito en esta documentación podría modificarse de acuerdo al progreso técnico de nuestras fabricaciones. CS 88 / CS 89 12 / 06 Cassese Communication INTRODUCCIÓN 1. INTRODUCCIÓN Acaba de adquirir una CS 88 -CS 89. Le felicitamos por su excelente elección y le agradecemos su confianza. La CS 88 - CS 89 ha beneficiado de nuestros 25 años de experiencia en la fabricación de máquinas de ensamblaje de marcos, que nos han hecho famosos. Le permitirá el ensamblaje de moldes de madera de todo tipo de perfiles (N° de patente 8800188). La CS 88 - CS 89 ha sido especialmente diseñada para que el operario pueda trabajar en frente de la máquina o detrás de ella. El ensamblaje se realiza mediante unas grapas de metal especialmente diseñadas para asegurar una presión perfecta. Utilice únicamente los cargadores de grapas CASSESE (CS). 2. ACCESORIOS suministrados con la máquina: - 1 triángulo blanco (para maderas blandas) - 1 triángulo negro para maderas duras (montado sobre la máquina) - 1 martillo de recambio / 3 llaves inglesas ( 2,5 - 3 - 6 mm ) - 1 herramienta para reponer las grapas en el cargador. - 1 tubo de grasa D -1 escuadra para perfiles pequenos + CS 89 1 prensador de goma amarillo para madera blanda con su cilindro de aluminio + CS 89 1 coneccion rapida puesto en la maquina/ 1 conneccion estandar/ 1 conneccion usa/ 1 coneccion rapida 3. ESPECIFICACIONES: - Anchura mínima de la moldura: 5 mm; máxima: 95 mm - Altura mínima de la moldura: 5 mm; máxima: 85 mm - Tamaño mínimo del marco: 60 x 60 mm a la vista - Tamaño de las grapas en los cargadores de 275: 5, 7, 10, 12. 15 mm - Dos tipos de grapas para: Maderas blandas, Maderas duras. - Peso neto: 25 kg - Dimensiones: - longitud: 600 mm - profundidad: 450 mm - altura: 1090 mm - Opciones: cuñas octogonales, hexagonales, u otras bajo pedido. + CS89 : Allimentacion por aire comprimido 4 o 6 bares / kg - Consumo: 1.5 litro / ciclo Acondicionado de aire regulador+manometro Coneccion por tubo flexible diam int 8 mm OPCIONES: Herramientas para fabricar marcos de 6 o 8 lados (sobre pedido) - 3 escuadras para fijar la maquina al suelo Insertar la parte D de la escuadra en el aujero ubicado al pie de la maquina 4d/ fijar la maquina con tornillo o tuerca al suelo ( no incluido) 4. GARANTÍA La CS 88 tiene l año de garantía respecto a sus partes, mano de obra y cualquier defecto de fabricación. La garantía no cubre las partes utilizadas o dañadas por un uso indebido de las instrucciones de este manual. 1 INSTALACIÓN Para su transporte, las piezas móviles de la CS 88 han sido bloqueadas: - Potencia (Rep. 1) (para desbloquear, ver página 4) - Tabla móvil (Rep. 2) (para desbloquear las 2 paradas- Rep. 4, Rep. 5) - Prensa horizontal (3) En cuanto a las explicaciones acerca de la instalación y ajustes dadas en este folleto, se ha considerado que el usuario se encuentra en frente de la máquina (ver la Figura A al pie de esta página). 12 Fig N°A 1 11 9 2 6 8 3 FRONTAL Fig N°B IMPORTANTE: Para obtener un óptimo funcionamiento de la CS 88 - CS 89, le recomendamos realizar las operaciones de ajuste y puesta en servicio en el orden indicado en este esquema. 5 4 7 CS89 CONECCION NEUMATICA VER PAGINA 3 2 CS 89 CONECCION NEUMATICA USA ESTANDAR REGULADOR GRAPADORA Z 675 Z 675 CONECCIÓN RÁPIDA HEMBRA Z 749 CONECCIÓN USA /EEUU CONECCIÓN DE GANCHOS Z 556 Z 701 COMPRESOR D Manometro V PARO DE URGENCIA Conectar la cs 89 al tubo flexible debajo del plato gris, cerca del enchufe neumatico (ref V). Poner el enchufe en posicion on .La presion tiene que alcanzar los 6 bares , la puede ajustar con el regulador (ref D). 3 AJUSTES 1. AJUSTE DE LOS 2 ESTRIBOS AUTOREGULABLES (Rep. 8 y 9) (en función de la forma de las molduras) Si requiere una mejor visualización de la operación siguiente, puede ajustar el botón de bloqueo desde el exterior de la mesa de trabajo. Para volver a la situación inicial, hágalo girar suavemente hasta que quede nivelado con la esquina a ensamblar. B 1. Coloque la moldura contra la parada derecha (Rep. 9). 2 2. Afloje el botón de bloqueo (B). 3. Apoye la moldura contra la mesa, haga girar el estribo hasta encajar contra el reverso de la moldura, y posteriormente tense el botón (8). ES VITAL REALIZAR AJUSTES PERFECTOS PARA OBTENER BUENOS RESULTADOS. 4. Coloque la segunda moldura y repita el proceso con el estribo izquierdo (item 8), 5. Ajustes del ángulo del estribo: la máquina está predeterminada para ángulos de 90°. Para obtener cualquier otro ángulo, únicamente debe tierar del botón (6) hacia dentro o hacia fuera. NB - Por definición, un marco rectangular o cuadrado no puede tener un ángulo inferior a 90°. 2. SELECCIÓN DE LAS POSICIONES DE ENGRAPADO La CS 88 - CS 89 está diseñada para unir molduras en uno o dos lugares (posiciones) sin límite del número de grapas en alguno de esos lugares. La selección depende del ancho y grueso de la moldura a unir. 2 mm MINI 2 mm MINI 15mm 15mm 15 mm Como una regla general, se permiten como mínimo 2 mm (menos de 1/8’’) por encima de las grapas. El cambio de cartucho de las grapas del mismo tamaño se puede evitar aún cuando sean diferentes los gruesos de las molduras. COMO UNA REGLA GENERAL, LA UNIÓN DEBE LLEVARSE A CABO LO MAS CERCA POSIBLE DE LA PARTE MAS DELGADA DE LA MOLDURA. 4 2. ELECCIÓN DE LA COLOCACIÓN DE LA GRAPA: AJUSTE DE LA TABLA DESLIZANTE (Rep. 2). TABLA DESLIZANTE Aflojar las tuercas de los topes posicion de engrapado P1- P2. 8 POSITION DE REFERENCIA TABLA DESLIZANTE 9 13 5 1) 4 CASO EN QUE LAS MOLDURAS SE ENSAMBLAN CON 2 GRAPAS (colocadas en 2 sitios diferentes) E 4 a) Coloque la moldura derecha contra el estribo autoregulable (Rep. 9), y haga deslizar la placa móvil hasta que la salida de las grapas se encuentre al aplomo de la posición elegida, teniendo en cuenta los consejos anteriores. Bloquee a continuación la parada interior (Rep. 5) con la ayuda de la manivela, para bloquear la placa móvil (Rep. 2). B SORTIE AGRAFES D SALIDAS GRAPAS 5 D 2)CASO b) Haga deslizar a continuación la placa móvil (Rep. 2) hasta que la moldura llegue al lugar donde quiere insertarse la segunda grapa. c) Presione posteriormente la parada exterior (4) hasta que su brazo (13) se encuentre contra la tabla deslizante (2), y bloquéela con la manivela. EN QUE SE ENSAMBLAN LAS MOLDURAS CON 1 POSICIÓN DE GRAPADO a) Coloque la moldura derecha contra el estribo autoregulable (Rep. 9), y haga deslizar la placa móvil hasta que la salida de las grapas se encuentre al aplomo de la posición elegida, teniendo en cuenta los consejos anteriores. Bloquee a continuación la parada interior (Rep. 5) con la ayuda de la manivela, para bloquear la placa móvil (Rep. 2). b) Posteriormente presione la parada exterior (4) hasta que su brazo (13) se encuentre contra la tabla deslizante (2), y bloquéela con la manivela. 5 4. SOSTENCIA DE LA PRENSA VERTICAL (Rep.11) (Sostiene las molduras durante el grapado). La CS 88 puede ensamblar moldura con una diferencia de altura de 7 a 100 mm 1. Con la ayuda de la maneta (Rep. 12), desafloje el botón de bloqueo. 2. Gire el brazo (Rep. 1) hasta que quede situado en la posición que nos interese. 3. Asegúrese de que el cabezal de la prensa vertical (Rep.11) quede colocado debajo de la moldura a ensamblar, y que la distancia entre el cabezal de la prensa (Rep. 11) y la parte más alta de la moldura está comprendida entre 10 y 35 mm. (FIGURA J), y que la maneta de bloqueo no sobrepasa la altura del tubo. 4. Bloquee el brazo (Rep. I 1) con ESTRIBO la ayuda de la maneta (Rep. 12). TRIANGULO PRENSADOR NEGRO TRIANGULO PRENSADOR BLANCO CILINDRO PRENSADOR DE GOMA VERDE CILINDRO PRENSADOR DE GOMA AMARILLA CS88 CS89 35 mm 50 mm MAXIMUM MAXIMUM Prensa Moldura MADERA DURA MADERA BLANDA MADERA DURA MADERA BLANDA 30 et 45 mm 30 et 45 mm AJUSTE DEL ÁNGULO DE ENSAMBLADO Si usted utiliza varias máquinas de cortado en su producción, o si usted recibe sus molduras cortadas previamente por sus proveedores , los ángulos de la moldura van a ser ligeramente adaptados para encontrar precisamente el ángulo de su máquina cortadora. Si la esquina se abre hacia afuera, destornille el ajustador de ángulo para corregir el error y revisar nuevamente. Si la esquina se abre hacia adentro, atornille el ajustador de ángulo para corregir el error Extérior Intérior Si usted obtiene éste resultado, revise su ángulo de corte, que esta mal, en éste caso, tiene menos de 45 °. Es imposible hacer un marco de un rectángulo con ángulos menores de 90°. 6 4.USO USO CORRECTO DE GRAPAS La unión se lleva a cabo usando grapas metálicas, un invento de Cassese, diseñado para tener fuertes esquinas. Hay cinco medidas disponibles: 3,4,5,7,10,12 y 15 mm, se encuentran en cartuchos desechables, en diferentes colores para identificarlos por su tamaño. Las grapas con cargador en dos versiones: NORMALES, para maderas suaves y normales, y las grapas HW para maderas muy duras. Su máquina CS 79 está diseñada para usar todos los tamaños de cartuchos Cassese sin cambiar ninguna parte de la máquina o ajustar algo. Para un mejor y mas prolongado uso de su Cassese, asegúrese de comprar cartuchos originales. INSTALACIÓN Y CAMBIO DE LOS CARTUCHOS DE GRAPAS EN SU MÁQUINA Tire totalmente del cordón con la bola (7) del pisa grapas . Si hay algún cartucho(C)dentro de la máquina, sosteniendo el cordón, sáquelo solamente deslizándolo. Sosteniendo el cordón, ponga un nuevo cartucho de grapas y asegúrese de que esté bien colocado en el distribuidor de grapas. Acomode el cordón nuevamente con precaucion. 2 C NB – Durante el funcionamiento de la máquina, para facilitar el cambio del cargador de grapas, también puede introducirlo deslizando con el dedo la tabla móvil (2) hacia atrás. 7 Para acostumbrarse con la máquina, se recomienda realizar las operaciones siguientes retirando el cargador. 7 1. USO DE LA MÁQUINA (ver Figura A de la página 2) Las posiciones de engrapado son seleccionadas ( ver pagina 5) El angulo de ensamblado ha sido controlado (ver pagina6) La distancia entre la moldura y el prensador es correcia(Ver seleccion del prensador pagina 6) Se coloco el buen tipo de grapas en la maquina (tamano) Después de haber procedido a los distintos ajustes (estribos autoregulables, colocación de las grapas, prensa horizontal y prensa vertical) : NB IMPORTANTE – En el caso de haber 2 posiciones de engrapado, debe empezar por la situada en el interior del cuadro. 1. Coloque la primera moldura contra el estribo derecho (Rep. 9) y hágalo deslizar hasta el izquierdo. 2. Siempre manteniendo la primera moldura, coloque la segunda moldura contra el estribo izquierdo (Rep. 8), y hágalo deslizar hasta que se toque con la primera. 3. Mueva la placa móvil (Rep. 2) hasta la posición prevista para el grapado. 4. Presione suavemente el pedal para inmovilizar las 2 molduras, con la ayuda de la prensa horizontal (Rep. 3), y asegúrese de que la horizontal bajará correctamente sobre la moldura. 5. A continuación presione a fondo el pedal para insertar la primera grapa. Si la madera es dura, debe presionar el pedal de manera rápida y contundente. 6. En el caso de colocar una segunda grapa, deje de presionar el pedal, mueva la placa móvil hasta la siguiente posición, y proceda con los pasos 4 y 5 para insertar la segunda grapa. 7. Deje de presionar el pedal. 3. POSICIONAMIENTO DE LA PRENSA HORIZONTAL FRONTAL 1. Coloque la moldura contra el estribo derecho (Rep. 9). 2. Coloque la segunda moldura contra el estribo izquierdo (Rep. 8). 3. Desenrosque el botón (FIGURA I) (en el sentido inverso a las agujas del reloj) de la prensa (Rep. 3) tanto como pueda. CS 89 Pisa suavemente el pedal para que el prensador horizontal mantenga bien las molduras. Pisa mas fuerte el pedal para meter la grapa. Haga deslizar la mesa de trabajo hasta que llegue a la segunda posicion de engrapado , levante un poco el pie , pues pisa el pedal mas fuerte otra vez para meter la segunda grapa. Suelta el pedal. Nota: si quiere sobreponer varias grapas , suelte un poco el pedal sin desapretar el presador y apretelo de nuevo para meter otras grapas encima de la primera. 8 MANTENIMIENTO 1) LUBRICACIÓN Remueva periódicamente el distribuidor de grapas, y límpielo con una pistola de aire sin desmontarlo. Es recomendable lubricar el martillo periódicamente. Para hacer eso, quite el distribuidor de grapas y ponga una pequeña cantidad de grasa en el botón del distribuidor de grasa. El martillo estará lubricándose cada vez que pase por el distribuidor de grapas. 2) COMO QUITAR UNA GRAPA ATORADA DEL DISTRIBUIDOR DE GRAPAS Si usted pisa el pedal a medias y lo suelta, una grapa puede quedar atorada en el distribuidor de grapas. Si esto llega a suceder: - Cierre la válvula de aire. - Trate de remover el cartucho que se encuentra en posición, si se resiste, use la herramienta quita grapas para empujar la grapa de vuelta en el cartucho. Asegúrese de no meter la herramienta mas de 6 mm (1/4’’) dentro del distribuidor de grapas. HERRAMIEMTA 6mm MAXIMO DISTRIBUIDOR ( BLOC H ) SALIDAS GRAPAS Es muy importante que no deje una grapa atorada en el distribuidor de grapas, ya que puede causar la inserción de dos grapas cuando usted tenga que unir la siguiente esquina, o puede atascar el martillo en el distribuidor de grapas. 9 ENCASQUILLAMIENTO BLOQUE H GF1 A D GF2 TORNILLO POSICION TORNILLO BLOQUE H D E MARTILLO BLOQUE H B C DEDO Z1394 PROCESO Sacar el cartucho de su lugar . destornillar con una llave tipo allen 3 mm el tornillo del bloque/ cabezal H . levantar despues el prensador vertical. el distribuidor de grapas sale de su lugar. sacarlo totalmente El martillo todavia esta en el distribuidor . Aflojar con una llave allen de 2.5 mm los dos tornillos centrales que mantienen la guia fija ( GF1 / GF2) sacarlo totalmente para sacar el martillo. si eso no se puede, destornillar los 4 tornillos a b c y d y abre el bloque (2 clavos permiten reposicionar perfectamente la chapa . extraer el martillo roto . Reposicionar la guia fija y apretar los 4 o 6 tornillos . Lubricar con grasa la parte inferior del distribuidor a donde esta el martillo . reintroducir el distribuidor de grapas en su sitio con la “ ventana ” frente al cartucho y ajustarlo hasta que este al nivel de la mesa /chapa negra. Usar una regla . Apretar el tornillo con una llave de 3 mm. Enchufar el nuevo martillo en el distribuidor con el hueco/aujero REGLA hacia debajo . El martillo sobrepasa un poco porque no MESA / esta perfectamente en su soporte , apretalo con un pedasito CHAPA de madera mientras tanto tira el prensador vertical hacia DISTRIBUIDOR encima . fig 0 SI DESPUES DE CADA PROBLEMITA EL MARTILLO SE BLOQUEA EN EL BLOQUE H, LO TIENE QUE INTERCAMBIAR . 10 CS 89 AJUSTE DEL TOPE DE FIN DE CARRERA CAPTADOR FIN DE CARRERA TOPE FIN DE CARRERA CS 89 E CUIDADO SOLO SE PUEDE HACER ESO SI ESTA INDICADO EN PAGINA 15 ( FALLOS Y SOLUCIONES) 1° 2° 3° 4° 5° Sacar el cartucho de grapas. Disminuir la presion hasta 3 bares/kg. Posicionar el prensador vertical a menos de 50 mm de la mesa / chapa. Al mantener la tuerca e tornillar el tope fin de carrera 2 o 3 revoluciones. Pisar el pedal para empezar un engrapado , el captador fin de carrera no funciona y el prensador queda abajo. 6° Aflojar el tope fin de carrera hasta que el prensador suba. 7° Cuando el prensador esta en posicion alta, aflojar el tope un cuarto de revolucion mas. 11 6. FALLAS DE FUNCIONAMIENTO Y SUS SOLUCIONES ~ FALLOS La grapa no penetra en la moldura. POSIBLES CAUSAS 88-89 88-89 88-89 88-89 La grapa no penetra totalmente en la Moldura. 88-89 88-89 88-89 89 89 La grapa sc rompe. 88-89 Ángulo desajustado. 88-89 Dificil manejo de las molduras El reverso está sucio. Ensamblaje incorrecto: - Ángulo abierto en el interior. – Ángulo abierto en el exterior. - Abertura bajo o sobre el ensamblaje. - Molduras marcadas por el triángulo de la prensa vertical. El martillo no desciende. 88-89 El brazo del prensador 88-89 88-89 C. 1- Cargador vacío. C.2- Cargador mal ajustado. C.3- Distribuidor de grapas engrasado. C.4- Resorte de la grapa roto o aflojado. C.5- El rnartillo esta roto. C.6- No se respeta la distancia máxima del botón de bloqueo. C.7- Moldura no presionada sobre la mesa. C.8- Martillo estropeado. C9 malo ajuste del tope fin de carrera C.10 presion de aire inferior a 6 bares/kg C.9- Madcra dura. C.10- La priniera moldura no sc ha colocado contra el estribo n° 9. C. l 1- Prensa horizontal toca contra las molduras. C.12- Demasiada grasa en el martillo. REMEDIOS R. 1- Poner un nuevo cargador. R.2- Reinstalar el cargador. R. 3- Limpiar. R.4- Revisar el resorte y cambiarlo (si es necesario). R.5- Cambiar cl martillo. R.6- Reposicionar el botón respetando la distancia máx. de 5Omm. R.7- Presionar la moldura sobre la mesa. R.8- Cambiar el martillo. R.9- averiguar el ajuste del tope R.10 - incrementar la presion R.9- Utilizar las grapas especiales para madcra dura. R.10- Seguir el orden de las operaciones. R. l 1- No empujar la prensa horizontal contra las molduras. R.12- Limpiar el martillo. 88-89 C. 13- Corte incorrecto. R.13- Rehacer el corte. 88-89 C.14- Ajuste incorrecto. 88-89 C.15- Ajuste incorrecto de los estribos autoregulables. C.16- Uso de un triángulo para maderas duras sobre Las blanda. C.17- Desalincamiento. R. 14- Ajustar la tuerca n° 6 para Compcnsar la abertura. R. 15- Revisar los estribos. 88-89 no sube 89 88-89 R. 16- Cambiar cl triángulo en función del tipo de madera. R.17- Contactar con el servicio post-venta. C.18 - Grapas travadas en R.18 - Desmonta el martillo el distribuidor. para sacar la grapa C.19 fin de carrera desajustado R.19 - Reajustar el tope C.20 -distancia entre el R.20 - ajustar el brazo del prensador superior a lo prensador y la moldura admitido y empujar la grapa sobresaliente con la herramienta adecuada. SI NO PUEDE SOLUCIONAR SUS PROBLEMAS, CONTACTE CON EL SERVICIO TÉCNICO DE : 12