Weldteam_2
Anuncio

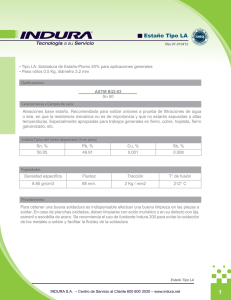
ZIPFAST, Cortador de plasma con compresor integrado Cortador de plasma con compresor integrado Espesor de corte 10 kg 230 V 4 mm ¿Para hacer qué? Corte, perfore y perfile cualquier metal conductor con total facilidad y sin rebabas. Para pedir PCB Referencia ZIPFAST - WELDTEAM 1 W 000 266 505 Acero Aluminio Acero galvanizado Chapas pintadas Cobre Inox 20 ¿Cómo es? La energía necesaria para el corte la suministra un chorro de plasma muy concentrado. El plasma es una atmósfera gaseosa a temperatura muy elevada (>15.000 ºC), fuertemente ionizada, pero eléctricamente neutra. El chorro de plasma se obtiene por constricción, en una corriente de aire comprimido y una tobera de poco diámetro (0,8 mm), de un arco eléctrico que salta entre un electrodo infusible (de tungsteno) y la pieza a cortar. El chorro de plasma facilita el corte mediante fusión muy localizada y la evacuación simultánea de material. AIRE COMPRIMIDO electrodo plasmágeno enfriamiento tobera (calibrada) pieza a cortar sangría patín en la punta (aislado) arco eléctrico Conecte y corte: 1. 2. 3. 4. Sujete la toma de masa a la pieza a cortar. Coloque la torcha en la pieza, con la tobera en el lugar que desea cortar. Pulse el gatillo de la torcha. Corte regulando la velocidad de avance de la torcha a fin de obtener un corte neto. Ventajas • Polivalente: corte de todos los metales conductores; espesores desde 0,5 a 4 mm • Calidad de corte hasta 4 mm • Fácil de usar: en enchufe doméstico, compresor integrado, corte por contacto. 21 Soldadura por llama La llama es el medio más polivalente y universal para unir y reparar los metales. Efectivamente, las ventajas de la llama son numerosas: - unión de metales de difícil o imposible soldadura por arco, - unión de todos los espesores, especialmente muy delgados - sistema autógeno no gobernado por energía eléctrica. La llama agrupa sin embargo diferentes técnicas de unión con equipos y metales de aporte bien definidos. Así pues, se distinguen el soldeo blando, el Brasaje y la soldadura autógena. ¿Para hacer qué? Trabajos de fontanería: • Canalizaciones de cobre de agua fría/caliente, • Calefacción, • Climatización, etc. Técnica: soldeo blando El soldeo blando es la unión por recubrimiento de dos piezas (metales idénticos o diferentes) mediante una soldadura cuya temperatura de fusión es menor que la de los metales a unir. No hay fusión de las dos piezas, sólo la soldadura funde y penetra por capilaridad en la junta entre las dos piezas. Ejemplos de uniones realizadas por soldeo blando Bordes elevados Ventajas • • • • Buena resistencia mecánica Estanqueidad perfecta. Buena suavidad de la pieza soldeada. Sencillez de realización. Chapas Tubos Límites • • • • Necesita una gran precisión en la preparación. Necesita un perfecto recubrimiento de las piezas. Evitar soldear piezas que deben aguantar tensiones muy fuertes. No utilizar el soldeo blando para aquellas piezas que deban ser sometidas a temperaturas superiores o iguales a 600°C. El equipo USO FRECUENTE USO INTENSIVO Pistola de soldar Soplete mono-gas Aparatos bigas Económica, ligera, temperatura: 1 750°C Autonomía, sencillez, temperatura: 1 850° - 2 400°C Potencia, precisión, polivalencia, temperatura: 2 850° - 3 100°C USO OCASIONAL 22 Reparación de todos los metales: • • • • Acero Cobre Fundición Cualquier espesor Técnica: Brasaje El Brasaje permite unir dos piezas (borde con borde o en ángulo) de la misma naturaleza o de metales diferentes. No se produce ninguna fusión entre los metales a unir. La varilla funde a una temperatura inferior a la del metal base pero próxima a 1000°C. EL EQUIPO Aparatos bigas Potencia, precisión, polivalencia, temperatura: 2 850 - 3 100°C Ventajas • • • • • Sencillez de realización. Resistencia mecánica muy fuerte. Poca deformación del metal. El Cobresoldeo es adecuado tanto para los pequeños espesores como para los grandes. Metal de aportación más económico que la soldadura con plata empleada para el soldeo blando. Límites • No se recomienda para aquellas piezas cuya temperatura alcance, en uso, más de 650°C. Unión de acero: • Tubos • Chapas delgadas Técnica: soldadura autógena La soldadura autógena es un procedimiento de unión de dos piezas que participan en la constitución de la junta. Se emplea en ocasiones un metal de aportación de la misma naturaleza que la de las piezas a unir. Ventajas • • • • • • EL EQUIPO Aparatos bigas Potencia, precisión, polivalencia, temperatura: 2 850 - 3 100°C Sencillez de realización. Resistencia mecánica muy grande. Poca deformación del metal. El metal de aporte más económico. Se puede realizar soldadura autógena tanto en espesores pequeños como grandes. Las piezas se pueden someter a temperaturas elevadas. Límites • No se puede unir por este procedimiento más que metales de la misma naturaleza (hierro y acero). 23 Pistolas de soldar WELDTEAM BRAZ’LAMP Ventajas •W • NT IA GA RA • Fáciles de usar • Ligeras y ergonómicas: puño de dos materiales, carcasa de ABS • Seguras: sistema de antidesbloqueo del GA RA NT cartucho IA • IE NZ • Temperatura de calentamiento: 1750°C • Múltiples usos: soldeo con estaño, E RS/JAHR ANS/YEAS/ANOS estañado, decapado, desagarrotado, AÑO R A JA ANNI/ encendido de barbacoas, bronceado de cremas quemadas, etc. • Económicas en su adquisición y empleo • GA RA AR RANT Y RANTÍA • GA WELDTEAM BRAZ’LAMP Caudal regulable con una sola mano Eficaz quemador de latón Encendido piezoeléctrico automático (modelo piezoeléctrico exclusivamente) D NOVEDA Puño ergonómico de dos materiales Carcasa de ABS ultraligera e irrompible Sistema de seguridad antidesbloqueo del cartucho Gancho de almacenamiento BRAZ’LAMP 1750 Encendido tradicional • Caudal: 120 g/h • Funciona con cartuchos de butano de 190 g • W 000 266 216 no suministrados • Garantía de 2 años Para pedir BRAZ’LAMP 1750 / Envase perforado 24 PCB 6 Référencia W 000 269 741 BRAZ’LAMP 1750 PIEZO Encendido piezoeléctrico automático • Caudal: 120 g/h • Funciona con cartuchos de butano de 190 g • W 000 266 216 no suministrados • Garantía de 2 años Para pedir BRAZ’LAMP 1750 PIEZO / Envase perforado PCB Référencia 6 W 000 269 740 Cartucho universal de butano • Cartucho perforable • 190 g de butano • Para la gama WELDTEAM • BRAZ’LAMP Para pedir PCB Référencia Cartucho universal 36 W 000 266 216 butano de 190 g/Envase Pistolas de soldar de nueva generación WELDTEAM BRAZ’KIT Ventajas IA • GA RA NT RA E RS/JAHR ANS/YEAS/ANOS AÑO R A ANNI/JA RANTÍA • GA Para pedir BRAZ’KIT / Envase • La sencillez personificada • Encendido tradicional • Consumo medio: 80 g/h • Autonomía media: 4 h IE AR RANT Y BRAZ’KIT NZ •W • NT IA GA RA WELDTEAM BRAZ’KIT • Múltiples usos: soldeo con estaño, estañado, decapado, desagarrotado, encendido de barbacoas, bronceado de cremas quemadas, etc. • Económicos: viene con cartucho de 600 ml GA • Mayor autonomía: cartucho de 600 ml con válvula • Seguridad máxima: el cartucho con válvula garantiza una estanqueidad perfecta y se puede desconectar en todo momento, incluso lleno • Prestaciones: los quemadores permiten una regulación fina de la llama Eficaz quemador de latón Anillo de regulación de la potencia de la llama PCB 3 Référencia W 000 266 212 Cartucho POWERMIX 2850 Regulación de la llama con una sola mano Cartucho de butano/propano • Cartucho con válvula • Mezcla de 70% butano/30% propano • T° de calentamiento = 1 750°C • T° de calentamiento en combinación con oxígeno = 2 850°C • Contenido: 336 g/600 ml Para pedir PCB Cartucho con válvula POWERMIX 2850/Envase 12 Référencia W 000 266 213 WELDTEAM BRAZ’KIT PRO Quemador eficaz de uso en todas las posiciones BRAZ’KIT PRO Encendido piezoeléctrico automático Anillo de regulación de la potencia de la llama NZ IA • GA RA NT IE •W AR RANT Y • E RS/JAHR ANS/YEAS/ANOS AÑO R A ANNI/JA RA • NT IA GA RA Mezcla de gas ultraeficaz RANTÍA • GA D NOVEDA GA Forma ergonómica Regulación de la llama con una sola mano La pistola de altas prestaciones • Encendido piezoeléctrico • Consumo medio: 110 g/h • Autonomía media: 3 h Para pedir BRAZ’KIT PRO/ Envase PCB 3 Référencia W 000 269 738 Cartouche POWERMIX 3100 • Cartucho con válvula • Mezcla de 65% butano/35% propano/propileno • Presión constante • Utilización a baja temperatura • T° de calentamiento > 2 000°C • T° de calentamiento en combinación con oxígeno > 3 000°C • Contenido: 336 g/600 ml Para pedir Cartucho con válvula POWERMIX 3100 / Envase PCB Référencia 12 W 000 266 214 25 Aparatos bi-gas WELDTEAM Ventajas La asociación de una bombona de oxígeno con una bombona de gas combustible permite alcanzar temperaturas de calentamiento muy importantes. Las bombonas pueden ser desechables o recargables. • Potencia y prestaciones: todos los aparatos bi-gas WELDTEAM alcanzan temperaturas de llama > 3000°C. • Polivalencia: permite todas las técnicas de unión: soldeo blando, Cobresoldeo y soldadura y, además, calentamiento, conformado, oxicorte, etc. • Gran flexibilidad de uso, ya que es adecuado para las preparaciones poco precisas y en cualquier posición • Unión de metales de difícil o imposible soldadura por arco: cobre, fundición, etc. • Unión de todos los espesores, especialmente muy delgados • Estética de las uniones realizadas • Permite intervenciones y reparaciones de piezas “complicadas” en lugares de difícil acceso, como las redes de tuberías USO OCASIONAL Elección del aparato bi-gas • Función de la frecuencia de uso y de la autonomía que se desee. • Función de la calidad del gas combustible: mezcla de butano/propano o acetileno • Función de la importancia y de la diversidad de los trabajos a realizar OXYPRATIC 3100 Especial para principiantes USO FRECUENTE USO INTENSIVO USO PROFESIONAL OXYFLAM 500 OXYFLAM 1000 ROLLERFLAM Especial para obra 26 OXYPRATIC 3100 Denominación OXYPRATIC 3100 Potencia de llama en un equipo ultracompacto El aparato bi-gas para iniciarse en la soldadura con llama y para los trabajos menores 3000 2:00 9:30 para el oxígeno para el gas combustible Para pedir PCB Référencia WELDTEAM 2 W 000 266 211 OXYPRATIC 3100 / Envase Características principales • Temperatura de la llama > 3000°C • Autonomía: Oxígeno hasta 2h Gas combustible de altas prestaciones (POWERMIX 3100) hasta 9h30 • Totalmente equipado sobre portabombonas: 1 cartucho desechable de oxígeno de 110 bares 1 cartucho desechable POWERMIX 3100 de gas combustible de alto poder calorífico (butano/propano/propileno), con 600 ml de capacidad Juego de reguladores con válvulas de seguridad y sistema antirretorno Puño (soplete) con lanza de 50 l/h y llaves de regulación fina 1 boquilla adicional 1,5 m de tubo doble Gafas de intensidad de tono 5 Manual de empleo • Peso: 4 kg • Garantía de 2 años • Homologación CE TÜV, Certigaz ¿Para hacer qué? Perfecto para los trabajos de fontanería en soldeo blando para las reparaciones pequeñas con Cobresoldeo para los trabajos minuciosos (joyería, pequeñas reparaciones, etc.) Cartucho POWERMIX 3100 Cartucho OXYGENE 110 bars Mezcla de altas prestaciones • Cartucho con válvula • Mezcla de 65% butano/35% propano/propileno • Presión constante • Utilización a baja temperatura • T° de calentamiento > 2000°C • T° de calentamiento en combinación con oxígeno >3000°C • Contenido: 336 g/600 ml • Cartucho desechable con válvula • Soporte soldado que permite la colocación boca arriba • Contenido: 110 litros Pour commander PCB Référence Cartucho con válvula 12 W 000 266 214 POWERMIX 3100 / Envase para soldadura autógena del acero. Piezas de repuesto Para pedir PCB Référencia Boquilla 50 l/h OXYPRATIC 3100 / 1 W 000 269 734 Blister Juego de soldadura OXYPRATIC 3100 / 1 W 000 269 735 Blister Pour commander PCB Référence Cartucho 12 W 000 266 215 OXYGENE 110 bars / Envase 27 OXYFLAM, ROLLERFLAM Denominación OXYFLAM 500 Polivalencia Prestaciones Práctica frecuente de la soldadura Calidad y potencia de la llama oxiacetilénica Cualquier trabajo con llama. 3100 4:00 Para pedir OXYFLAM 500 PCB Référencia 1 W 000 075 048 OXYFLAM 1000 Especial para obra Opción de oxicorte Práctica intensiva de la soldadura El aparato oxiacetilénico para trabajos diversos e importantes. Cualquier trabajo con llama. 3100 8:00 Para pedir OXYFLAM 1000 PCB Référencia 1 W 000 075 049 ROLLERFLAM Especial para obra Opción de oxicorte Uso profesional El aparato oxiacetilénico para obras, usuarios expertos y profesionales. Cualquier trabajo con llama. 3100 14:00 Para pedir ROLLERFLAM 28 PCB 1 Référencia 0340 5960 sar No engrao ip el equ r No volcabonas las bom Características principales • Autonomía: 4 horas con una boquilla de 100l/h; hasta 9h30 con una boquilla de 40 l/h • Todo equipado y premontado: bombonas de 500l de oxígeno/400l de acetileno recargables de marca AIR LIQUIDE, carro especial con armaduras de protección y almacenamiento de equipamiento, manorreductores profesionales oxígeno/acetileno regulables con 2 manómetros, soplete profesional de 250 l/h con antirretornos de llama integrados, 3 m de tubos de oxígeno/acetileno. 4 boquillas adicionales Encendedor del gas Gafas de intensidad de tono 5 Manual • Autonomía: 8 horas con una boquilla de 100l/h; hasta 20h00 con una boquilla de 40 l/h • Todo equipado y premontado: bombonas de 1000 l de oxígeno/800 l de acetileno recargables de marca AIR LIQUIDE, carro especial con cuna retráctil (poco tamaño), ruedas grandes para facilitar el desplazamiento y armadura de protección y de almacenamiento de accesorios, manorreductores profesionales oxígeno/acetileno regulables con 2 manómetros, soplete profesional de 400 l/h con antirretornos de llama integrados, 3 m de tubos de oxígeno/acetileno. 4 boquillas adicionales Encendedor del gas Gafas de intensidad de tono 5 Manual • Gran autonomía: hasta 14 horas con boquilla de 100 l/h (hasta 35 horas con boquilla de 40 l/h) • Todo equipado y premontado: Bombonas de 2300 l de oxígeno/1400 l de acetileno recargables de marca AIR LIQUIDE, Carro especial con ruedas muy grandes para proteger el equipo y facilitar el desplazamiento Juego de manorreductores profesionales de oxígeno/acetileno regulables con 2 manómetros protegidos por tapas de goma soplete profesional de 400 l/h con antirretornos de llama integrados, 6 boquillas adicionales con llave de apriete 5 m de tubos de oxígeno/acetileno Encendedor del gas Gafas de intensidad de tono 5 Manual El atractivo inmediato de un equipo profesional Como su nombre indica, el aparato de soldadura oxiacetilénico consta de: • de un juego de bombonas de gas comprimido a 200 bares para el oxígeno y acetileno disuelto a 15 bares en acetona, • dos manorreductores que permiten llevar el gas desde su presión de almacenamiento a la presión de trabajo y regularla, • de dispositivos de seguridad apropiados: antirretornos de llama, conectores rápidos, • un soplete. La combustión completa del acetileno necesita 2,5 volúmenes de oxígeno para 1 volumen de acetileno. El soplete suministra acetileno y 1,2 volúmenes de oxígeno, siendo el volumen restante de oxígeno (1,3) aportado por el aire ambiente. Esta dosificación precisa genera la llama reductora empleada para soldar. En efecto, un déficit de oxígeno produce una llama carburante (menos caliente) y un exceso de oxígeno, una llama oxidante. Características de la llama oxiacetilénica En la soldadura con llama, el calor necesario para la fusión se produce por combustión de un gas combustible en oxígeno que sirve de comburente. Se han empleado, y se siguen todavía empleando, diversos gases para aplicaciones particulares: hidrógeno, propano, butano, gas natural. Estos tres últimos se emplean principalmente para el soldeo blando y el Cobresoldeo en donde la temperatura de llama es del orden de 2 850°C máximo. 2850 °C 2400 °C 0 2700 °C cm 2950 °C dardo 3050 °C 3100 °C Efectivamente, el empleo de acetileno sigue siendo la panacea en materia de soldadura por llama. La llama oxiacetilénica es la que reúne las mejores cualidades: nica se • es la más caliente entre 3100°C y 3200°C oxiacetilé dardo, la La llama l (e s a • la que se regula con mayor facilidad de 3 zon o). compone ctora y el penach u • la más potente por unidad de superficie a zona red o z es la n ductora” onde la re a • la que más reduce los óxidos causantes de las inclusiones n o “z d n La 5 10 la llama e activa de ra alcanza unos temperatu ite la soldadura perm 3200ºC y na del metal. autóge penacho 15 Historia La soldadura por llama o soldadura oxiacetilénica es un procedimiento que nace a principios del siglo XX como consecuencia de 4 inventos franceses consecutivos: • En 1893, Henri Moissan pone a punto la fabricación del carburo cálcico, compuesto que al reaccionar con agua genera acetileno. Este gas produce en contacto con oxígeno una reacción muy exotérmica. • En 1897, Georges Claude y Albert Hess inventan el acetileno disuelto en acetona. Este gas, difícil de comprimir, se convierte a partir de entonces en transportable. • En 1902, Georges Claude perfecciona el procedimiento de licuefacción del aire separando el oxígeno del aire por destilación. Funda la empresa Air Liquide. • En 1901, Charles Picard diseña el primer soplete oxiacetilénico utilizable en soldadura. 29 Equipos y protecciones para la llama Equipos de calidad profesional para tener un éxito seguro Soplete soldador Skinpack Soplete soldador 400 l/h Modelo económico • Mango irrompible • Ligero y manejable • Gas oxígeno/acetileno con caudal de 40 a 250 l/h • Se sirve con 5 boquillas de caudal diferente y llave de apriete • Clase 1 ISO 5172 Modelo profesional • Dispositivos de seguridad integrados (antirretornos de llama) • Mango irrompible • Ligero y manejable • Une piezas de 0,25 a 5 mm de grosor • Gas oxígeno/acetileno con caudal de 40 a 400 l/h • Se sirve con 7 boquillas de caudal diferente y llave de apriete • Clase 1 ISO 5172 Para pedir Soplete Skinpack Para pedir Soplete soldador de 400 l/h PCB Référencia 1 W 000 264 225 PCB Référencia 1 W 000 075 156 Manorreductores Soplete cortador 0 • Con tapas de protección de los manómetros • Presión de utilización del oxígeno: 10 bares • Presión de utilización del acetileno: 1,5 bar • CE EN 2503 • Dispositivos de seguridad integrados (antirretornos de llama) • Mango irrompible • Ligero y manejable • Corta piezas de 1,5 a 5 mm de grosor • Se sirve con su cabezal de corte Clase 1 ISO 5172 Para pedir Manorreductor OX Manorreductor AD PCB Référencia 1 W 000 075 054 1 W 000 075 055 Para pedir Soplete cortador 0 PCB Référencia 1 W 000 075 157 El empleo de un aparato oxiacetilénico exige protegerse los ojos contra la llama y las manos contra posibles quemaduras Lote de 2 oculares redondos Gafas de soldador • Oculares redondos sustituibles con intensidad de tinte 5, 6 ó blancos de Ø 50 • CE EN 169 • Oculares redondos sustituibles con intensidad de tinte 5 ó 6 • Protecciones laterales • Ligeras y cómodas • CE EN 169 Para pedir Gafas de soldador Gafas de soldador PCB 4 3 Référencia W 000 075 169 W 000 266 207 PCB 5 5 5 Référencia W 000 075 171 W 000 266 208 W 000 075 172 Guantes de soldador Gafas de cristales abatibles • Piel de cabra extrasuave y flor plena • Puño elástico con protector de EN 388 arteria de piel • Gafas de uso mixto, para soldadura y amolado • CE EN 166/EN 169 Para pedir PCB Référencia Guantes de soldador 5 W 000 075 173 30 Para pedir Oculares T5 Oculares T6 Oculares blancos Para pedir Gafas de cristales abatibles T5 PCB Référencia 3 W 000 075 170 Mantenimiento del equipo de soldadura oxiacetilénica Lo que hace falta para un uso plenamente seguro y un mantenimiento eficaz de los aparatos oxiacetilénicos WELDTEAM Antirretornos de llama Conectores rápidos • Dispositivo de seguridad indispensable: apaga la llama y los gases en caso de que se averíe el soplete • Para tubos de Ø 6,3 • CE EN 730-1 • Dispositivo para conectar y desconectar los equipos de modo rápido y con total seguridad • Para tubos de Ø 6,3/10 mm • CE EN 561 Para pedir Antirretornos de llama Para pedir PCB Référencia Conectores rápidos 3 W 000 075 150 PCB Référencia 3 W 000 075 151 Tubo de soldadura Pantalla antillamas • Alta resistencia y vida útil • Flexible y manejable • Diseño robusto en 3 capas: tubo central de goma negra, armadura textil, revestimiento de goma de color: azul para el oxígeno, rojo para el acetileno • CE EN 559 • Protege el suelo y las paredes durante las operaciones de soldeo blando, Cobresoldeo y soldadura por llama • Muy flexible, se adapta a todo • Sin fibras tóxicas Para pedir PCB Référencia Tubo OX Ø 6.3 4 ml 1 W 000 075 159 Tubo AD Ø 6.3 4 ml 1 W 000 075 160 Para pedir PCB Référencia Pantalla antillamas x1 5 W 000 075 162 Pantalla antillamas x3 5 W 000 075 163 Detector de fugas Juego de 6 abrazaderas de Ø 6,3 mm • Localización rápida y precisa de fugas de gas de cualquier naturaleza • Ininflamable y no tóxico • Contenido 650 ml - volumen neto 400 ml Para pedir Detector de fugas PCB Référencia 12 W 000 075 066 Juego en estrella de 6 boquillas Para pedir Juego de 6 abrazaderas PCB Référencia 5 W 000 075 161 Encendedor del gas • Surtido de 6 boquillas de latón de diferente caudal para soplete WELDTEAM: 40, 63, 100, 160, 250 y 315 l/h • elegir una boquilla de un caudal de 50 l/h por milímetro de espesor a brasear, de 100l/h por mm de espesor a soldar. Para pedir Juego en estrella de 6 boquillas • Conecta de modo totalmente estanco los tubos de soldadura con los equipos de llama • Para tubos de Ø 6,3 mm PCB Référencia 5 W000 075 153 • Encendido seguro del soplete • Incluye 5 piedras adicionales Para pedir PCB Référencia Encendedor del gas 5 W 000 075 165 31 Metal de aportación La elección del metal de aportación depende: • • • 1 del tipo de unión: soldeo blando, Cobresoldeo o soldadura 2 del destino a dar a la unión: fontanería, sanitario-calefacción, carpintería metálica, forja, carrocería, etc. 3 de la naturaleza de las piezas a unir: cobre, acero, fundición, aluminio, cinc, etc. Para los trabajos menores y las reparaciones eléctricas y electrónicas Soldeo blando al estaño Unión por capilaridad con temperatura de fusión del metal de aportación < 450°C Destino Tipo Producto WELDTEAM Decapante Trabajos normales en cobre (excluidos los de agua potable) y metales férreos tuberías de evacuación, hojalatería, etc. Bobina de estaño 40% TUBOS DE COBRE Integrado. Se recomienda decapante estaño en grasa Canalizaciones de cobre para agua fría potable Bobina de estaño 97% sin plomo AGUA POTABLE Integrado. Se recomienda decapante estaño en grasa Circuitos eléctricos, radio, pequeños electrodomésticos Bobina de estaño 50% CONEXIONES ELÉCTRICAS Integrado. Se recomienda decapante estaño líquido Trabajos delicados, conexiones electrónicas, circuitos impresos, Alta Fidelidad,maquetismo Bobina de estaño 60% ELECTRÓNICA Integrado. Se recomienda decapante estaño líquido Trabajos delicados, conexiones electrónicas, circuitos impresos, Alta Fidelidad, maquetismo Bobina de estaño 99,3% cobre 0,7% sin plomo ELECTRÓNICA Integrado. Se recomienda decapante estaño líquido Unión a baja temperatura de aceros, aceros inoxidables y cuprosos con resistencia mecánica elevada Bobina de estaño 96,5% cobre 3,5% sin plomo ALTA RESISTENCIA Hilo macizo. Se recomienda decapante de grasa Equipo recomendado Para trabajos de estañado, recubrimiento, cincado Equipo recomendado: lámpara de soldar, soplete mono de gas, aparato bi-gas 32 Destino Tipo Producto WELDTEAM Decapante Estañado, reparación del cinc, canalones, recubrimiento, hojalatería Electrodo estaño 33% Pestillo estaño 33% RECUBRIMIENTO CINCADOS Pasta de estañar Equipo recomendado Para los trabajos de fontanería, calefacción, para la unión de cobre, latón, aluminio Cobresoldeo Montaje por capilaridad con temperatura de fusión del metal de aportación > 450°C Equipo recomendado: lámpara de soldar, soplete mono de gas, aparato bi-gas Destino Tipo Canalizaciones sanitarias, calefacción, agua fría, agua caliente potable fuera de la red gas, cobre con cobre, cobre con latón Soldeo de cobre fosforado Canalizaciones sanitarias, calefacción, agua fría, agua caliente potable, canalizaciones de gas*, cobre con cobre, cobre con latón Soldeo de cobre fosforado plata 6% - homologado por Gas de Francia Unión de cualquier metal (salvo el aluminio) con miras de conseguir resistencia mecánique alta Soldeo con alto contenido de plata 40% Sin cadmio Soldeo de cualquier metal (salvo el aluminio) unión con juntas estrechas, soldeos aparentes Unión y reparación de aluminio, aleaciones de cinc, magnesio Producto WELDTEAM Decapante SANITARIO O ANILLOS A SOLDAR a elegir en función del Ø del tubo Ventajas Polivalente y económico: Sin decapante cobre con cobre, se emplea con cualquier tipo de equipo, de lámpara el resto: de soldar al aparato con decapante oxiacetilénico en pasta Sin decapante cobre con cobre. Obligatorio con pasta decapante en la red de gas Fluidez excelente Resistencia mecánica superior al soldeo cobre fosforado ALTA SEGURIDAD Pasta decapante Resistencia mecánica elevada, uniones estéticas. Soldeo al 40% plata revestida Sin cadmio TODOS LOS METALES Sin decapante Varilla revestida Lista para usar, Uniones estéticas. Soldeo de aluminio ALUMINIO Sin decapante Para cualquier espesor. Temperatura de fusión baja CALEFACCIÓN Y GAS * Para realizar el soldeo de las canalizaciones de gas hay que acudir a un profesional homologado para comprobar la instalación. Para reparar acero, fundición, cobre de cualquier espesor Brasaje Unión sin fusión del metal base con una temperatura de fusión del metal de aportación próxima a los 1000°C. Equipo recomendado: soplete mono gas, aparato bi-gas Destino Unión y reparación de tuberías de gran diámetro, tapas de chapa, piezas de fundición, hierro forjado, etc. Tipo Cobresoldeo de latón revestido Producto WELDTEAM Decapante ACERO, COBRE, FUNDICIÓN Sin decapante Ventajas Listo para usar, polivalente, buen aspecto Para unir acero con una gran resistencia mecánica Soldadura autógena Unión sin fusión del metal base con una temperatura de fusión del metal de aporte elevada, próxima a 3100ºC. Equipo recomendado: aparato oxiacetilénico bi-gas Destino Tipo Hierro forjado, cerrajería, carpintería metálica menuda, carrocería Varilla acero cobreado Producto WELDTEAM Decapante ACERO Sin decapante Ventajas Gran resistencia de la junta: sólo con aparato de soldar oxiacetilénico 33 Para pedir 1 2 3 7 4 5 10 6 12 16 8 9 34 11 13 14 15 17 18 19 WELDTEAM ofrece una gama completa de soldadura para cualquier tipo de unión por llama. Denominación WELDTEAM ESTAÑO 40% TUBOS DE COBRE 2,0 - ESTAÑO 40% TUBOS DE COBRE 2,0 ESTAÑO 40% TUBOS DE COBRE ESTAÑO 40% PCB Référencia Bobina 50 g 6 W 000 266 187 - Bobina 100 g 6 W 000 075 174 2,0 - Bobina 250 g 6 W 000 075 175 TUBOS DE COBRE 2,0 - Bobina 500 g 6 W 000 266 186 ESTAÑO 50% CONEXIONES ELÉCTRICAS 1,5 - Bobina 50 g 6 W 000 266 184 ESTAÑO 50% CONEXIONES ELÉCTRICAS 1,5 - Bobina 100 g 6 W 000 266 183 ESTAÑO 50% CONEXIONES ELÉCTRICAS 1,5 - Bobina 250 g 6 W 000 266 182 ESTAÑO 60% ELECTRÓNICA 1,0 - Bobina 50 g 6 W 000 266 185 ESTAÑO 60% ELECTRÓNICA 1,0 - Bobina 100 g 6 W 000 075 176 ESTAÑO 60% ELECTRÓNICA 1,0 - Bobina 250 g 6 W 000 075 177 ELECTRÓNICA SIN PLOMO 1,0 - Bobina 100 g 6 W 000 266 180 ESTAÑO 97% AGUA POTABLE 2,0 - Bobina 50 g 6 W 000 266 181 ESTAÑO 97% AGUA POTABLE 2,0 - Bobina 100 g 6 W 000 075 178 ESTAÑO 97% AGUA POTABLE 2,0 - Bobina 250 g 6 W 000 075 179 ESTAÑO 97% AGUA POTABLE 2,0 - Bobina 500 g 6 W 000 266 178 6 ESTAÑO 96,5% - 3,5% PLATA ALTA RESISTENCIA 2,0 - Bobina 100 g 6 W 000 266 205 7 DECAPANTE ESTAÑO FLUX LÍQUIDO Bote 50 ml 5 W 000 075 097 8 DECAPANTE ESTAÑO GRASA DECAPANTE Tubo 125 ml 5 W 000 075 098 ESTAÑO 33% RECUBRIMIENTO DE CINC 10,0 380 Blister 2 10 W 000 075 180 ESTAÑO 33% RECUBRIMIENTO DE CINC 5,0 500 Blister 3 10 W 000 075 181 PESTILLO ESTAÑO 33% RECUBRIMIENTO DE CINC Blister 640 g 5 W 000 266 179 PASTA DE ESTAÑAR PASTA DE ESTAÑAR ESTAÑO 40% Pot 100 g 5 W 000 075 099 COBRE FOSFORADO SANITARIO 2,0 330 Blister 5 10 W 000 075 182 COBRE FOSFORADO SANITARIO 2,0 330 Blister 15 10 W 000 075 183 COBRE FOSFORADO SANITARIO 2,0 500 Blister 20 10 W 000 075 184 COBRE FOSFORADO ANILLOS DE SOLDAR 12,0 - Blister 15 10 W 000 075 186 COBRE FOSFORADO ANILLOS DE SOLDAR 14,0 - Blister 15 10 W 000 075 187 COBRE FOSFORADO ANILLOS DE SOLDAR 16,0 - Blister 15 10 W 000 075 188 2,0 330 Blister 5 10 W 000 075 189 2 3 4 ESTAÑO 99,3% - 0,7 COBRE Recubrimiento Estanqueidad 5 9 10 11 12 COBRE FOSFORADO 6% ARGENT 14 40% PLATA SIN CADMIO ALTA SEGURIDAD 2,0 330 Blister 2 10 W 000 269 080 15 40% PLATA REVESTIDA SIN CADMIO CUALQUIER TRABAJO 1,5 330 Blister 2 10 W 000 269 082 16 DECAPANTE DE SOLDEO Pot 65 g 5 W 000 075 095 17 ALUMINIUM ALUMINIUM 3,0 450 Blister 3 10 W 000 075 193 LATÓN REVESTIDO ACERO, COBRE, FUNDICIÓN 2,0 330 Blister 5 10 W 000 075 194 LATÓN REVESTIDO ACERO, COBRE, FUNDICIÓN 2,0 500 Blister 10 10 W 000 266 914 ACERO, COBRE, ACERO 2,0 330 Blister 10 10 W 000 075 192 ACERO, COBRE, ACERO 2,0 500 Blister 10 10 W 000 266 888 Cobresoldeo 13 18 Soldadura Soldeo fuerte Ø Long. (mm) (mm) Present. Cant. 1 Soldeo blando Tipo 19 CALEFACCIÓN Y GAS PASTA DECAPANTE 35 Consejos para mantenimiento de los aparatos OXYFLAM y ROLLERFLAM Carro Manorreductores Gafas Soplete soldador Conectores rápidos Antirretornos de llama El soplete Mantenimiento 1. Comprobar los conectores de entrada.* 2. Comprobar las llaves y su estanqueidad.* 3. Comprobar el estado de la boquilla o del cabezal de cortar y si puede haber fugas. * Para controlar la estanqueidad de los elementos indicados, utilizar el detector de fugas WELDTEAM – refª. W 000 075 066 36 Regla de oro Se recomienda encarecidamente sustituir el soplete cinco años (como más tarde) después de su puesta en servicio, incluso si no se han producido incidentes. El manorreductor Mantenimiento Regla de oro 1. Comprobar las roscas y su estanqueidad.* 2. Comprobar los manómetros. 3. Maniobrar el tornillo de regulación después de abrir el gas y constatar que sube la presión gradualmente. * Para controlar la estanqueidad de los elementos indicados, utilizar el detector de fugas WELDTEAM – refª. W 000 075 066 NO ENGRASAR NUNCA Se recomienda encarecidamente sustituir los reguladores cinco años (como más tarde) después de su puesta en servicio, incluso si no se han producido incidentes. Antirretornos de llama Mantenimiento Constituyen un elemento de seguridad ineludible ya que impiden que retroceda la llama y la mezcla de gas en caso de que se averíe el soplete. Se montan lo más cerca posible del soplete o bien van integrados en el mango. Regla de oro Utilizar al menos un dispositivo antirretornos de llama en el circuito de gas entre el soplete y el manorreductor. Sustituir inmediata y sistemáticamente los antirretornos de llama en caso de que se averíen o de que se produzca un retroceso de la llama. Se recomienda encarecidamente sustituir los cortafuegos tres años (como más tarde) después de su puesta en servicio, incluso si no se han producido incidentes. Conectores rápidos de obturadores Mantenimiento 1. Comprobar que bloquean bien. 2. Controlar la estanqueidad en uso a la presión de trabajo, con el conector bloqueado y desacoplado. Regla de oro Proceder a sustituir sistemáticamente los conectores rápidos en caso de que se deterioren (aplastamiento, etc.) o funcionen mal (fugas, pérdida de carga, etc.) * Para controlar la estanqueidad de los elementos indicados, utilizar el detector de fugas WELDTEAM – refª. W 000 075 066 Los tubos Mantenimiento Controlar, doblándolos, el estado general en toda la longitud: ausencia de fugas, grietas y abombamientos. Regla de oro Utilizar tubos que cumplan la norma EN 559 Se recomienda encarecidamente el cambiar los tubos cinco años (como más tarde) después de su puesta en servicio. El año marcado en el tubo es el de fabricación. 37 Consejos prácticos: garantía de resultado Realizar un soldeo de calidad Reparar por brasaje Preparación Preparación • Cepillar con cuidado las zonas de enganche mediante esponja de hierro o de fregar. • Las juntas deben estar perfectamente limpias, desengrasadas, desoxidadas. • Prever el recubrimiento de las chapas, el encaje de los tubos. • Realizar un ajuste cuidadoso dando un juego pequeño y regular del orden de 0,3 a 0,1 mm. • Recubrir las zonas de enganche con el flux decapante • Situar las piezas para el soldeo. Ejecución • Calentar la unión con el penacho de la llama. • Esperar a que el flux decapante se hinche y funda. • Aproximar la varilla de soldadura, fundir algunas gotas en el borde la junta. • Retirar la varilla y seguir calentando la unión con el penacho de la llama. • La soldadura penetrará por capilaridad en la junta cuando las piezas a montar estén a la temperatura adecuada. • Eliminar por cepillado o lavado los restos del flux decapante. • Cepillar con cuidado las zonas de enganche mediante esponja de hierro o de fregar. Ejecución • Efectuar el punteado depositando una gota de metal de aportación a intervalos periódicos, en el orden de la figura. La distancia entre cada punto es 20 veces el espesor del metal. • Mantener inclinado el soplete entre 50°-70°, y en la otra mano la varilla de metal de aporte inclinado 45°. • Mantener el dardo de la llama a 3 mm de la pieza. • Acercar el metal de aporte al dardo. • Depositar una gota de metal. • Calentar hasta que el metal de aporte “moje”; es decir, se deposite en la junta. • Levantar ligeramente el soplete para evitar el sobrecalentamiento. • Repetir esta operación yendo de un punto a otro desde la derecha a la izquierda. • Efectuar depósitos sucesivos para obtener un cordón continuo. • Para piezas gruesas, hacer pasadas superpuestas. Boquilla del soplete 50° a 70° Penacho Dardo de la llama 45° Sentido de avance Posiciones respectivas del soplete y del metal de aporte respecto de la junta. Unir el acero mediante soldadura por llama Préparación • Cepillar con cuidado las zonas de enganche mediante esponja de hierro o de fregar. • Para piezas de espesor inferior a 1,5 mm, no es necesario utilizar metal de aportación. • Por encima de 1,5 mm de espesor, emplear un metal de aporte del tipo “Varilla de acero” (ref: WELDTEAM W 000 075 192) Ejecución 50° a 70° 45° 5 3 1 2 4 • Efectuar el punteado para inmovilizar las piezas entre ellas, depositando una gota de metal de aportación a intervalos periódicos, en el orden de la figura. La distancia entre cada punto es 20 veces el espesor de las piezas a unir. Sentido de avance • Ejecutar un pequeño cordón de soldadura, denominado talón, de 5 a 6 cm. Comenzar este talón en plena chapa para terminar en el extremo de la unión. • Girar la pieza y efectuar la soldadura respetando las posiciones del soplete y del metal de aporte. • Fundir un punto separado 1 cm del extremo del talón para formar un “baño de fusión”. Cuando este baño de fusión tenga la dimensión suficiente para obtener una buena penetración, hacerlo progresar regularmente de derecha a izquierda a lo largo de la junta. • Si hace falta aportar metal hay que depositarlo metiendo de golpe el extremo de la varilla en el baño de fusión. • La velocidad de avance y de depósito del metal de aporte se regula vigilando el cordón que debe ser de forma y ancho regular, permaneciendo el baño de fusión con dimensión constante. • Durante la soldadura, mantener el extremo de la varilla de metal de aporte en el penacho de la llama. No levantar el soplete bruscamente. • Para garantizar una buena unión cuando se produce una parada durante la soldadura, se aconseja reanudar la soldadura 1 cm antes del final de soldadura realizado con anterioridad. 38 Contactos Photos non contractuelles – Ref. W 000 271 068 - 10/2008 - R 3.0 JSR Ed.1 - PLDB 5607 Air Liquide Welding France se réserve le droit de modifier ses appareils sans préavis. Les illustrations, descriptions et caractéristiques sont données à titre indicatif et ne peuvent engager le constructeur. OERLIKON SOLDADURA, S. A. Polígono Industrial "La Noria" Crta. Castellón, Km. 15,5 50730 EL BURGO DE EBRO, Zaragoza Tél. : +34 976 104 701 Fax : +34 976 104 267 E-mail: [email protected] Internet : www.weldteam.com www.airliquide.com Creada en 1902, líder mundial en gases industriales y médicos y servicios asociados, Air Liquide está presente en 75 países y cuenta con 40.000 colaboradores. A partir de tecnologías en continua evolución, Air Liquide desarrolla soluciones innovadoras que contribuyen a la fabricación de numerosos productos de la vida cotidiana y a la conservación de la vida.