Untitled - Sigrauto
Anuncio

VALORIZACIÓN ENERGÉTICA DE RESIDUOS DE
VEHÍCULOS FUERA DE USO
Índice de Contenidos
1. INTRODUCCIÓN ................................................................................................................................ 3
1.1. OBJETIVOS.......................................................................................................................................... 5
1.2. ALCANCE ........................................................................................................................................... 7
1.3. METODOLOGÍA ................................................................................................................................ 7
1.4. ENTIDADES PARTICIPANTES ....................................................................................................... 9
2. SITUACIÓN ACTUAL DE LA VALORIZACIÓN ENERGÉTICA DE RESIDUOS.............. 11
2.1. VALORIZACIÓN ENERGÉTICA DE RESIDUOS EN EUROPA................................................ 11
2.2. VALORIZACIÓN ENERGÉTICA DE RESIDUOS EN ESPAÑA ................................................ 14
2.3. NEUMÁTICOS.................................................................................................................................. 15
2.4. RESIDUO LIGERO DE FRAGMENTADORA............................................................................... 17
3. CARACTERIZACIÓN DEL RESIDUO LIGERO DE FRAGMENTACIÓN............................ 21
3.1. OBJETIVOS DE LA CARACTERIZACIÓN ................................................................................... 21
3.2. OBTENCIÓN DE LA MUESTRA.................................................................................................... 23
3.3. METODOLOGÍA EMPLEADA....................................................................................................... 24
3.4. RESULTADOS................................................................................................................................... 26
4. CARACTERIZACIÓN DE LOS NEUMÁTICOS ......................................................................... 34
5. FUENTES DE PRODUCCIÓN DE RESIDUOS DE VEHÍCULOS FUERA DE USO ............ 36
5.1. GENERACIÓN DE VEHÍCULOS FUERA DE USO ..................................................................... 36
5.2. PRODUCCIÓN DE NEUMÁTICOS............................................................................................... 49
6. VALORIZACIÓN EN HORNOS DE CEMENTERAS................................................................. 50
6.1. DESCRIPCIÓN DE LA TECNOLOGÍA EMPLEADA.................................................................. 50
6.2. PLANTAS Y CAPACIDADES......................................................................................................... 56
6.3. REQUERIMIENTOS TÉCNICOS.................................................................................................... 63
6.4. RESULTADOS DE LA VALORIZACIÓN ..................................................................................... 68
6.5. ASPECTOS MEDIOAMBIENTALES ............................................................................................. 71
6.6. ANÁLISIS COSTE BENEFICIO DE LA TECNOLOGÍA .............................................................. 73
6.7. POSIBLES ESCENARIOS PARA LOS AÑOS 2000 Y 2006 CON ESTA TECNOLOGÍA .......... 76
7. VALORIZACIÓN EN HORNOS DE LECHO FLUIDO.............................................................. 50
7.1. DESCRIPCIÓN DE LA TECNOLOGÍA EMPLEADA.................................................................. 90
7.2. PLANTAS Y CAPACIDADES......................................................................................................... 98
Indice de Contenidos
Página 1
7.3. REQUERIMIENTOS TÉCNICOS.................................................................................................. 100
7.4. RESULTADOS DE LA VALORIZACIÓN ................................................................................... 104
7.5. ASPECTOS MEDIOAMBIENTALES ........................................................................................... 120
7.6. ANÁLISIS COSTE BENEFICIO DE LA TECNOLOGÍA ............................................................ 121
7.7. POSIBLES ESCENARIOS PARA LOS AÑOS 2000 Y 2006 CON ESTA TECNOLOGÍA ........ 125
8. VALORIZACIÓN POR PIRÓLISIS.............................................................................................. 131
8.1. DESCRIPCIÓN DE LA TECNOLOGÍA EMPLEADA................................................................ 131
8.2. PLANTAS Y CAPACIDADES....................................................................................................... 139
8.3. REQUERIMIENTOS TÉCNICOS.................................................................................................. 140
8.4. RESULTADOS DE LA VALORIZACIÓN ................................................................................... 148
8.5. ASPECTOS MEDIOAMBIENTALES ........................................................................................... 153
8.6. ANÁLISIS COSTE BENEFICIO DE LA TECNOLOGÍA ............................................................ 160
8.7. POSIBLES ESCENARIOS PARA LOS AÑOS 2000 Y 2006 CON ESTA TECNOLOGÍA ........ 171
9. ANÁLISIS DE LOS ESCENARIOS PARA LOS AÑOS 2000 Y 2006 ...................................... 182
9.1. METODOLOGÍA ............................................................................................................................ 182
9.2. ANÁLISIS DE LA INFORMACIÓN DE PARTIDA.................................................................... 184
9.3. MODELOS ....................................................................................................................................... 192
9.4. RESULTADOS................................................................................................................................. 199
9.5. CONSIDERACIONES FINALES .................................................................................................. 209
10. CONCLUSIONES........................................................................................................................... 211
Indice de Contenidos
Página 2
1. INTRODUCCIÓN
La nueva política de gestión y eliminación de residuos de la Unión Europea, recogida en la
Directiva 91/156/CEE e incorporada a la legislación española con la Ley 10/1998, define las
cuatro vías de eliminación de residuos de la siguiente manera:
− Reutilización: el empleo de un producto usado para el mismo fin para el que fue diseñado
originariamente
− Reciclado: la transformación de los residuos, dentro de un proceso de producción, para su
fin inicial o para otros fines, incluido el compostaje y la biometanización, pero no la
incineración con recuperación de energía
− Valorización: todo procedimiento que permita el aprovechamiento de los recursos
contenidos en los residuos sin poner en peligro la salud humana y sin utilizar métodos que
puedan causar perjuicios al medio ambiente
− Eliminación: todo procedimiento dirigido, bien al vertido de los residuos o bien a su
destrucción, total o parcial, realizado sin poner en peligro la salud humana y sin utilizar
medios que puedan causar perjuicios al medio ambiente
Posteriormente, varias Directivas y propuestas de Directivas entre las que se encuentra la
propuesta relativa a los vehículos al final de su vida útil, han establecido que debe darse
prioridad a la reutilización frente al reciclado, al reciclado frente a la valorización y señalan
como última vía la eliminación.
En la Directiva relativa al tratamiento de los vehículos para desguace, se regulan tanto los
porcentajes en peso del vehículo que deben ser reutilizados, reciclados o valorizados, como la
manera de establecer el sistema de recogida desde el punto de vista legal. La Directiva
supondrá, entre otros, los siguientes cambios con respecto a la situación actual:
− La descontaminación obligatoria de todos los vehículos antes de su fragmentación, para
evitar la clasificación de los residuos de fragmentación como peligrosos (RP)
− La creación de una red de centros autorizados de recepción y descontaminación de
vehículos (CARD), formada por empresas responsables, debidamente certificadas
− La implantación de un certificado de destrucción necesario para dar de baja el vehículo,
que sea expedido por los CARD
− Todos los vehículos para desguace deben aumentar su tasa de reutilización y valorización
de materiales al 85% en peso del vehículo antes del 1 de Enero del año 2006, y dentro del
mismo plazo deben aumentar su tasa de reutilización y reciclado hasta un mínimo del 80%
en peso del mismo
− Además, con fecha tope el 1 de Enero del año 2015, deberán reutilizarse y valorizarse al
menos el 95% en peso del vehículo con lo que el porcentaje de residuos enviado al
vertedero se reducirá al 5% como máximo
1. Introducción
Página 3
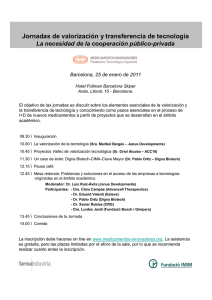
En la figura se muestran los pasos que sigue un vehículo al llegar al final de su vida útil en la
actualidad.
USUARIO
USUARIO
TALLER
TALLER
ITV
ITV
SINIESTRO
SINIESTRO
COMPRA
COMPRA NUEVO
NUEVO VEHICULO
VEHICULO
ABANDONO
ABANDONO EN
EN
VIA
VIA PUBLICA
PUBLICA
•
•
•
•
•
•
Aceites usados
Piezas defectuosas
Baterías usadas
Freones
Líquidos del motor
Neumáticos
gastados
• Líquidos de frenos
COMPAÑIA
COMPAÑIA
ASEGURADORA
ASEGURADORA
CONCESIONARIO
CONCESIONARIO
AYUNTAMIENTO
AYUNTAMIENTO
BAJA DE LA DGT
PIEZAS
PIEZAS
DESGUACE
DESGUACE
CARCASAS
CARCASAS
CHATARRA
CHATARRA
SIDERURGIA
SIDERURGIA
FRAGMENTADORAS
FRAGMENTADORAS
ALMACENISTAS
ALMACENISTAS
FRACCION
FRACCION NO
NO METALICA
METALICA
VERTEDERO
PARTICIPANTES
ORIGEN DE UN VFU
PRODUCTOS OBTENIDOS
Figura 1.1. Ciclo de vida de los vehículos
En España, los agentes involucrados en este proceso, llevan muchos años estudiando la manera
de alcanzar los nuevos objetivos y exigencias que marca la Directiva. Los acontecimientos más
destacables en este proceso de adaptación han sido:
En 1992 se crea en la sede de ANFAC (Asociación Nacional de Fabricantes de Automóviles y
Camiones) un Grupo de Trabajo especializado en el que se admitió a representantes de la
Federación Española de la Recuperación FER y de empresas especializadas en reciclado que
pudieran aportar sus conocimientos.
En el marco de dicha colaboración ANFAC, FER y la empresa REYFRA S.L. acometieron en
1993 la primera experiencia práctica en nuestro país del reciclado de los vehículos fuera de
uso, la cual, basada en datos objetivos, permitió evaluar los costes y beneficios de todas las
etapas, desde que el propietario decide la baja de su vehículo hasta que éste ha sido
desguazado y convertido en elementos reciclables o valorizables.
Durante 1995, ANFAC en colaboración con LAJO Y RODRIGUEZ, S.A., llevaron a cabo un
proyecto PITMA, que consistió en emprender una iniciativa en Madrid y Sevilla, contando con
la incorporación de las fases de descontaminación y separación de materiales en la red de
desguaces existente en ambas provincias.
1. Introducción
Página 4
El 16 de Enero de 1996 se firmó en Madrid el Acuerdo Marco de Reciclado, entre las
Secretarías de Estado de Medio Ambiente y Vivienda (MOPTMA), la Secretaría de Estado de
Industria (MINER) y las siguientes entidades: AEDRA, ANFAC, ANIACAM, SERNAUTO,
FER, FERMA, UNESPA y FACONAUTO.
Finalmente, en 1.998 las organizaciones ANFAC, FER AEDRA, ANARPLA y UPM y las
empresas ARTHUR ANDERSEN, Lajo y RODRIGUEZ, S.A. y CAT acometieron un estudio
para la promoción del reciclado de plásticos, vidrios y catalizadores del automóvil con el que
se analizaron las posibilidades de reciclado que presentan dichos materiales, aprovechando las
actuales redes de desguaces, fragmentadoras y empresas dedicadas al reciclado de dichos
materiales.
Durante 1999 y parte del año 2000, viendo que ya se había analizado la problemática de la
descontaminación y del reciclado en España, se llevó a cabo un nuevo proyecto para analizar la
viabilidad de valorizar energéticamente el residuo de fragmentación ligero y los neumáticos
provenientes de vehículos fuera de uso. Este documento recoge las actividades desarrolladas y
los resultados obtenidos durante este proyecto.
1.1. OBJETIVOS
1.1.1. Objetivos Científicos
El objetivo primordial desde el punto de vista científico del Proyecto que se presenta consiste
en analizar las posibilidades reales de valorización de los residuos de las plantas de
fragmentación provenientes de vehículos para desguace, y de los neumáticos extraídos de estos
vehículos, en España.
1.1.2. Objetivos tecnológicos
Estudiar, desarrollar e implantar una solución que consiga aumentar el porcentaje de materiales
recuperados de los vehículos fuera de uso así como resolver el problema de los neumáticos
retirados por los talleres de reparación.
Además se pretende ir avanzando en la adecuación de los niveles de valorización y reciclado
1. Introducción
Página 5
en España a los del resto de la Unión Europea implementando las tecnologías que lo permitan.
1.1.3. Objetivos industriales
La puesta en marcha del Proyecto supondría un conocimiento profundo de la viabilidad de la
valorización energética de este tipo de residuos en España. Este conocimiento será válido para
las autoridades y todos los agentes implicados en el proceso de los VFUs. Esto conllevaría la
promoción de una nueva actividad industrial y la potenciación de una nueva fuente de energía
con la que se consigue una reducción en el gasto de combustibles convencionales al ser
reemplazados por residuos.
1.1.4. Objetivos ambientales
El objetivo primordial de este proyecto es la reducción de residuos de los vehículos que se
retiran de la circulación. Además de esto, gracias a la utilización de las tecnologías de
valorización, se persiguen otros objetivos como son:
− Eliminación o reducción de los actuales depósitos de neumáticos, suponiendo una mejora
ambiental y sanitaria
− Eliminación de los metales pesados y otras materias contaminantes que presenta el residuo
final de fragmentación lo que conlleva una gran mejora en el medio ambiente
− Reducir el consumo energético mediante la conversión de los residuos en energía
1.1.5. Objetivos económicos
Con el proyecto se busca desarrollar un sistema que permita obtener beneficios económicos en
la implantación de esta actividad. Uno de los objetivos que va a resultar económicamente
interesante es la reducción en la utilización de combustibles convencionales (de alto coste)
sustituyéndolos por residuos.
1. Introducción
Página 6
1.2. ALCANCE
El alcance del proyecto a nivel del estudio general que se ha realizado, es todo el territorio
nacional. Así, se analizarán las cantidades y procedencias de los residuos estudiados, los
posibles destinos de los mismos, los problemas logísticos y los panoramas actual y futuro en
España.
En cuanto a la experiencia práctica en las cementeras, debido a diversas razones de logística,
ésta se realizó en dos hornos de cementera situados en Navarra y Andalucía. Lo que se
pretende con estas experiencias es dar una idea de la manera en que se podría establecer todo
el sistema en las distintas Comunidades, a partir de lo que se ha realizado en estas localidades.
1.3. METODOLOGÍA
El proyecto se ha desarrollado en cuatro fases bien diferenciadas que son las que a
continuación se presentan:
1.3.1. Fase I: Análisis de la situación: alternativas
En esta fase se recabó la información necesaria para la realización de los distintos estudios.
Para ello se establecieron los contactos necesarios con diversas empresas, de las que se
solicitaron datos sobre los procesos, costes, exigencias técnicas del material a valorizar y otros
aspectos que fuesen importantes para el estudio.
A partir de estos datos se comenzó su análisis hasta conocer la situación en que se encontraba
la valorización de residuos en España y qué posibilidades se presentaban para establecer una
logística que permitiera valorizarlos. En esta fase se estudiaron las distintas alternativas que se
planteaban desde los puntos de vista técnico, ambiental, económico y logístico. Una vez
analizadas, se decidió centrar el estudio en tres tecnologías de valorización energética: los
hornos de lecho fluido, los hornos de clinkerización y la pirólisis.
1. Introducción
Página 7
1.3.2. Fase II: Experiencias piloto
Con la colaboración de distintos agentes se llevaron a cabo diversas experiencias piloto de
forma que se reproducía el tratamiento real que deben recibir estos residuos para su
valorización.
Para poder valorizar cualquier materia, la composición de la misma debe cumplir con una serie
de requisitos en cuanto a sus propiedades físico-químicas como a su composición, para que se
produzcan emisiones y residuos que cumplan con los límites establecidos por la legislación
vigente. Por ello, lo primero que se hizo fue estudiar las exigencias que se planteaban en
cuanto a la composición, tamaño y características fisico-químicas y después se realizó una
analítica de los materiales, con objeto de conocer la necesidad de pretratamientos o
adaptaciones necesarias.
Posteriormente se almacenaron las cantidades de residuo necesarias para llevar a cabo las
experiencias prácticas en las tres tecnologías seleccionadas. La experiencia en hornos de
clinkerización se realizó a nivel industrial, mientras que la experiencia en hornos de lecho
fluido se llevó a cabo a nivel laboratorio y la experiencia de pirólisis se simuló mediante un
modelo informático.
1.3.3. Fase III: Desarrollo del modelo de simulación
En esta fase se ha desarrollado una herramienta que permite simular el sistema en su conjunto,
modificando los parámetros que se desee para obtener información válida en cualquier
situación geográfica (dentro del territorio nacional) o temporal.
Mediante esta herramienta de simulación se ha estudiado la posible situación en la actualidad
si se llevase a cabo la valorización de estos residuos y varias alternativas para el año 2006 ya
que en dicho año la Directiva establece los primeros objetivos de reutilización, reciclado y
valorización de los vehículos fuera de uso.
1.3.4. Fase IV: Informe final. Divulgación y difusión del Proyecto
Este informe que recoge la descripción de todas las actividades llevadas a cabo durante el
proyecto así como los resultados y conclusiones que de éstas se han obtenido, forma parte de la
fase de divulgación. Está previsto que, además, se elabore un vídeo divulgativo y se organice
una Jornada de presentación de resultados como actividades adicionales en esta fase.
1. Introducción
Página 8
1.4. ENTIDADES PARTICIPANTES
Asociación Española de Desguace y Reciclaje del Automóvil (AEDRA): constituida en
Marzo de 1995, cuenta en estos momentos con 400 afiliados y tiene el objeto agrupar a las
industrias de desguace para representar y defender sus intereses comunes.
Asociación Española de Fabricantes de Automóviles y Camiones (ANFAC): asociación sin
ánimo de lucro que tiene por objeto fomentar el adecuado desarrollo del sector de automoción
en España y colaborar en la defensa de sus intereses, promoviendo la colaboración entre los
fabricantes. Por ello asume la representación y gestión colectiva de sus miembros asociados
ante la Administración y ante toda clase de entidades privadas.
ARTHUR ANDERSEN: Arthur Andersen y Cía., S. Com. presta servicios de auditoría y
consultoría de empresas. Se trata de una Sociedad dirigida e integrada por profesionales
españoles. En este proyecto ha intervenido el Área de Medio Ambiente, Calidad y Prevención
de Riesgos Laborales.
CAT ESPAÑA: empresa que incluye entre sus actividades la logística de piezas procedentes
de la industria del automóvil.
Centro de Investigaciones Energéticas, Medioambientales y Tecnológicas (CIEMAT):
Organismo público de investigación y desarrollo tecnológico adscrito al Ministerio de
Industria y Energía. Está especializado en el campo de la generación de energía.
Federación Española de Recuperación (FER): de la cual forman parte las principales
empresas españolas de reciclado y recuperación de materiales metálicos.
Instituto Nacional de Técnica Aeroespacial “Esteban Terradas” (INTA): Organismo
Público dedicado a la investigación y desarrollo tecnológico aeroespacial, con carácter de
Organismo Autónomo dependiente de la Secretaría de Estado de la Defensa. Entre sus
funciones está la de realizar trabajos de I+D para los organismos y empresas que así lo
solicitan.
NOVAFIN: empresa consultora y promotora de proyectos en el campo de las energías
renovables. Constituida en 1992, está especializada en nuevas técnicas de generación de
energía.
Agrupación de Fabricantes de Cemento de España (OFICEMEN): entidad sin ánimo de
lucro que asocia a las empresas que disponen de instalaciones de fabricación de cemento en
España.
Unión Fenosa Energías Especiales, S.A. se dedica a promover, diseñar, financiar, construir,
operar y explotar instalaciones de producción en régimen especial, tanto de cogeneración como
de energías renovables.
1. Introducción
Página 9
Universidad Politécnica de Madrid (UPM): es la mayor Universidad Politécnica de España.
Una de sus Escuelas es la Escuela Técnica Superior de Ingenieros Industriales (ETSII), con
más de 4.000 estudiantes.
1. Introducción
Página 10
2. SITUACIÓN ACTUAL DE
ENERGÉTICA DE RESIDUOS
LA
VALORIZACIÓN
Este capítulo ha sido desarrollado por ARTHUR ANDERSEN, a partir de diversas fuentes
de información que se citan en el texto.
2.1. VALORIZACIÓN ENERGÉTICA DE RESIDUOS EN EUROPA
La Ley 10/1998 de residuos describe la valorización como todo procedimiento que permita el
aprovechamiento de los recursos contenidos en los residuos sin poner en peligro la salud
humana y sin utilizar métodos que puedan causar perjuicios al medio ambiente. En el caso de
la valorización energética, el recurso del residuo aprovechado es su energía, ya sea en forma de
calor, energía eléctrica, etc. El proceso de obtención de energía suele llevarse a cabo mediante
la incineración del residuo.
Los residuos objeto del presente informe, esto es, residuo ligero de fragmentadora y
neumáticos fuera de uso, no son teóricamente materiales contaminantes, por lo que se
consideran residuos asimilables a urbanos. En el presente capítulo hablaremos pues de la
valorización energética de residuos urbanos o asimilables.
En Europa existen decenas de miles de vertederos para los residuos urbanos y asimilables, que
cada año engullen centenas de millones de toneladas de residuos. Sin embargo, los residuos
empiezan a no caber. Poco a poco, las autoridades públicas se ven presionadas a dar una mejor
gestión a estos residuos. Así, la incineración, una práctica hasta hace poco no muy extendida,
está tomando el relevo a los vertederos, conforme estos se cierran. La incineración abre un
nuevo mercado, muy prometedor para el sector industrial especializado en instalaciones de
combustión. Un sector que no ha dejado de crecer, hasta el punto de convertirse en un
obstáculo para la implantación de otros sistemas de reducción del volumen generado de
residuos, como son la reutilización y el reciclado.
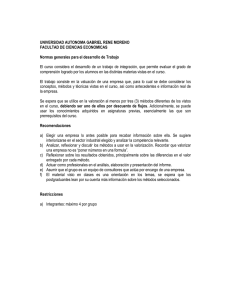
La dualidad vertido vs incineración en Europa, podemos observarla cuantitativamente en las
tres siguientes gráficas.
2. Situación actual de la valorización energética de residuos
Página 11
100
80
1984-1990
60
1991-1995
40
20
O
tro
s
po
st
aj
e
C
om
R
ec
ic
la
je
In
ci
ne
ra
ci
ón
0
Ve
rt i
do
Millones de toneladas anuales
120
Figura 2.1. Gestión de residuos municipales en Europa OCDE. Fuente: OCDE; en
Europe’s Environment: The Second Assessment
Vertederos
0
500
1000
1500
2000
2500
Incineradoras
3000
3500
4000
4500
0
Francia
50
100
150
200
250
300
Francia
Reino Unido
Italia
Italia
Alemania
Austria
Austria
España
Bélgica
Bélgica
Países Bajos
Figura 2.2. Gestión de residuos en la Europa OCDE en 1997. Fuente: OCDE, 1997 &
National State-of-the-Environment reports
Dólares por tonelada
0
20
40
60
80
100
120
140
Alemania
Países Bajos
Dinamarca
Noruega
Irlanda
Francia
Incineración
Vertido
Suecia
Finlandia
Reino Unido
España
Figura 2.3. Comparación de costes entre incineración y vertido de residuos no peligrosos,
en algunos países de Europa, en 1995. Fuente: FEAD, 1995
En la gráfica 2.1 observamos cómo la tendencia en la gestión de residuos hasta 1995 no varía
apenas. En la gráfica 2.2 vemos que las diferencias entre unos países y otros son muy
considerables. En particular, Alemania, Reino Unido, Francia e Italia generan muchos más
2. Situación actual de la valorización energética de residuos
Página 12
350
residuos que el resto; y sólo Francia apuesta claramente por la incineración. Finalmente, en la
gráfica 2.3 observamos como el coste de la incineración es en 1995 en Europa bastante mayor
que el del vertido, situación que propicia este último. Excepción a lo anterior son Noruega y
Suecia, donde ya se empieza a penalizar el vertido frente a otras formas de gestionar los
residuos urbanos.
Desde 1975 en que se aprueba la Directiva marco relativa a los residuos hasta 1999 en que lo
hace la Directiva de vertido, la Unión Europea ha ido estableciendo su estrategia respecto a los
residuos a golpe de reglamentación: minimización, reutilización, reciclado, valorización
energética y vertido. Es el orden de preferencia que dicha estrategia establece. Sin embargo, la
tendencia real parece ser un equilibrio económico e incluso ecológico entre estas operaciones.
La valorización energética, con el inconveniente de las emisiones de gases, da lugar a una
reducción del volumen del residuo y a una obtención de energía que lo harán útil para algunos
tipos de residuos. Es por ello que se haya considerado en este estudio, al menos en primera
instancia, como la solución prioritaria al vertido de neumáticos fuera de uso y residuo ligero de
fragmentadora.
Hemos apuntado el hecho de evitar el problema de los vertederos. Ahora bien, ¿la generación
de energía conseguida es rentable? A lo largo del estudio veremos que sí lo es. Sin embargo,
no debemos pensar que el volumen de energía generada es grande. Por ejemplo, en cuanto a
energía eléctrica generada, en 1995 sólo el 5,3% de la generada en la Unión Europea provenía
de fuentes de energía renovables, de entre las que la incineración de residuos supone un 5,8%.
En la siguiente gráfica podemos comparar los diferentes países europeos.
Ktep/año
Alemania
1073
879
Francia
560
Dinamarca
Holanda
497
390
344
Suecia
Reino Unido
España
187
142
Bélgica
97
Austria
Italia
Luxemburgo
Finlandia
64
23
12
Figura 2.4. Producción energética a partir de RSU, en 1995. Fuente: Eurostat
2. Situación actual de la valorización energética de residuos
Página 13
2.2. VALORIZACIÓN ENERGÉTICA DE RESIDUOS EN ESPAÑA
La gran mayoría de los residuos urbanos y asimilables generados en España vienen siendo
eliminados mediante su depósito en vertederos, en muchos casos sin ningún control. Podemos
observarlo en el siguiente gráfico.
Valorización
energética
4%
Compostaje
14%
Reciclaje
12%
Vertido
autorizado
58%
Vertido
incontrolado
12%
Figura 2.5. Gestión de RSU en España en 1996. Fuente: Plan Nacional de Residuos
Urbanos 2000-2006
En lo que a incineración se refiere, existen todavía plantas que no se ajustan a la normativa
sobre emisión de contaminantes a la atmósfera, e incluso plantas que no disponen de sistemas
para recuperación de la energía contenida en los residuos. Estas plantas están destinadas a
desaparecer en breve.
La Administración prevé un considerable aumento de la valorización energética de residuos,
tal y como se observa en las siguientes gráficas.
Valorización
energética
9%
Compostaje
19%
Vertido
autorizado
47%
Vertido
incontrolado
5%
Reciclaje
20%
Valorización
energética
18%
Vertido
autorizado
33%
Vertido
incontrolado
0%
Compostaje
24%
Reciclaje
25%
Figura 2.6. Situación prevista para la gestión de RSU en España en 2001 (izq.) y 2006
(der.). Fuente: Plan Nacional de Residuos Urbanos 2000-2006
En lo referente a la energía eléctrica generada a partir de los residuos, podemos decir de
2. Situación actual de la valorización energética de residuos
Página 14
nuevo que representa una cantidad ínfima frente al total (ver gráfica siguiente).
Biomasa
1,948%
Carbón
15,1%
Nuclear
14,4%
Petróleo
55,1%
Residuos
1,238%
Eólica
0,746%
Solar fotovoltaica
0,029%
Minihidráulica
12,466%
Gas
8,2%
Hidráulica
83,573%
Energías
renovables
7,2%
Figura 2.7. Consumo de energía primaria en España en 1996. A la derecha se desglosan las
energías renovables. Fuente: Secretaría de Estado de Energía y Recursos Minerales
2.3. NEUMÁTICOS
2.3.1. Descripción de los neumáticos
Los neumáticos de automóvil están formados por un complejo entramado de materiales
diversos como son el acero, las fibras textiles y los elastómeros.
En un neumático de turismo el porcentaje de materiales respecto de la masa total del mismo,
es:
Caucho natural y sintético
Negro de humo
Hilos de acero
Cableado textil
Otros productos químicos
48%
23%
18%
3%
8%
Un 70% de la masa de los neumáticos está constituida por derivados de hidrocarburos. Así
pues, se trata de substratos adecuados a la obtención de combustibles y productos químicos por
medio de transformaciones termoquímicas.
El contenido energético medio de un neumático de turismo equivale a 27 litros de petróleo (21
litros en materias primas y 6 en el proceso de fabricación). Este potencial energético nos da
una pista acerca de las posibles técnicas de eliminación provechosa de neumáticos de desecho.
2. Situación actual de la valorización energética de residuos
Página 15
2.3.2. Gestión de los neumáticos
Las posibles vías de gestión para los neumáticos fuera de uso (NFU) son las siguientes:
− Depósito en vertedero
− Reutilización
− Reciclado
− Valorización energética
Figura 2.8. Pila de neumáticos fuera de uso
El depósito en vertedero es la solución peor y una de las más practicadas actualmente en
España, motivado fundamentalmente por las dificultades y el coste de la logística de recogida,
transporte y almacenamiento de NFU para su tratamiento en una planta al propósito.
Sin embargo, está práctica está cambiando rápidamente y comienzan a proliferar el resto de
soluciones. La reutilización mediante el recauchutado de los neumáticos es útil para
neumáticos de gran tamaño provenientes de camiones y vehículos industriales. El reciclado de
los NFU es posible a partir de la separación de los distintos constituyentes del neumático:
caucho, acero y fibras, principalmente. Para ello, los NFU son primeramente triturados,
normalmente tras su enfriamiento con nitrógeno líquido para fragilizarlos. En el anexo III se
detalla la operación de reciclado de NFU.
Finalmente, la valorización energética es una solución muy a tener en cuenta debido al alto
poder calorífico de los NFU. Desde hace años, los NFU se vienen usando como combustible
alternativo en hornos de cementeras. Otras tecnologías de incineración y de pirolización están
también empleándose, sobre todo en países más adelantados que España. Aunque no
disponemos de datos concretos para España, si pueden servir de referencia las siguientes
gráficas sobre la gestión de NFU en Estados Unidos, país más avanzado medioambientalmente
que España. Los datos están recogidos en el informe de la EPA (agencia medioambiental
estadounidense) “State scrap tyre programs-quick reference guide: 1999 Update“ (EPA-530-N99-0022).
2. Situación actual de la valorización energética de residuos
Página 16
Enviados a
vertederos,
almacenados o
eliminados
ilegalmente
24,1%
Exportados
5,6%
Usos de
ingeniería civil
3,8%
Reciclaje
9,2%
Recuperación
energética
57,3%
Productos de
agricultura
10,2%
Usos variados
6,1%
Productos
cortados,
estampados y
punzonados
32,7%
Caucho
triturado
51,0%
Figura 2.9. Gestión de NFU en EEUU en 1996 (se generaron 266 millones de NFU)
En cualquier caso, para los residuos del automóvil, se tendrán que poner todos los medios
necesarios para garantizar una capacidad mínima de tratamiento, que haga rentable la inversión
en una tecnología que cumpla con todos los requisitos medioambientales, así como para
abaratar el coste de recogida y transporte de dichos residuos.
2.4. RESIDUO LIGERO DE FRAGMENTADORA
2.4.1. Descripción del residuo
Esta descripción ha sido realizada por LYRSA.
La fragmentación de vehículos es la técnica más ampliamente utilizada para reducir el tamaño
y separar los distintos componentes metálicos entre sí y los no metálicos. Se compone de las
siguientes etapas:
− Alimentación
− Trituración
− Limpieza
− Separación (clasificación)
− Apilado
2. Situación actual de la valorización energética de residuos
Página 17
Figura 2.10. Fragmentadora
Durante el proceso de fragmentación se consigue la descarga de cuatro productos claramente
diferenciados:
− Chatarra férrica fragmentada
− Chatarra no férrica mezclada con residuo pesado
− Material inerte
− Residuo ligero
Hasta la fecha, los vehículos se fragmentan junto a otros residuos que llegan a los
fragmentadores, fundamentalmente electrodomésticos (ver figura 2.x). Los desguazadores
previamente retiran las piezas que tuvieran utilidad. A partir de la entrada en vigor de la
Directiva sobre vehículos, existirá además la obligatoriedad de descontaminar los vehículos
antes de su fragmentación, lo que comprende la eliminación de la batería, el refrigerante, los
aceites lubricantes, el combustible y el fluido del acondicionador de aire. Hasta la fecha, a los
vehículos simplemente se les extrae el combustible para evitar explosiones en el proceso de
fragmentación.
Figura 2.11. Pila de vehículos fuera de uso y electrodomésticos
2. Situación actual de la valorización energética de residuos
Página 18
El residuo ligero está constituido por la parte orgánica ligera procedente de las tapicerías,
salpicaderos, guarniciones, juntas, tubos, etc. El contenido de inertes (del 10 al 20% de su
composición en peso) es vidrio procedente de las lunas del automóvil.
Durante la operación de fragmentado, el residuo ligero se obtiene del arrastre por corriente de
aire en el proceso de fragmentación en el molino. Este residuo está constituido por un conjunto
heterogéneo de cauchos, goma, polietilenos, plásticos acrílicos, etc. La composición es
variable y diversa: 40% plásticos y textiles, 30% caucho, 13% vidrio, 15% tierras y 2%
metales no férreos. Esto dificulta enormemente su reciclaje o incineración. Asimismo,
pequeñas cantidades de metales, Fe, Cr, Cu, Mn, Zn y Ni, están presentes en concentraciones
de partes por millón.
El tamaño de los trozos que salen de la fragmentadora es muy variado, con un tamaño
máximo que no excede de unos 10 cm, aunque esto dependerá del diseño del ciclón de la
fragmentadora, y una parte más pequeña de alrededor de 1 cm.
Se puede estimar que la parte no metálica, en el automóvil, está entre el 20 y el 25% en peso
de cada unidad de vehículo fragmentada. Y este porcentaje tiende a aumentar, ya que cada vez
es más importante el uso de plásticos en los vehículos en detrimento de los productos férricos.
El plástico es más ligero y permite todo tipo de formas, a la vez que es capaz de absorber
mayor energía en los choques.
2.4.2. Gestión del residuo
Las posibles vías de gestión para el residuo ligero de fragmentadora (RLF) son las siguientes:
− Depósito en vertedero
− Reciclado
− Valorización energética
Como residuo considerado de carácter no peligroso, hasta la fecha, es enviado en su mayoría a
vertederos convencionales. De nuevo, el depósito en vertedero es la solución peor y la más
practicada actualmente, motivado ya no sólo por la difícil logística del residuo, sino también
por su composición heterogénea y variable. Aunque sólo representa un 3% del volumen
ocupado de vertedero frente a las basuras domésticas, se trata de un residuo conflictivo por lo
difícil de su manipulación, su composición y su alto contenido energético.
En cuanto al reciclado, según indica NOVAFIN, hay que destacar el esfuerzo que actualmente
realizan algunos fabricantes, por una parte disminuyendo la variedad de plásticos utilizados y
por otra marcando las piezas con el tipo de plástico utilizado, para de esta manera facilitar el
reciclado. Sin embargo, se trata de un residuo cuyo reciclado se cuestiona, pues estudios de
ecobalances y ciclos de vida, demuestran que para los plásticos, la valorización es más
2. Situación actual de la valorización energética de residuos
Página 19
beneficiosa medioambientalmente que el reciclado mecánico, por el coste ambiental, que
supone el acondicionamiento y traslado a las plantas de reciclado. Además, dentro de la
familia de los plásticos se usan sobre todo los polietilenos (PE) y polipropilenos (PP) que son
fácilmente reciclables, pero aún se siguen utilizando los polivinílicos (PVC). Si estos se
mezclan con los anteriores, incluso en pequeñas cantidades, se vuelve inservible toda la
mezcla. Un kilo de PVC, malogra una tonelada de PP o PE. En el anexo III hablamos de
alguna técnica existente para el reciclado de este residuo.
Finalmente, de la valorización energética del RLF nos ocuparemos ampliamente en este
estudio, tanto desde un punto de vista técnico-medioambiental como económico y logístico.
2. Situación actual de la valorización energética de residuos
Página 20
3. CARACTERIZACIÓN DEL RESIDUO LIGERO DE
FRAGMENTACIÓN
3.1. OBJETIVOS DE LA CARACTERIZACIÓN
Los objetivos de estos análisis son conocer la problemática de:
1. Su almacenamiento en las plantas fragmentadoras y las de valorización energética
2. Su transporte
3. La combustión
4. Las cenizas de la combustión respecto a su vertido
En el primer punto es importante conocer la estabilidad química y térmica del residuo y la
toxicidad. Un residuo que es inestable químicamente puede producir reacciones que generen
calor y produzcan autocombustión o fusión de sus componentes que dificulten después su
manejo. La toxicidad del residuo puede dar lugar a lixiviación de los tóxicos al terreno donde
este almacenado contaminando el suelo y produciendo un impacto ambiental.
En el segundo punto es necesario conocer la potencia calorífica y la densidad del residuo para
poder evaluar la incidencia de los costes del transporte.
Teniendo en cuenta que se trata de valorar energéticamente el residuo, el coste del transporte
es una partida de los costos de esa valorización. Por lo tanto, será fundamental, para conocer el
valor de ese residuo como combustible, conocer el coste del transporte de una termia, que es
función de las calorías por unidad de volumen del residuo. Teniendo en cuenta esto, un
estudio de la compactabilidad del mismo y el coste de esta operación también seria deseable,
pero esto esta fuera del alcance de este estudio.
En la problemática de la combustión es necesario conocer el poder calorífico, el análisis
inmediato del residuo como combustible, el contenido en cloro del mismo, y más
específicamente y dependiendo de la técnica que se utilice para la combustión, el análisis
térmico en los tramos de temperatura del proceso y la cinética de la combustión. Una
valoración final obliga a analizar las emisiones reales en el mismo proceso de combustión.
El poder calorífico del combustible incide directamente en la rentabilidad del proceso y en la
combustibilidad. Es necesario para mantener la combustión en régimen permanente que el
calor de combustión sea suficiente como para aportar la energía de activación de la reacción.
Si este es inferior la autocombustión no es posible.
El análisis inmediato nos permite conocer la cantidad de agua, volátiles, carbono fijo y cenizas
en el combustible.
3. Caracterización del residuo ligero de fragmentación
Página 21
La cantidad de agua es fundamental ya que el que está en la combustión se evaporará
consumiendo una cantidad del poder calorífico que puede ser importante dado el alto calor de
vaporización de la misma (540 cal/g). El agua, por otra parte, reacciona con el carbono y el
CO2 produciendo CO, si la temperatura de la combustión no es adecuada, reduciendo también
por esta vía el rendimiento de la operación.
En el caso de una pirólisis introduciría un producto no combustible que luego habría que
separar con el consiguiente consumo de energía.
Los volátiles presentes en el combustible, en principio, al tener una energía de activación baja
en las reacciones de combustión, aumentan la combustibilidad del residuo y permiten
mantener la reacción y la iniciación de la misma. Pero obligan a mantener un caudal de aire
mayor que con el carbono fijo, y un tiempo de residencia y una temperatura adecuadas para
que no se escapen como inquemados, produciendo una contaminación ambiental.
El contenido en carbono fijo marcará la cantidad de combustible que permanece mas tiempo
en el horno y ayuda a mantener estable el régimen de combustión.
El contenido en azufre y cloro es fundamental en un proceso de combustión, que hay que
realizar adecuadamente, ya que sino, el primero da lugar a los óxidos de azufre y el segundo al
ClH todos causantes de la lluvia ácida, produciendo el cloro además compuestos órgano
clorados, como dioxinas y furanos, contaminantes y con límites máximos de emisión marcados
por la ley.
El análisis térmico permite conocer con mas precisión que tipo de volátiles se producen, a que
temperaturas se forman y entran en combustión, con las cantidades de calor que aportan en el
reactor de combustión.
El estudio de la cinética de las reacciones aporta los parámetros que definen la velocidad de la
combustión a cualquier temperatura.
Mediante los datos del análisis térmico y los de cinética es posible optimizar la combustión y
obtener el máximo rendimiento del poder calorífico, lo que supone, en definitiva, mas calor
aprovechado y menos contaminación. Estos análisis no se contemplan aquí ya que son un
objetivo del estudio de la técnica que se emplee para la combustión.
Por ultimo, en el cuarto punto se estudia los residuos de esa combustión que van a vertedero,
entre los que se encuentran las cenizas y las partículas emitidas y captadas en los filtros, que
en una buena combustión deben de carecer de poder calorífico y tener como destino, junto a
las cenizas, el vertedero.
En una valoración del combustible es importante conocer la cantidad de cenizas y su
composición, ya que su gestión como residuo llevará un coste que depende de ambos factores.
Unas cenizas conteniendo ciertas cantidades de metales pesados o productos tóxicos hay que
remitirlas a un vertedero de residuos tóxicos, que es mas caro que un vertedero convencional.
3. Caracterización del residuo ligero de fragmentación
Página 22
3.2. OBTENCIÓN DE LA MUESTRA
En primer lugar, es importante destacar el hecho de que actualmente se fragmentan vehículos
sin descontaminar y electrodomésticos conjuntamente. Sin embargo, acorde con el objetivo del
presente estudio, debemos centrarnos en los vehículos descontaminados, que es el objeto de la
Directiva de vehículos.
A fin de poder determinar las propiedades del residuo generado por la fragmentación de
vehículos antes y después de la descontaminación se acordó la obtención de una muestra de
residuos de vehículos fuera de uso descontaminados dado que el residuo de vehículo no
descontaminado había sido ya analizado en proyectos previos y sería analizado de nuevo
durante la realización de pruebas piloto en Cementera.
En primer lugar se procedió a la descontaminación de veinte VFU retirando de los mismos
baterías, neumáticos y todos los líquidos y gases contenidos en el vehículo.
La empresa que realizó la descontaminación fue Desguaces Teo Martín, S.L., quien cuenta con
instalaciones adecuadas para esta operación. Los vehículos fueron trasladados hasta la
fragmentadora. A continuación se procedió a la trituración “en solitario” en la planta
fragmentadora de Lajo y Rodriguez, S.A. de las 20 unidades generándose un residuo de
aproximadamente 3.200 kilogramos de hasta 20 cm de dimensión máxima.
Se realizó el cuarteo y mezcla del material obtenido hasta obtener 800 kg de material, el cual
fue de nuevo triturado en un molino secundario con parrilla de salida de 12 mm de malla, para
obtener una muestra de dimensiones reducidas de hasta 1cm de dimensión máxima.
Se procedió a la realización de cuarteos hasta conseguir sendas muestras de 5 kg, que fueron
remitidas a los laboratorios de INTA y CIEMAT para su caracterización. Véase el esquema
siguiente:
3. Caracterización del residuo ligero de fragmentación
Página 23
20 T
~ 120 mm
1T
Gránulo ~ 120 mm
MOLIDO
5T
~ 10 Kg.
Gránulo ~ 10 mm.
1T
LABORATORIO
Figura 3.1. Esquema de la metodología de muestreo del RLF
3.3. METODOLOGÍA EMPLEADA
La metodología empleada se describe con exactitud en el anexo I. A continuación, pasa a
resumirse.
CIEMAT ha realizado el análisis inmediato y ha medido potencia calorífica, toxicidad y cloro.
Por su parte, INTA ha medido cloro y el contenido en metales.
3.3.1. Análisis inmediato
El análisis inmediato se ha realizado según la norma ASTM D3172-73. Incluye el análisis de
humedad, materia volátil, contenido en cenizas y carbono fijo. Este análisis da la relación entre
materia combustible y no combustible existente
3.3.2. Potencia calorífica
La potencia calorífica o poder calorífico del residuo se ha medido mediante una bomba
calorimétrica automática de la casa LECO modelo AC-300 sistema 789-500.
3. Caracterización del residuo ligero de fragmentación
Página 24
3.3.3. Toxicidad
La toxicidad se mide mediante un equipo Microtox modelo 500 Toxity Test System. La
medida de la toxicidad viene definida en mg/l necesarios para producir efectos tóxicos, siendo
tóxicos aquellos productos que dan valores por debajo de 3000 mg/l.
3.3.4. Contenido en cloro (CIEMAT)
El contenido en cloro se ha medido mediante un analizador de la casa EUROGLAS modelo
ECS 1600.
3. Caracterización del residuo ligero de fragmentación
Página 25
3.3.5. Contenido en cloro (INTA)
El proceso se divide en dos fases:
− Mineralización mediante combustión en bomba calorimétrica
− Determinación de cloruro mediante cromatografía iónica
3.3.6. Contenido en metales
Este método es aplicable para la determinación de aluminio, antimonio, arsénico, berilio,
cadmio, calcio, cobalto, cobre, cromo, estaño, estroncio, hierro, magnesio, manganeso,
molibdeno, niquel, plata, plomo, titanio, vanadio y zinc, en residuos, mediante la técnica de
absorción atómica con llama.
El método consiste en la digestión de la muestra en un horno microondas, sistema cerrado, con
mezcla de ácidos clorhídrico, nítrico y fluorhídrico. Las soluciones obtenidas son susceptibles
de ser analizadas por espectrometría de absorción atómica con llama, espectrometría de
emisión con plasma de acoplamiento inductivo (ICP-OES) y espectrometría de plasma-masas
(ICP-MS).
3.4. RESULTADOS
3.4.1. Análisis fisico-químico y elemental
Se han realizado análisis de dos muestras. Una la RF-1 procede de vehículo sin descontaminar
fragmentados junto a un cierto porcentaje de electrodomésticos que es como habitualmente se
esta procediendo en las plantas de fragmentación. La muestra RF-2 procede de la
fragmentación de vehículo descontaminados. Es decir, vehículo a los que se las ha separado
antes de fragmentarlos la batería, el refrigerante, combustible, aceites, líquidos de frenos y
liquido de sistemas de aire acondicionado. Los resultados se muestran en la siguiente tabla:
3. Caracterización del residuo ligero de fragmentación
Página 26
Análisis
Muestra RF-1
Muestras RF-2
PROPIEDADES FÍSICAS
Densidad
0,33 g/cc
0,33 g/cc
PROPIEDADES QUÍMICAS
Contenido en cloro
0,87%
0,55%
Toxicidad
23.050 mg/l
37.300 mg/l
PROPIEDADES TÉRMICAS
Poder calorífico superior
4280 cal/g
5039,1 cal/g
Poder calorífico inferior
3747 cal/g
4507 cal/g
ANÁLISIS INMEDIATO
Humedad
1,48%
1,43%
Volátiles
54,60%
63,30%
Carbono fijo
6,02%
0,37%
Cenizas
38,90%
26,90%
Tabla 3.1. Análisis físico-químico y elemental. Fuente: CIEMAT
Muestra
mg
Clppm
Vmuestra
ml
mg Clmuestra
% Clmuestra
751,9
21,30
250
5,33
0,71
752,5
18,54
250
4,63
0,62
752,9
27,76
250
6,94
0,92
754,6
19,24
250
4,81
0,64
ESTADÍSTICA
% Clmedio
σn-1
CV(%)
756,3
23,63
250
5,91
0,78
0,73
0,12
16,44
Tabla 3.2. Porcentaje de cloruro en muestra de residuo ligero de VFU descontaminado.
Fuente: INTA
CONCLUSIONES
Las conclusiones más importantes a la vista de los datos de la caracterización son los
siguientes:
− La densidad del producto es muy baja, 0,33 g/cc, lo que hace que se tenga que tener en
cuenta el precio del transporte por metro cúbico y termia en el balance económico total de
su tratamiento
− El residuo puede absorber una gran cantidad de agua debido a su alto contenido en
3. Caracterización del residuo ligero de fragmentación
Página 27
−
−
−
−
poliuretano, posiblemente por encima de un 50% en peso, lo que invalidaría su poder
energético
El residuo produce reacciones exotérmicas a temperatura ambiente o a temperaturas que
se pueden alcanzar cuando éste está a pleno sol. De ésta forma, aumentaría la temperatura
por si mismo llegando a la autocombustión, incendiándose. Como la mayor temperatura se
alcanzaría en el interior del apilamiento la extinción del incendio requeriría refrigerar la
zona interna removiendo el apilamiento o por otro procedimiento
Debido a las dos conclusiones anteriores es necesario almacenar el residuo bajo techado
para evitar la insolación que de lugar a autocombustión y la lluvia que invalidaría el
residuo como combustible
El residuo no es tóxico
La cantidad de cloro que tiene, aunque no es importante, si es suficiente como para que se
tenga que quemar mediante técnicas de combustión limpia, que controlen las temperaturas
de combustión, para evitar la formación de compuestos clorados contaminantes, y
apliquen sistemas de limpieza de gases. Este problema, importante en cualquier sistema
de combustión directo, no existe, en principio, en la pirólisis en si, pero como el destino
final de los productos de esta técnica es la combustión, el problema se traslada al equipo
que la realice, que en caso de ser motores de explosión es más difícil
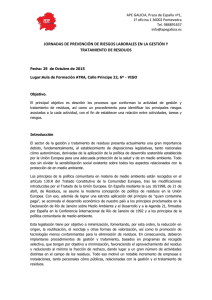
3.4.2. Análisis térmico
Se ha realizado un amplio estudio del comportamiento térmico del residuo dirigido ha
proporcionar información para el proceso de combustión en lecho fluidizado. En este informe
se incluye solamente aquellos aspectos del análisis térmico que por si mismos aportan algún
dato interesante del residuo, independientemente del tratamiento posterior.
Un análisis diferencial de barrido (DSC) en atmósfera inerte (figura 3.2) hace ver que el
proceso de volatilización es exotérmico hasta los 600 ºC, cuando debiera ser endotérmico. Es
decir, cuando se calienta un material como este residuo, de una forma muy esquemática y
simple, se producen los siguientes fenómenos:
1. Volatilización primero de todos aquellos productos, como agua y orgánicos ligeros, que
estén absorbidos en el residuo.
2. Rotura de moléculas por termólisis produciendo moléculas pequeñas.
3. Volatilización de las moléculas producidas en la termólisis.
3. Caracterización del residuo ligero de fragmentación
Página 28
Figura 3.2. Análisis diferencial de barrido del RLF. Fuente: CIEMAT
Para los tres tipos de procesos descritos es necesario aportar energía, es decir el proceso es
endotérmico.
El motivo por el que el proceso resulta exotérmico no puede ser otro que algunos de los
productos del residuo reaccionan entre sí cuando alcanzan cierta temperatura liberando energía
en esta reacción, con lo que el balance total es exotérmico.
Esta propiedad del residuo tiene una gran importancia, ya que el fenómeno se produce a
temperaturas no muy altas, que en nuestro país son ambientales en algunos meses del año.
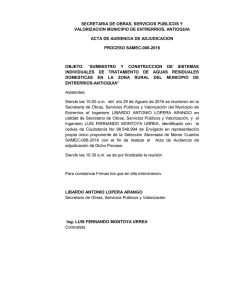
El análisis termogravimétrico (TG) y diferencial térmico (SDTA) (figura 3.3), en atmósfera
de oxigeno, da información del comportamiento del residuo en combustión, observándose
que:
− Existe una primera etapa hasta los 237 ºC en donde se desprende un 4,5 % de volátiles que
no se queman a esa temperatura ya que el SDTA no detecta generación de energía
− A partir de los 237 ºC y hasta los 308-360 ºC se quema el 48% del residuo, produciendo en
ese tramo la máxima liberación de energía. La suma del producto liberado hasta los 237 ºC
y el quemado hasta los 308 ºC corresponde, aproximadamente, al contenido de volátiles
que se había detectado en el análisis elemental
− A partir de los 360 ºC y hasta 700 ºC se produce otra perdida de peso, de un 16 %, en
donde la liberación de energía es pequeña comparado con el tramo anterior. Aquí se
rompen moléculas muy grandes, las del carbono fijo, para lo que es necesario un consumo
de energía considerable frente a la energía que después se obtiene del quemado de los
fragmentos
− A partir de los 700 ºC la perdida de peso es prácticamente nula y la liberación de energía
también
3. Caracterización del residuo ligero de fragmentación
Página 29
Figura 3.3. Análisis termogravimétrico y diferencial térmico del RLF. Fuente: CIEMAT
Hay que hacer notar que las diferencias de porcentajes que se encuentran entre el análisis
inmediato y el análisis térmico es debido a la heterogeneidad de la muestra. En análisis térmico
se trabaja con muestras menores de un gramo lo que hace difícil que no haya dispersiones en
los resultados.
CONCLUSIONES
− Los volátiles, son susceptibles de entrar en combustión a temperaturas inferiores a los 350
ºC, mientras que el carbono fijo, que hay que quemarlo a temperaturas superiores a los
700 ºC
− La combustión reduce el residuo en un 60% en peso, ya que las cenizas residuales
alcanzan casi un 40% en peso. Sin embargo, en volumen la reducción es
considerablemente más importante debido a la baja densidad del residuo y la alta densidad
de las cenizas. No obstante, es de destacar que hay que tener en cuenta los costos de
almacenamiento de las cenizas en el coste total del procesado del residuo. Estos serán mas
o menos grandes dependiendo del tipo de elementos que contengan (ver análisis de
metales)
− La diferencia fundamental entre el residuo procedente de vehículos sin descontaminar y
descontaminados, esta en que los últimos tienen aproximadamente un 10% mas de
volátiles, un 10% menos de cenizas y un contenido en cloro ligeramente menor
3. Caracterización del residuo ligero de fragmentación
Página 30
3.4.3. Análisis de metales
Humedad: 12 %
ELEMENTO
CONCENTRACIÓN EN SOLUCIÓN
MUESTRA
UNIDAD
1
2
3
4
5
MEDIA
mg/l
MEDIA
%
σn-1
CV%
Al
mg/l
17,71
34,26
21,55
27,68
12,90
22,82
1,1410
0,4188
36,70
Sb
"
0,21
0,19
0,21
0,31
0,19
0,22
0,0111
0,0025
22,52
As
"
< 0,5
< 0,5
< 0,5
< 0,5
< 0,5
<0,50
<0,025
---
---
Be
"
<0,01
<0,01
<0,01
<0,01
<0,01
<0,01
<0,0005
---
---
Cd
"
0,39
0,45
0,45
0,46
0,64
0,48
0,0239
0,0047
19,67
Ca
"
104,60
104,80
104,50
103,50
109,60
105,40
5,2700
0,1201
2,28
Co
"
0,38
0,30
0,21
0,49
0,09
0,29
0,0147
0,0077
52,38
Cr
"
0,36
0,44
0,37
0,28
0,28
0,35
0,0173
0,0034
19,65
Cu
"
6,37
7,80
18,28
16,74
20,64
13,97
0,6983
0,3227
46,21
Fe
"
102,72
107,68
90,58
122,78
77,44
100,24
5,0120
0,8598
17,15
Pb
"
5,49
5,68
6,79
5,96
5,90
5,96
0,2982
0,0249
8,35
Mg
"
125,30
134,80
144,40
135,50
140,80
136,16
6,8080
0,3620
5,32
Mn
"
0,69
0,92
0,60
0,86
0,53
0,72
0,0360
0,0083
23,06
Mo
"
0,29
0,26
0,23
0,24
0,29
0,26
0,0131
0,0014
10,69
Ni
"
0,33
0,83
0,25
0,26
0,43
0,42
0,0210
0,0120
57,14
Ag
"
0,32
0,09
< 0,1
< 0,1
< 0,1
0,14
0,0071
0,0050
70,42
Sr
"
1,12
1,01
1,06
1,00
1,04
1,05
0,0523
0,0024
4,59
Sn
"
< 0,1
< 0,1
< 0,1
< 0,1
< 0,1
<0,10
<0,005
---
---
Ti
"
0,92
1,33
1,58
1,63
1,16
1,32
0,0662
0,0148
22,36
V
"
< 0,1
< 0,1
< 0,1
< 0,1
< 0,1
<0,10
<0,005
---
---
Zn
"
6,82
8,24
8,31
8,26
8,37
8,00
0,4000
0,0331
8,28
Tabla 3.3.Resultados del análisis de metales. Fuente: INTA
También se han realizado análisis de metales y cloro en muestras de fragmentadora, que
contienen, además de vehículos fuera de uso sin descontaminar, electrodomésticos,
obteniéndose los siguientes resultados, comparativos con los obtenidos para el residuo
descontaminado.
3. Caracterización del residuo ligero de fragmentación
Página 31
Al
Sb
As
Be
Cd
Ca
Co
Cr
Cu
Fe
Pb
1,35
0,046
< 0,025
< 0,0005
0,052
5,63
0,013
0,053
1,00
7,80
0,59
Mg
Mn
Mo
Ni
Ag
Sr
Sn
Ti
V
Zn
Cl
11,13
0,10
0,031
0,071
0,009
0,22
<0,005
0,26
<0,005
1,05
1,30
Tabla 3.4. Composición química (%) del RLF sin descontaminar. Fuente: INTA
Al
Sb
As
Be
Cd
Ca
Co
Cr
Cu
Fe
Pb
1,14
0,011
< 0,025
< 0,0005
0,024
5,27
0,015
0,017
0,70
5,01
0,30
Mg
Mn
Mo
Ni
Ag
Sr
Sn
Ti
V
Zn
Cl
6,81
0,036
0,013
0,021
0,007
0,052
<0,005
0,066
<0,005
0,40
0,73
Tabla 3.5. Composición química (%) del RLF de VFU descontaminado. Fuente: INTA
De los resultados obtenidos podemos concluir lo siguiente:
− Las muestras presentan gran heterogeneidad, como puede deducirse de los distintos
resultados de determinados elementos, como Al, Cu y Fe, principalmente
− Los elementos mayoritarios presentes en los residuos son: Ca, Mg y Fe
− Elementos como As, Be, Sn y V prácticamente no se detectan
− Los valores encontrados de las concentraciones, para la mayoría de los elementos, en la
muestra de residuo de fragmentadora son en general mayores que las del residuo
descontaminado
− Los métodos propuestos son fáciles de aplicar y permiten obtener resultados, en general, de
buena repetibilidad para cada toma de muestra homogeneizada
− Tomas diferentes de una misma muestra conducen a resultados analíticos en la mayor parte
de los elementos, haciendo uso de los métodos propuestos, cuyo coeficiente de variación está
por debajo del 25 %, lo que puede ser considerado un buen resultado si se tiene en cuenta la
gran heterogeneidad de las muestras
− A falta de claros criterios establecidos por las Directivas Europea o Española en relación con
los límites de tolerancia de elementos presentes en los residuos ligeros de fragmentación, a
los que se pretende dar un aprovechamiento energético, se pueden ofrecer los propuestos por
RENAULT FRANCIA en virtud de los estudios prospectivos por ellos realizados como
3. Caracterización del residuo ligero de fragmentación
Página 32
representantes europeos del sector del automóvil en relación con esta materia. Dichos límites
son los siguientes:
Al
Sb
As
Cd
Ca
Co
Cr
Cu
Fe
Pb
1,0
0,02
0,001
0,005
2,0
0,001
0,05
2,0
1,0
0,1
Mg
Mn
Ni
Sn
Ti
V
Zn
Cl
0,5
0,02
0,05
0,05
0,3
0,05
0,5
2,0
Tabla 3.6. Límites de concentración orientativos del RLF de VFU. Fuente: RENAULT
FRANCIA
3. Caracterización del residuo ligero de fragmentación
Página 33
4. CARACTERIZACIÓN DE LOS NEUMÁTICOS
Antes de llevar a cabo una caracterización de los neumáticos en los laboratorios participantes,
se decidió analizar los datos de caracterizaciones ya realizadas por los mismos o que
estuviesen en posesión del resto de las entidades involucradas en el proyecto ya que la gran
cantidad de información disponible sobre este tipo de residuo hacía innecesaria una nueva
caracterización. Una vez analizados estos datos y viendo que las diferencias eran muy
pequeñas, se acordó tomarlos como datos de partida.
Las distintas caracterizaciones fueron aportadas por OFICEMEN, NOVAFIN y CIEMAT y a
pesar de la gran consistencia de los mismos es conveniente remarcar que los datos dependen
del tipo de neumático (diseño, construcción, etc.). En la tabla que se muestra a continuación,
se recogen los pesos medios aproximados de los neumáticos según el tipo de vehículo y del
tamaño.
TIPO
Tamaño
Peso (en kg)
Turismo
165-R13
7
Turismo/camioneta
175-R15/170-R14
8-10
Camión ligero
205-R16
16-20
Camión
1100-R20/1200-R20
55-80
Tabla 4.1. Pesos medios de neumáticos
En la tabla que se muestra a continuación, se recogen los resultados de los análisis necesarios
para una correcta caracterización de los neumáticos.
ANÁLISIS INMEDIATO
Componente
Porcentaje en peso
Humedad
0%
Materia Volátil
60-65%
Cenizas
5-10%
Carbono fijo
30-35%
ANÁLISIS ELEMENTAL
Componente
Porcentaje en peso
Carbono
80-85%
Nitrógeno
0,2-0,4%
Azufre
1-1,4%
Hidrógeno
6-7%
Metales
11-12%
Inertes
2-3%
ANÁLISIS DE LAS CENIZAS
4. Caracterización de los neumáticos
Página 34
Componente
Porcentaje en peso
SiO2
2-5%
Al2O3
0,12-1%
CaO
0,35-0,5%
Na2O
0,15-0,2%
Fe2O3
0,35%
K2O
0,08-0,14%
P2O5
0,05-0,1%
TiO2
0,1-0,15%
SO3
0,8-1%
Cr
535 ppm
W
853 ppm
Zn
11630 ppm
Tabla 4.2. Análisis de los neumáticos
Finalmente señalar que el poder calorífico de este residuo es de unos 35000 KJ/kg lo cual da
una idea de su gran potencial como combustible alternativo.
4. Caracterización de los neumáticos
Página 35
5. FUENTES DE PRODUCCIÓN DE RESIDUOS DE
VEHÍCULOS FUERA DE USO EN ESPAÑA
En el presente capítulo, la UPM realiza una previsión de la producción de residuos
provenientes de vehículos fuera de uso en España. Para ello, se parte de una previsión de bajas
anuales de vehículos, ya que, tanto los residuos ligeros de fragmentación como los neumáticos
considerados en el presente estudio provienen de los vehículos fuera de uso. Estos vehículos
fuera de uso se asocian a las bajas producidas en el parque de automóviles.
Posteriormente, en función de la configuración geográfica del parque, se obtiene una previsión
de las bajas de vehículos por provincias, así como de la dispersión geográfica que esto
representa.
Por último, de acuerdo con la localización, la producción actual y la potencia instalada de las
distintas plantas fragmentadoras, se efectúa una distribución entre ellas de la producción total
de residuos ligeros provenientes de VFU, tanto para el año 2000 como para el año 2006. En
esta distribución se han tenido en cuenta también los neumáticos pertenecientes a los VFU.
Los cálculos realizados y la metodología utilizada para la obtención de las previsiones se
detallan en el Anexo II.
5.1. GENERACIÓN DE VEHÍCULOS FUERA DE USO
Como se ha indicado previamente, los vehículos fuera de uso generados en un año
corresponden a las bajas producidas ese mismo año. Asimismo, los residuos de fragmentación
de vehículos fuera de uso que se producen en un año, se consideran provenientes de las bajas
producidas ese mismo año en el parque de automóviles. Esto es debido:
− Por una parte, a la ausencia de datos con respecto al tiempo medio que transcurre desde la
baja de un vehículo hasta que se procede a su fragmentación (estancia en desguace y
fragmentadora)
− Por otra parte, a que es previsible que en un futuro próximo estos tiempos se reduzcan
notablemente por los cambios en la regulación del sector
5.1.1. Previsión de bajas de vehículos
El cálculo de la previsión de bajas de vehículos se ha realizado a partir de la siguiente
información histórica:
Bajas de turismos tramitadas en el año t:
Bt
t=1972, 1973,..., 1997, 1998
5. Fuentes de producción de residuos de vehículos fuera de uso en España
Página 36
Matriculaciones de turismos en el año t:
Mt
t=1972, 1973,..., 1997, 1998
Parque de turismos existente al final del año t:
Pt
t=1972, 1973,..., 1997, 1998
indicada en la tabla 5.1.
1972
Año (t)
Matriculaciones (Mt)
Bajas (Bt)
Parque (Pt)
Año (t)
1974
1975
1976
1977
1978
1979
1980
506453 595176 575723 572188 619677 662859 654033 620652 574149
32175
46912
70227
75153
75581
69716
68893
93847
75375
3254801 3803659 4309511 4806833 5351363 5944942 6530428 7057521 7556511
1981
Año (t)
Matriculaciones (Mt)
Bajas (Bt)
Parque (Pt)
1973
1982
1983
1984
1985
1986
1987
1988
1989
505716 535733 550436 522229 575052 689051 928264 1069220 1149373
75375 119020 125255 190951 161484 154870 209709 303531 470426
7943325 8354050 8714076 8874442 9273710 9643448 10218526 10787424 11467727
1990
1991
1992
1993
1994
1995
1996
1997
1998
Matriculaciones (Mt) 1007014 914061 1008454 775461 938971 870497 968363 1091190 1282970
464022 421564 438420 420572 589265 438315 387476 497516 567724
Bajas (Bt)
11995640 12537099 13102285 13440694 13733794 14212259 14753809 15297366 16050057
Parque (Pt)
Fuente: DGT
Tabla 5.1. Matriculaciones, bajas y parque de turismos en España
A los datos de la tabla anterior hay que unir las cifras correspondientes a 1999: 1.406.246
matriculaciones, con 683.892 bajas, para un parque de 16.770.000 vehículos.
Una representación gráfica de las matriculaciones y bajas permite comprobar que manifiestan
un comportamiento errático (figura 5.1).
Este comportamiento puede ser explicado en parte por la coyuntura económica. Por ejemplo,
entre los años 1990 y 1998 las oscilaciones en la cifra de vehículos matriculados se ajustan a
las variaciones en las tasas de crecimiento económico durante dicho periodo.
Por otra parte, en las bajas de automóviles parecen tener una especial incidencia las políticas
promocionales para la renovación del parque. Así, en la figura anterior se puede observar la
influencia del plan RENOVE lanzado para 1994. Esto tuvo efectos, no sólo en el aumento de
bajas de 1994, sino en una disminución de las mismas, respecto a lo que sería esperable, en
1995 y 1996.
5. Fuentes de producción de residuos de vehículos fuera de uso en España
Página 37
1.500.000
1.250.000
1.000.000
750.000
500.000
250.000
0
1972 1973 1974 1975 1976 1977 1978 1979 1980 1981 1982 1983 1984 1985 1986 1987 1988 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999
Fuente: DGT
Figura 5.1. Evolución de las de las bajas y matriculaciones
Este comportamiento, tanto de las matriculaciones como de las bajas, hace que no se puedan
realizar previsiones fiables a partir de estos datos.
Si se analizan las cifras correspondientes al parque, se observa que presenta un crecimiento
estable:
18000000
15000000
12000000
9000000
6000000
3000000
0
1972 1973 1974 1975 1976 1977 1978 1979 1980 1981 1982 1983 1984 1985 1986 1987 1988 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999
Fuente: DGT
Figura 5.2. Evolución del parque de turismos
Esta tendencia en el crecimiento del parque permite realizar estimaciones de su evolución con
cierto grado de confianza (R2 = 0,998 y media del valor absoluto de los errores porcentuales
MAPE = 1,7%), de manera que se pueden establecer las siguientes previsiones con los
correspondientes límites de confianza (2,5% para el inferior y 97,5% para el superior):
5. Fuentes de producción de residuos de vehículos fuera de uso en España
Página 38
Año Límite inferior
2000
16940000
2001
17290000
2002
17670000
2003
18060000
2004
18440000
2005
18830000
2006
19220000
2007
19610000
2008
20000000
2009
20380000
2010
20760000
Previsión
Límite superior
17290000
17640000
17820000
18340000
18340000
19010000
18860000
19670000
19390000
20330000
19910000
20990000
20440000
21650000
20960000
22310000
21490000
22980000
22010000
23640000
22540000
24310000
Elaboración: UPM-IOL
Tabla 5.2 . Previsiones del parque de turismos (1)
Estos resultados se han obtenido mediante la aplicación del método del alisado exponencial
doble (con tendencia), con un peso para la constante de alisado de la tendencia del 9,8%, con
lo que se estima una evolución creciente del parque de casi 525.000 turismos/año a finales de
1999.
Por tanto, en este proyecto pueden tomarse como previsiones de parque automovilístico las
siguientes (en miles de vehículos):
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010
Año
Previsión del parque 17290 17820 18340 18860 19390 19910 20440 20960 21490 22010 22540
Elaboración: UPM-IOL
Tabla 5.3. Previsiones del parque de turismos (2)
En la tabla 5.3 han de destacarse los datos del año 2006 por dos razones:
La previsión estima que el parque de automóviles supere los 20 millones (aunque hay que
tener en cuenta que para ese año se llega a unos márgenes ±6% para el nivel de confianza del
95%)
Se espera que en el 2006 entre en vigor la directiva sobre residuos del automóvil
A partir de las previsiones de la evolución del parque de vehículos y de datos históricos
disponibles relativos a:
− Bajas tramitadas en cada año t (periodo 1989-1998) de vehículos según su antigüedad i
(i=1,2,3...20, >20 años), Bt,i
− Parque de vehículos al final de cada año t (periodo 1989-1998) de vehículos según su
antigüedad i (i=1,2,3...20, >20 años), Pt,i
5. Fuentes de producción de residuos de vehículos fuera de uso en España
Página 39
se ha comprobado, como se detalla en el Anexo II, que no son fiables las previsiones
realizadas considerando las series temporales anteriores.
Ante esta circunstancia, y teniendo en cuenta que el principal factor explicativo para las bajas
es la antigüedad de los vehículos, se ha optado por analizar las series temporales agregando los
vehículos según distintos segmentos de antigüedad. Así, se ha realizado una agregación en
cinco segmentos:
j
1
2
3
4
5
Antigüedad
Menor o igual a 5 años
Entre 5 y 10 años
Entre 10 y 15 años
Entre 15 y 20 años
Mayor de 20 años
Y, posteriormente, otra agregación en tres segmentos:
j
1
2
3
Antigüedad
Menor o igual a 10 años
Entre 10 y 20 años
Mayor de 20 años
Se ha seleccionado esta última opción porque es la que mejores resultados ha proporcionado.
De ella se puede destacar que:
− La evolución del parque según su antigüedad muestra un comportamiento sostenido según
su segmento de antigüedad para los vehículos más modernos y los de mayor antigüedad,
pero no identifica una tendencia para los comprendidos entre 10 y 20 años de antigüedad
− Se aprecia que en la evolución de las bajas según su segmento de antigüedad, el peso de
los cambios coyunturales recae en los vehículos con una antigüedad entre 10 y 20 años
Posteriormente, se han investigado distintas series temporales de valores relativos, tratando de
identificar sus pautas de comportamiento:
Bt/Pt. Bajas anuales respecto al parque de turismos al final del año;
Bt,i/Bt. Bajas según su antigüedad respecto al total de bajas anual;
Bt,i/Pt. Bajas según su antigüedad respecto al parque total;
Bt,i/(Pt,i + Bt,i). Bajas según su antigüedad respecto al parque de esa antigüedad existente al
comienzo de año en cuestión (equivalente a un índice de “mortalidad” para los vehículos según
su antigüedad);
Pt,i/Pt. Proporción del parque según su antigüedad respecto al parque total;
5. Fuentes de producción de residuos de vehículos fuera de uso en España
Página 40
Llegándose a las siguientes consideraciones:
En los vehículos con antigüedad menor de 10 años se identifican ciertas pautas de
comportamiento:
− Crecimiento sostenido del parque correspondiente a este tipo de vehículos
− Una proporción de aproximadamente el 60% del parque total
− Estabilidad en la relación número de bajas con relación al parque total (algo más de 4 por
cada 1000 vehículos) y al parque de esta antigüedad (en torno al 0,7%), lo que hace que la
participación respecto al total de bajas sea algo variable (como lo es el número de bajas
totales)
En los vehículos más antiguos (antigüedad mayor de 20 años), se aprecia:
− Aumento estable del parque de estos vehículos, así como de la proporción que suponen
respecto al parque total (actualmente más de un 10% creciendo aproximadamente a un
0,5% anual)
− Un incremento sostenido en la proporción que representan estas bajas respecto al total,
estabilizada en los 3 últimos años en el 22%
− Los efectos coyunturales de 1994 y 1996 (con números de bajas excepcionalmente alto y
bajo, respectivamente) aunque con menor intensidad que en el conjunto
En los vehículos cuya antigüedad oscila entre 10 y 20 años no se aprecian pautas estables (en
ellos se manifiestan coyunturas como el descenso de ventas en 1993, el aumento de bajas en
1994, o la disminución de las bajas en 1996): únicamente complementan a los vehículos de
menos de 10 años de antigüedad, de modo que la proporción del parque que representan los
vehículos menores de 20 años experimenta una disminución continua (alrededor de un 0,5%
anual) y se observa cierta continuidad en la disminución de la proporción que representa este
segmento respecto al total de bajas (casi un 2% anual, excepto los dos últimos años en que se
ha recuperado prácticamente a este mismo ritmo).
Las consideraciones anteriores han permitido estimar:
la proporción del parque de vehículos según su segmento de antigüedad en relación al parque
total (figura 5.3):
5. Fuentes de producción de residuos de vehículos fuera de uso en España
Página 41
Pt,j/Pt
70%
60%
50%
Menos de 10 años
40%
Entre 10 y 20 años
Más de 20 años
30%
20%
10%
0%
1989 1990 1991 1992 1993 1994 1995 1996 1997 1998
UPM-IOL
Figura 5.3. Composición del parque según su antigüedad
la proporción de bajas de vehículos según su segmento de antigüedad con respecto al parque
del mismo segmento de antigüedad (figura 5.4):
Bt,j/Pt,j
12%
10%
8%
Menos de 10 años
6%
Entre 10 y 20 años
4%
Más de 20 años
2%
0%
1989 1990 1991 1992 1993 1994 1995 1996 1997 1998
UPM-IOL
Figura 5.4. Evolución de las bajas según su antigüedad
En la tabla 5.4 se indican estos valores con sus respectivos intervalos de confianza, IC, al 95%.
5. Fuentes de producción de residuos de vehículos fuera de uso en España
Página 42
j
1
2
3
Antigüedad
<10
10-20
>20
Pt,j/Pt
0,631
0,291
0,078
IC
0,008
0,018
0,014
Bt,j/Pt,j:
0,007
0,085
0,070
IC
0,0003
0,010
0,006
Elaboración: UPM-IOL
Tabla 5.4. Coeficientes para la previsión de bajas por segmentos
La aplicación de estos indicadores al parque actual, cuyo crecimiento se ha estimado
previamente en 525.000 vehículos año da lugar a las previsiones que aparecen en la tabla 5.5.
2000
600000
700000
800000
Año
Mínimo
Esperado
Máximo
2001
610000
720000
830000
2002
625000
740000
860000
2003
635000
765000
890000
2004
650000
785000
920000
2005
660000
805000
950000
2006
675000
825000
980000
Elaboración: UPM-IOL
Tabla 5.5. Previsión de bajas
Al ser amplios los intervalos de confianza para los coeficientes de los vehículos de mayor
antigüedad (para Pt,j/Pt y Bt,j/Pt,j suponen un 18% y un 9%, respectivamente del parámetro en
cuestión) y para el coeficiente Bt,j/Pt,j del parque entre 10 y 20 años de antigüedad (12%), como
se aprecia en la tabla 5.4, la variabilidad esperada respecto a estas previsiones, representada en
la figura 5.5 también será amplia y, lógicamente, motivada por la variabilidad de los datos de
partida.
1000000
900000
800000
700000
600000
500000
400000
300000
200000
100000
0
UPM-IOL
1989
1990
1991
1992
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
Figura 5.5. Previsión de bajas
5. Fuentes de producción de residuos de vehículos fuera de uso en España
Página 43
5.1.2. Dispersión geográfica de los vehículos fuera de uso
Para la presentación geográfica de diferentes tipos de provincias españolas, en los mapas con
estas clasificaciones se destacan:
En blanco las provincias en las que el valor representado no alcanza el 50% de la media de
todas las provincias
Rayadas en tono claro las provincias en las que el valor representado está entre 50% y el valor
de la media de todas las provincias
Rayadas en tono claro las provincias en las que el valor representado está entre la media de
todas las provincias y un 50% más
En negro las provincias en las que el valor representado supera en más del 50% al valor de la
media de todas las provincias
En el caso de la generación de VFU, es de esperar que los 800000 vehículos fuera de uso
estimados (año 2006) se distribuyan como muestra el mapa 5.1 (fuente de datos: DGT), donde
se toma como referencia una media de 16000 VFU por provincia.
5. Fuentes de producción de residuos de vehículos fuera de uso en España
Página 44
Mapa 5.1. Generación de vehículos fuera de uso año 2006
Dada la importancia del transporte en este estudio, a partir de estas cifras absolutas se ha
elaborado un mapa de densidad de generación de VFU. Así, tomando como referencia una
densidad media en España de 1,6 VFU/Km2, en el mapa 5.2 se aprecia la dispersión geográfica
correspondiente.
5. Fuentes de producción de residuos de vehículos fuera de uso en España
Página 45
Mapa 5.2. Densidad de vehículos fuera de uso año 2006
En este mapa 5.2 se puede apreciar que la dispersión existente en España respecto a densidad
de generación de VFU es mayor que respecto a su cifra absoluta. El número de provincias que
tienen una densidad notablemente mayor o menor que la media es mucho mayor. Esto indica
que el desequilibrio existente en España en cuanto a la densidad de generación de residuos es
mayor si tenemos en cuenta la extensión geográfica de las distintas provincias.
5.1.3. Dispersión geográfica de la producción de residuos
La producción de residuos de VFU se realiza en las plantas fragmentadoras, que recogen VFU
de diferentes orígenes.
De acuerdo con la información facilitada por FER, el parque de plantas fragmentadoras
existente en España aparece localizado por provincias en el mapa 5.3.
Las plantas fragmentadoras han sido codificadas de la siguiente forma:
5. Fuentes de producción de residuos de vehículos fuera de uso en España
Página 46
En primer lugar con una F que identifica la planta como cementera
A continuación, hasta dos dígitos con la abreviatura de la provincia en la que se encuentra
Finalmente, un número de orden dentro de la provincia para aquellas en las que exista más de
una planta
− Un número de orden adicional, en aquellos casos en los que exista más de una planta en
una provincia
En el mapa 5.3, se identifica que las provincias o zonas con un mayor número de
fragmentadoras corresponden a provincias o zonas de gran actividad y población (Madrid,
Barcelona, Sevilla, Valencia y zona País Vasco-Navarra).
Fuente: FER
Mapa 5.3. Plantas fragmentadoras en España
De cara a la estimación de la dispersión geográfica de la producción de residuos provenientes
de la fragmentación de vehículos fuera de uso, FER ha facilitado datos de producción de
residuos para 16 de las 19 plantas a considerar. Estos datos han servido para determinar el peso
relativo de estas plantas. Para las 3 instalaciones de las que se carecía de esta información, se
5. Fuentes de producción de residuos de vehículos fuera de uso en España
Página 47
ha establecido su peso según su potencia respecto a la potencia total instalada en el conjunto de
las fragmentadoras.
De esta manera, en el mapa 5.4 puede apreciarse la coherencia en la instalación de las plantas
fragmentadoras, tanto en lo referente a localización como a peso relativo, respecto a la
densidad de generación de vehículos fuera de uso en España. En efecto, en todas las provincias
peninsulares con una densidad de vehículos muy alta existe una planta fragmentadora, excepto
en Pontevedra, Alicante y Málaga, para las cuales se encuentra una fragmentadora en una
provincia limítrofe (Coruña, Valencia y Sevilla, respectivamente).
Por otra parte, todas las fragmentadoras se ubican en provincias de muy alta o alta densidad,
excepto los casos de Granada, Navarra y Zaragoza, que son de baja densidad, y, especialmente,
el caso de Palencia, de muy baja densidad. El caso de Navarra se interpreta como
complemento a una zona (País Vasco) de muy alta densidad, y los de Granada, Palencia y
Zaragoza corresponden a amplias zonas geográficas de baja densidad.
Mapa 5.4. Producción de plantas fragmentadoras españolas
La longitud de las barras asociadas a cada instalación en el mapa 5.4, proporcional a su
5. Fuentes de producción de residuos de vehículos fuera de uso en España
Página 48
importancia relativa en lo que a producción de residuos se refiere, pone de manifiesto de nuevo
la concordancia entre la generación de VFU y la producción de sus residuos de fragmentación.
De cara al estudio de escenarios en los años 2000 y 2006, se han proyectado las previsiones de
bajas de automóviles bajo las siguientes hipótesis (información proporcionada por FER):
Peso medio de un vehículo fuera de uso: 850 kg
Residuo ligero de fragmentación resultante de un VFU: 20%
Esto da lugar a las cifras de producción total española de residuo de fragmentación de VFU
que aparecen en la tabla 5.6, con la distribución geográfica por plantas observadas en los
mapas 5.3 y 5.4.
2000
2006
Mínimo Esperado Máximo Mínimo Esperado Máximo
600000
700000 800000 675000
825000 980000
VFU generados
120000 135000 115000
140000 165000
t/año de residuo de VFU 100000
Elaboración: UPM-IOL
Tabla 5.6. Previsión de generación de residuos de VFU
5.2. PRODUCCIÓN DE NEUMÁTICOS
En el caso de los residuos provenientes de neumáticos, es muy importante tener en cuenta que
los neumáticos provenientes de vehículos fuera de uso, objeto de este estudio, representan una
parte muy pequeña respecto a los neumáticos provenientes de reposición.
Este último tipo de neumáticos queda fuera del alcance del presente estudio. La multitud de
puntos de origen de distinto carácter los harían objeto de un estudio de características
diferentes.
Para los neumáticos provenientes de VFU se ha estimado un peso por vehículo de 30Kg
(fuente: ANFAC), lo que da lugar a las estimaciones que aparecen en la tabla 5.7.
2000
2006
Mínimo Esperado Máximo Mínimo Esperado Máximo
600000 700000 800000 675000 825000 980000
VFU generados
18000
21000
24000
20000
25000
30000
t/año de residuo de VFU
Elaboración: UPM-IOL
Tabla 5.7. Previsión de generación de neumáticos provenientes de VFU
5. Fuentes de producción de residuos de vehículos fuera de uso en España
Página 49
6. VALORIZACIÓN EN HORNOS DE CEMENTERAS
La información de los apartados 6.1 a 6.5 ha sido aportada por OFICEMEN. El apartado 6.6 ha
sido realizado por ARTHUR ANDERSEN a partir de los datos de partida aportados por
OFICEMEN. Finalmente, el apartado 6.7 ha sido realizado por la UPM.
6.1. DESCRIPCIÓN DE LA TECNOLOGÍA EMPLEADA
6.1.1. Introducción
El cemento es un producto de construcción básico que se obtiene del procesado de minerales,
mediante una secuencia de
1. Obtención, preparación y molienda de materias primas (caliza, arcilla y marga
principalmente)
2. Cocción de las mismas en hornos para obtener un producto intermedio denominado
clínker
3. Molienda final de éste con yeso y otras adiciones para obtener cemento
Sus características de conglomerante hidráulico permiten que fragüe y endurezca cuando se
amasa con agua y áridos, lo que ha hecho de los productos derivados del cemento (hormigón,
prefabricados y morteros) materiales indispensables para la construcción de puertos, carreteras,
puentes, presas, viviendas, escuelas, hospitales, etc.
El proceso industrial de cocción en hornos rotatorios que forma parte de la fabricación de
cemento aporta la posibilidad de emplear residuos como combustibles alternativos en
substitución de los tradicionales.
En la Unión Europea hay 250 fábricas de cemento, que utilizan en su conjunto cerca de tres
millones de toneladas de residuos como combustibles alternativos, lo que representa más del
10 % de los combustibles utilizados. Sin embargo, hay enormes diferencias entre países, e
incluso entre fábricas de un mismo país. Algunas fábricas austríacas, belgas, francesas,
alemanas superan con creces el 50 % de substitución, dando lugar a una media para esos países
de aproximadamente el 20 %. Mientras, en otros países como España, Irlanda, Luxemburgo e
Italia, los combustibles alternativos tienen una aportación muy baja (pe. <1% en España).
Esta parte del proyecto “Valorización Energética de Residuos de Fragmentación y
Provenientes de Vehículos Fuera de Uso” analiza las posibilidades de utilizar los dos residuos
mencionados como combustibles alternativos en la fabricación de cemento, explorando pros y
6. Valorización en hornos de cementeras
Página 50
contras, y la experiencia acumulada en otros países de la Unión Europea en esta materia.
6.1.2. Fabricación de cemento
PROCESO DE FABRICACIÓN DE CEMENTO
La producción mundial de cemento se sitúa en una cifra aproximada de 1.500 millones de
toneladas al año (ver Figura 6.1.).
FABRICACIÓN DE CEMENTO EN EL MUNDO
Producción de Cemento 1995 (1420 Mt)
China
30%
Oceanía África
1%
4% Resto América
8%
Estados Unidos
5%
Japón
7%
Resto de Europa
10%
Resto de Asia
23%
Unión Europea
12%
Figura 6.1. Producción mundial de cemento (1995)
En la Unión Europea el cemento se fabrica en más de 250 plantas, repartidas entre los 15
países miembros, con una producción en torno a los 170 millones de toneladas al año. Italia,
Alemania y España son los mayores productores de la Unión Europea (Figura 6.2.).
6. Valorización en hornos de cementeras
Página 51
FABRICACIÓN DE CEMENTO EN LA UNIÓN EUROPEA
(Producción 1997, kt)
Gráfico 2
3 4 .5 0 9
3 1 .2 2 8
2 9 .6 9 3
1 9 .7 4 3
1 4 .9 8 2
12.638
9 .3 9 5
8 .0 5 2
3 .8 1 0
2 .1 0 0
1 .1 2 0
3.230
2 .2 5 3
lg ic
a
am
ar c
F in a
la n
d ia
Fr
an
ci
Ale a
ma
n ia
Gr
ec
ia
Ir la
nd
a
I
ta li
Lu
a
xe
mb
ur g
Ho o
la n
da
Po
r tu
ga
l
Es
pa
ña
Su
R e e ci a
in o
Un
id o
2 .1 0 8 1 . 0 9 4
D in
Bé
Au
str
ia
40.000
35.000
30.000
25.000
20.000
15.000
10.000
5.000
0
Figura 6.2. Producción europea de cemento (1997)
La fabricación de cemento es una actividad industrial de procesado de minerales. Se divide en
tres etapas básicas:
1. Obtención, preparación y molienda de materias primas (caliza, marga, arcilla, pizarra, etc.)
que aportan los siguientes compuestos minerales: carbonato cálcico (CaCO3), óxido de
silicio (SiO2), óxido de aluminio (Al2O3) y óxido de hierro (Fe2O3). Se obtiene una mezcla
pulverulenta de los minerales denominada crudo o harina
2. Cocción del crudo en hornos rotatorios hasta alcanzar una temperatura del material cercana
a los 1450 ºC, para ser enfriado bruscamente y obtener un producto intermedio denominado
clínker
3. Molienda del clínker con otros componentes: yeso (regulador de fraguado) y adiciones
(escorias de alto horno, cenizas volantes, caliza, puzolanas), para dar lugar a los distintos
tipos de cemento
En función de cómo se procesa el material antes de su entrada en el horno de clínker, se
distinguen cuatro tipos de proceso de fabricación: vía seca, vía semi-seca, vía semi-húmeda y
vía húmeda (Figura 6.3.).
En el proceso vía seca, la materia prima es introducida en el horno en forma seca, pulverulenta.
El sistema del horno comprende una torre de ciclones para intercambio de calor en la que se
6. Valorización en hornos de cementeras
Página 52
precalienta el material en contacto con los gases provenientes del horno rotatorio. El proceso
de descarbonatación de la caliza (calcinación) puede estar casi completado antes de la entrada
del material en el horno si se instala una cámara de combustión a la que se añade parte del
combustible (precalcinador).
En el proceso vía húmeda, utilizado normalmente para materias primas de alto contenido en
humedad, el material de alimentación se prepara mediante molienda húmeda y la pasta
resultante, con contenido de agua de un 30-40 %, es alimentada en el extremo más elevado del
horno inclinado.
En los procesos vía semi-seca y semi-húmeda, el material de alimentación se obtiene
añadiendo o eliminando agua (filtros prensa), respectivamente, de forma que se obtienen
“pellets” con un 15-20 % de humedad que son depositados en parrillas móviles a través de las
cuales se hacen circular los gases calientes provenientes del horno rotatorio.
En la actualidad, en torno al 78 % de la producción de cemento en Europa se realiza en hornos
de vía seca; otro 16 % se realiza en hornos vía semi-seca o semi-húmeda; y un 6 % de la
producción europea se realiza mediante vía húmeda.
En España, de los cerca de 60 hornos existentes, 6 son de vía húmeda, 4 de vía semi-seca, y el
resto de vía seca.
En todos los casos, los gases circulan en sentido contrario al avance de los materiales
(contracorriente). El flujo de los gases está forzado mediante aspiración de un ventilador o
exhaustor, que mantiene todo el horno a presión inferior a la atmosférica (depresión).
6. Valorización en hornos de cementeras
Página 53
Figura 6.3. Esquema de fabricación de cemento
Relación Clinker/Cemento
= 0,8
Consumo energético
= 850 kcal/kg Clinker
Combustible Potencia Calorífica = 7.500 kcal/kg
N2
1.550 kg
700 kg (descarbonatación + combustión)
6. Valorización en hornos CO2
de cementeras
O2
250 kg
Página 54
H2O*
50 kg
NOx, SO2
1.200 kg
< 5 kg -- Exceso enfriamiento Clinker
Figura 6.4. Balance de masas para fabricación de 1t de cemento
CONSUMO DE ENERGÍA
La fabricación de cemento es un proceso intensivo en energía. En función de las materias
primas y el proceso de fabricación, el consumo de combustibles en el horno de clínker se sitúa
entre 3000 y 5500 MJ/t - de clínker (700 – 1300 kcal/kg).
Los combustibles utilizados tradicionalmente son el carbón, el coque de petróleo y el fuelóleo
(Tabla 6.1.).
Combustibles
Carbón
Coque de Petróleo
Fuelóleo
Otros combustibles
Porcentaje
11
84
4
<1
Tabla 6.1. Consumo de combustibles en la industria cementera española (1998)
El consumo de energía eléctrica se destina en su mayor parte a las operaciones de molienda,
tanto de las materias primas previo a su cocción, como en la molienda conjunta del clínker y
otros minerales para dar lugar al cemento. Estas dos operaciones suponen aproximadamente el
75 % de la electricidad consumida en la fábrica; el resto se emplea en transporte de materiales
y en impulsión de gases. El consumo total se sitúa aproximadamente entre 90 y 120 kwh/t de
cemento, en función de la tecnología utilizada y del tipo de cemento fabricado.
6. Valorización en hornos de cementeras
Página 55
Los costes energéticos de combustible y energía eléctrica suman más del 30 % de los costes de
fabricación, por lo que la reducción del consumo de energía y la diversificación de las de las
fuentes energéticas son factores clave para la competitividad de las empresas cementeras.
6.2. PLANTAS Y CAPACIDADES
En este apartado se presenta el conjunto de plantas cementeras existentes en España en las que
se podría realizar la valorización energética de residuos de fragmentación y neumáticos
provenientes de vehículos fuera de uso.
Asimismo, se analiza:
− La distribución geográfica de las plantas cementeras con sus principales características
técnicas
− La disponibilidad y capacidad de las plantas cementeras para la valorización energética
de residuos de fragmentación y neumáticos provenientes de vehículos fuera de uso
Para caracterizar este colectivo se ha utilizado la siguiente información suministrada por
OFICEMEN:
− Información con carácter general:
Consumo calorífico tipo en la fabricación: 850 kcal/kg de clínker
Poder calorífico del combustible tipo: 7500 kcal/kg
Potencia calorífica de diferentes tipos de combustible
Relación clínker/cemento: 0,8
Costes de inversión en una cementera para su operación con combustibles
alternativos: entre 200 y 300 millones de pesetas
Costes de combustibles convencionales: entre 0,5 y 1 pta/termia (estos costes serán
utilizados para determinar el valor de los residuos como combustible en sustitución
de combustibles convencionales)
Costes de operación y mantenimiento: entre 0,5 y 1 pta/kg
Porcentajes admisibles de utilización de combustibles alternativos: 5% para el año
2000, 10% para el año 2006
− Información relativa a cada planta cementera:
Dirección, localidad, provincia y comunidad autónoma
Capacidad de fabricación de clínker para cemento gris y blanco (en toneladas diarias)
Número de hornos
Consumo anual de cada uno de los 10 tipos de combustible considerados (datos
referentes al año 1998)
6. Valorización en hornos de cementeras
Página 56
6.2.1. Plantas de fabricación de cemento en España
Este estudio abarca sólo las instalaciones y los flujos en el ámbito peninsular español. Las
cementeras han sido codificadas de la siguiente forma:
En primer lugar con una C, que identifica la planta como cementera. A continuación, hasta dos
dígitos con la abreviatura de la provincia en la que se encuentra. Finalmente, un número de
orden dentro de la provincia para aquellas en las que exista más de una planta
En la Tabla 6.2. aparece la relación de cementeras considerada con su código (cod), su
localización (localidad y provincia), su capacidad de fabricación de clínker (t/día) y se marca si
en la instalación se fabrica cemento blanco (blanco) y si hay hornos de vía húmeda (húm).
6. Valorización en hornos de cementeras
Página 57
Cod.
CA
CAL1
CAL2
CAS
CB1
CB2
CB3
CB4
CB5
CCA
CCO
CGU
CH
CJ
CLE1
CLE2
CLU
CM
CMA
CMU
CNA
CPA
CS
CSE
CT
CTO1
CTO2
CTO3
CV1
CV2
CVI1
CVI2
CZ
Localidad
SAN VICENTE DEL RASPEIG
CARBONERAS
GADOR
ABOÑO
SANTA MARGARIDA I ELS MONJOS
SANT VICENÇ DELS HORTS
SANT FELIU DE LLOBREGAT
VALLCARCA
MONTCADA I REIXAC
JEREZ
CORDOBA
SAN SEBASTIAN
NIEBLA
TORREDONJIMENO
TORAL DE LOS VADOS
LA ROBLA
OURAL
MORATA DE TAJUÑA
MALAGA
LORCA
OLAGAZUTIA
VENTA DE BAÑOS
MATAPORQUERA
ALCALA DE GUADAIRA
ALCANAR
VILLALUENGA DE LA SAGRA
CASTILLEJO-AÑOVER
YELES
PUERTO DE SAGUNTO
BUÑOL
LEMONA
ARRIGORRIAGA
MORATA DE JALON
Provincia
Blanco Húm. T/día
ALICANTE
Sí
No 3300
ALMERIA
No
No 3100
ALMERIA
No
No 1800
ASTURIAS
Sí
Sí
3500
BARCELONA
No
No 5800
BARCELONA
No
No 4400
BARCELONA
No
No 3700
BARCELONA
No
No 3250
BARCELONA
No
No 2000
CADIZ
No
No 1900
CORDOBA
No
No 1500
GUIPUZCOA
No
No 1850
HUELVA
No
No
900
JAEN
No
No
700
LEON
No
No 2100
LEON
Sí
Sí
1300
LUGO
No
No 1100
MADRID
Sí
No 4550
MALAGA
No
No 3000
MURCIA
No
No 1850
NAVARRA
No
No 3100
PALENCIA
No
No 1700
SANTANDER
No
No 1350
SEVILLA
No
No 3000
TARRAGONA
No
No 5300
TOLEDO
No
No 4600
TOLEDO
No
No 4200
TOLEDO
No
No 1640
VALENCIA
Sí
No 3330
VALENCIA
Sí
No 4050
VIZCAYA
No
No 1900
VIZCAYA
No
No 1525
ZARAGOZA
No
No 2850
Total 90145
Tabla 6.2. Plantas cementeras en España. Fuente: OFICEMEN.
6. Valorización en hornos de cementeras
Página 58
Mapa 6.1. Plantas cementeras en España. Fuente: OFICEMEN
La localización de las cementeras de la tabla 6.2. se muestra en el Mapa 6.1, en la que:
− Se han ampliado tres zonas (Barcelona, Vizcaya y Madrid-Toledo) en las que existe una
alta densidad de cementeras que dificulta su visualización en un mapa general
− Se ha añadido una “H” en el código de las dos cementeras que tienen hornos de vía
húmeda
− El tamaño de los iconos que representan a las distintas cementeras es proporcional a su
6. Valorización en hornos de cementeras
Página 59
capacidad de fabricación
6.2.2. Capacidad de valorización energética de residuos
Para poder establecer el potencial de una instalación cementera para la valorización
energética de residuos es necesario determinar su consumo energético.
Para ello, OFICEMEN ha facilitado, para cada una de las 33 cementeras ya relacionadas, su
consumo durante el año 1998 de 10 tipos de combustible: hulla, antracita, coque, madera,
neumáticos, serrín, fuel, gasóleo, gas y aceite, y los correspondientes valores de poder
calorífico de cada uno de ellos (PCk, con k=1,...,10).
Si se denomina CCjk al consumo en la instalación j del combustible k (con j=1,...,33 y
k=1,...,10) durante el año 1998, en cada cementera j, el consumo energético en 1998, CCj,
será:
10
CC j = ∑ CC jk ⋅ PC k
k =1
valores que se presentan, en millones de termias, en la Tabla 6.2.
Asimismo, en esta tabla se ha incluido la tasa de utilización teórica de cada cementera (TUj),
resultado de dividir el consumo energético real registrado (CCj) por el que resultaría de la
utilización de toda la capacidad de la instalación (CAPj, en tm de clínker/día), durante los 365
días del año, con el consumo tipo de fabricación de clínker (850 kcal/kg).
TU j =
CC j
CAPj ⋅ 0,85 ⋅ 365
Finalmente, para establecer la capacidad de las plantas cementeras para la valorización
energética de residuos del automóvil, se ha utilizado el poder calorífico determinado en este
proyecto para el residuo ligero de la fragmentación de vehículos fuera de uso: 4200 kcal/kg.
Este valor se ha rectificado mediante la correspondiente proporción de neumáticos procedentes
de vehículos fuera de uso (8000 kcal/kg), lo que conduce a un poder calorífico conjunto de
4960 kcal/kg.
De acuerdo con las estimaciones de OFICEMEN acerca de la proporción máxima que podrían
representar los residuos de vehículos fuera de uso respecto al combustible a utilizar en las
cementeras a corto y a medio plazo, se ha establecido que este máximo admisible sea del 5%
para el escenario del año 2000 y aumente al 10% para el año 2006. Los valores de toneladas
anuales que podría valorizar cada planta a corto plazo (d2000) y a medio plazo (d2006) se
incluyen también en la tabla 6.3. Por la forma en que se han determinado estos valores,
obsérvese que se ha supuesto que la capacidad de admisión de residuos de una cementera es
6. Valorización en hornos de cementeras
Página 60
proporcional a su consumo energético.
Cod.
CCj
TUj
d2000
d2006
CA
CAL1
CAL2
CAS
CB1
CB2
CB3
CB4
CB5
CCA
CCO
CGU
CH
CJ
CLE1
CLE2
CLU
CM
CMA
CMU
CNA
CPA
CS
CSE
CT
CTO1
CTO2
CTO3
CV1
CV2
CVI1
CVI2
CZ
Total:
910
750
470
1050
1310
910
820
600
380
520
370
350
270
200
520
520
310
960
700
420
570
390
340
690
1490
1070
990
370
1410
860
380
320
490
22000
89%
78%
84%
97%
73%
67%
82%
52%
61%
87%
80%
60%
97%
93%
80%
130%
91%
68%
75%
74%
59%
74%
81%
74%
91%
75%
76%
73%
137%
69%
65%
67%
56%
10800
8900
5600
12600
15600
10900
9800
7100
4500
6100
4400
4100
3200
2400
6200
6200
3700
11400
8300
5100
6800
4700
4100
8200
17700
12700
11800
4400
16800
10300
4600
3800
5900
259000
21600
17800
11100
25100
31200
21800
19600
14200
9100
12300
8800
8300
6400
4800
12400
12400
7400
22800
16700
10100
13600
9300
8100
16500
35500
25400
23500
8800
33600
20500
9200
7600
11700
517000
Tabla 6.3. Capacidad de las cementeras para la valorización energética. Fuente: UPM-IOL
Como se puede observar, dos de los valores de tasa de utilización TUj de tabla 6.3. son
mayores del 100% y, por lo tanto, aparentemente inconsistentes. Hay que hacer notar que en
6. Valorización en hornos de cementeras
Página 61
estos dos casos se trata de instalaciones que, además de cemento gris, también fabrican
cemento blanco. Como la referencia del consumo tipo de fabricación se ha realizado sólo con
las cifras de fabricación de cemento gris, estos valores altos de consumo energético están
justificados.
Mapa 6.2. Localización de plantas cementeras preseleccionadas y fragmentadoras.
Elaboración: UPM-IOL
Con respecto a la capacidad de las cementeras para la valorización energética de residuos de
6. Valorización en hornos de cementeras
Página 62
vehículos fuera de uso, debe hacerse notar que la capacidad de valorización del conjunto de
cementeras es más que suficiente para absorber los residuos del automóvil, tanto en el año2000
(una capacidad de 260000 t/año para una generación de 120000 t/año) como en el 2006 (una
capacidad de 515000 t/año para una generación de 145000 t/año).
Debido a esta circunstancia, en el mapa 6.2 se representan únicamente las cementeras que
distan menos de 200 km de la fragmentadora más próxima (se descartan, por tanto, CA, CLE1,
CLE2, CMU, CS y CT), ya que la capacidad de las plantas indicadas en la figura es más que
suficiente para la totalidad de los residuos anuales: todavía tienen una capacidad conjunta de
203000 y 407000 toneladas anuales para los años 2000 y 2006, respectivamente.
Así pues, desde el punto de vista geográfico y de capacidad, el conjunto de plantas cementeras
en España se presenta como una alternativa factible para la valorización energética de residuos
provenientes de fragmentadora.
6.3. REQUERIMIENTOS TÉCNICOS
CONDICIONES TERMOQUÍMICAS DE LOS HORNOS DE CLÍNKER
La combustión en el horno de clínker tiene lugar en una o dos zonas, en función de la
tecnología empleada:
a) En el mechero principal, presente en todos los hornos, situado en la parte más baja del
horno rotatorio. La llama alcanza una temperatura cercana a los 2000 º C. Los gases de
combustión se mantienen a más de 1200 ºC durante un tiempo superior a 5 segundos, en
atmósfera oxidante.
b) En la zona del horno en que se produce la descarbonatación de la caliza (calcinación), en la
que la combustión se realiza a temperaturas cercanas a los 1200 º C, manteniéndose una
temperatura superior a 850 º C durante unos 3 segundos.
La ubicación concreta de la segunda zona de combustión varía para distintas tipologías de
hornos:
− Los hornos más modernos disponen de cámaras de combustión en la parte baja de la torre
de ciclones (precalcinador), donde se realiza la combustión con aporte de aire caliente
proveniente del enfriador de clínker. Algunos hornos disponen de precalcinador sin aporte
de aire terciario, por lo que la combustión se realiza con el exceso de oxígeno proveniente
del mechero principal
− En hornos vía seca que no disponen de precalcinador o en hornos vía semiseca o
semihúmeda, la combustión puede realizarse en la primera zona del horno rotatorio. Este
6. Valorización en hornos de cementeras
Página 63
sistema está especialmente indicado para combustibles densos y alimentados en tamaños
relativamente grandes (pe.: neumáticos enteros o troceados, figura 6.5.)
− En hornos vía húmeda o en hornos largos, la alimentación de combustibles alternativos
puede realizarse en una zona adecuada del horno rotatorio (sistema patentado ‘Mid Kiln’,
Figura 6.6.). La apertura realizada en el horno rotatorio y el sistema de compuertas permite
que se pueda alimentar combustible en cada rotación del horno
- 20 % Combustible sustituido
- CV de Neumáticos troceados = 29 MJ/kg
0,65 x 60,3 m , 1 m/s
M
M
21º
Prec alentador
0,8 x 0,4 m
20 kg/min = 1,2 t/h
3
Capacidad: 185 m
1.500 t/d
3.270 kJ/kg
Figura 6.5. Alimentación de neumáticos
6. Valorización en hornos de cementeras
Página 64
Flap opens
tire discharged
Rotation
3,66 m
Flap closed
Free opening
0,33 x 0,91 m
Loading position for tire
Figura 6.6. Esquema de funcionamiento del sistema "Mid Kiln". Fuente: HISALBA 1998
En las condiciones de combustión descritas, los compuestos orgánicos contenidos en los
residuos son destruidos, dando como resultado la formación de CO2 y H2O. La energía liberada
en la combustión se aprovecha en el proceso de fabricación de clínker.
Por otra parte, los combustibles alternativos pueden aportar minerales que contribuyan a
formar los compuestos del clínker. Los neumáticos usados, por ejemplo, además de energía
aportan hierro para la composición del clínker. En este caso, además de la valorización
energética, la materia prima contenida en el residuo se recicla en el clínker.
6. Valorización en hornos de cementeras
Página 65
REQUERIMIENTOS TÉCNICOS
La utilización de residuos y subproductos como combustibles alternativos en el horno de
clínker está condicionada a que se cumplan los siguientes requisitos:
− No debe perjudicar el comportamiento ambiental de la instalación ni suponer un peligro
para los trabajadores
− Debe ser compatible con la operación de la fábrica
− No debe afectar en modo alguno a la calidad del cemento
Las limitaciones en cuanto a los tipos y cantidades de residuos utilizables derivan de los
considerandos anteriores.
La formación de cloruros y sulfatos alcalinos puede provocar atascos en los conductos del
horno, en concreto en la torre de ciclones, por lo que este aspecto deberá tenerse muy en
cuenta en el diseño de la valorización de residuos.
El contenido en cloro en el cemento está limitado al 0,1 % en peso, por lo que debe
garantizarse que el empleo de combustibles alternativos permite cumplir con esta limitación.
Tampoco pueden tratarse residuos radioactivos.
Aunque no hay limitaciones tecnológicas que lo justifiquen, las empresas cementeras son
reacias a utilizar residuos orgánicos de origen sanitario u hospitalario.
POTENCIAL DE SUSTITUCIÓN. EXPERIENCIA INTERNACIONAL
El empleo de combustibles alternativos es una práctica asentada en la mayoría de los países
desarrollados desde hace más de diez años, entre los que destacan por el nivel de substitución
con residuos: Japón, Suiza, Estados Unidos, Bélgica, Alemania y Francia.
En la actualidad, más del 10 % de los combustibles utilizados en la industria cementera de la
Unión Europea son alternativos. Aproximadamente un tercio de los hornos de cemento
instalados (unos 150 de los casi 450 existentes) emplean combustibles alternativos, con un
consumo total equivalente a cerca de 3 millones de toneladas de carbón. El nivel de
substitución mantiene una tendencia creciente, y en algunas regiones se ha superado la cifra
del 50 %.
El potencial de substitución con combustibles alternativos podría alcanzar la práctica totalidad
de la energía utilizada, cerca de 30 millones de toneladas de combustible al año.
No es de esperar que se alcance la cifra máxima mencionada, pero sí que se alcance en los
próximos años una media para la Unión Europea de un 20 %, equivalente a unos 6 millones de
toneladas de residuos orgánicos al año.
En la Tabla 6.4. podemos ver las cantidades empleadas de algunos residuos y los países en los
6. Valorización en hornos de cementeras
Página 66
que más se utilizan.
RESIDUO
PAÍSES CON MAYOR UTILIZACIÓN TOTAL (t)
Combustibles líquidos Austria, Bélgica, Francia, Alemania, Italia,
(aceites, disolventes, Reino Unido
pinturas)
600.000
Neumáticos usados
Austria, Francia, Alemania, Italia, Suecia,
Reino Unido
450.000
Residuos de Papel
Austria, Bélgica, Francia
200.000
Austria, Bélgica, Francia, Alemania, Italia,
Suecia
250.000
Residuos de Plástico
Tabla 6.4. Ejemplos de residuos utilizados en la Unión Europea en 1997.Fuente:
Cembureau, British Cement Association, Oficemen
Además de los residuos relacionados en la tabla 4, las fábricas de cemento de la Unión
Europea emplean como combustibles alternativos residuos agrícolas, de la industria del
caucho, lodos industriales, residuos de madera, y otros que cumplen con los requisitos
mencionados en capítulos anteriores.
En el caso de España, existen cerca de 60 hornos de clínker, repartidos en 14 Comunidades
Autónomas (únicamente Canarias, Extremadura y La Rioja carecen de hornos de clínker), que
consumen más de 3 millones de toneladas de combustible al año, de los cuales menos del 1 %
son residuos. Alcanzar la media europea del 10 % de substitución supondría quemar en los
hornos cementeros españoles más de 300.000 toneladas de residuos al año.
MANIPULACIÓN DE COMBUSTIBLES ALTERNATIVOS
Aunque existen ejemplos de utilización de gases residuales como combustibles en fábricas de
cemento, la práctica totalidad de los combustibles alternativos empleados en las fábricas de
cemento son sólidos o líquidos.
Los combustibles sólidos (neumáticos, papel, plástico) se someten a tratamientos que incluyen
la adecuación del tamaño mediante trituración o corte, para adaptar el residuo a las
instalaciones de almacenamiento, manipulación y combustión de la fábrica de cemento.
Los combustibles líquidos (lubricantes, disolventes, etc.) pueden en su mayoría alimentarse al
horno en su composición original, aunque normalmente se les somete a procesos de mezcla y
homogeneización en plantas específicamente diseñadas (plantas de ‘blending’), con el fin de
optimizar la combustión en el horno, tanto desde un punto de vista de operación del mismo
como de su comportamiento ambiental.
6. Valorización en hornos de cementeras
Página 67
RECEPCIÓN
ALMACENAMIENTO ALIMENTACIÓN CONTROL
Tanques
Residuos
Líquidos
Transporte
Hidráulico
Depósitos
Inyección al Horno
Caudal de residuo
Condiciones
combustión:
- Temperatura
- Oxígeno
Residuos
Sólidos
Gruesos
Acopios
Inspección
Toma de Muestras
Análisis (si procede) Naves
Naves
Silos
Tolvas
Residuos
Sólidos
Finos
Transporte Mecánico
Emisiones:
Alimentación
gravimétrica
Transporte mecánico
y/o neumático
Alimentación
gravimétrica
o
inyección por aire
- Partículas
- SO2
- NOx
- HCI, HF
- Metales pesados
-COV
Tabla 6.5 Esquema de gestión de combustibles alternativos en fábrica
6.4. RESULTADOS DE LA VALORIZACIÓN
6.4.1. Valorización de NFU
Los neumáticos usados pueden utilizarse en el horno de clínker enteros o troceados. La
elección depende de consideraciones específicas para cada horno concreto, que incluyen
cuestiones como la operación del horno, la logística de transporte de los neumáticos usados,
las inversiones a realizar, etc.
Los neumáticos llegan normalmente a la fábrica de cemento preparados para su alimentación
al horno, puesto que la selección y el troceado se realizan en instalaciones de gestión de
neumáticos.
Los neumáticos se descargan en acopios preparados para este tipo de residuos, con capacidad
6. Valorización en hornos de cementeras
Página 68
de
equivalente a varios días de funcionamiento de la instalación. Los acopios de neumáticos
disponen de sistemas de protección contra incendios y de prevención de la contaminación de
las aguas.
Desde el acopio se alimentan las tolvas intermedias mediante puentes grúa o palas mecánicas.
Los neumáticos se extraen de la tolva para alimentar las cintas que los transportarán hasta el
punto de entrada al horno.
El transporte mecánico de los neumáticos incluye transportadores de rodillos, cintas de goma,
elevadores de uña, etc.; e incorpora en la cadena de transporte la instalación de pesaje que
permitirá la adecuada dosificación de los neumáticos.
El neumático usado se incorpora siempre en la zona que hemos llamado de descarbonatación
(ver Figuras 6.5. y 6.6.), y su entrada al horno se realiza por gravedad, con sistemas de válvulas
que reducen en la medida de lo posible la entrada de aire exterior al horno.
La alimentación al horno se realiza únicamente cuando las condiciones de combustión y el
funcionamiento de los filtros garantizan la destrucción de los compuestos orgánicos presentes
en los neumáticos y el cumplimiento de los límites de emisión a la atmósfera.
Se controlan de forma continua con equipos automáticos tanto las condiciones de la llama
(temperatura y contenido en oxígeno), como las emisiones a la atmósfera.
En España, tres fábricas de cemento utilizan de forma habitual neumáticos usados como
combustible alternativo: las ubicadas en Lemona y Jerez de la Frontera consumen neumáticos
troceados, mientras que la de Lorca utiliza neumáticos enteros mediante el sistema “mid-kiln”
(Figura 6.6.).
En el año 1999, el consumo de neumáticos usados en las tres fábricas mencionadas sumó un
total de 12000 toneladas.
6.4.2. Valorización de RLF
Así como la utilización de neumáticos usados está muy asentada en la industria cementera
europea, la combustión de residuos de fragmentación de vehículos fuera de uso no tienen ni
mucho menos el mismo nivel de implantación.
Se trata de un residuo de muy baja densidad que presenta dificultades en su manipulación y un
coste de transporte relativamente importante.
En el marco del proyecto ATYCA se realizaron pruebas de combustión en la fábrica de
cemento de HISALBA en Jerez de la Frontera (Cádiz). Se utilizaron un total de 12 toneladas
de residuo ligero de fragmentación de vehículos provenientes de la fragmentadora de Alcalá de
Guadaira.
6. Valorización en hornos de cementeras
Página 69
La fábrica de cemento de Jerez dispone de un horno de vía seca con intercambiador de calor de
cuatro etapas, que se alimentó durante 24 horas con un caudal de 500 kg a la hora de residuo
ligero de fragmentación, en substitución del coque de petróleo utilizado como combustible
fósil convencional.
Las pruebas se realizaron alimentando el residuo mediante los equipos instalados en la fábrica
para la combustión de neumáticos usados troceados, que la fábrica utiliza como combustible
alternativo desde hace más de dos años.
La alimentación de residuos al horno se realiza en la zona de entrada de materia prima al
horno, en la parte inferior de la torre de ciclones.
Durante estas pruebas preliminares no se observaron efectos negativos sobre el horno: las
mediciones en continuo de los gases emitidos, los datos de operación de las instalaciones y los
análisis realizados sobre el producto arrojaron valores que pueden considerarse satisfactorios,
por lo que está previsto realizar nuevas pruebas de mayor duración y con diferentes caudales
de alimentación de residuos que permitan corroborar los resultados obtenidos.
6. Valorización en hornos de cementeras
Página 70
6.5. ASPECTOS MEDIOAMBIENTALES
Las autoridades ambientales competentes establecen en los permisos de las cementeras las
limitaciones en cuanto a composición y cantidad de residuos, de forma que se garantice la
compatibilidad ambiental de la actividad. Así, el principal impacto medioambiental de una
cementera son las emisiones del horno de clínker. El horno de clínker no genera residuos, ni
vertidos de agua.
Tal y como se ha comentado anteriormente, la cocción de las materias primas en el horno de
clínker tiene lugar en contacto directo de éstas con los gases de combustión que circulan en
contracorriente. Las emisiones a la atmósfera provenientes del horno de cemento tienen su
origen en las reacciones químicas y físicas provocadas por la cocción de las materias primas, y
en los procesos de combustión.
Antes de ser emitidos a la atmósfera, los gases provenientes de los hornos de clínker se
desempolvan en filtros, y el polvo recogido se alimenta de nuevo al proceso de fabricación.
Los constituyentes principales de los gases emitidos por el horno de cemento son nitrógeno
proveniente del aire de combustión, CO2 proveniente de la descarbonatación de la caliza y de
la combustión, agua proveniente de las materias primas y del proceso de combustión, y
oxígeno (Figura 6.4.).
Los gases emitidos a la atmósfera contienen también en pequeña proporción partículas,
dióxido de azufre, óxidos de nitrógeno, monóxido de carbono, cloruros, fluoruros, compuestos
orgánicos y metales pesados (Tabla 6.6.).
La amplitud de los rangos de contenido en sustancias contaminantes de los gases de emisión
de la tabla 2 tiene su origen en los siguientes aspectos:
a) Las características mineralógicas y de composición química que tienen las materias primas
utilizadas en las fábricas, provenientes en su mayor parte de explotaciones mineras situadas
en las inmediaciones.
6. Valorización en hornos de cementeras
Página 71
b) Los tipos de proceso (vías) utilizadas para la fabricación de clínker.
Partículas
NOx
SO2
Compuestos Orgánicos (C)
CO
Fluoruro
Cloruro
Dioxinas y furanos
Metales Pesados:
20 – 200 mg/Nm3
500 – 2.000 mg/Nm3
10 – 2.500 mg/Nm3
10 – 100 mg/Nm3
500 – 2.000 mg/Nm3
< 5 mg/Nm3
< 25 mg/Nm3
< 0,1 ng/Nm3
- Grupo I: Hg, Cd, TI.
< 0,1 mg/Nm3
- Grupo II:
< 0,1 mg/Nm3
As, Co, Ni, Se, Te.
- Grupo III: Sb, Pb, Cr, Cu, Mn, V, Sn, < 0,3 mg/Nm3
Zn.
Tabla 6.6. Concentración de contaminantes en los gases del horno. Fuente: Asociación
Europea del Cemento, 1997
Las principales ventajas medioambientales derivadas del empleo de residuos como
combustible alternativo en hornos de clínker son las siguientes:
− Las altas temperaturas (hasta 2000 ºC) y los largos tiempos de residencia en atmósfera rica
en oxígeno garantizan la completa destrucción de los compuestos orgánicos presentes en
los residuos
− En el caso de que el residuo contenga azufre o elementos halógenos, la combustión
generará gases ácidos como el cloruro de hidrógeno y el óxido de azufre. Estos gases
sulfurosos y halogenados son neutralizados y absorbidos por la materia prima, de
naturaleza alcalina y se incorporan al cemento. Las sales inorgánicas formadas se
incorporan al clínker
− La interacción de los gases de combustión con la materia prima presente en el horno
garantiza que la parte no combustible del residuo queda retenida en el proceso y se
incorpora al clínker de forma prácticamente irreversible
− No se generan residuos que deban ser tratados posteriormente, ni se afectan negativamente
las emisiones a la atmósfera
− Se reduce el consumo de combustibles tradicionales no renovables, tales como el carbón o
derivados del petróleo, lo que es una vía de diversificación de fuentes energéticas
especialmente atractiva para países como España, con recursos energéticos propios escasos
Como se ha mencionado, los gases ácidos formados son absorbidos por la materia prima. Sin
embargo, condición para lo anterior es que la cantidad de azufre o de halógenos no sea
6. Valorización en hornos de cementeras
Página 72
excesiva. Así, cloro y fluor son dos elementos cuya concentración en el residuo debe
controlarse cuidadosamente.
El segundo aspecto a tener en cuenta son los metales. Estos, igual que ocurre con todos los
demás elementos químicos, no se destruyen en los hornos industriales. Los metales
incorporados al horno de cemento a través de las materias primas o de los combustibles estarán
presentes en el clínker o en las emisiones a la atmósfera.
Los numerosos estudios realizados sobre el comportamiento de los metales han demostrado
que son retenidos mayoritariamente en el clínker. Salvo para metales relativamente volátiles
como el mercurio y el talio, la retención alcanza cifras muy próximas al 100%, lo que garantiza
que los metales emitidos a la atmósfera respetan rigurosamente los límites de emisión más
estrictos. En cuanto a dichos metales volátiles, estos escapan a la acción del horno y son
emitidos en parte a la atmósfera. Su contenido en los combustibles alternativos debe ser por
tanto objeto de vigilancia y control. Como ya se ha mencionado, el empleo de NFU como
combustible alternativo en cementeras ya está suficientemente asentado, y no presenta
problemas técnicos ni medioambientales reseñables.
En cuanto al RLF, como se indicó en el apartado 6.4.2., OFICEMEN indica que a la vista de
las pruebas preliminares realizadas en cementeras, no se observan efectos medioambientales
negativos.
6.6. ANÁLISIS COSTE BENEFICIO DE LA TECNOLOGÍA
La valorización energética de un residuo por parte de una cementera, así como por parte de las
otras dos tecnologías evaluadas en el presente informe, conlleva como ya se ha reiterado una
mejora medioambiental por no llevarse el residuo a vertedero. Esto supone ya para comenzar
un ahorro económico debido a no pagar el canon de depósito en vertedero. Respecto a este
canon, la siguiente información fue proporcionada en el último congreso del Bureau
International de la Recuperation:
PAIS
Reino Unido
Alemania
Dinamarca
Japón
España
CANON (USA $/t)
CANON MEDIO
(USA $/t)
CANON MEDIO
(pts/kg)
40
50-100
80-100
90-120
0-50
40
75
90
105
25
7
14
17
19
5
Tabla 6.7. Precios de canones en paises representativos.
Puede observarse que en España, el canon es especialmente bajo, y la tendencia será sin
6. Valorización en hornos de cementeras
Página 73
ninguna duda al alza, lo cual será un factor que apoyará la valorización energética del residuo.
En concreto, actualmente el canon de vertido para residuos inertes como el RLF es 1,5 - 3
pts/kg y para neumáticos es 9 - 15 pts/kg.
En este apartado, así como en los apartados 7.6 y 8.6 se llevará a cabo una descripción del
análisis coste beneficio realizado respecto al residuo RLF. Sobre los neumáticos se harán
algunas puntualizaciones, pero no se profundizará en su análisis económico.
En el caso de las cementeras, el proceso de vertido de RLF (o de NFU) se sustituye por uno
que puede esquematizarse, de cara a su análisis económico, del siguiente modo:
Horno cementera
Clinker
Energía térmica
DFV
RLF
Combustible
Instalación
pretratamiento
Quemadores
Figura 6.7. Esquema para el análisis coste beneficio de una cementera
Es decir, será necesario evaluar los costes asociados a la instalación de pretratamiento
necesaria y los beneficios asociadas a la energía térmica generada en la combustión del
residuo. Para la evaluación de estos, se dispone de los datos aportados por OFICEMEN.
En cuanto a los NFU, las inversiones necesarias para su utilización como combustible
alternativo en una fábrica de cemento se sitúa en cerca de 400 millones de pesetas para
neumáticos enteros, y por debajo de los 200 millones de pesetas para neumáticos troceados.
En cuanto al RLF, la instalación de pretratamiento incluirá recepción del RLF, selección y
trituración, así como transportes entre estos. Se considerará que el sistema de alimentación del
horno no requiere adaptaciones para este combustible (tolvas, cintas transportadoras, etc.) Así,
se ha estimado el coste de la instalación de pretratamiento (instalaciones y obra civil) para una
cementera con una capacidad de tratamiento de 15.000 t/año de RLF, en 200 - 300 millones
pts. Tomaremos pues un valor medio de 250 millones pts. Debido a las dificultades en la
preparación del residuo, sobre todo en lo que refiere a su trituración, se ha estimado un perído
de amortización relativamente bajo, 5 años. Se hará una amortización lineal típica. Por otra
parte, debido a la complejidad en la manipulación de este residuo, se ha supuesto un coste de
operación y mantenimiento de 0,5 - 1 pts/kg (se considerará el valor medio).
Para calcular el beneficio obtenido, se parte del precio que una cementera paga por termia (1
6. Valorización en hornos de cementeras
Página 74
termia = 1.000 kcal) de energía térmica generada: 0,5 - 1 pts/termia. Consideraremos de nuevo
el valor medio, 0,75 pts/termia. Teniendo en cuenta que según la caracterización realizada el
poder calorífico superior del RLF es de 4200 kcal/kg, resulta:
Beneficio(
pts
termia
pts
pts
) = 4,2
⋅ 0,75
= 3,15
kg
kg
termia
kg
Con todo ello, tenemos la siguiente curva de ingresos netos por unidad de masa de RLF
tratado:
Ingresos ( pts / kg ) =
50000
− 2,4
DFVtratado(t / año)
La curva se representa en la siguiente gráfica.
0,00
Ingresos (pts/kg)
-1,00 0
2000
4000
6000
8000
10000 12000 14000 16000
-2,00
-3,00
-4,00
-5,00
-6,00
-7,00
-8,00
RLF tratado (t/año)
Figura 6.8. Curva de ingresos netos para cada cantidad de RLF tratado anualmente
Puede observarse que el ingreso neto es negativo, esto es, para rentabilizar el proceso la
cementera estará obligada a cobrar un canon de gestión de residuo. Este canon dependerá de en
qué medida se pueda asegurar el abastecimiento de residuo a la planta, partiendo del hecho de
que cuanto más próximo este dicho abastecimiento a la capacidad de pre-tratamiento de la
cementera, menores serán los costes y menor el canon. Esta circunstancia se ve disminuida por
el hecho de que la cementera puede y suele combinar la incorporación de diversos
combustibles alternativos, con fines a mejorar técnica y medioambientalmente el proceso y con
fines a hacerlo más rentable. Sin embargo, en el presente estudio nos vemos obligados a tratar
el residuo RLF de forma totalmente independiente, por lo que no se considerarán aspectos
como este que señalamos.
6. Valorización en hornos de cementeras
Página 75
6.7. POSIBLES ESCENARIOS PARA LOS AÑOS 2000 Y 2006 CON ESTA
TECNOLOGÍA
En este apartado se analizan distintos escenarios para la valorización energética de residuos de
fragmentación provenientes de vehículos fuera de uso únicamente en plantas cementeras.
6.7.1. Datos de partida y metodología utilizada
De cara a evaluar los distintos escenarios, se han considerado las previsiones de residuos
presentadas en el capítulo 5, los datos de cementeras y fragmentadoras presentados en el
apartado 6.2 y el capítulo 5 respectivamente, así como las funciones de transporte de carácter
general, desarrolladas en el capítulo 9.
La información disponible sólo permite analizar el conjunto de operaciones de la cadena
logística incluidas en el recuadro oscuro de la figura 6.9.
CHATARRA
FRAGMENTACIÓN
TRANSPORTE
VALORIZACIÓN
EN CEMENTERA
CEMENTO
UPM-IOL
Figura 6.9. Cadena logística analizada.
Considerando los costes implicados en una cadena como la presentada figura 6.9., y tomando
como referencia una relación 1 hora ≅ 50 kilómetros, en la figura 6.10. se presentan los costes
totales de valorización (incluyendo costes de amortización, ingresos por sustitución de
combustible, coste variable de operación de valorización y coste de transporte), en función de
la cantidad anual de residuo procesada y la distancia desde el origen de los residuos.
En la figura 6.10. puede apreciarse que:
Sin considerar coste de transporte, el punto de equilibrio (en que los ingresos igualan a los
costes) corresponde a un valor superior a las 20000 toneladas anuales. Esto significa que, con
las limitaciones establecidas para la admisión de residuos en las plantas cementeras
(porcentajes admisibles de utilización de combustibles alternativos: 5% para 2000, 10% para
2006) va a ser difícil alcanzar este umbral. En este caso, de las 33 plantas inicialmente
6. Valorización en hornos de cementeras
Página 76
consideradas, ninguna podría acercarse al umbral de las 20000 toneladas en 2000, y solamente
10 de ellas lo podrían hacer en 2006.
Para un flujo máximo de 35000 t/año, el punto de equilibrio corresponde a una distancia de
alrededor de 50 km, reduciéndose esta distancia a 35 y 20 km para 30000 y 25000 t/año,
respectivamente.
En la mayoría de los casos, la valorización energética en cementeras va a constituir una
alternativa con resultados económicos negativos para la cadena logística considerada en la
figura 6.7, por lo que la evaluación de este tipo de escenarios será típicamente en términos de
“solución menos costosa”.
Resultado
económico 0
(pta/año)
33000
25000
17000
9000
-50.000.000
1000
5
UPM-IOL
Valorización
(tm/año)
20
35
50
65
80
95
Distancia a fragmentación (km)
Figura 6.10. Función del resultado económico en la cadena de valorización energética
Se trata pues de determinar la solución más satisfactoria para que los residuos producidos
en las 19 fragmentadoras (orígenes) representadas en el mapa 6.3, sean valorizados
disponiendo de las 33 cementeras peninsulares (destinos).
6. Valorización en hornos de cementeras
Página 77
Mapa 6.3. Situación de partida considerada para la valorización en cementeras.
Por otra parte, cuando se pretende valorizar los residuos procedentes de las fragmentadoras
solamente en cementeras, hay que tener en cuenta un conjunto de consideraciones:
a) La capacidad de valorización del conjunto de cementeras es más que suficiente para
absorber los residuos del automóvil, tanto en 2000, como en 2006
6. Valorización en hornos de cementeras
Página 78
b) Existe un conjunto de cementeras que difícilmente van a ser utilizables para la valorización,
ya que:
Distan más de 200 km de la fragmentadora más próxima, o
Distan más de 100 km de la fragmentadora más próxima habiendo otra cementera a
menos de 50 km.
Así, se han descartado 5 instalaciones (las ubicadas en Alicante, León, Murcia y Cantabria),
que han sido marcadas en blanco en el mapa 6.3, resultando la capacidad de las cementeras
restantes más que suficiente para valorizar el total nacional de residuos.
Entre todos los posibles pares fragmentadora-cementera (más de 500) hay 4 singulares. Se trata
de pares fragmentadora-cementera en que no existen cementera alternativas a menos de 200
km de distancia de la fragmentadora, y donde la capacidad de la cementera es más que
suficiente para la valorización energética de los residuos de la fragmentadora. Éstos son los
pares que aparecen en Asturias, Palencia, Zaragoza y Coruña-Orense, que han sido marcados
en el mapa 6.3. En estos casos se ha realizado una asignación directa de los residuos de la
fragmentadora a la cementera en cuestión.
Entre el conjunto restante se identifican 5 zonas, de diferentes extensiones y disjuntas
geográficamente. En estas zonas aparecen subconjuntos de fragmentadoras y cementeras que
pueden considerarse de forma independiente: Andalucía, Barcelona, Madrid, Valencia y la
zona País Vasco-Navarra (aparecen ampliadas en el mapa 6.3).
De esta forma resultan 28 destinos posibles para llevar a cabo la valorización energética de los
residuos de fragmentación de VFU de los 19 orígenes. Al haberse ya realizado una asignación
directa para 4 pares, el problema se reduce a 15 orígenes y 24 posibles destinos, distribuidos en
5 zonas.
El problema actual es el de seleccionar las cantidades de residuos que deben ser enviadas
desde cada fragmentadora a cada cementera, de manera que sea mínima la suma de costes de
transporte, de tratamiento y de amortización de las inversiones, satisfaciendo la condición de
que se valoricen la totalidad de los residuos (pueden obtenerse valores negativos de costes que
representarían beneficios para el conjunto de la cadena logística considerada). Todo esto
teniendo en cuenta las limitaciones de capacidad para la valorización energética de las distintas
cementeras.
Para resolver este tipo de problemas, se ha aplicado el modelo de programación
matemática que sigue (detalles en capítulo 9).
6. Valorización en hornos de cementeras
Página 79
Modelo
Sean M plantas de fragmentación (i=1,...,M), cuyos residuos pueden ser valorizados en N
cementeras preseleccionadas (j=1,...,N).
Se trata de determinar:
yj: variable binaria de decisión (0: no se utiliza la cementera j; 1: se utiliza la cementera j).
xij:proporción del residuo generado en la planta i que se procesará en la cementera j.
De la forma:
M
N
N
min ∑∑ cij ⋅ xij + ∑ f j ⋅ y j
i =1 j =1
j =1
N
∑x
s.a.
ij
=1
∀i = 1,..., M
j =1
xij ≤ y j
∀i = 1,..., M
∀j = 1,..., N
M
∑x
ij
⋅ di ≤ d j
∀j = 1,..., N
i =1
xij ≥ 0
y j ∈ {0,1}
∀i = 1,..., M
∀j = 1,..., N
∀j = 1,..., N
Donde:
di: generación anual de residuo en la planta fragmentadora i (t/año)
dj: capacidad anual de valorización de residuos en la cementera j (t/año)
fj: coste anual derivado de poner en operación la valorización energética de residuos en una
cementera j (coste fijo anual de 50.000.000 pta/año por amortización de las
instalaciones necesarias)
cij: coste operativo de valorizar todo el residuo anual de la planta fragmentadora i en la
instalación j (pta/año): transporte menos ingresos por sustitución de combustible.
El modelo de programación matemática descrito no se ha resuelto para el conjunto total de
cementeras sino que, por las consideraciones efectuadas anteriormente, el problema se ha
reducido a la asignación en las 5 zonas geográficas para las cuales se ha aplicado el modelo,
resultando más sencillo y de más fácil interpretación.
Tanto para la interpretación, como para la integración de los submodelos, se ha utilizado un
sistema de información geográfica, que presenta gráficamente los resultados. Por ejemplo, para
cada par fragmentadora-cementera concreto, el grosor de la línea que los une en un mapa será
proporcional al flujo resultante. De esta manera, se puede verificar de forma visual la
coherencia de una solución, pues posibles errores en el tratamiento de datos conducen a redes
6. Valorización en hornos de cementeras
Página 80
cuya estructura extraña a la vista.
Los modelos han sido confeccionados y resueltos mediante un programa informático
especializado en programación matemática. Los resultados de los submodelos, a través de una
hoja de cálculo, han sido capturados, integrados y analizados mediante el sistema de
información geográfica mencionado anteriormente.
6.7.2. Escenario básico en el año 2000
En el escenario básico considerado para el año 2000 (más detalle en capítulo 9) se utilizan los
datos de producción de residuos en fragmentadoras correspondientes a las previsiones de bajas
para dicho año (se han analizado también los valores correspondientes a los límites inferior y
superior de estas previsiones, véase capítulo 5).
Las limitaciones de capacidad para la valorización energética en cementeras han sido
presentadas en el apartado 5.2.
La interpretación de los resultados obtenidos por aplicación de la metodología previamente
presentada, se facilita mediante el mapa 6.4, donde los flujos resultantes aparecen gráficamente
mediante el grosor de las líneas que unen las diferentes instalaciones.
Los resultados obtenidos en los submodelos muestran que se ha cumplido la condición de
asignar la valorización energética de los residuos de todas la fragmentadoras a cementeras de
la misma zona, excepto en el caso de la zona País Vasco-Navarra, donde la capacidad limitada
de las cementeras impide la valorización de un 7% de los residuos de la planta fragmentadora
de Vizcaya (este resultado es el que resulta menos costoso para la zona).
En lo referente a las cementeras, en el mapa 6.4 se han marcado en negro los iconos de las
cementeras que resulta menos costoso llevar a cabo valorización energética.
Una observación significativa a este respecto, es el gran número de plantas cementeras (19) en
las que resulta necesario llevar a cabo valorización energética. Esto es debido a que para el
escenario del año 2000 se ha considerado que el residuo únicamente puede alcanzar el 5% del
consumo energético de combustible de las plantas cementeras, lo que limita de forma notable
la capacidad de valorización de cada planta, por lo cual aparecen en el mapa 6.4 una gran
número de pares en los que se asigna flujo.
6. Valorización en hornos de cementeras
Página 81
Mapa 6.4. Resultados para el escenario base de cementeras en el año 2000.
Con respecto a la capacidad de valorización energética, es conveniente recordar que una
capacidad limitada en las cementeras genera unos costes unitarios de valorización elevados
(con los datos disponibles ninguna cementera podría alcanzar el punto de equilibrio en el año
2000). Si se tiene en cuenta además los costes de transporte, el resultado económico del
conjunto de las cadenas logísticas consideradas empeora. La saturación de las plantas
6. Valorización en hornos de cementeras
Página 82
cementeras, consecuencia de las fuertes limitaciones de capacidad para la valorización
energética de residuos, conduciría a dispersar los flujos, incrementándose los costes de
transporte y los globales. Por ejemplo, determinadas fragmentadoras saturan a determinadas
cementeras próximas y han de recurrir a otras adicionales más lejanas. Un resumen
cuantitativo de los resultados se presenta en la tabla 6.7, donde únicamente se recogen los
siguientes datos para las plantas en que resultaría menos costoso llevar a cabo la valorización
energética:
CEM, código de la planta cementera,
D2000 (en t/año), capacidad de valorización energética para el año 2000;
VE (en t/año), valorización energética anual de residuos;
FU (en %), utilización de la cementera respecto a su capacidad máxima de valorización
energética en el año 2000;
CT (en millones de pesetas), coste anual derivado de la valorización energética (amortización
mas costes variables de valorización menos ingresos);
CU (en pta/kg), el coste unitario derivado de la valorización energética ((amortización mas
costes variables de valorización menos ingresos).
CEM D2000
VE
FU
CT
CU
CAS
12600
5751
45%
36,2
6,3
CB1
15600
8626
55%
29,3
3,4
CB2
10900
9253
85%
27,8
3,0
CB3
9800
9782 100%
26,5
2,7
CCA
6100
6152 100%
35,2
5,7
CCO
4400
3703
85%
41,1 11,1
CGU
4100
4134 100%
40,1
9,7
CH
3200
3226 100%
42,3 13,1
CLU
3700
3450
95%
41,7 12,1
CM
11400
11496 100%
22,4
1,9
CMA
8300
8371 100%
29,9
3,6
CNA
6800
6757 100%
33,8
5,0
CPA
4700
2875
60%
43,1 15,0
CSE
8200
8270 100%
30,2
3,6
CTO2
11800
8760
75%
29,0
3,3
CV2
10300
9776
95%
26,5
2,7
CVI1
4600
4538 100%
39,1
8,6
CVI2
3800
3731 100%
41,0 11,0
CZ
5900
575
10%
48,6 84,6
Tabla 6.8. – Resultados para el escenario base de cementeras Año 2000 (1). Fuente: UPMIOL
6. Valorización en hornos de cementeras
Página 83
En la tabla 6.8. puede apreciarse que en cementeras de pequeña capacidad, pese a valorizar al
100% de su capacidad, los costes unitarios resultantes serían muy altos. Asimismo, aparecen
costes unitarios excesivamente altos en plantas cementeras que valorizarían a menos del 80%
de su capacidad.
Otra cuestión respecto al detalle del escenario básico, es que las mínimas cantidades de residuo
producidas y valorizadas en Zaragoza disparan los costes en esta cementera.
En este caso resultaría menos costoso transportar hasta la cementera CB1 (Barcelona) y, al
mismo tiempo, al aumentar ligeramente la utilización de esta cementera, se reducen los costes
unitarios de valorización resultantes.
7 fragmentadoras deberían enviar sus residuos a 2, e incluso 3, cementeras diferentes. Son las
que se muestran en la tabla 6.9. junto con la proporción de los envíos correspondientes.
FRAG
FB1
FCA
FM2
FNA
FS1
FS2
FVI
CEM
CB2
CSE
CM
CGU
CSE
CH
CVI2
%
CEM
76% CB3
30% CCA
69% CTO2
58% CNA
72% CCO
63% CCO
32% CVI1
%
CEM
24%
53% CMA
31%
42%
28%
37%
39% CGU
%
16%
21%
Tabla 6.9. Resultados para el escenario base de cementeras en el año 2000 (2). Elaboración
UPM-IOL
Las 11 fragmentadoras restantes enviarían sus residuos a una sola cementera. Esto es debido
también a la capacidad fuertemente limitada de las cementeras: 10 de ellas quedarían
saturadas, lo que se manifiesta en una dispersión del flujo de residuos procedente de
fragmentadoras de gran dimensión.
La cementera a donde enviaría todos sus residuos cada una de estas 11 fragmentadoras puede
apreciarse en el mapa 6.4.
De forma global, los costes totales incluyendo el de transporte ascenderían a 770 millones de
pesetas anuales, si bien hay que tener en cuenta que no se trata de un balance de costes
incrementales. Desde un punto de vista meramente económico, habría que sopesarlo frente al
coste de vertido de las 120000 toneladas de residuo consideradas.
6. Valorización en hornos de cementeras
Página 84
6.7.3. Escenario básico en el año 2006
Los cambios más significativos que aparecen en el escenario base para el año 2006 respecto al
de 2000, se refieren a la producción de residuos y a la capacidad de las cementeras para la
valorización energética.
Mapa 6.5. Resultados para el escenario base de cementeras en el año 2006.
6. Valorización en hornos de cementeras
Página 85
La producción de residuos estimada es cerca de un 20% mayor, con la misma dispersión
geográfica.
De acuerdo con la hipótesis de partida considerada, la capacidad de las cementeras para la
valorización energética se duplica, puesto que aumenta de un 5% al 10% la sustitución
máxima de consumo energético de combustible convencional por residuos.
CEM
CAS
CB1
CB2
CCA
CLU
CMA
CNA
CPA
CSE
CTO1
CV2
CVI1
CVI2
CZ
D2000
25100
31200
21800
12300
7400
16700
13600
9300
16500
25400
20500
9200
7600
11700
VE
6800
11300
21600
12300
4100
7800
10000
3400
15400
24100
11600
9200
4700
700
FU
25%
35%
100%
100%
55%
45%
75%
35%
95%
95%
55%
100%
60%
5%
CT
CU
33,6
4,9
22,8
2,0
-1,8 -0,1
20,7
1,7
40,1
9,8
31,4
4,0
25,9
2,6
41,8 12,2
13,0
0,8
-7,8 -0,3
22,1
1,9
28,4
3,2
38,8
8,3
48,4 70,7
Tabla 6.10. Resultados para el escenario base de cementeras en el año 2006 (1).
Elaboración UPM-IOL
Tomando la situación de partida ya presentada en el mapa 6.3, en el mapa 6.5 se representan
los flujos resultantes para 2006. Asimismo, la tabla 6.10. recoge información cuantitativa, de
modo análogo a como se han presentado los resultados para el escenario en al año 2000.
En este escenario base se reduciría el número de cementeras necesarias para la valorización
energética de los residuos. Al aumentar la capacidad del 5 al 10%, el número de cementeras se
reduciría de 19 a 14 y, por tanto, los flujos se concentrarían y se reducirían los costes.
Esto hace que, para algunas plantas cementeras, el resultado económico de la valorización
energética sea positivo (coste unitario negativo). Sin embargo, al considerar los costes de
transporte, el resultado económico para las cadenas logísticas que incluyen a las plantas
cementeras antes referidas, pasa a ser negativo.
Otro tanto sucede con el conjunto de cadenas que aparecen en la solución obtenida, aunque el
coste total en este conjunto es menor que el correspondiente al escenario del año 2000: 460
millones de pesetas frente a los 770 resultantes en el escenario anterior. Además de la
disminución de 250 millones de pesetas (no es necesario utilizar 5 de las cementeras asignadas
en el escenario anterior), se registran otros 60 millones de ahorro correspondientes a costes de
6. Valorización en hornos de cementeras
Página 86
valorización energética y de transporte.
La metodología utilizada (véase capítulo 9) contempla restricción de que en el segundo de 2
escenarios consecutivos no se pueda abandonar el uso de una instalación resultante en el
primero de ellos, por no haber terminado su amortización (si es necesario se mantiene cerrada
en los dos escenarios). En este caso OFICEMEN estimó en 5 años el plazo de amortización,
por lo que esta restricción no resulta operativa entre 2000 y 2006.
En este escenario básico, solamente 3 fragmentadoras habrían de repartir sus residuos entre 2
cementeras diferentes. Son los casos siguientes:
− FB2 enviaría un 13% y un 87% de su producción de residuos a CB1 y CB2,
respectivamente
− FCA enviaría un 89% y un 11% de su producción de residuos a CCA y CSE,
respectivamente
− FVI enviaría un 66% y un 34% de su producción de residuos a CVI1 y CVI2,
respectivamente
Los mapas 6.6, 6.7, 6.8 y 6.9 corresponden a la ampliación de cuatro zonas especialmente
significativas de la geografía peninsular española en lo referente a valorización energética de
residuos provenientes de vehículos fuera de uso en plantas cementeras. Se trata de las zonas de
Andalucía, Barcelona, Madrid y País Vasco-Navarra.
En estos mapas se presentan las soluciones correspondientes a los escenarios básicos de 2000 y
2006, de manera que el mencionado fenómeno de la concentración de flujos pueda apreciarse
gráficamente.
Para una correcta interpretación de estos mapas, es preciso tener en cuenta que la longitud de
los segmentos que unen los diferentes puntos no es proporcional a la distancia real por
carretera existente entre ellos. Especialmente a cortas distancias, las características especificas
del trazado viario puede distorsionar la percepción correspondiente a la distancia real.
2000
2006
UPM-IOL
Mapa 6.6. Comparación de los 2 escenarios base (Andalucía).
6. Valorización en hornos de cementeras
Página 87
2000
2006
UPM-IOL
Mapa 6.7. Comparación de los 2 escenarios base (Barcelona).
2000
2006
UPM-IOL
Mapa 6.8. Comparación de los 2 escenarios base (Madrid).
2000
2006
UPM-IOL
Mapa 6.9. Comparación de los 2 escenarios base (País Vasco-Navarra).
Como conclusiones preliminares de carácter general, los mejores resultados económicos
obtenidos para el escenario básico del 2006 respecto al del 2000, ponen de manifiesto que:
6. Valorización en hornos de cementeras
Página 88
Un incremento en la producción de residuos, cuando la capacidad de valorización energética
no está saturada, supone una disminución de los costes unitarios. La repercusión de los costes
fijos de las instalaciones es menor.
Un aumento en la capacidad de valorización energética de las plantas cementeras puede
suponer una reasignación de flujos entre un número menor de plantas. Esta concentración del
flujo, por reducción del número de destinos, conlleva una disminución de los costes fijos de
instalación a soportar en el conjunto nacional. A su vez, la reducción del número de destinos
puede implicar una reducción (por ejemplo, la zona País Vasco-Navarra) o un aumento de los
costes de transporte (por ejemplo, la zona Madrid).
Por todo ello, el estudio de las consecuencias de cambios en los escenarios del problema que
nos ocupa, debe hacerse mediante un enfoque de sistema tal como ha realizado en este caso.
6. Valorización en hornos de cementeras
Página 89
7. VALORIZACIÓN EN HORNOS DE LECHO FLUIDO
Los apartados 7.1, 7.3, 7.4 y 7.5 han sido realizados por CIEMAT. Los apartados 7.2 y 7.6 han
sido elaborados por ARTHUR ANDERSEN. Finalmente, el apartado 7.7 ha sido realizado por
la UPM.
7.1. DESCRIPCIÓN DE LA TECNOLOGÍA EMPLEADA
7.1.1. Introducción
El uso de la tecnología de combustión en lecho fluidizado para la valorización energética de
residuos ha ido en aumento en los últimos años.
Este aumento se debe a las ventajas que ofrece esta tecnología para:
−
−
−
−
Quemar mezclas de carbón y residuos de distintos tipos
Quemar residuos solamente
Reducir las emisiones de óxidos de azufre y nitrógeno
Permitir una automatización del proceso de combustión y control de emisiones
Aunque las plantas de combustión en lecho operan a temperaturas inferiores a 900 ºC, con el fin
de evitar el reblandecimiento de las partículas que componen el lecho, esto no es una limitación
frente a otros sistemas de combustión. Sus especiales características en cuanto a la combustión y
a la transferencia de calor hacen que su comportamiento sea similar, y en ciertos aspectos
mejores, que las plantas que trabajan a altas temperaturas.
A continuación se presenta una breve descripción de los distintos tipos de lechos fluidizados
utilizados en la producción de energía y una aplicación de esta tecnología para la incineración de
residuos sólidos urbanos y por extensión a los residuos de fragmentación de los vehículos fuera
de uso.
7.1.2. Tipos de lecho fluidizado
En la actualidad, debido a la gran diversidad de aplicaciones de la tecnología de lecho fluidizado,
se han desarrollado varios tipos de lechos fluidizados para su aplicación a la producción de
energía. Estos se pueden clasificar atendiendo a dos variables de operación:
7. Valorización en hornos de lecho fluido
Página 90
1. Según la presión a la que se lleve a cabo el proceso:
a) Lecho fluidizado a presión (8 a 20 atm)
b) Lecho fluidizado atmosférico
2. Según la velocidad de fluidización:
a) Lecho fluidizado burbujeante
b) Lecho fluidizado circulante
Estas variables de operación se pueden combinar entre sí dando lugar a los distintos tipos de
lecho, por ejemplo: lecho fluidizado burbujeante atmosférico, lecho fluidizado circulante a
presión, etc.
Cada uno de estos sistemas, como consecuencia de sus diferentes modos de operación, tiene unas
peculiaridades y características específicas que van a condicionar su uso y su comportamiento. A
continuación se describen de forma somera sus características.
7.1.3. Planta de lecho fluidizado burbujeante
De forma genérica se puede considerar que una instalación de combustión en lecho fluidizado
burbujeante, en adelante LFB, está formada por los siguientes componentes: cámara de
combustión, sistema de alimentación de sólidos y zona de transferencia de calor (zona
convectiva) (figura 7.1).
7. Valorización en hornos de lecho fluido
Página 91
Figura 7.1. Esquema de planta piloto de lecho fluidizado burbujeante.
La cámara de combustión de lecho fluidizado burbujeante, se caracteriza por la existencia de una
zona densa de partículas soportadas por un distribuidor de aire. Las velocidades de aire de
fluidización se mantienen siempre por debajo de la velocidad de arrastre, por lo que en todo
momento se encuentra definida la superficie del lecho.
La velocidad del aire de fluidización depende de la densidad y tamaño de partícula de los sólidos,
variando en el rango entre 0,3 a 3,5 m/s. La utilización de altas velocidades de fluidización
provoca un descenso del tiempo de residencia del combustible y absorbente, dando lugar a una
pérdida de rendimiento y captura de gases ácidos (SO2, ClH) presentes en los humos o gases de
combustión; por ello en algunos casos se realiza una recirculación de cenizas (figura 7.1). Esto
consiste en volver a introducir en el lecho parte de las cenizas volantes que salen con los gases de
combustión y así aumentar la eficacia de combustión y la utilización del absorbente.
Para mantener la temperatura entre 800-900 ºC es necesario extraer el calor del lecho mediante
superficies de alta transferencia de calor sumergidas en el mismo (figura 7.1). Estas superficies
generadoras de vapor forman parte del sistema de extracción de energía de la planta. Esta
extracción de calor en el interior del lecho puede no existir cuando se utilizan combustibles con
bajo o medio poder calorífico como es el caso de algunos residuos.
7. Valorización en hornos de lecho fluido
Página 92
El sistema de alimentación de sólidos constituye una parte importante del diseño del LFB.
Existen dos formas básicas para alimentar el producto sólido (combustible y absorbente) en un
lecho fluidizado burbujeante, que son: por encima del lecho o por gravedad y por la parte inferior
del lecho.
La alimentación por encima del lecho es bastante sencilla y consiste fundamentalmente en la
distribución del combustible o residuo de forma uniforme en la parte superior del lecho,
mediante un distribuidor mecánico o neumático.
En la alimentación por la parte inferior del lecho el producto es arrastrado por una corriente de
aire (transporte neumático) e introducido en la cámara de combustión a través de una serie de
entradas que atraviesan la placa de distribución.
En general la alimentación realizada por la parte inferior del lecho favorece tanto la retención de
gases ácidos como la eficacia de combustión, ya que tanto el tiempo de residencia de los sólidos
(combustible, absorbentes) como el tiempo de contacto entre el gas de combustión y el
absorbente es superior que en el caso de alimentación por la parte superior del lecho.
Los gases de combustión que salen de la cámara de combustión entran en la zona convectiva,
donde ceden su calor. Estos gases ya enfriados pasan a un filtro de mangas o a un precipitador
electrostático, donde dejan las cenizas volantes que les acompañan. En el caso de usar como
combustible residuos, estos gases pueden necesitar una limpieza química posterior para cumplir
con los límites de emisiones de la normativa. Por último, entran en la chimenea que los descarga
a la atmósfera.
7.1.4. Planta de lecho fludizado circulante
Se llama lecho fluidizado circulante, en adelante LFC, a una unidad de fluidización que opera
con velocidades de fluidización más altas que las empleadas en un lecho fluidizado burbujeante.
Como consecuencia de esta velocidad mayor, las partículas del lecho son dispersadas en todo su
volumen, observándose una variación gradual de concentración de partículas sólidas con la
altura.
Un número considerable de estas partículas es arrastrado hacia el exterior del lecho que,
capturadas por un ciclón, son reincorporadas de nuevo al lecho de forma continua. Esta
recirculación permanente de partículas (cenizas) es una característica particular de esta
instalación, de ahí su nombre (figura 7.2).
7. Valorización en hornos de lecho fluido
Página 93
Figura 7.2. Esquema de planta piloto de lecho fluidizado circulante.
La mayor parte de las plantas de LFC tienen, en el lecho propiamente dicho, una zona densa de
partículas que ocupa su parte baja asemejándose bastante a un lecho fluidizado burbujeante. Esta
zona está formada por partículas más grandes y más pesadas que el resto y se fluidiza con una
porción del aire total (aire primario). Para plantas de combustión la altura de esta zona es de 0,5
a 1,5 m. La profundidad de la zona densa tiene gran importancia porque afecta al tiempo de
residencia del combustible y del absorbente en el lecho.
El resto del aire (aire secundario) se introduce algo más arriba causando un aumento de la
velocidad de fluidización y contribuyendo al arrastre de las partículas. La velocidad de
fluidización, en la zona del lecho situada por encima de la entrada del aire secundario, está
comprendida entre 5 y 10 m/s.
Los elementos principales de una planta de LFC son: la cámara de combustión, el ciclón y la
zona de transferencia de calor por convección (zona convectiva) (figura 7.2).
La cámara de combustión es el cuerpo principal de la instalación. En ella tienen lugar las
reacciones de combustión, de retención de azufre y de formación de otros compuestos. Sus
paredes están refrigeradas por agua para extraer el calor generado en el proceso de combustión.
El combustible y el absorbente se alimentan en la parte baja de la cámara, bien por gravedad o
7. Valorización en hornos de lecho fluido
Página 94
por transporte neumático. Debido a la mezcla intensa del LFC son pocos los puntos de
alimentación necesarios para una planta de gran potencia.
Como ya se ha descrito, en esta tecnología el aire de fluidización se divide en dos corrientes
principales: aire primario y aire secundario. Esta “dosificación“ del aire de combustión tiene una
extraordinaria importancia porque reduce la formación de óxidos de nitrógeno, propios de
cualquier proceso de combustión, al evitar la existencia de zonas con elevada concentración de
oxígeno.
El ciclón separa la mayor parte de los sólidos arrastrados por la corriente de gases. Las partículas
recogidas se devuelven al lecho a través de un tubo de retorno y se incorporan a la cámara de
combustión por la parte inferior de ésta, mediante una válvula no mecánica.
En algunos diseños, los sólidos que captura el ciclón son enfriados en un lecho fluidizado
burbujeante mediante la colocación de unos tubos, sumergidos en el mismo, por donde circula
agua. Una vez fríos se incorporan al lecho. Este lecho auxiliar recibe el nombre de cambiador
externo (figura 7.2). Los gases de combustión, al abandonar el ciclón, entran en la zona
convectiva que contiene los recalentadores y el economizador seguido del precalentador del aire
de fluidización.
Los gases de combustión, ya enfriados, pasan a un filtro de mangas o a un precipitador
electrostático, donde dejan las cenizas volantes que les acompañan. Por último, entran en la
chimenea que los descarga en la atmósfera.
7.1.5. Características de operación de una planta de combustión de lecho fluidizado
Algunas de estas características son específicas de cada uno de los combustibles a utilizar y de
los diseños particulares de las compañías licenciatarias, pero todos ellos presentan unos rasgos
similares que a continuación se comentan.
MATERIALES DEL LECHO
Los materiales inertes utilizados en casi todos los lechos fluidizados son arena y cenizas
procedentes del combustible y, en algunos de ellos, piedras de pequeño tamaño (hasta de 20 mm)
para aumentar la altura de la zona densa.
TAMAÑO DE PARTÍCULAS
El tamaño de las partículas del combustible depende de las características de éste y de lo que
admita el diseño de la planta. La bibliografía recoge diversos tamaños en diferentes aplicaciones
llegando en algunos casos hasta 50 mm el diámetro máximo de las partículas, pero generalmente
éstas no superan los 25 mm, aunque en la actualidad y para residuos se admiten en algunos casos
7. Valorización en hornos de lecho fluido
Página 95
mayores tamaños, de hasta 300 mm.
El tamaño de partícula para el absorbente, generalmente caliza, se determina en función de las
características de fluidización y de las peculiaridades de la propia caliza. Aunque un tamaño
pequeño de caliza presenta mayor superficie reactiva, el tiempo de permanencia en el lecho es
corto y la posibilidad de que el ciclón la separe disminuye, por lo que su utilización puede ser
muy baja. En la actualidad, el tamaño superior empleado está en los 3 mm.
ALIMENTACIÓN DE SÓLIDOS
Como se ha dicho anteriormente la alimentación de sólidos a un lecho burbujeante es muy
importante dado la menor turbulencia del lecho. Esto hace que, independientemente del tipo de
alimentación usado, el número de puntos de entrada de producto sea bastante elevado
(aproximadamente un punto por cada 3 ó 4 m2 de superficie del lecho). Esto hace más complejo
el diseño de la instalación de la planta.
En el caso del lecho fluidizado circulante, el combustible y la caliza entran por la parte inferior
del lecho. Dada la gran turbulencia existente en el mismo, son pocos los puntos de alimentación
necesarios y éstos pueden estar irregularmente repartidos. La distribución de tamaños de la
alimentación puede ser amplia, tolerando una cantidad elevada de finos, debido a la eficacia de
separación del ciclón. Los sólidos pueden ser admitidos desde totalmente secos hasta con un
elevado porcentaje de humedad, lo que facilita la alimentación de finos.
EXTRACCIÓN DE CENIZAS
La extracción de cenizas del lecho varía con el diseño. En algunos casos esta extracción se realiza
por el fondo de la cámara de combustión, en otros se hace por la rama de retorno. En cualquiera
de los casos las cenizas son enfriadas con el fin de recuperar el calor que llevan y facilitar su
manejo.
Los humos también arrastran cenizas cuyo tamaño de partículas es muy pequeño (< 10 micras).
Estas son recogidas en filtros de mangas o electrofiltros.
7.1.6. Comparación del proceso de combustión en lecho fluidizado circulante y en
burbujeante
Aunque las dos tecnologías gozan de capacidad para:
− Quemar combustibles que no son admisibles por otras tecnologías convencionales
− Quemar una amplia gama de combustibles sin cambios significativos en sus estructuras
− Cumplir las normas de emisiones más exigente
7. Valorización en hornos de lecho fluido
Página 96
Existen algunas diferencias en cuanto al rendimiento del proceso de combustión y a las
emisiones procedentes de éstas, a saber:
UTILIZACIÓN DEL COMBUSTIBLE
El LFC obtiene eficacias de combustión superiores al LFB debido a la recirculación de los
sólidos en el primero. Algunas de las instalaciones actuales de LFB incorporan la posibilidad de
recircular las cenizas volantes, con lo que esta diferencia de eficacias se va haciendo menor
(alrededor de un 1 %).
EMISIONES DE NOX
El LFC controla mejor las emisiones de NOx debido a la técnica de introducir el aire en distintos
puntos de la cámara de combustión y a su gran turbulencia.
EMISIONES DE CO
Estas son menores en un LFC que en un LFB ya que la turbulencia interna hace que no aparezcan
zonas de combustión incompleta, lugar de formación del CO.
EMISIONES DE SO2
Quizás sea en el control de SO2 donde el LFC ofrece una de sus mayores ventajas. La eficacia de
la utilización de la caliza es mayor que en el LFB al existir mayor turbulencia y atricción entre las
partículas, lo que facilita un mejor aprovechamiento de la caliza.
7.1.7. Combustión en lecho fluidizado a presión
La primera generación de un lecho fluidizado a presión, en adelante LFP, es en casi todos los
aspectos idéntica a un LFB. La diferencia más importante es que la cámara de combustión está
dentro de una vasija de presión y por tanto el proceso de combustión se realiza a una presión
superior a la atmosférica (entre 10 y 20 atm.).
Para que la fluidización tenga lugar en estas condiciones es necesario comprimir el aire de
fluidización hasta una presión algo superior a la de la vasija de la planta. Así la cantidad de
oxígeno disponible para la combustión es mayor, por lo que, para una misma velocidad de
fluidización que en un lecho atmosférico, la combustión es mucho más intensa por unidad de
área en un lecho a presión.
7. Valorización en hornos de lecho fluido
Página 97
Esto significa que una planta de LFP puede ser físicamente más pequeña que una LFB
atmosférico que tenga la misma potencia térmica. Esto conlleva un ahorro en espacio y capital.
Pero los sistemas de alimentación de combustible y absorbente a la cámara de combustión han de
hacerse también a presión, así como la extracción de cenizas. Esto significa una complejidad de
estos sistemas así como un encarecimiento de los mismos, frente a los utilizados en un lecho
atmosférico.
Por lo demás, un LFP ofrece las mismas ventajas, en cuanto a la flexibilidad en el combustible y
facilidad para el control de emisiones, que un lecho fluidizado atmosférico.
Pero la principal ventaja de una planta de combustión de LFP es que los gases de combustión
abandonan la cámara de combustión calientes y a elevada presión. Estos gases, convenientemente
limpios de partículas sólidas, se pueden pasar directamente a una turbina de gas. Esta es la clave
para un incremento en el rendimiento del ciclo térmico que la turbina de gas se monte en
combinación con una turbina de vapor (ciclo combinado).
El uso de la turbina de gas es la ventaja esencial de esta tecnología sobre el resto de las
tecnologías de combustión (carbón pulverizado, parrilla, etc.). Aunque las plantas de LFP
trabajan a una temperatura de combustión de cientos de grados o más bajos que una planta
convencional (1100 ºC – 1200 ºC en una planta convencional frente a 840º C- 860 ºC de una de
lecho fluidizado), la combinación de la turbina de gas con una de vapor puede lograr un
rendimiento térmico superior al 50 %, para generación eléctrica pura.
Si el calor residual de la producción eléctrica se aprovecha para la generación de vapor para
procesos industriales o calefacción, el rendimiento puede llegar hasta un 80 %.
7.2. PLANTAS Y CAPACIDADES
ARTHUR ANDERSEN se ocupó de identificar las plantas incineradoras de RSUs con hornos
de lecho fluidizado existentes en España. Para ello, es lógico partir de un listado con todas las
incineradoras existentes. En este sentido, no se encontró ningún listado actualizado publicado,
por lo que se partió de diversos listados y se procedió a realizar llamadas telefónicas, con el
objeto de identificar las plantas de lecho fluido, su capacidad y su canon de tratamiento.
Cabe distinguir las incineradoras encontradas en cuatro grupos:
1. Incineradoras con horno de lecho fluido
2. Incineradoras con horno de parrilla
3. Incineradoras que se han transformado en plantas de transferencia
4. Incineradoras sin aprovechamiento energético
En el grupo 3 se identificaron cuatro plantas de la provincia de Cantabria, las situadas en las
localidades de Cabezón de Liébana, Ramales, Valdeprado del Río y Selaya. En cuanto al grupo
4, se descartaron estas incineradoras de un comienzo por razones obvias.
7. Valorización en hornos de lecho fluido
Página 98
Los siguientes listados recogen los grupos 1 y 2:
Provincia
Localidad
Madrid
La Coruña
Titular Exlotación
Capacidad
(t/año)
Madrid
TIRMADRID (Urbaser)
264.000
Meirama
SOGAMA
500.000
Tabla 7.1. Incineradoras con horno de lecho fluido
Provincia
Localidad
Titular Explotación
Mallorca
Tarragona
Girona
Son Reus
Tarragona
Vielha
Girona
Mataró
Montcada I Reixach
San Adriá del Besós
TIRME S.A.
SIRUSA
Consejo General
IRSUSA
Consorcio del Maresme
EMSHTR
Hidroeléctrica Catalana la
Maquinista
Mancomunitat de la Plana
Barcelona
Malla
Melilla
Canarias
Cantabria
Melilla
REMESA
El Mazo
El Paso
Cabildo Insular
Barlovento
Meruelo
Empresa de Residuos S.L
Tabla 7.2. Incineradoras con horno de parrilla
Canon (pts/t)
2.810
Por establecer
Capacidad
(t/año)
273.902
121.294
3.000
31.000
137.378
50.053
273.311
-35.339
5.000
10.000
2.500
--
En este punto, cabe volver a preguntarse por qué no considerar, además de las incineradoras
con horno de lecho fluido, las incineradoras con horno de parrilla. La respuesta es que se
eligieron las tres tecnologías más modernas y respetuosas con el medio ambiente para la
valorización energética de los residuos de VFU. Posiblemente, incluir en este grupo los hornos
de parrilla con recuperación de energía daría lugar a evaluar un escenario más real a corto
plazo para el tratamiento de los residuos de VFU. Sin embargo, nos centramos en poner todo el
esfuerzo en las tecnologías con más futuro.
En el mapa 7.1 se representan las plantas de lecho fluido. Estas han sido codificadas con una
L, seguida de la abreviatura de la provincia en que se encuentran. De este modo, la planta de
La Coruña se ha codificado como LCO y la de Madrid como LM.
7. Valorización en hornos de lecho fluido
Página 99
UPM-IOL
Fuente: FER y Arthur Andersen
Mapa 7.1. Plantas de lecho fluido en España respecto a las fragmentadoras
7.3. REQUERIMIENTOS TÉCNICOS
7.3.1. Residuos de fragmentación de vehículos fuera de uso
Lo que a continuación se describe es la aplicación de la tecnología del lecho fluidizado a la
incineración de residuos de fragmentadora. Estos residuos, por sus características, de densidad,
heterogeneidad, poder calorífico, etc., son comparables al rechazo de una planta de tratamiento
residuos sólidos urbanos. Este rechazo o residuo derivado es la parte del residuo urbano que
generalmente se incinera y que en el texto a veces se le denomina residuo sólido urbano.
7. Valorización en hornos de lecho fluido
Página 100
DISTRIBUCIÓN DE TAMAÑO DEL RESIDUO
El tamaño del residuo es un dato de partida extremadamente importante cuando se trata de
considerar la adecuación de la tecnología del lecho fluidizado para una aplicación concreta. En
general, se considera que el tamaño máximo de partícula de un combustible fósil que se quema
en un lecho fluidizado no supera los 25 mm. Sin embargo, para el caso de los residuos en que
la densidad relativa aparente esta por debajo de 1, caso de residuos urbanos, biomasa, residuos
de fragmentación de automóviles, etc., este tamaño puede ser mayor siempre que se trate de
una instalación de lecho fluidizado burbujeante diseñada expresamente para aceptar sólidos
con tamaños superiores a los habituales.
7.3.2. Incineración de residuos
En el campo de la incineración, los procesos de lecho fluidizado tienen reconocida fama por su
flexibilidad en tratar combustibles heterogéneos. Esto significa que el poder calorífico, el
contenido en cenizas, la humedad, etc. del residuo puede variar ampliamente. Gracias a estas
características, los procesos de incineración en lecho fluidizado son muy adecuados para
residuos sólidos municipales o combustibles derivados de residuos, como es el caso de los
residuos orgánicos (ligero y pesado) procedentes de la fragmentación de vehículos fuera de
uso.
El lecho fluidizado necesita que los combustibles se alimenten en forma granular, con
limitación en cuanto al tamaño de las partículas. Esto es de suma importancia en cuanto a los
costes que tiene la reducción de tamaño (molienda) del combustible fósil o residuo a incinerar.
En los últimos años se ha hecho un gran esfuerzo, por parte de los tecnólogos que diseñan y
construyen las plantas de lecho fluidizado, para que las plantas de incineración puedan admitir
residuos sin preparación previa o con una mínima reducción de tamaño. Este el caso de los
residuos sólidos urbanos u otros asimilables, como los residuos orgánicos procedentes de la
fragmentación de vehículos fuera de uso. Ambos se caracterizan, desde el punto de vista de su
composición, por una variedad de materiales: plásticos, telas, papeles, inertes, etc., con
tamaños diferentes que generalmente no superan los 200 mm en su dimensión mayor.
Hoy se encuentran en le mercado algunas opciones tecnológicas de lecho fluidizado
burbujeante que permiten tratar el rechazo de las plantas de clasificación y reciclaje de los
residuos sólidos urbanos, sin más acondicionamiento que su envío directo a la planta de
incineración. Por similitud de este rechazo con los residuos orgánicos procedentes de la
fragmentación de vehículos, se puede decir que las plantas de incineración de residuos sólidos
urbanos, con tecnología de lecho fluidizado burbujeante, pueden admitir dichos residuos.
Lo expuesto en el párrafo anterior no significa que la tecnología del lecho fluidizado circulante
no pueda ser apta para incinerar los residuos de fragmentación, lo que ocurre es que esta
tecnología exige una mayor reducción de tamaño del residuo, para facilitar su fluidización, lo
que supone un gasto adicional de energía durante el proceso de molienda y por tanto una
penalización en el proceso global de revalorización energética de este tipo de residuos.
7. Valorización en hornos de lecho fluido
Página 101
Dado que el número de plantas existentes en España con la tecnología del lecho fluidizado es
muy reducida, TIRMADRID en Madrid (en funcionamiento) y SOGAMA en la Coruña (en
construcción avanzada), en una estrategia de estudio, sobre la posibilidad de valorización
energética del residuo de fragmentación con esta tecnología, es más importante considerar la
existencia de alguna planta de incineración, en las proximidades de la planta de fragmentación,
que una u otra versión.
7.3.3. Planta incineradora de lecho fluidizado burbujeante
A continuación se describe de forma somera una planta de incineración diseñada expresamente
para residuos sólidos urbanos o asimilables. La planta consta fundamentalmente del conjunto
horno - caldera más el sistema de tratamiento de gases.
CÁMARA DE COMBUSTIÓN
El horno o cámara de combustión consiste en un lecho de partículas, generalmente arena,
contenido en una vasija revestida de material refractario y soportado por una placa, a través de
la cual pasa el aire que fluidiza o suspende las partículas, que permanecen en agitado
movimiento. La altura de este lecho de partículas está comprendido entre 0.5 y 1m por encima
de la placa y aumenta su altura como consecuencia del proceso de fluidización.
La placa que soporta el lecho esta inclinada hacia fuera (figura 7.3), o bien hacia el interior,
con el fin de evacuar las cenizas que se producen, a la vez que permite la salida de inertes de
mayor tamaño que puedan acompañar a los residuos.
7. Valorización en hornos de lecho fluido
Página 102
Figura 7.3. Esquema de planta incineradora de lecho fluidizado burbujeante
La parte inferior de la cámara de combustión tiene las paredes laterales inclinadas hacia dentro
(figura 7.3) con el fin de inducir un movimiento de recirculación en el material del lecho que
facilita la incorporación de los residuos al mismo y la permanencia de estos hasta su total
destrucción.
La alimentación de los residuos se realiza por gravedad mediante un tornillo sin fin o
alimentador rotativo de paletas desde la tolva de descarga.
El proceso de combustión comienza con el calentamiento de la arena hasta una temperatura de
unos 700 ºC mediante unos quemadores auxiliares. Para que toda la arena alcance la misma
temperatura se inyecta aire por la placa para inducir la fluidización. Cuando se ha alcanzado la
temperatura estipulada se empieza a alimentar el residuo y se produce la combustión. Así se
alcanza la temperatura de proceso que es de unos 850 ºC en el lecho.
El contenido de arena y cenizas en el lecho representa alrededor del 97% en peso del total del
lecho, siendo el resto el combustible. Esto significa que el lecho tiene una enorme inercia
térmica, lo que permite un excelente control de la temperatura del horno así como paradas de
la planta de horas e incluso fin de semana sin necesidad de combustible auxiliar lográndose
ponerla a régimen de nuevo en cuestión de una o dos horas.
CALDERA DE PRODUCCIÓN DE VAPOR
7. Valorización en hornos de lecho fluido
Página 103
Los gases de combustión, cuando abandonan el horno, se dirigen a la zona de recuperación de
calor donde se encuentran instalados los sobrecalentadores de vapor, los evaporadores y los
economizadores. El vapor producido es utilizado para la producción de energía eléctrica.
SISTEMA DE TRATAMIENTO DE GASES
Desde el punto de vista del medio ambiente, la depuración de los gases de combustión es de
máxima importancia. Es aquí donde el lecho fluidizado ofrece su mayor ventaja, ya que,
debido al proceso de combustión y a la adicción de absorbentes (caliza) en el propio lecho, se
reduce notablemente la producción de contaminantes que hay que reducir en la depuración
final. Esta depuración final es de suma importancia con el fin de cumplir las normativas que
regulan las plantas de incineración de residuos. Los componentes que constituyen el sistema de
depuración están constituido por elementos para la limpieza física de los gases (partículas),
ciclones y filtros de mangas o electrofiltros, y elementos para la limpieza química (gases
ácidos, metales, etc.) tales como absorbedores ,lavadores de gases, etc.
7.3.4. Tecnologías comerciales de lecho fluidizado existentes
Aunque son varias las empresas que han desarrollado sistemas en lecho fluidizado para la
producción de energía (Lurgi, ABB Carbon , Foster Wheeler, etc.), en el momento actual solo
dos empresas se dedican al diseño y fabricación de plantas de incineración en lecho fluidizado
para residuos sólidos urbanos o asimilables. Estas son EBARA(Japón), representada en
Europa por Lurgi (Alemania) y KVAERNER (Noruega).
7.4. RESULTADOS DE LA VALORIZACIÓN
7.4.1. Descripción de las instalaciones de combustión utilizadas en los ensayos
PLANTA PILOTO DE LECHO FLUIDIZADO BURBUJEANTE
La planta piloto de Combustión en Lecho Fluidizado Burbujeante, cuyo esquema se recoge en
la figura 7.4, consta esencialmente de:
7. Valorización en hornos de lecho fluido
Página 104
Cámara de combustión
La cámara de combustión esta construida en Acero F1120 y recubierta interiormente con
material refractario. Tiene forma cilíndrica con un diámetro interior de 200 mm y una longitud
total de 3550 mm. El aire de fluidización se distribuye a través de una placa de campanas. Esta
placa esta diseñada de forma que permite la entrada de un tubo para la descarga de sólidos y de
varios elementos de medida de presión y temperatura.
Figura 7.4. Esquema de la Planta Piloto de Combustión en Lecho Fluidizado Burbujeante
del CIEMAT
En el interior de la cámara de combustión existe un cambiador de calor, cuyo fluido de
refrigeración es agua. La temperatura de combustión se controla ajustando, de forma continua,
el caudal de agua que circula por este cambiador.
Aire de combustión
El aire de combustión y fluidización lo suministra un compresor. El caudal se regula mediante
una válvula y se mide a través de un medidor de caudal másico. Dicho aire se introduce por la
parte inferior de la cámara de combustión a través de la placa de fluidización. Antes de entrar a
la cámara de combustión, durante la etapa de arranque, dicho aire se precalienta hasta 500ºC
haciéndolo pasar a través de un precalentador eléctrico. Asimismo, para la etapa de arranque se
dispone de un quemador de gas propano que permite subir la temperatura de la cámara de
combustión hasta, aproximadamente, 800 ºC.
7. Valorización en hornos de lecho fluido
Página 105
Sistema de alimentación de combustible
El sistema de alimentación depende del tipo de combustible que se vaya a alimentar a la
cámara de combustión. En la actualidad, dispone de un dosificador volumétrico (tornillo
sinfín) unido a un sistema de inyección neumática.
Sistema de limpieza de gases
Los gases de combustión, una vez salen del horno, pasan a través de una serie de ciclones,
donde se separan la mayor parte de los sólidos que hayan podido ser arrastrados.
Posteriormente un filtro de mangas retiene las cenizas volantes que no han sido separadas por
los ciclones.
Sistema de descarga de sólidos
La descarga de sólidos del lecho se hace mediante un tubo que entra por la parte inferior de la
cámara de combustión, atravesando la placa distribuidora. Este tubo es móvil y de longitud
variable, lo que permite trabajar con diferentes alturas de lecho.
Análisis de los gases de combustión
En los gases de combustión se realizan de forma continua el análisis de O2, CO, CO2, NOx,
SO2 y CH.
Para el análisis en continuo de O2, CO, CO2, NOx, SO2 y CH en los gases de combustión, se
aspira una corriente de gas del conducto de humos antes del filtro de mangas mediante una
sonda de acero sinterizado. Se filtra y acondiciona haciéndola pasar por un refrigerador que
trabaja a 2ºC, aproximadamente, en el que se condensa el vapor de agua formado en la
combustión.
La concentración de O2 se determina mediante un analizador paramagnético, las de CO, CO2,
y SO2 se determinan mediante sendos analizadores de infrarrojos no dispersivos y la de NO,
NO2 (NOx), con analizador de quimiluminiscencia.
De forma discontinua, si se desea, se puede analizar el contenido de metales pesados en los
gases de combustión, así como de manera cualitativa el contenido en compuestos orgánicos
volátiles.
7. Valorización en hornos de lecho fluido
Página 106
DIÁMETRO INTERNO (cm)
20
ALTURA (cm)
300
POTENCIA (max.) (Mw)
0.10
TEMPERATURA MÁXIMA (ºC)
900
CAUDAL DE AIRE (Nm3/h)
30-40
CAUDAL DE ALIMENTACIÓN (Kg/h)
P.C.S. (Kcal/Kg)
3-10
8000-2500
SUPERFICIE DE REFRIGERACIÓN
VARIABLE
Tabla 7.3. Características principales de la instalación
LECHO FLUIDIZADO CIRCULANTE
La planta piloto de lecho fluidizado circulante cuyo esquema se recoge en la figura 7.4 consta
esencialmente de:
Cámara de combustión
La cámara de combustión es un cilindro de 20 cm de diámetro interno y 650 cm de altura. Su
construcción es modular, estos módulos están formados por una carcasa de acero inoxidable
con revestimiento interior de cemento refractario. Cada uno de los mismos dispone de diversas
penetraciones laterales que permiten la entrada de aire secundario, combustible, absorbente,
instrumentación, etc.
El sistema de extracción de calor consta de tres grupos de serpentines dispuestos a lo largo de la
cámara de combustión, en los que el fluido refrigerante es agua. Tanto la disposición como la
superficie de refrigeración es variable dependiendo de las necesidades del momento.
7. Valorización en hornos de lecho fluido
Página 107
Figura 7.5. Esquema de la planta piloto de combustión en Lecho Fluidizado Circulante del
CIEMAT.
Ciclón y rama de retorno
Tanto el ciclón como la rama de retorno están construidos en inoxidable con recubrimiento
interior refractario. La rama de retorno, al igual que la cámara de combustión, es modular con
tramos de un metro y medio metro, respectivamente. Asimismo dispone de múltiples
penetraciones para medidas de presión y temperatura, además de una zona donde se puede
realizar toma de muestra de sólidos de esta rama. La conexión de la rama de retorno con la
cámara de combustión se hace por la parte inferior a través de una válvula de sólidos.
Aire de fluidización
El aire de fluidización y combustión lo suministra un compresor. El aire primario se introduce
por la parte inferior después de pasar por un precalentador eléctrico que eleva su temperatura
hasta 500 ºC. Dicho aire se distribuye en la cámara de combustión a través de una placa de
campanas.
La inyección de aire secundario se puede realizar en múltiples tomas y alturas para adecuarlo a
las necesidades del momento. Dicho aire entra en la cámara de combustión frío.
7. Valorización en hornos de lecho fluido
Página 108
Sistema de alimentación de combustible
La alimentación del combustible y absorbente a la cámara de combustión se realiza mediante
dosificadores volumétricos montados sobre unas básculas de pesada continua. La introducción de
la alimentación se realiza mediante un tornillo sinfín en la parte inferior de la cámara de
combustión.
Sistema de limpieza y enfriamiento de gases
Los gases una vez salen del ciclón se dirigen al filtro de mangas donde se retienen las cenizas
volantes que arrastran. Con el fin de adecuar la temperatura de los gases a la que soporta el
filtro de mangas, estos gases se enfrían en unos cambiadores que permiten precalentar el aire
de fluidización.
Sistema de extracción de cenizas
Las cenizas de mayor tamaño de partícula que permanecen en el lecho son extraídas del mismo a
través de un tornillo sinfín con refrigeración interna y externa para enfriar las cenizas desde la
temperatura del horno hasta una temperatura máxima de 80ºC.
Instrumentación
Las variables que se miden a lo largo del ensayo son:
− Caudales de todas las corrientes que entran o salen del sistema (sólidos, aire de fluidización,
humos, cenizas)
− Temperaturas a lo largo del lecho y rama de retorno
− Presión a lo largo de la cámara de combustión y rama de retorno
− Composición de los gases de combustión
Para la medida y control de caudales de sólidos se dispone de básculas de pesada en continuo y
dosificadores volumétricos que están conectados al sistema de control con el fin de conseguir
los valores de consigna del proceso.
Los caudales de aire de fluidización (tanto primario como secundario) y el de humos se miden
con caudalimétros másicos. La medida de temperatura se realiza mediante termopares tipo K.
La presión se mide con manómetros de agua y/o mercurio en paralelo con unos transductores
de presión conectados al sistema de control.
7. Valorización en hornos de lecho fluido
Página 109
En las figuras 7.6 y 7.7 se representan las posiciones que ocupan las medidas de presión y
temperatura a lo largo de la instalación.
Figura 7.6. Posiciones de las medidas de presión a lo largo de la cámara de combustión y
rama de retorno.
7. Valorización en hornos de lecho fluido
Página 110
Figura 7.7. Posición de las medidas de temperatura a lo largo de la cámara de combustión y
rama de retorno.
Los gases de combustión se analizan en continuo determinando O2, CO, SO2, NOx y CH4. En
forma discontinua se determinan los compuestos orgánicos volátiles (COVs) y el contenido en
metales.
Sistema de control.
La planta piloto dispone de un sistema de control, tecnología SCAP, cuya principal
característica es que a diferencia de los sistemas convencionales de control, este sistema es
adaptativo y predictivo.
En este sentido, este sistema de control actúa sobre el proceso no reaccionando al error que ya
se ha producido en el mismo, sino prediciendo la evolución de las variables del proceso y
aplicando la acción de control que haga que esta evolución predicha sea igual a la evolución
deseada.
7. Valorización en hornos de lecho fluido
Página 111
DIAMETRO INTERNO (cm)
20
ALTURA (cm)
650
POTENCIA (max.) (MW)
0,3
TEMPERATURA MAXIMA (ºC)
900
CAUDAL AIRE (l/min)
2.500-4.000
CAUDAL ALIMENTACION (kg/h)
PCS (Kcal/Kg)
15-40
7.000-2.500
SUPERFICIE REFRIGERACION
VARIABLE
Tabla 7.4. Características principales de la instalación
7.4.2. Ensayos de co-combustión
De acuerdo con el plan establecido en el proyecto, la valorización energética de los residuos
ligeros de fragmentación se va a llevar a cabo en una planta piloto de combustión en lecho
fluidizado.
La propuesta inicial de la fase experimental era que esta valoración se hiciera en una planta
piloto de lecho fluidizado burbujeante pero, debido a algunos problemas presentados durante
la fase inicial de la experimentación, se optó por realizar los ensayos en una planta piloto de
lecho fluidizado circulante.
Los resultados que se obtienen en una y otra instalación, para el objetivo que se ha establecido
para este ensayo, a saber, evaluar las emisiones procedentes de la utilización del residuo ligero
de fragmentación como combustible en una planta de combustión, no tienen significado
especial ya que las condiciones de operación son las mismas (temperatura, exceso de oxígeno),
por lo que las emisiones esperadas deben ser las mismas excepto una ligera diferencia en
cuanto a las eficacias de combustión a favor del lecho fluidizado circulante
A continuación se detallan los problemas encontrados en la etapa preliminar de la
investigación, así como los resultados experimentales, cuyo objetivo no era otro que evaluar
las emisiones procedentes de la utilización del residuo ligero de fragmentación como
combustible en una planta de combustión.
7. Valorización en hornos de lecho fluido
Página 112
PROBLEMÁTICA DE LA ALIMENTACIÓN
Como se expone en apartados anteriores, la muestra de residuo recibido tiene una baja
densidad relativa, aproximadamente 0.23. Esto significa que se trata de un residuo muy
voluminoso, aunque por el tipo de los materiales que lo integran se compacta fácilmente,
adaptando la forma del recipiente que lo contiene y dificultando el vaciado posterior del
mismo, pues aunque es un producto formado por multitud de trozos, estos se entrelazan entre
sí dificultando su extracción de cualquier recipiente que los contenga. Este es el caso de la
alimentación a la cámara de combustión.
La alimentación a la cámara de combustión de la planta piloto se realiza desde una tolva
cónica con un ángulo mayor de 60 ºC respecto a la horizontal. Desde esta tolva, un tornillo
sinfín conduce el producto hasta la propia cámara de combustión.
Cuando se inicia la alimentación de producto el tornillo sinfín se pone en marcha y se observa,
con gran perplejidad que el producto no sale pasados unos minutos iniciales. Ante este hecho,
se piensa que se forman "bóvedas" en la tolva y se actúa haciendo funcionar un eje, dotado de
unos brazos, que para este fin tiene incorporado la tolva y que facilita la ruptura de estas
bóvedas. Inicialmente la situación mejora pero unos momentos después se comprueba que la
situación se vuelve a repetir.
Un análisis más profundo del problema, con observación visual del interior de la tolva, puso
de manifiesto que el residuo se reorganiza, pasados los primeros momentos de la agitación,
permitiendo la apertura de caminos interiores para el paso de los brazos sin que este
movimiento perturbe las zonas adyacentes, creándose una especie de cuerpo sólido constituido
por multitud de partículas que no deslizan entre sí.
Estas dificultades han impedido la realización del ensayo de combustión tal y como estaba
previsto en el plan de trabajo trazado dentro de este proyecto, a saber, combustión de residuos
sin mezcla con ningún otro material combustible.
Las figuras 7.8 y 7.9 ponen de manifiesto lo expresado en los párrafos anteriores. La primera
de ellas muestra como el producto permanece estático a pesar de haber quitado la tapa de la
tolva, o lo que es lo mismo, el ángulo de apilamiento es de 90º.
La segunda muestra como el tornillo sinfín no extrae producto, a pesar de estar girando, al
formarse un agujero en el interior de la masa del residuo.
7. Valorización en hornos de lecho fluido
Página 113
Figura 7.8.
Hay que dejar claro que estas dificultades observadas en el ámbito de planta piloto, en la que
los elementos son más pequeños (tolvas, tornillos de alimentación, etc.), no tienen porqué ser
iguales en una planta industrial, aunque sí ponen de manifiesto que hay que prestar especial
atención a: las características físicas del residuo (tamaño, densidad, aglomerabilidad, etc.),
adecuación de los sistemas de alimentación a la cámara de combustión (tornillos sinfín,
transporte neumáticos, válvulas alveolares, etc.), sistemas de apilamiento y ensilado, etc.
De la resolución de estos problemas va a depender el correcto funcionamiento de una planta
industrial.
ENSAYOS DE CO-COMBUSTIÓN
Las dificultades antes expuestas obligaron a cambiar el plan inicialmente previsto. El plan
consistía en hacer unos ensayos de combustión con el residuo de fragmentación de coche como
único combustible y caracterizar las emisiones procedentes del proceso (composición de gases
de combustión y composición de las cenizas).
Para salir de esta situación se buscó una acción alternativa consistente en mezclar el residuo
con otro combustible que posibilitara la alimentación. El combustible elegido fue un carbón de
poder calorífico similar al del residuo y se prepararon algunas mezclas en distintas
proporciones. Con estas mezclas se hicieron pruebas de alimentación y se vio que las mezcla
de 80/20 (carbón/residuo) y 85/25 (en peso) eran manejables, por lo que estas fueron con las
que se trabajó en un ensayo de co-combustión carbón/residuos.
7. Valorización en hornos de lecho fluido
Página 114
Figura 7.9.A
Figura 7.9.B
Además se decidió hacer los ensayos en una planta piloto de lecho fluidizado circulante por
disponer ésta de sistemas de alimentación (tornillos sinfín) más grande lo que podría facilitar
la operación.
La experiencia demostró que las decisiones tomadas fueron correctas por lo que se pudieron
hacer los ensayos para los que se utilizó como combustible dos mezclas de residuos ligero de
coches descontaminados con carbón, procedente de la cuenca de Puertollano, con distintas
proporciones en peso (20 y 25% de residuos de coches). En la tabla 7.5, se muestra el análisis
inmediato y elemental del carbón de Puertollano.
7. Valorización en hornos de lecho fluido
Página 115
Base Seca
ANALISIS INMEDIATO
Base Húmeda
H2O (%)
M.V. (%)
Cenizas (%)
C.fijo (%)
Suma
5.5
25.8
24.3
32.3
30.5
41.9
39.6
100.0
100.0
ANALISIS ELEMENTAL
Ctotal (%)
50.85
48.1
Stotal (%)
0.84
0.8
Ntotal (%)
1.27
1.2
Htotal (%)
3.49
3.3
O total (%)
11.2
10.6
PODER CALORÍFICO (kcal/kg)
PCS
4553
4326
PCI
4363
Tabla 7.5. Análisis del carbón utilizado en los ensayos de co-combustión.
Con el fin de estudiar la influencia de la adición de residuos de coches al carbón, como paso
previo se llevó a cabo un ensayo utilizando carbón solo como combustible. En la tabla 7.6 se
resumen las condiciones de operación y las emisiones obtenidas en los ensayos realizados.
Ensayo
1
2
3
CONDICIONES DE OPERACIÓN
M (% )
0
20
25
Vf (m/s)
4.9
5.7
4.8
T (ºC)
879
879
878
3
Qg (Nm /h)
139
173
146
O2 (%)
9.3
6.5
6.2
EMISIONES (base seca y al 6% de O2 en exceso)
CO2 (%)
8.9
10.8
11.8
3
CO (mg/Nm )
545
381
635
SO2 (mg/Nm3)
1107
857
1208
NOx (mg/Nm3)
197
244
216
3
N2O (mg/Nm )
198
261
283
CH4 (mg/Nm3)
20.7
26.5
25
EFICACIAS DE COMBUSTIÓN (%)
Ecov. (%)
Tabla 7.6. Condiciones de operación y composición de gases
7. Valorización en hornos de lecho fluido
Página 116
M: Porcentaje en peso de residuos de coches en el combustible.
Vf : Velocidad de fluidización (m/s)
T: Media de temperatura en la cámara de combustión (ºC)
Qg: Caudal de gases (Nm3/h)
Ecov: Eficacia de conversión del carbono de la alimentación (%)
7.4.3. Discusión de resultados
A continuación se hace un análisis de los resultados obtenido durante la etapa experimental de
esta valorización energética.
PERFILES DE TEMPERATURA
En la figura 7.10 se muestran los perfiles de temperatura obtenidos en la cámara de
combustión para los distintos ensayos realizados. El estudio de esta figura indica que la
temperatura aumenta desde la parte inferior de la cámara de combustión hasta un valor
máximo que se produce aproximadamente a 2m de la placa de distribución. A partir de este
punto la temperatura disminuye, produciéndose un ligero aumento a 4m de la placa de
distribución.
El primer comentario que sugiere esta figura es que los perfiles de temperatura de los tres
ensayos guardan bastante similitud, lo que pone de manifiesto que el residuo se comporta de
manera satisfactoria y que su presencia en la cámara de combustión no altera el
funcionamiento de la operación. Esto se confirma también por la experiencia vivida durante la
realización de los ensayos en que no se observó alteración ni perturbación alguna que fuera
imputable a la presencia del residuo.
Un análisis más detallado de esta figura sugiere otros comentarios que a continuación se
exponen:
− Los perfiles de temperatura indican que la zona donde se produce la mayor parte de la
combustión esta situada aproximadamente a 2 metros de la placa de distribución. En esta
zona la combustión esta favorecida porque es el punto donde se introduce el aire
secundario. Por otra parte, el aumento de temperatura que se produce a 4m de la placa de
distribución podría ser debido a que en esta zona es donde se produce la combustión de los
volátiles procedentes de los residuos de coches ya que este aumento es mayor al
incrementar el contenido en residuos de la mezcla (Ensayo 3).
− La comparación del perfil de temperatura del ensayo 1 (realizado solo con carbón) y del
ensayo 3 (25% de residuos de coches), ambos llevados a cabo en las mismas condiciones
de temperatura y velocidad de fluidización, indica que la combustión de los residuos de
coches se produce fundamentalmente en la parte superior de la cámara de combustión, ya
que las temperaturas en esa zona son mayores para el ensayo 3 que para el ensayo 1. Esto
7. Valorización en hornos de lecho fluido
Página 117
es debido a la que los residuos poseen mayor cantidad de materia volátil (63.3%) frente al
carbón que tiene 25.8%.
900
895
T (ºC)
890
885
880
875
870
865
860
75
93
195
318
420
530
Altura (cm)
Ensayo 3
Ensayo 2
Ensayo 1
Figura 7.10. Perfiles de temperatura en la cámara de combustión para los distintos ensayos
realizados.
COMPOSICIÓN DE LOS GASES DE COMBUSTIÓN
En la tabla 7.7 se muestran parte de los componentes de las cenizas de combustión recogidas
en el filtro de mangas (cenizas volantes) para cada uno de los ensayos realizados.
7. Valorización en hornos de lecho fluido
Página 118
Ensayo 1
Ensayo 2
Ensayo 3
COMPONENTES MAYORITARIOS Y MINORITARIOS
11.9
21.2
22.0
Al2O3 (%)
2.7
3.2
5.4
CaO (%)
5
6.4
6.4
Fe2O3 (%)
1.1
1.9
1.8
K2O (%)
1.6
0.7
0.7
Na2O (%)
1.3
1.2
1.5
MgO (%)
0.08
0.1
0.1
MnO (%)
3.2
1.1
1.5
P2O5 (%)
0.4
0.9
1.2
TiO2 (%)
31
174
148
As (ppm)
660
2541
5905
Ba (ppm)
<5
12
9
Be (ppm)
60
136
128
Ce (ppm)
27
63
46
Co (ppm)
180
223
302
Cr (ppm)
1325
2045
2888
Cu (ppm)
9
32
45
Mo (ppm)
40
167
199
Ni (ppm)
29
77
94
Sn (ppm)
71
192
295
Sr (ppm)
56
192
186
V (ppm)
42
115
135
W (ppm)
1050
2974
3723
Zn (ppm)
Tabla 7.7. Análisis de las cenizas de combustión recogidas en el Filtro de Mangas (cenizas
volantes)
El estudio de esta tabla indica que, en general, el contenido en metales es mayor al aumentar el
porcentaje de residuos de coches en la mezcla. Este incremento es muy importante en metales
como aluminio, zinc, cobre, vanadio y estroncio. Todos ellos son aportados por los residuos de
coches, en los que estos metales están presentes bien formando parte estructural del vehículo
(Fe, Al), bien como recubrimiento de las chapas (Zn), bien en la instalación eléctrica(Cu), en
las pinturas, recubrimiento de piezas, aleaciones, etc.
CONCLUSIONES
1. La fase experimental de este proceso ha demostrado la viabilidad del proceso de
combustión de residuos de fragmentación de coches con la tecnología del lecho fluidizado.
2. Es muy importante estudiar la problemática relacionada con el sistema de alimentación de
residuos al sistema de incineración.
3. El reducido número de ensayos realizados no permite hacer un análisis detallado de los
mismos, ni establecer la influencia de las variables de proceso (temperatura, velocidad de
7. Valorización en hornos de lecho fluido
Página 119
fluidización, exceso de oxígeno, etc.) en la composición de los gases de combustión. Pero
sí es posible ver como influye la presencia del residuo en las mezclas frente a las emisiones
procedentes del carbón. A saber:
Emisiones de compuestos de azufre (SO2)
La presencia de azufre en el residuo es menor que en el carbón, por lo que las emisiones
esperadas de las mezclas deben ser menores. Así lo confirman los ensayos.
Emisiones de compuestos de nitrógeno (NOx, N2O)
El contenido de nitrógeno en el carbón es menor que en el residuo. Esto hace que las
mezclas tengan un contenido en nitrógeno superior al del carbón, por lo que las emisiones
procedentes de las mezclas son mayores que las procedentes del carbón.
Emisiones de volátiles (CH4)
El contenido en volátiles de los gases de combustión es mayor para las mezclas que para
el carbón. Esto es consecuencia directa del elevado contenido en volátiles de los residuos.
4. El contenido de metales en las cenizas volantes es consecuencia directa de la presencia de
los mismos en la composición del residuo.
7.5. ASPECTOS MEDIOAMBIENTALES
Existen dos tecnologías dentro de la técnica del Lecho fluidizado: el Lecho fluidizado
circulante (LFC), el Lecho fluidizado burbujeante (LFB). Ambas tecnologías pueden trabajar a
presión ligeramente superior a la atmosférica o a una presión superior, entorno a los 12 bar, lo
que da lugar a las tecnologías de lecho fluidizado atmosférico y de lecho fluidizado a presión
(LFP). En ambos casos, los problemas medioambientales se presentan relacionados con las
siguientes variables:
− Rendimiento del proceso de combustión, utilización del combustible: El LFC obtiene
eficacias de combustión superiores al LFB debido a la recirculación de los sólidos en el
LFC. Algunas de las instalaciones actuales de LFB incorporan la posibilidad de recircular
las cenizas volantes, con lo que esta diferencia de eficacias se va haciendo menor
(alrededor de un 1%).
− Emisiones de NOx: el LFC controla mejor las emisiones de NOx debido a la técnica de
introducir aire en distintos puntos de la cámara de combustión, evitando así zonas muy
oxidantes en dicha cámara.
− Emisiones de CO: estas son menores en un LFC que en un LFB, ya que la turbulencia
interna hace que no aparezcan zonas de combustión incompleta, lugar de formación del CO
− Emisiones de SO2: es aquí donde el LFC ofrece sus mayores ventajas. La posibilidad de
7. Valorización en hornos de lecho fluido
Página 120
introducir en la cámara de combustión un absorbente, que captura los gases ácidos que se
producen durante el proceso de combustión, es una de las grandes ventajas de esta
tecnología. El absorbente más común es la caliza. La eficacia de utilización de la caliza es
mayor que en el LFB, al existir mayor turbulencia y atricción entre las partículas, lo que
facilita un mejor aprovechamiento de la caliza
− Emisiones de HCl: Las emisiones de ácido clorhídrico (HCl) están presentes
fundamentalmente en aquellas plantas que queman residuos. La tecnología del lecho
fluidizado ofrece la posibilidad de la captura simultanea de todos los gases ácidos
presentes con el mismo absorbente
− Emisiones de metales: Los metales están presentes en mucho de los residuos que se
incineran. Su emisión al medio ambiente depende de la temperatura a la que se produzca la
combustión y de los sistemas de tratamiento posterior de gases con que esté dotada la
planta incineradora. La tecnología del lecho fluidizado se caracteriza por su baja
temperatura de combustión (alrededor de 850ºC). Esto hace posible que todos aquellos
metales, cuya temperatura de volatilización esté por encima de 850ºC, queden formando
parte de las cenizas producidas, evitando así su posible dispersión a la atmósfera.
7.6. ANÁLISIS COSTE BENEFICIO DE LA TECNOLOGÍA
En una planta de lecho fluido nos encontramos ante diversos costes de inversión y de
explotación y ante el beneficio obtenido de la venta a red de la energía eléctrica generada (ver
figura 7.11).
RLF, junto
con RSUs
Energía eléctrica
Planta lecho
fluido
Figura 7.11. Esquema para el análisis coste - beneficio de la tecnología de lecho fluido
Todas las partes consultadas y la información de que disponemos indican que, para las
capacidades de tratamiento en cuestión, construir una planta de lecho fluidizado al propósito
para el tratamiento de RLF no sería en absoluto rentable. Por ello, en el presente estudio no se
plantea la construcción de ninguna planta nueva de lecho fluidizado para RLF en el horizonte
2000-2006. Esto nos lleva a considerar sólo las dos plantas actuales de lecho fluido existentes
en España, para tratamiento de residuos sólidos urbanos y asimilables. Sus capacidades son las
indicadas en el apartado 7.2.
Teniendo en cuenta lo anterior, el RLF supondría sólo una pequeña parte del volumen total de
residuos que reciben dichas plantas. Aunque el RLF presenta unas características un poco
7. Valorización en hornos de lecho fluido
Página 121
diferentes al resto de RSUs que reciben las plantas, al mezclarse con el resto en una cantidad
minoritaria, nada hace suponer que las plantas fueran a recibir un perjuicio o un beneficio
económico destacable con este residuo. Por ello, supondremos que el RLF recibe el mismo
trato económico que el resto: se paga un canon por kilogramo de residuo tratado.
Para la planta de Madrid, el canon actual es 2,81 pts/kg. Aún no se ha establecido el canon
para la planta de La Coruña, aunque posiblemente fuera superior. Además, en esta última
planta es muy posible que fuera necesario una mayor trituración del residuo para su admisión
en el horno, con lo que el canon para el RLF podría sufrir un incremento añadido. En cualquier
caso, tomaremos el canon de Madrid, con lo que la gráfica del análisis coste - beneficio para
esta tecnología resulta:
0
0
5000
10000
15000
20000
25000
30000
35000
Ingresos (pts/kg)
-0,5
-1
-1,5
-2
-2,5
-3
RLF tratado (t/año)
Figura 7.12. Curva de ingresos netos para cada cantidad de RLF tratado
Por otra parte, no conviene conformarse con este resultado, pues aunque representa la realidad
económica para lecho fluido vs RLF, no da idea de cuán rentable es el proceso: el canon podría
ser excesivo y disminuir en futuras plantas o por el contrario, ser una cantidad pequeña por
estar subvencionada por el Ayuntamiento de Madrid. Debido a esto, se ha llevado a cabo un
análisis coste beneficio de la planta de Madrid, explotada actualmente por la empresa
TIRMADRID (perteneciente a URBASER). Se ha analizado la cuenta de pérdidas y ganancias
de esta compañía pública, auditada anualmente por ARTHUR ANDERSEN. En concreto, se
disponía de los datos para 1997 y los datos a fecha 31/08/1998 extrapolados a final de año.
Estos últimos son los que se han empleado.
Para la amortización de las instalaciones, se han tenido en cuenta los siguientes costes:
− Planta incineradora: 7.821 millones ptas.
− Planta de tratamiento de RSU (compostaje): 3.438 millones ptas.
− Instalaciones comunes: 1.900 millones ptas.
Teniendo en cuenta que, aproximadamente, el 55% de los residuos que llegan a la planta se
incineran y el resto se reciclan para hacer compost, para la amortización tendremos en cuenta
el total del coste de la incineradora y el 55% del coste de las instalaciones comunes.
Respecto a los gastos de personal, en el año 1998 trabajaban las siguientes personas en la Cía:
7. Valorización en hornos de lecho fluido
Página 122
PUESTO
Nº PERSONAS
Administración y Dirección
21
Planta reciclaje
50
Planta incineradora
35
Instalaciones comunes
26
Total
132
Tabla 7.8. Número de trabajadores de la compañía.
Para los gastos de personal se ha considerado el total de la planta incineradora y el 55% de
administración, dirección e instalaciones comunes, teniendo en cuenta el número de personas
que trabajan en cada área.
En cuanto al neto financiero (ingresos menos gastos), otros gastos de explotación y trabajos
para el inmovilizado se ha considerado de nuevo el 55% imputable a la planta de lecho fluido.
Respecto a los suministros, el coste del carbón activo (275.330.000 pts) se ha imputado a la
incineradora. Del resto (agua, electricidad, etc.), se ha imputado el 55% como mejor
aproximación.
Finalmente, respecto a los ingresos por venta de energía eléctrica, se han hecho las siguientes
consideraciones. La planta tiene instalada una capacidad anual de 200 millones kWh, que
corresponde a una incineración de 264.000 toneladas de residuos. El precio de venta está
pactado con Unión Fenosa, fijado en 10,48 pts/kWh. En 1998, TIRMADRID trató 410.000
toneladas de residuo, de las que 210.000 se incineraron y 200.000 se reciclaron. Teniendo en
cuenta estas consideraciones, tenemos el siguiente resultado:
Ingresosventaenergía ( pts ) =
210.000
pts
⋅ 20.000.000kwh ⋅10,48
264.000
kwh
7. Valorización en hornos de lecho fluido
Página 123
Con todo ello, se obtiene la siguiente tabla:
INGRESOS Y COSTES FIJOS
Concepto
Cantidad (pts/año)
Amortizaciones
-374.826.087
Gastos personal
-252.651.515
Neto financiero
-569.329.750
Otros gastos explotación
-546.150.000
Trabajos para el inmovilizado
163.350.000
TOTAL (pts/kg.)
-1.579.607.352
INGRESOS Y COSTES VARIABLES
Concepto
Cantidad (pts/año)
Suministros (carbón activo, agua, electricidad,
-542.448.500
etc.)
Ingresos venta energía eléctrica
1.667.272.727
TOTAL
1.124.824.227
NETO (pts/kg.)
5,4
Tabla 7.9. Ingresos y Costes Fijos y Variables
Para rentabilizar la planta de lecho fluido, esta cobró un canon en 1998 de 4,041 pts/kg. por
incineración y 0,671 pts/kg. por carbón activo, lo que suma 4,7 pts/kg. Con todo ello, se
representa la siguiente gráfica:
Ingresos netos (pts/kg)
6,0
4,0
2,0
0,0
-2,0
Sin canon
0
50000 100000 150000 200000 250000 300000
Con canon
-4,0
-6,0
-8,0
Residuo tratado (t/año)
Figura 7.13. Ingresos netos vs residuos tratados anualmente
Se observa que este canon rentabiliza la planta a partir de 156.000 toneladas. Para las 210.000
toneladas incineradas, los ingresos netos son de 2,6 pts/kg.
Se concluye de una forma muy análoga a la cementera: el ingreso neto es negativo, esto es,
para rentabilizar el proceso la planta está obligada a cobrar un canon de gestión del RSU. Este
7. Valorización en hornos de lecho fluido
Página 124
canon dependerá de en qué medida se pueda asegurar el abastecimiento de RSU a la planta,
partiendo del hecho de que cuanto más próximo este dicho abastecimiento a la capacidad de la
planta, menores serán los costes y menor el canon (o mayor el beneficio). El pequeño volumen
de RLF en juego no modifica estas conclusiones. Esto es, el canon de RLF (recordemos que
hemos considerado 2,81 pts/kg.) podría variar si cambian las condiciones de abastecimiento de
RSU a la planta o plantas de lecho fluido. Al ser este hecho poco probable, las variaciones en
el canon no parece que puedan ser significativas en un futuro próximo.
7.7. POSIBLES ESCENARIOS PARA LOS AÑOS 2000 Y 2006 CON ESTA
TECNOLOGÍA
En este apartado se analizan dos escenarios para la valorización energética de residuos de
fragmentación provenientes de vehículos fuera de uso únicamente en plantas de tratamiento
mediante lecho fluido.
7.7.1. Datos de partida y metodología utilizada
Para evaluar los dos escenarios, se han considerado las previsiones de residuos presentadas en
el capítulo 5, los datos de plantas de lecho fluido y fragmentadoras presentados en el apartado
7.2 y el capítulo 5, respectivamente, así como las funciones de transporte de carácter general,
desarrolladas en el capítulo 9.
Con la información disponible se analiza el conjunto de operaciones de la cadena logística que
se muestran en el recuadro oscuro de la figura 7.14:
CHATARRA
FRAGMENTACIÓN
VALORIZACIÓN
EN LECHO FLUIDO
TRANSPORTE
ENERGÍA
ELÉCTRICA
UPM-IOL
Figura 7.14. Cadena logística analizada.
Como se puede apreciar en la figura 7.14, la cadena logística que se analiza en este apartado es
más corta que en los referidos a la valorización de residuos en cementeras, ya que el único
coste que se tiene en cuenta en este caso, además de los derivados del transporte, es el canon
que se cobra actualmente en las plantas de lecho fluido por la valorización energética de
residuos. El valor considerado para este canon es 2.810 ptas/Tm (fuente: Arthur Andersen),
7. Valorización en hornos de lecho fluido
Página 125
independientemente de la cantidad de residuo o flujo a tratar mediante lecho fluido.
En la figura 7.15 se presenta la función de costes unitarios en una cadena logística como la
descrita, que consta del canon más el coste unitario de transporte, dependiente este último de la
distancia a recorrer entre fragmentadora y planta de tratamiento mediante lecho fluido.
Coste unitario
(pta/kg)
5
Transpote
4
3
2
Canon
1
0
0
10
20
30
40
50
60
Distancia (km)
70
80
90
100
Elaboración: UPM-IOL
Figura 7.15. Costes en la cadena logística de valorización energética en lecho fluido.
Según las consideraciones anteriores, la determinación de la solución más satisfactoria para
que los residuos producidos en cada fragmentadora se valoricen en una u otra de las dos
plantas de lecho fluido existentes, sólo dependerá de la distancia que exista entre dichas
plantas y la fragmentadora correspondiente.
Solamente se consideran las dos instalaciones de lecho fluido mencionadas, con sus
respectivas limitaciones de capacidad.
De esta forma, el problema consiste en seleccionar qué fragmentadoras enviarían residuos a la
planta de lecho fluido de Madrid, y cuáles lo hacen a La Coruña.
La aplicación del modelo general, detallado en el capítulo 9 (cánones distintos en diferentes
plantas de lecho fluido), a este caso particular, se reduce a realizar la asignación de una planta
de lecho fluido para cada fragmentadora, seleccionando exclusivamente en función de la
distancia (se elige la planta de lecho fluido más próxima). Esto es debido a que se ha
considerado el mismo canon en las dos plantas de lecho fluido.
De un escenario (2000) a otro (2006), no se han considerado posibles cambios en los puntos de
destino, ya que la dimensión mínima que se considera operativa actualmente es muy grande en
relación con la producción de residuos de VFU. Por ello, no se ha previsto la instalación de
nuevas plantas de lecho fluido dedicadas exclusivamente a la valorización energética de
residuos de vehículos fuera de uso.
En el mapa 7.2 se muestran gráficamente las variables objeto de selección (todos los posibles
7. Valorización en hornos de lecho fluido
Página 126
pares entre fragmentadoras y plantas de lecho fluido), de manera que cada fragmentadora
aparece unida con las 2 plantas de lecho fluido. Se selecciona el segmento que tiene asociada
una menor distancia real por carretera.
UPM-IOL
Mapa 7.2. Situación de partida para la valorización en lecho fluido.
En el mapa 7.2 aparece una línea discontinua gruesa que representa la separación de las zonas
de influencia de las dos plantas de lecho fluido siguiendo el criterio distancia, como se ha
justificado anteriormente.
De acuerdo con las consideraciones realizadas respecto a este caso particular, las asignaciones
en los dos escenarios objeto de estudio van a ser las mismas, ya que no se espera que las
distancias por carretera cambien sustancialmente (mapa 7.8). Por tanto, de un escenario a otro
únicamente variaría el grosor de las líneas en el mapa 7.8, representativo del flujo en toneladas
anuales, y otros indicadores en términos absolutos, como costes y ocupación de instalaciones,
como se presenta a continuación.
Como se puede apreciar en el mapa 7.3, en cualquier caso, sólo dos plantas fragmentadoras
enviarían residuos a la planta de A Coruña (una situada en Asturias y otra en A Coruña),
mientras que en el resto de los casos los residuos se valorizan en la planta de Madrid, por ser
menor la distancia que separa a los distintos orígenes de esta última planta.
7. Valorización en hornos de lecho fluido
Página 127
UPM-IOL
Mapa 7.3. Resultados para la valorización en lecho fluido en el año 2000.
7.7.2. Escenario del año 2000
En el escenario considerado para el año 2000 se utilizan los datos de producción de residuos en
fragmentadoras correspondientes a las previsiones de bajas para dicho año.
Un resumen cuantitativo de los resultados presentados gráficamente en el mapa 7.3 aparece en
la tabla 7.9, donde las dos primeras filas corresponden a la valorización de residuos en la
planta de lecho fluido de A Coruña, mientras que el resto se refieren a la planta de Madrid. En
dicha tabla se recoge los datos correspondientes a:
COD, código de la planta fragmentadora o de lecho fluido.
CT (en millones de pesetas), coste anual derivado de la valorización energética incluyendo el
de transporte. En este caso, puede considerarse este coste referido a cada fragmentadora, ya
que el destino resultante para los residuos de cada una de las fragmentadoras es único.
CU (en pts/kg.), coste unitario derivado de la valorización energética incluyendo transporte.
7. Valorización en hornos de lecho fluido
Página 128
VE (en t/año), valorización energética anual de residuos de vehículos fuera de uso.
Asimismo, en negrita se indican las cifras totales, tanto para la planta de lecho fluido de A
Coruña, como para la planta de Madrid. En este caso, el factor FU (en %) se refiere a la
utilización de la planta de lecho fluido para la valorización energética de residuos VFU con
respecto a su capacidad máxima en el año 2000.
COD
FAS
FCO
LCO
FAL
FB1
FB2
FB3
FCA
FGR
FM1
FM2
FM3
FNA
FPA
FS1
FS2
FV1
FV2
FVI
FZ
LM
CT
CU
VE
FU
49,6
8,7
11,3
3,3
60
9100
2%
58,4
10,6
174,2
14,5
101,8
14,9
117,8
13,8
173,1
15,2
72,3
11,2
20,1
3,1
23,7
3,3
21,4
3,3
29,6
10,4
23,1
8,1
85,0
13,0
68,6
13,6
10,8
9,5
83,7
9,8
126,4
11,1
4,9
8,6
1200
110900 42%
Elaboración: UPM-IOL
Tabla 7.9. Resultados para la valorización en lecho fluido en el año 2000.
En relación con los resultados presentados en la tabla 7.9, puede destacarse que:
− Los costes totales resultantes para el conjunto español son mucho mayores que los
resultantes en el caso de las cementeras: más de un 50% superiores.
− La ocupación dedicada a valorización energética de residuos de VFU en la planta de A
Coruña resulta aceptable, pero la que se dedicaría en Madrid (42%) parece excesiva para
una planta de propósito general, cuyo principal objeto en la actualidad es el tratamiento de
residuos urbanos. Además, es posible que los efectos medioambientales de tal volumen de
valorización energética hicieran inviable la solución obtenida.
− Las necesidades de transporte en las asignaciones realizadas desde fragmentadoras muy
lejanas respecto a la planta de lecho fluido, pudieran generar problemas de carácter
medioambiental y político-administrativo (hay residuos que atraviesan varias comunidades
autónomas). Este tipo de problemas podría también acarrear la infactibilidad de la
solución.
7. Valorización en hornos de lecho fluido
Página 129
7.7.3. Escenarios en el año 2006
Con respecto al escenario anterior, el único cambio que se produce en el año 2006 es una
mayor producción de residuos en las fragmentadoras. Los resultados van a ser análogos a los
del año 2000 pero con un mayor flujo entre las fragmentadoras y las plantas de lecho fluido.
En concreto, para 2006, al aumentar la producción de residuos prevista en un 20% respecto a
2000, otro tanto sucede con los costes totales, así como con las cantidades de residuo
valorizado y la ocupación de las instalaciones de valorización energética, como se muestra en
la tabla 7.10.
COD
FAS
FCO
LCO
FAL
FB1
FB2
FB3
FCA
FGR
FM1
FM2
FM3
FNA
FPA
FS1
FS2
FV1
FV2
FVI
FZ
LM
CT
CU
VE
FU
59,0
8,7
13,4
3,3
70
11000 2%
69,5
10,6
207,3
14,5
121,1
14,9
140,2
13,8
206,0
15,2
86,0
11,2
23,9
3,1
28,2
3,3
25,5
3,3
35,2
10,4
27,5
8,1
101,2
13,0
81,6
13,6
12,9
9,5
99,6
9,8
150,4
11,1
5,8
8,6
1430
132000 50%
Elaboración: UPM-IOL
Tabla 7.10. Resultados para la valorización en lecho fluido en el año 2006.
En el escenario del año 2006, todos los indicadores de carácter relativo son iguales que en el
escenario 2000, excepto la utilización para la valorización energética de VFU de las plantas de
tratamiento mediante lecho fluido, que ha aumentado un 20%. Por lo tanto, en este escenario
podrían agravarse los problemas medioambientales anteriormente mencionados.
Como conclusión, el análisis del sistema logístico configurado en torno a la valorización
energética de residuos de fragmentación mediante tratamiento en lecho fluido, con la
información disponible, muestra que se trata de una tecnología con resultados económicos
ampliamente negativos. A cambio, puede destacarse la robustez de los costes unitarios que se
obtendrían, por cuantos posibles cambios en la generación, producción o flujos de residuos de
VFU esperados no influyen significativamente en los resultados económicos.
7. Valorización en hornos de lecho fluido
Página 130
8. VALORIZACIÓN POR PIRÓLISIS
Los apartados 8.1 a 8.6 fueron realizados por NOVAFIN, y el apartado 8.7 fue elaborado
por la UPM.
8.1. DESCRIPCIÓN DE LA TECNOLOGÍA EMPLEADA
La Pirólisis es un tratamiento de residuos, clásicamente utilizado en procesos químicos que no
se utiliza con el objetivo de asegurar directamente la destrucción completa de los mismos, sino
su transformación en materiales y en materias primas utilizables posteriormente.
La termorreducción de la materia orgánica es la puesta en practica de desplazamientos del
equilibrio de constitución de moléculas orgánicas complejas que, bajo efecto del calor, se
dividen en moléculas más simples.
La reacción de termorreducción debe realizarse en un entorno químicamente inactivo, en
atmósfera reductora, ya que la introducción de oxígeno provoca la combustión de al menos una
parte de los principales constituyentes de las moléculas, carbono e hidrógeno. Es un
tratamiento semejante al de la fabricación de carbón vegetal que antiguamente se realizaba en
las carboneras. En algunos países de África se utiliza desde tiempos inmemorables para
fabricar carbón vegetal, el carbón vegetal obtenido de esta manera es más ligero y reactivo que
la madera.
Esta reacción de termorreducción de los materiales se puede aplicar a todas las materias de
origen o de constitución orgánica, entre los que se encuentran los productos procedentes de la
química del petróleo y la del carbono, por tanto a los residuos procedentes del sector de la
automoción, residuos ligeros procedentes de fragmentadoras de vehículos y neumáticos fuera
de uso.
Esta tecnología ha adquirido una gran importancia estos últimos años ya que permite recuperar
los componentes iniciales de los residuos, en forma de gases, líquidos y sólidos. Además,
presenta menos problemas de contaminación que la combustión directa de los residuos.
La Pirólisis se define como una serie de reacciones de descomposición térmica (craqueo,
deshidratación, volatilización, y recondensación) en ausencia de agentes exteriores.
Idealmente, la reacción debe transcurrir en ausencia total de aire, para evitar cualquier tipo de
reacción de combustión parásita, en estas condiciones el residuo, no arde pero libera sus
constituyentes iniciales petroquímicos, dando lugar a:
− Una mezcla de gases (metano, etano, propileno, etileno, CO2, CO...), perfectamente
utilizables una vez limpia, bien para uso interno, como para generar energía.
− Una serie de líquidos (fenoles, hidrocarburos y aceites pirolíticos provenientes de los
vapores condensables), todos estos productos utilizables en la industria petroquímica.
8. Valorización por pirólisis
Página 131
− Productos sólidos como: El negro de humo utilizable en la fabricación de los neumáticos,
carbón en polvo que se puede utilizar para la fabricación de carbones activos o como
combustible, metales e inertes.
Los gases de pirólisis, tienen un poder calorífico aproximado de 10.500 Kcal / Kg. y se
utilizaran, como combustible, para producir energía, bien sea para consumo interno y / ó para
generar electricidad en régimen especial.
Aceites pirolíticos: Aparte de su elevado poder calorífico, que se aproxima a los 7.500
Kcal/Kg., la fracción de benceno / tolueno / xileno (BTX) que contienen estos aceites, puede
destinarse a las industrias petroquímicas mientras que la fracción altamente insaturada puede
servir para fabricar resinas y sustancias plastificadoras.
Otras nuevas aplicaciones de los aceites, previstas para un futuro próximo, son: aromas
alimenticios, sucedáneos de azúcar para diabéticos, compuestos que aumenta el índice de
octanos de la gasolina, etc.
Productos sólidos: El carbón activo, se utiliza en depuración, el negro de carbono se dirige
hacia las industrias de caucho, los metales se reciclan en altos hornos, y las fibras de vidrio se
pueden utilizar como material aislante en la industria de la construcción y su poder calorífico
es de 4.100 Kcal/Kg. Obviamente, el porcentaje de cada una de las fases depende del tipo de
tecnología utilizada y del ajuste del proceso.
TIPOS DE PIRÓLISIS
Según el medio de transmisión de calor, los procesos de pirólisis se clasifican en dos grandes
categorías:
− Autotérmicos: El calentamiento de los residuos, se efectúa por contacto directo con una
sustancia caloportadora (gas, aceite, esferas cerámicas, etc). Este tipo de calentamiento se
utiliza cuando se pretende alcanzar la temperatura final de descomposición en tiempos muy
cortos.
− Alotérmicos: Los residuos y el elemento calefactor están separados por una frontera física
(paredes del reactor).
Cuando se tiene en cuenta la velocidad de transmisión de calor y la presión de la operación los
procesos de pirólisis se clasifican como:
Pirólisis lenta a presión atmosférica (objetivo ---> sólido). Este proceso es muy antiguo y a
recibido también el nombre de carbonización, ya que tenía como meta producir carbón vegetal.
La velocidad de calentamiento es inferior a 2º C / s. y la temperatura no supera 400-500 º C.
Pirólisis a presión reducida (objetivo ---> líquido). Cuando la pirólisis se realiza a baja presión,
próxima al vacío, el tiempo de residencia en el reactor de los productos volatilizados es de
algunos segundos, con lo que se eliminan reacciones de recondensación. Esta técnica conduce
8. Valorización por pirólisis
Página 132
a una mayor proporción de líquidos que la anterior por lo que, en ocasiones, se denomina
“destilación seca”.
Pirólisis flash (objetivo ---> gas). El tiempo de residencia de los gases en el reactor es
generalmente inferior a medio segundo. Este proceso necesita tecnologías avanzadas ya que
requiere temperaturas muy elevadas, que oscilan entre los 600 a 1.200º C, y la transferencia de
calor debe ser extremadamente rápida. Por este método, se producen fundamentalmente gases,
por lo cual puede hablarse de gasificación no oxidante.
Los procesos pirolíticos pueden llevarse a cabo en distintos tipos de reactores. Entre los más
utilizados, se pueden citar los siguientes.
En función de la dirección del flujo del producto en verticales u horizontales; también se
utilizan Hornos multipiso, cuyo funcionamiento es similar a una torre de destilación
fraccionada. Estos hornos tienen la ventaja de poder recoger en cada piso ó nivel, las
fracciones de aceite de diferente composición, según la temperatura de trabajo de cada nivel.
Otros modelos utilizados son: Reactores rotatorios, Reactores de corrientes paralelas, de Lecho
poroso agitado y de Lecho fluid izado.
La temperatura de operación varía entre los 450º C y 1.100º C y la distribución de los
productos obtenidos es muy variada, según las condiciones operatorias: Sólido, 16-50%;
Aceite, 21-65%; Gases, 2-51%.
En general, a medida que aumenta el límite máximo de la temperatura de trabajo, la fracción
de gases también aumenta, en detrimento de la fracción de aceites.
El negro de carbono obtenido en condiciones de vacío es de calidad superior.
Las razones por las que se debe favorecer comercialmente la pirólisis al vacío son las
siguientes :
− No hay entrada de aire exterior, con lo que se evita todo tipo de combustión; así pues,
puede asegurarse la existencia exclusiva de reacciones pirolíticas.
− Al no haber posibilidad de entrada de aire, se reduce el riesgo de incendio.
− El costo de la instalación es inferior al de otros tipos de tratamientos térmicos.
La Pirólisis que actualmente se comercializa en España, con el nombre de TERMÓLISIS, es
mas sencilla y no suele producir aceites pirolíticos ya que, en la actualidad, son de difícil
comercialización. Con esta tecnología se pueden tratar los diferentes residuos orgánicos del
sector de la automoción y se pueden construir plantas, siempre que las autoridades
competentes las apoyen, con dos líneas de tratamiento una para neumáticos (N.F.U.) y otra
para residuos de fragmentadora de vehículos (D.F.V.).
8. Valorización por pirólisis
Página 133
8.1.1. Descripción del proceso
En este epígrafe se describe un proceso seleccionado entre los posibles, aunque puede ser
sustituido por otro similar, si se comprueba a través de demostraciones hechas por los
fabricantes del sector, más eficaz y /ó económico.
Se concebirá la Planta de Valorización como un conjunto de actividades independientes entre
sí, particularmente adaptadas a las necesidades específicas de tratamiento de las diferentes
líneas de residuos y dotadas de todos los elementos necesarios que aseguren las funciones
asignadas, pero a las que se les pueda sumar equipos que permitan la interconexión entre ellas
formando, de esta manera, un conjunto flexible.
Los sistemas que componen el proceso son los siguientes:
−
−
−
−
−
Suministro de residuos.
Recepción, almacenaje y preparación de los productos en planta.
Secado de los residuos.
Termolización o Pirólisis de los residuos.
Generación de energía.
SUMINISTRO DE LOS RESIDUOS
Los neumáticos presentan una geometría tal, que el volumen que ocupan respecto al peso que
se transporta es muy elevado. Lo mismo, aunque en menor medida, sucede con los residuos
que proceden de las fragmentadoras de vehículos.
El suministro de residuos a la planta se puede apoyar en una red de recogida soportada en un
conjunto de estaciones de transferencia, en las cuales se realizará una primera clasificación, ya
que el neumático puede estar en buen uso o estar en condiciones de ser recauchutado,
estratégicamente situadas y aceptada su integración por los diversos Ayuntamientos y
Comunidades.
En el caso de los neumáticos y para evitar la oposición de los ciudadanos a la implantación de
nuevos centros de transferencia y tratamiento de este tipo de residuo, se podrían utilizar como
centros de transferencia, los actualmente existentes para R.S.U., además de reservar un espacio
para este fin en los propios vertederos, de esta forma contaríamos con suficientes puntos de
acumulación y clasificación de neumáticos.
Para tenerlos depositados el menor tiempo posible y abaratar los costes de transporte, se puede
disponer de una Planta móvil de trituración, que será la encargada de una primera trituración
del residuo, de esta forma no transportaremos aire, hasta las plantas de tratamiento o
valorización.
Las plantas necesarias de tratamiento y valoración deberían instalarse lo más cerca posible de
las mayores concentraciones actuales de este tipo de residuos y de las plantas fragmentadoras
8. Valorización por pirólisis
Página 134
de vehículos. Además, estas ultimas se podrían utilizar para triturar neumáticos en épocas de
parada, con el consiguiente ahorro en transporte e inversiones.
Con esta red de recogida, aprovecharemos las infraestructuras existentes, sin necesidad de
nuevas inversiones.
RECEPCIÓN, ALMACENAJE Y PREPARACIÓN DE LOS RESIDUOS EN LA
PLANTA
A la entrada de la planta, se controla la carga de los vehículos en un puente de báscula de
pesaje automático. Tras ser verificado el peso de los residuos, éstos se almacenan en la fosa de
recepción destinada al efecto.
Después del desmenuzado previo en cada E.T., es necesario homogeneizar el tamaño de los
residuos, mediante calibrado, con la finalidad de facilitar su acceso a los termolizadores y
optimizar su tratamiento posterior.
La cadena del proceso se inicia desde la fosa de almacenaje con la alimentación, mediante una
cinta alimentadora de aprovisionamiento continuo del material en bruto, a una tolva de
recepción, cuyo bocal estará equipado con dispositivo separador para forzar la evacuación
lateral de aquellos residuos fuera de calibre.
Los residuos fuera de calibre, se dirigen a la alimentación de una máquina trituradora,
especialmente equipada con dispositivos automáticos de corte, para dilacerar los diversos tipos
de residuos a las dimensiones deseadas.
Una vez troceados los residuos al calibre óptimo, se vierten a las cintas transportadoras que los
conducen a las tolvas de almacenaje intermedio en espera de la fase siguiente del proceso.
Desde estas tolvas el residuo es conducido, en su caso, a la tolva alimentadora del secador, si
se trata de residuo ligero de fragmentadora, ó, en general, a la tolva alimentadora de los hornos
de pirólisis.
SECADO DE LOS RESIDUOS
En una segunda fase se procede al secado de los residuos, ya triturados. Esta fase se realiza a
presión atmosférica normal, con transferencia de calor por medio de aire caliente que circula
en circuito cerrado, con condensación intermedia de vapores.
El secado previo de los productos sólo es necesario si la tasa de humedad absoluta inicial del
residuo es superior al 10%. Para valores inferiores, esta fase no es, técnicamente, necesaria en
el proceso ya que el oxígeno aportado al proceso, en el craqueo de esa pequeña cantidad de
vapor de agua, es irrelevante.
Por ello, el secado previo es necesario en el tratamiento de todos los residuos procedentes de
fragmentadora (D.F.V.) pero queda excluido, casi siempre, en el tratamiento de los neumáticos
(N.F.U.) por razones lógicas.
8. Valorización por pirólisis
Página 135
El secado de los residuos sólidos da lugar a una condensación total del vapor de agua extraído,
por lo que es necesario el tratamiento del agua residual en una pequeña depuradora de tal
forma que el agua evacuada cumpla totalmente la normativa de vertido de aguas. No se
produce emisión alguna de gases a la atmósfera.
PIRÓLISIS DE LOS RESIDUOS
En el proceso que se describe, el residuo sufre una reducción y craqueo de las grandes
moléculas que componen sus cadenas, a una presión levemente inferior a la normal y a una
temperatura que oscila entre los 450º C a 650º C La termorreducción de las materias orgánicas
consiste en desplazar el punto de equilibrio de una reacción exotérmica e irreversible en la
cual, determinadas moléculas orgánicas complejas se rompen a temperaturas próximas a los
450º C, formando moléculas simples de hidrocarburos ligeros con cadenas de un número de
carbonos menor que cinco.
El proceso comienza cuando los residuos seleccionados son introducidos, en continuo, desde
cada una de las tolvas dosificadoras al horno respectivo, según el residuo de que se trate. Es
decir, cada tipo de residuo se procesa en el seno de un reactor específico, propio e
independiente de los restantes.
El reactor seleccionado es del tipo de horno giratorio, que funciona con atmósfera controlada
en su interior, de cuerpo cilíndrico y envolvente estanca instalado en el interior de una carcasa
metálica, convenientemente aislada en la cual se disponen los diversos elementos calefactores
del reactor.
Cada reactor está equipado con una bomba de vacío, que envía los vapores a una línea de
refrigeración de gases, denominada quench, cuya temperatura se regula mediante serpentines
por los circula agua a presión.
Los vapores se tratan, primeramente, en una cámara separadora donde se enfrían. La fracción
condensable (mezcla de aceites pirolíticos) se separa en una batería de condensadores, con
temperatura regulada por medio de una bomba, este combustible se canaliza hacia tanques
para su almacenamiento, venta, uso en calderas o generación de energía.
La fracción de gases incondensable se lleva por medio de una bomba de vacío, a un depósito
de gas, donde queda almacenada en condiciones normales de presión y temperatura.
Los sólidos, una vez carbonizada la fracción orgánica, se conducen mediante un extractor,
desde el horno termolizador a una línea de separación de productos, compuesta por un
conducto de refrigeración forzada, un depósito de flotación y una torre separadora. Los
productos obtenidos son el residuo sólido carbonoso limpio y una fracción químicamente
inactiva, compuesta esencialmente por los metales constitutivos de los residuos tratados e
inertes, generalmente tierras que estaban mezcladas con los residuos, y una fracción
contaminada con metales pesados que puede ser inertizada mediante un proceso de vitrificado
por plasma.
8. Valorización por pirólisis
Página 136
GENERACIÓN DE ENERGÍA
Los productos gaseosos y /ó líquidos se pueden utilizar como combustible en una planta
clásica de generación de energía eléctrica.
Para obtener un mayor rendimiento energético se ha estudiado un montaje en ciclo combinado
compuesto por una turbina de gas, una caldera de recuperación con quemador de postcombustión y una turbina de vapor a condensación.
El gas de síntesis (G.T.T.) generado en la planta de pirólisis se enfría y almacena hasta su
utilización. Con este almacenamiento intermedio de combustible se dota a la planta de una
gran versatilidad asegurando, al mismo tiempo, la continuidad del funcionamiento de la planta
de producción de energía eléctrica.
El gas (G.T.T.) presenta una capacidad calorífica, en términos de P.C.I., que oscila entre
10.000 y 11.000 kcal/kg., y puede ser enriquecido, en esta fase, por combustible convencional
en cantidad tal, que no supere el coeficiente establecido en la normativa vigente para las
plantas de producción de electricidad mediante energías renovables..
Los criterios básicos utilizados en la definición del sistema han sido los siguientes:
Garantía en las condiciones del vapor, tanto en presión como en la pureza del mismo. Este
criterio está impuesto como consecuencia de la inyección de vapor a la turbina de gas, al
objeto de aumentar la producción de energía eléctrica frente a la producción de calor y a su
utilización en la fase de secado.
Funcionamiento en continuo de ambas turbinas a lo largo del año, excepto las paradas de
mantenimiento preventivo programadas.
El proceso se desarrolla como sigue.
La turbina de gas comprime y quema en la cámara de combustión, el combustible almacenado
en el depósito, generando energía eléctrica. Los gases calientes de escape de la turbina son
introducidos en la admisión de la caldera de recuperación, elevándose su contenido energético
mediante un quemador de postcombustión.
La caldera de recuperación produce vapor a dos niveles, para de esta forma satisfacer la
demanda calorífica en cualquier punto del proceso. El nivel de alta presión (A.P.), se conduce
directamente a la turbina de vapor y a la sección de baja de la turbina de gas para dotarla de
una inyección de vapor.
El nivel de baja presión (B.P.), satisface las necesidades de calor del resto del proceso, tales
como el secado de los residuos y otros. El vapor saliente de la turbina, a este nivel de presión,
se conexiona a la red general de distribución de vapor a B.P que alimenta las fases del proceso,
consumidoras de vapor.
8. Valorización por pirólisis
Página 137
El vapor de A.P. alimenta el proceso de combustión en la turbina de gas. El resto del vapor
producido alimenta una turbina de vapor a condensación, que incrementa la producción de
energía eléctrica.
La salida de la turbina de vapor será en forma de condensado, al objeto de aumentar el
rendimiento del ciclo.
El control de vapor generado se efectúa a partir de la señal de presión, para cada nivel de la
caldera, modulando el caudal de combustible que debe alimentar al quemador de
postcombustión.
Esta toma será complementada con una acometida externa de gas natural que mantendrá los
niveles de vapor deseados, siempre que el caudal de gas utilizado no supere los coeficientes,
medidos en razón del poder calorífico inferior del combustible primario y del gas, que marca la
legislación vigente.
INYECCIÓN DE VAPOR
La cantidad de NOx contenida en los gases de escape de la turbina se reduce sensiblemente
con la inyección de vapor de agua cerca de los inyectores de combustible.
También se inyecta vapor de agua a la salida de las lumbreras de descarga del compresor con
lo que se aumenta la masa de fluido que circula a través de la turbina de gas, incrementando el
rendimiento de la operación y refrigerando, además, las zonas más calientes de la turbina.
MEZCLA DE COMBUSTIBLES
La turbina puede quemar gas natural G.N., gas de síntesis fabricado en la planta G.T.T., así
como una mezcla de ambos gases. Todos los inyectores que equipan la turbina estarán
calibrados para mezclar ambos gases en la relación máxima del 0,30, permitiendo variaciones
del Índice de Wobbe de hasta el 7%, absorbibles por el sistema de combustión, a una velocidad
máxima de 0,3% por segundo.
La demanda interna de energía se concreta en la necesidad de vapor en la turbina de cola del
sistema y las inyecciones de vapor en la turbina de gas, con lo que la entalpía de los gases
salientes de la turbina de gas se utiliza para generar vapor en la caldera de recuperación. En su
forma más genérica, la caldera funciona como un intercambiador de calor gas - vapor.
En la selección de la caldera de recuperación se debe de tener en cuenta no sólo el montante de
la inversión, sino también el coste de operación, que está determinado por el perfil de las
temperaturas en su interior. Este perfil determina, tanto la producción de vapor como el
consumo de combustible en la fase de postcombustión.
En la planificación de la producción de energía de la planta se ha considerado un paro de 20
días / año, para cada turbina, con el fin de proceder al mantenimiento preventivo de las
8. Valorización por pirólisis
Página 138
instalaciones. En el paro programado no deben coincidir ambas turbinas, por lo que en fase de
mantenimiento de la turbina de gas, el grupo de la turbina de vapor funcionaría con la caldera
como generadora directa del vapor a turbina, mediante el quemador de postcombustión. En la
fase de mantenimiento de la turbina de vapor, el grupo turbocompresor de la turbina de gas
funcionaría en ciclo simple.
8.2. PLANTAS Y CAPACIDADES
Con la información disponible (fuente: NOVAFIN), en la actualidad no existen instalaciones
de pirólisis en España que se adecuen a la valorización energética de residuos provenientes de
vehículos fuera de uso.
Con respecto a esta tecnología, se ha considerado la posibilidad de instalar plantas para la
valorización energética de residuos de VFU en las ubicaciones actuales de las plantas
fragmentadoras donde se produce este residuo. Asimismo, se contemplan dos dimensiones
diferentes para estas plantas: una con una capacidad anual de valorización energética de 20.000
toneladas de residuo y otra de 30.000 toneladas.
Mapa 8.1. Localizaciones preseleccionadas para las plantas de pirólisis. Fuente FER
8. Valorización por pirólisis
Página 139
Por lo tanto, el mapa 8.1 es idéntico al mapa de fragmentadoras, salvo que las etiquetas de
cada instalación contienen el código comenzado en T en vez de F, que identifica el lugar como
candidato a la localización de una planta de pirólisis.
8.3. REQUERIMIENTOS TÉCNICOS
8.3.1. Disposiciones generales
Los módulos-tipo seleccionados, después de comprobar la producción de residuos de
fragmentadora son de 1,30t/ h de capacidad de tratamiento por lo que para las plantas de
30.000 t / año serán necesarios tres módulos de 1,30t/ h , para la de 20.000 t / año, dos
módulos de 1,30t/ h y para la de neumáticos fuera de uso un modulo de 1,30t / h
respectivamente, con las características que se muestran a continuación:
Proceso:
Reactor pirolítico
Temperatura de combustión en la
Cámara de Combustión Secundaria – CCS
Temperatura de proceso (ºC)
450 – 650
> 1200
Datos del proceso
Capacidad de producción
3,90t/h - 2,60t/h
Combustible auxiliar. Reactor pirolítico
(t/h)
Coque
(t/h)
Cantidad de gas de combustión
(Nm3/h)
Agua de refrigeración cámara (“SDA”)
(t/h)
Temperatura de gas de combustión
Salida de la cámara (“SDA”)
(º C)
Cantidad de gas de combustión
(Nm3/h)
30.000- 20.000 t/año
0,280
0,800
68.000- 56.000
3.200
150
67.500- 54.000
La planta de destrucción de residuos lleva cuatro elementos:
8. Valorización por pirólisis
Página 140
1. Una instalación de recepción y almacenamiento
2. Una instalación de secado
3. Una instalación de tratamiento térmico en ausencia de oxigeno
4. Una instalación de valorización de los combustibles
Cada uno de los subconjuntos de la instalación global puede ser una instalación individual,
pero hay que considerar que su funcionamiento está subordinado al funcionamiento de la
reacción térmica.; este a su vez está subordinado a la existencia y disponibilidad de productos
preparados; y la preparación de los productos está, a su vez, subordinada a su existencia y a la
disponibilidad de materias brutas.
8. Valorización por pirólisis
Página 141
8.3.2. Descripción de las instalaciones
INSTALACIONES DE RECEPCIÓN Y ALMACENAMIENTO DE LOS PRODUCTOS
Los productos brutos destinados a ser destruidos en un planta procederán de las
fragmentadoras de vehículos y presentan generalmente mas de un 10% de humedad relativa,
tendremos por tanto que equipar la instalación de secadores mediante tambores rotantes.
Opcionalmente se puede equipar con un triturador-calibrador específico de “residuos
industriales” y de equipos de desferrallado magnético, e incluso se puede pasar por un tamiz
con el fin de retirar parte de las tierras e inertes.
La instalación debe ser capaz de tratar 30.000 t /año de residuos brutos, es decir, 4 t / h. en
régimen continuo, tanto de noche como de día, por lo se disponen almacenamientos
programados de los productos que se van a tratar. El módulo mínimo de estocaje se cifra en
tres días normales de producción es decir 288 t de productos.
Por otra parte, el reparto en el transcurso del año de los días laborales y de los días festivos
nos impone disponer de capacidades de almacenaje de los productos brutos de, al menos, tres
días completos a la vista de un puente festivo; esto debe corresponder el menos a cuatro
jornadas completas de producción de la planta, 384 t.
Las instalaciones de aprovisionamiento deberán, por tanto, estar concebidas con una fosa de
almacenamiento con capacidad de albergar este volumen de residuos, es una instalación de
almacenaje clásica que debe tener un dispositivo contra incendios, al tratarse de un residuo
autoinflamable al elevarse la temperatura atmosférica .
La gestión de almacenaje se realizará por medio de un cargador automático instalado al
comienzo de una cinta, que garantizará la transferencia de la cargas interpuestas y el
aprovisionamiento de los secadores.
LÍNEA DE SECADO DE LOS RESIDUOS BRUTOS
Para que el proceso sea eficaz se debe trabajar con productos secados previamente, hasta
alcanzar un grado de humedad máximo del 10%. De esta forma, las instalaciones de secado
constituyen el primer módulo dentro de la línea de tratamiento de la planta.
La instalación de preparación de los residuos está compuesta por un conjunto de
transportadores que trasladan los productos desde la instalación de almacenaje hasta la tolva de
estocaje, con capacidad para el suministro diario.
En la base de la tolva de estocaje se sitúa un calibrador clásico adaptado al uso de los
productos que se van a calibrar adaptado a un transportador de banda que vierte los productos
8. Valorización por pirólisis
Página 142
a la tolva dosificadora de secado.
Ambas tolvas se han dimensionado según las siguientes hipótesis: deberán almacenar 12 horas
de producción y dispondrán de un volumen suficiente para almacenar 96 t de residuos.
Las tolvas conforman un volumen cilíndrico montado sobre un chasis de realizado en
estructura metálica en cuyo cono de salida se adapta un extractor que conducirá los residuos al
secador.
Las dimensiones de los principales elementos son las siguientes:
Anchura total de la tolva (horizontal del plano perpendicular al eje del secador): 10 m
Diámetro de la tolva (en el eje de los secadores):
Altura total de la tolva en el eje de simetría:
3,00 m
4,00 m
Altura de los pilares.
5,00 m
Altura del faldón:
2,00 m
El dispositivo alimentador del secador funcionará en continuo, garantizando la fase de
preparación final de los productos que, por medio de transportadores específicos, serán
conducidos a las tolvas de estocaje de los productos secos y calibrados.
La instalación completa del secador de residuos, previa a la termolización, funciona en circuito
totalmente controlado de 5 t / h de capacidad de evaporación. El conjunto presenta las
siguientes dimensiones:
Longitud: 9,00 m.
Anchura: 2,40 m.
Altura:
3,50 m.
Dentro del secador el conjunto de los productos es removido y mantenido en contacto hasta el
secado deseado, con una humedad no superior al 10%.
La velocidad de rotación del secador se garantiza mediante un motor hidráulico de 4 kw de
potencia. Los productos secos son extraídos y llevados hacia la tolva de almacenamiento
mediante un transportador estanco.
El agua de condensación se conduce a una instalación de tratamiento de aguas, dentro de la
misma planta, antes de su vertido final.
8. Valorización por pirólisis
Página 143
CONJUNTO DE TRATAMIENTO TÉRMICO
A continuación de la línea de secado viene la instalación térmica propiamente dicha, que
además del reactor de pirólisis comprende los equipos automatizados de lavado de gases y de
reciclaje de los productos no saturados si fuese necesario y que no han sido totalmente
tratados.
La instalación térmica asegura el reciclado de los residuos inertes, materias orgánicas,
celulosa y productos contaminados de sales de metales pesados, y la producción de productos
energéticos en forma de gas, fuel y carbón.
Los reactores de pirólisis responden a diseños específicos de cada fabricante; en este estudio se
propone un reactor de tipo giratorio con una capacidad de 4 t / h y unas dimensiones exteriores
de 12,00 x 3,20 x 3,50 m de alto y otro de 1 t / h .
El calentamiento de la masa reaccionante se realiza, según los modelos, mediante gas o
electricidad.
Dispone de un sistema de alimentación conectado a la tolva de almacenamiento y tiene una
pieza de extracción del horno que permite asegurar la selección de los productos termolizados
con el fin de no extraer más que estos y no los sólidos no suficientemente degradados, y por
último extraer estos productos asegurando su separación de los efluentes gaseosos.
Los gases procedentes de este dispositivo desembocan en el colector, denominado
generalmente “quench” o dispositivo de condensación.
Un equipo específico está asociado al termolizador y permite el reciclaje de los condensables
(fuel ) recogidos por el “quench”, esta operación solo se realizaría cuando el fuel no tuviese
salida comercial.
DISPOSITIVO DE LAVADO Y TRATAMIENTO DE GASES
Este dispositivo extrae los gases calientes mediante la depresión creada en la línea y diseño es
también, específico para cada fabricante. El proceso se controla mediante los reglajes que se
establecen para la operación del reactor de pirólisis; separando los gases condensables de los
no condensables, asegurando la inyección de los condensables en el reactor y lavando los
incondensables antes de dirigirlos a la instalación de combustión a través de un compresor.
Las dimensiones de este dispositivo son:
Longitud; 4,00 m.
Anchura: 2,40 m.
Altura:
3,50 m.
DISPOSITIVO DE REFRIGERACIÓN Y SEPARACIÓN DE LOS SÓLIDOS
8. Valorización por pirólisis
Página 144
Por ultimo, se describen las instalaciones de separación de los productos sólidos que permiten
separar los productos en dos lotes principales, el carbón y los inertes estériles .
Este dispositivo está constituido por un conducto equipado de una doble cubierta destinada a
recibir el fluido de refrigeración, equipada con un dispositivo de transporte continuo, que
permite asegurar la progresión de los productos.
Una vez refrigerados, los productos sólidos son separados, primero mediante métodos
densimétricos, después por un lavado en baño ácido. El conjunto, de dimensiones 2,50 x 3,00
x 2,00 m, funciona bajo atmósfera controlada.
DISPOSITIVO DE TRATAMIENTO DE AGUAS
Los caudales de agua procedentes del “quench”, así como los recuperados en los retornos de
los baños de desconcentración de lavados de sólidos, son recogidos en un dispositivo de
neutralización, cuyos precipitados son evacuados periódicamente y tratados como residuos
contaminados: no puede ir a vertedero, (1% de residuo entrante) esta parte del proceso no es
necesaria si la valoración energética se produce en Hornos de cementeras.
La instalación se compone de los siguientes elementos:
Una cuba de poliéster de 10.000 litros de capacidad, equipada con una válvula de admisión
de 2” de diámetro.
Un agitador accionado por un motor de 1,10 Kw de potencia que mueve una hélice de 600
mm. de diámetro.
Niveles de agua y otros automatismos.
El agua procedente del secado y el aguas neutralizada son evacuadas hacia la estación de
3
tratamiento, a razón de 1m /h máximo.
En las figuras 8.1 y 8.2 se muestran un esquema de la instalación de pirólisis y del proceso.
8. Valorización por pirólisis
Página 145
Figura 8.1. Planta de Pirólisis
8. Valorización por pirólisis
Página 146
Negro de Carbón
Punto de
Generación o
Planta de
Transferencia
Punto de
Generación o
Planta de
Transferencia
LOGÍSTICA
Trituración
Desmenuzado
grueso
Proceso
Fina
Gas de Pirólisis
DE
RECOGIDA
Punto de
Generación o
Planta de
Transferencia
Báscula de
Pesaje y
Control
Almacenaje y
Transporte
Productos
Finales
Generación Energía
Fuel de Prólisis
Plantas Transferencia
Plantas de Proceso
RESIDUO
CERO
Figura 8.2 Anagrama de grupos de proceso en general
8. Valorización por pirólisis
Página 147
8.4. RESULTADOS DE LA VALORIZACIÓN
El principio de la valorización de los residuos sólidos especiales cuyo proceso hemos
desarrollado en este Trabajo, descansa en las hipótesis siguientes:
Asegurar la valorización de los residuos por recuperación directa de materiales, producción de
combustibles y posterior generación de energía.
Separar en las cadenas de los procesos, la función “reciclaje” de la función “valorización”, y
por tanto aumentar la eficacia global de la operación, reduciendo y suprimiendo los
inconvenientes de alimentar reacciones químicas parásitas, productoras de nuevos
contaminantes.
Asociar la producción energética a un tratamiento previo que realiza la valorización directa por
separación inicial de los contaminantes de los materiales orgánicos y que permite la entrega de
los productos energéticos bajo una forma limpia y homogénea.
Como se ha visto los productos obtenidos son perfectamente utilizables una vez limpios, bien
para uso interno, como para diferentes industrias y para generar energía. Por lo que no será
necesario vertedero.
En las páginas siguientes se muestran los diagramas de balance de masas y energía para una
planta de 20.000 t/año RLF, otra de 30.000 t/año y una de NFU de 7.000 t/año.
8. Valorización por pirólisis
Página 148
PIROLISIS D.F.V 20.000 t
PRODUCTOS BRUTOS
ENERGÍA EXTERNA
RLF
3.200 Kg./ h
INERTES
764 Kg./h
PRODUCTOS GASEOSOS
FRACCION k = 0,6000
FRACCIÓN k =0,12
2.436 Kg./ h
TOTAL
292 Kg./h
P.C.I = 10.300 Kcal./ Kg
3.010.303 Kcal ./h
1.806.182 Kcal ./h
1.806 Th/h
PRODUCTOS TRATADOS
RLF
2.436 Kg./h
P.C.I.
5.140 Kcal/Kg
ENERGÍA ELÉCTRICA
HORNO DE
PIRÓLISIS
QUENCH
1,16E-03 Kw./Kcal./h
12.518.573 Kcal./h
1.397 Mw.
PRODUCTOS LÍQUIDOS
FRACCION k =0,85
P.C.I = 7.100 Kcal./Kg
PRODUCTOS SÓLIDOS
TOLV A DE
ALIMENTACIÓN
FRACCION k = 0,03
2.070 Kg./h
14.698.363 Kcal./h
73 Kg./h
P.C.I = 4.100 Kcal/ Kg .
1Th/Ptas.= 0,75
11024 Ptas./h
299.569 Kcal /h
1Th/Ptas.=0,75
225 Ptas./h
ENERGÍA ELÉCTRICA
1,16E-03 Kw./Kcal./h
6.820 Mw.
Figura 8.3. Esquema pirólisis planta 20.000 t/año RLF:
8. Valorización por pirólisis
Página 149
PIROLISIS D.F.V
PRODUCTOS BRUTOS
RLF
4.100 Kg../ h
INERTES
1.082 Kg../h
TOTAL
3.018 Kg../ h
ENERGÍA EXTERNA
PRODUCTOS GASEOSOS
FRACCION k = 0,6000
FRACCIÓN k =0,12
362 Kg../h
P.C.I =10.300Kcal./h
3.729.754 Kcal./h
2.237.852Kcal./h
2.238 Th/h
PRODUCTOS TRATADOS
RLF
P.C.I.
3.018 Kg./h
ENERGÍA ELÉCTRICA
HORNO DE
PIRÓLISIS
. 5.040Kcal/h
15.210.720 Kcal./h
QUENCH
1,16E-03
Kw./Kcal./h
1.731 Mw.
PRODUCTOS LÍQUIDOS
FRACCION k =0,8500 2.565 Kg./h
P.C.I = 7.100 Kcal./h
PRODUCTOS SÓLIDOS
TOLV A DE
ALIMENTACIÓN
FRACCION k = 0,03
18.211.216 Kcal./h
91Kg./h
P.C.I = 4.100 Kg./h
1Th/Ptas.= 0,75
13.658 Ptas./h
371.165 Kcal./h
1Th/Ptas.=0,75
278 Ptas./h
ENERGÍA ELÉCTRICA
1,16E-03
Kw./Kcal./h
8.450 Mw.
Figura 8.4 Esquema pirólisis planta 30.000 t/año RLF:
8. Valorización por pirólisis
Página 150
PRODUCTOS BRUTOS
ENERGÍA EXTERNA
NFU
1.000 Kg../ h
INERTES
100 Kg../h
TOTAL
900 Kg../ h
PRODUCTOS GASEOSOS
FRACCION k = 0,6000
FRACCIÓN k =0,24
216 Kg./h
P.C.I =10.500 Kcal./h
2.268.000 Kcal./h
1.360.800 Kcal./h
1.361 Th/h
PRODUCTOS TRATADOS
NFU
P.C.I.
900 Kg./h
. 8350 Kcal./h
ENERGÍA ELÉCTRICA
HORNO DE
PIRÓLISIS
1,16E-03 Kw./Kcal./h
QUENCH
7.515000 Kcal./h
1.052 Mw.
PRODUCTOS LÍQUIDOS
FRACCION k =0,44
P.C.I = 7.100 Kcal./h
PRODUCTOS SÓLIDOS
TOLV A DE
ALIMENTACIÓN
FRACCION k = 0,032
2.811.600 Kcal./h
288 Kg./h
P.C.I = 4.100 Kg./h
396 Kg./h
1Th/Ptas.= 0,75
2.109 Ptas./h
1.180.800 Kcal./h
1Th/Ptas.=0,75
886 Ptas./h
ENERGÍA ELÉCTRICA
1,16E-03 Kw./Kcal./h
1.305 Mw.
Figura 8.5 Esquema pirólisis planta 7.000 t/año NFU:
8. Valorización por pirólisis
Página 151
Características generales de los combustibles obtenidos
FUEL
Parámetro
Composición
Carbono
88,2 %
Hidrogeno
9,4 %
Oxigeno
0,6 %
Nitrógeno
0,4 %
Azufre
0,7 %
Otros
0,7 %
Densidad API
15-20
Poder calorífico
7.100 Kcal/Kg
GAS
Parámetro
Composición
Carbono
73,1 %
Hidrogeno
14,19 %
Oxigeno
7,5 %
Nitrógeno
3,5 %
Azufre
1,0 %
Poder calorífico
10.300 Kcal/Kg
NEGRO DE CARBÓN
Parámetro
Composición
Contenido en carbón
88 %
Volátiles
2,5 %
Humedad máxima
1%
Azufre
Otros
2,0 %
6,5 %
Poder calorífico
4.100 Kcal / kg.
Estas características pueden ser contrastadas afirmativamente e incluso ampliadas, con
datos aportados por REI Technology.
8. Valorización por pirólisis
Página 152
8.5. ASPECTOS MEDIOAMBIENTALES
La Pirólisis permite la recuperación de todos los componentes de los residuos orgánicos del
sector de la automoción convirtiéndolo en materiales reutilizables. Se forman gases, líquidos y
sólidos, dado que los productos obtenidos son todos recuperables, el proceso es
particularmente favorable para el medio ambiente, además, presenta menos problemas de
contaminación que la combustión directa del residuo.
0
Los efluentes gaseosos procedentes de los hornos de Pirólisis salen a 400 C y contienen
productos condensables recogidos en la línea de condensación, en forma de hidrocarburos
líquidos.
Los hidrocarburos líquidos, son comerciales con valoración energética en calderas de lecho
fluidificado, en cementeras o en centrales equipadas con instalaciones de tratamiento de
humos, por poder calorífico aproximado de 7.500 Kcal / kg. Tiene una densidad media que
varía de 0,95 a 1,5 Kg / l. Están compuestos de cadenas hidrocarbonadas, (naftalinas,
antracinas, olefinas aromáticas, parafinas y disolventes ligeros).es posible transformarlos
mediante craqueo parcial y reciclarlos en mayor cantidad de gas, y por tanto no producirlos si
comprobamos que no tienen salida comercial.
El carbón recuperado, después de Pirólisis, es polvo. Junto a este carbón encontraremos todos
los estériles que entraron en la planta y no se separaron anteriormente, ( son metales férricos,
no férricos, vidrios, etc...), se separan del carbón por medios físicos convencionales:
separadores magnéticos, densimetrías, etc. Este carbón tiene un PCI estimado de 4.100 Kcal /
kg. La utilización de este carbón como combustible se puede llevar a cabo como la del fuel
pesado ordinario, (la fluidificación del combustible se realiza mediante la puesta en suspensión
en agua o en fuel, sin modificación de los quemadores) y en cementeras.
En este carbón se encuentran los metales pesados y demás contaminantes que han entrado en la
planta y no hayan sido destruidos por la división molecular. Los separamos por métodos físico
químicos y en lugar de llevarlos a vertedero, se pueden vitrificar mediante tecnología de
plasma (la vitrificación por plasma se realiza en aparatos específicos con ayuda de gas
ionizado hasta 3.000º C) y por tanto, sin ninguna lixiviación se pueden aplicar a diversos
procesos de construcción, rellenos, hormigones, vitrocerámicas etc. esta operación no es
necesaria, si la valoración energética se produce en Hornos de Cementeras.
Los análisis del carbón necesarios para poder afirmar lo anterior fueron facilitados a
NOVAFIN por la empresa RMD, habiéndose realizado las pruebas en su planta de pirólisis de
demostración situada en Lyon, Francia.
La fracción metálica es aprovechable para fundición.
Como se puede comprobar, todos los productos reciclados que se generan tras el proceso de
tratamiento pirolítico de los residuos se podrán utilizar como materias primas útiles para
diversos procesos industriales.
8. Valorización por pirólisis
Página 153
Es de hacer notar que los objetivos alcanzados en este proyecto son superiores a los niveles
medioambientales exigidos, conectando con la filosofía que encierra la legislación más actual,
cuya finalidad es no producir afecciones ambientales y recuperar los recursos contenidos en los
residuos. Las plantas son totalmente herméticas
En un proceso de Pirólisis, no se produce emisión alguna de gases a la atmósfera, ya que los
hornos son estancos y el aire de secado circula en circuito cerrado y se calienta por intercambio
del calor de condenación del agua.
Los gases extraídos de los vapores del secador y de otros niveles del procedimiento son
reinyectados en el quemador del proceso de generación de energía, para evitar posibles olores.
En un proceso de Pirólisis tendremos un excedente de agua, dependiendo de la humedad del
residuo entrante. El secado de los residuos da lugar a una condensación total del vapor de agua
extraído, por lo que es necesario el tratamiento del agua residual en una pequeña depuradora
de tal forma que el agua evacuada cumple totalmente la normativa de vertido de aguas.
La procedencia del agua a tratar es:
− De la condensación formada en el secador, (estas aguas son calientes ya que provienen de
la condensación de vapore), de un pH equivalente a 8,9 y 28ºC
− Agua del quench del lavado de gases: pH equivalente a 2,8 y 55ºC
− De los retrocesos de los baños de desconcentración de lavados de sólidos
− Del lavado de la fosa de recepción de los residuos
− Del lavado de camiones portadores de residuos
− De la limpieza de la planta de tratamiento
Todas estas aguas se mezclan produciéndose un efecto tampón y en principio son de un pH
neutro. El tratamiento posterior de las aguas se hace en una instalación clásica de
procedimiento de depuración físico-químico, los lodos se pirolizan.
Los análisis realizados a las aguas tratadas permiten afirmar que el resultado del tratamiento
cumple con el nivel 3 de la Legislación sobre Aguas.
En la directiva 83/337/CEE de 28 de Junio de 1985 relativa a la evaluación de las
repercusiones de determinadas acciones públicas y privadas sobre el medio ambiente, se
establece que en los proyectos es obligatorio someterse a una Evaluación de Impacto
Ambiental. Entre estos proyectos se encuentran, como próximos o relacionados al de la
valorización energética del tratamiento de residuos del sector de la automoción, los siguientes:
Instalaciones de eliminación de residuos tóxicos y peligrosos por incineración, tratamiento
químico o almacenamiento en tierra.
Centrales térmicas y otras instalaciones de combustión que superen cierta potencia
La directiva 83/ 337/CEE fue recogida por el R.D. 1302/86 de 28 de Junio de Evaluación del
impacto ambiental posteriormente desarrollado en el R.D.L. 1131/88 de 30 de Septiembre que
8. Valorización por pirólisis
Página 154
aprueba el reglamento para la ejecución del R.D. 1302/86 de 28 de Junio, ya citado y garantiza
la información pública del estudio y su evaluación.
8.5.1. Metodología
La metodología que se seguirá se basa en la evaluación de efectos ambientales, siguiendo
las teorías de varios autores:
− Evaluación de los efectos ambientales de la fase de construcción
− Evaluación de efectos ambientales de la fase de explotación
EFECTOS AMBIENTALES EN LA FASE DE DISEÑO Y CONSTRUCCIÓN
Para la identificación de los impactos de la construcción, tendríamos que conocer la
localización de la planta, por lo que suponemos que la actividad se ubicará en una nave ya
construida, localizada en un polígono industrial previamente urbanizado (es posible por las
dimensiones de la planta). Es por ello por lo que no se identifica ningún efecto derivado del
diseño y la construcción ( Los efectos que esta fase pudiera tener deberían estar localizados en
el Estudio de Impacto Ambiental realizado para la construcción del citado polígono industrial).
Factores socioculturales.
Al ser un edificio ya construido, e integrado en el paisaje de la zona en la que se encuentra, el
único efecto que se identifica en este sentido es un incremento en el trafico rodado pesado
debido al transporte de las máquinas previamente construidas.
Condiciones naturales.
No se identifica ningún impacto en la flora, fauna, espacios abiertos, zonas abiertas ni de tipo
estético.
EFECTOS AMBIENTALES EN LA FASE DE EXPLOTACIÓN
Para la identificación de los efectos durante la fase de explotación se han tenido en cuenta
las acciones de la planta sobre el medio para su posterior caracterización.
8. Valorización por pirólisis
Página 155
8.5.2. Contaminación atmosférica
La contaminación atmosférica puede ser producida tanto por emisión de gases como por ruido.
EMISIÓN DE GASES
Los puntos fijos de emisión de gases son:
Tratamiento de los residuos. Aire de los extractores. En caso de parada del aire, una vez
filtrado es lanzado a la atmósfera. Con la planta en funcionamiento el aire es aportado a la
entrada general de aire - vapor en el compresor de la turbina de gas.
Generación de energía. Los gases calientes procedentes de la combustión en la turbina de gas
se utiliza como fuente de calor para generar vapor en la caldera de recuperación.
Posteriormente son diluidos en los humos de escape no derivados y enviados a la batería de
filtros.
El mayor impacto ambiental de una Turbina de Gas es ocasionado por los gases de escape.
Debido a que utiliza relaciones aire / combustible muy elevadas y puesto que el rendimiento en
la combustión es prácticamente el 100% en casi todo su intervalo de utilización, deja claro que
su efecto sobre la atmósfera no es importante.
Los gases contaminantes principales que se emiten debido a la acción de la Turbina de Gas son
los Óxidos de Nitrógeno (NOX), hidrocarburos inquemados, dióxido de azufre (SO2) y
monóxido de Carbono (CO).
La concentración de hidrocarburos inquemados y monóxido de carbono son prácticamente
despreciables salvo en condiciones excepcionales en el que la turbina trabaja a muy baja carga
y la temperatura de la cámara de combustión está en su valor mínimo.
La emisión de dióxido de azufre (SO2 ) es perjudicial para la vida tanto de la flora como de la
fauna. En este caso la presencia de este gas (SO2 ) en la atmósfera debido a nuestra actividad es
mínima ya que la fracción de azufre en el combustible muy pequeña.
Los contaminantes más peligrosos, emitidos por una turbina de gas son los óxidos de
Nitrógeno. En la actualidad se consideran incluso mas perjudiciales que las emisiones de
dióxido de azufre aunque sus efectos indirectos sean a largo plazo.
Cabe distinguir:
NOX formados por la oxidación térmica del N2 del aire.
NOX formados por la oxidación del N2 contenido en el combustible.
8. Valorización por pirólisis
Página 156
RUIDO
Las turbinas son por su diseño, importantes generadoras de ruido. Los alabes de la turbina y
del comprensor, al acelerar y desacelerar el fluido provocan ondas sonoras que se propagan a
lo largo de los conductos de admisión y escape el aire ambiental. Además en el proceso
turbulento de combustión se generan también una serie de ruidos.
8.5.3. Aguas residuales
Como hemos dicho anteriormente las aguas residuales proceden de los siguientes puntos:
Condensación del secador.
Estas aguas son calientes ya que provienen de la condensación de los vapores húmedos
generados en el secado. Tienen carácter básico.
Lavado del gas.
Son aguas ácidas, con todo el cloro que puedan aportar los residuos, además están muy
cargadas de hidrocarburos y gases disueltos.
Lavado del carbón.
Este agua va directamente al circuito de tratamiento.
Limpieza de fosas y camiones.
Se contempla en la conducción y tratamiento del agua proveniente de las fosas de almacenaje y
camiones de transporte de los residuos.
Condensación en el circuito de vapor.
No deben presentar problemas excepto en presencia de corrosión metálica en el circuito del
vapor.
VERTIDOS DE LAS AGUAS
Las aguas recicladas tratadas permiten afirmar que los resultados del tratamiento cumplen con
el Nivel - 3 de la legislación sobre aguas.
En todos los casos, la instalación estaría equipada para respetar los niveles de vertidos
inferiores a los que se dicta en la Normativa de la UE, que fija a los estados miembros límites
aplicables a las grandes instalaciones de combustión.
8. Valorización por pirólisis
Página 157
8.5.4. Medidas protectoras y correctoras
Impacto sobre el medio
Medidas propuestas
Aumento de partículas en suspensión en la Implantación de chimeneas de escape de gran
altura para favorecer la dispersión
atmósfera
Disminución de la calidad del aire
Sistema de filtros en la salida de la chimenea.
Aumento temperatura local por emisión de Tratamiento de la emisión de gases
gases
Perdida de la calidad de las aguas
Depuración de los vertidos al agua
Impactos por olores debidos a la planta
Tratamiento de gases reducidos
Impacto debido a la presencia de metales
pesados
Gestión apropiada de los residuos de carbón
con metales pesados. ( ver explicación
posterior)
Impacto producido por el ruido
Aislamiento de las fuentes sonoras
Creación de pantallas acústicas alrededor de
la actividad
Tabla 8.1 Medidas Protectoras y Correctoras
8. Valorización por pirólisis
Página 158
MEDIDAS CORRECTORAS ESPECÍFICAS
Instalación de una estación de depuración de aguas
En la presente instalación se pretende realizar un tratamiento del agua proveniente de los
siguientes fases:
− Los aparatos del remojo gaseoso y del lavador, esta agua se separa completamente de
los hidrocarburos antes de entrar en el circuito de tratamiento
− Del lavado de los camiones portadores de los desechos
− De la limpieza diaria de la Planta de Tratamiento
Las aguas efluentes del condensador y del Quench, que son calientes, químicamente
activas y contienen gases disueltos, son llevadas a una primera vasija de desgasificación.
Teniendo en cuenta la baja biodegradavilidad de los contaminantes que encontramos en el
agua, el tratamiento posterior de las aguas se debe realizar siguiendo un proceso físico-químico
de tipo convencional. Este tratamiento físico-químico, eliminaría los materiales no degradables
contenidos en el agua industrial. Posteriormente este agua puede ser sometida a un tratamiento
en una Laguna biológica que eliminará todos los contaminantes de tipo orgánico.
Unidad de tratamiento de olores
En una planta de tratamiento de los residuos por pirolisis, el aire no esta contaminado por
olores.
El caudal de aire está regulado por extractores independientes para cada circuito, se envía a
filtros de carbón activo y posteriormente se emiten a la atmósfera.
Para una planta tipo, el total del aire es enviado para alimentar las instalaciones de combustión,
3
cuando éstas están en funcionamiento, es de 60 l / seg lo que supone alrededor de 216 m /hora,
el caudal que representa el 3% de sus necesidades.
Tratamiento del nivel del ruido
El grupo alternador vendrá suministrado en un contenedor, con una envolvente acústica,
soldada a una base de acero autoportante fijada al chasis del generador. Las turbinas estarán
equipadas de silenciadores en la admisión y en el escape. La turbina estará ubicada en un
recinto con tratamiento acústico, de manera que en el exterior se obtengan valores de 40dB a 1
metro de distancia .
La presencia de la caldera de recuperación reducirá de manera notable los ruidos de escape.
8. Valorización por pirólisis
Página 159
8.6. ANÁLISIS COSTE BENEFICIO DE LA TECNOLOGÍA
El esquema para el análisis económico en el caso de la pirólisis es el siguiente:
Carbón
Combustible para cementeras
Energía eléctrica
RLF
DFV
Planta
Pirólisis
Fuel
Generador
Gas
Generador
Figura 8.6. Esquema de pirólisis
8.6.1. Inversión a realizar
La inversión prevista, medida en términos de ejecución material, expresada en miles de
pesetas, se desglosa en los epígrafes que se desarrollan a continuación:
TIPO DE PLANTA
20.000 t/año
25.000
30.000 t/año
25.000
TERRENOS
OBRAS CIVILES
MAQUINARIA DE
PROCESO
GENERACION DE
ENERGIA
INST.
COMPLEMENTARIAS
INGENIERIA Y OTROS
57.400
600.000
57.400
800.000
1.245.000
1.500.000
174.500
174.500
19.700
21.700
TOTALES
2.121.600
2.578.600
Tabla 8.2 Inversión Material
8. Valorización por pirólisis
Página 160
8.6.2. Costes de operación
En la elaboración de los costes de explotación y en las previsiones de pago de los mismos,
se han tenido en cuenta las siguientes hipótesis:
− No existe desfase entre gasto y pago dentro del mismo período
− Períodos de explotación anuales, salvo el nominado período “0”, que corresponde al de
construcción y puesta en marcha y cuya duración puede ser superior al año natural
− Se considera año “1” aquel en el comienza la explotación. Por tanto, todos los pagos de
las inversiones previas a la construcción y montaje de la planta deben ser cargadas en el
período “0”
COMBUSTIBLE DE APOYO
Se considera un consumo máximo del 10% del combustible primario utilizado, medido en
termias respecto del PCI del combustible por unidad de peso, aunque según la legislación
actual se admite hasta un 30% sin perder la condición de productor de energía en Régimen
Especial.
El coste del combustible de apoyo será: FCB = CP x K x PT, siendo:
−
−
−
−
FCB = Coste del combustible convencional utilizado en Mptas/año
CP = Máxima entrada al proceso de combustible primario = MTh/año
K = coeficiente máximo de utilización = 0,10
PT = Precio de la termia de GLP/GN (según Tarifas del año 2000) = 2,40 ptas/Th
El consumo interno de combustible corresponde al calentamiento de la masa total que entra en
el proceso, desde la temperatura ambiente hasta la de craqueo más el calor de reacción de la
masa pirolizable. Siendo:
− M = Masa total entrante en el proceso en kg/h
− MT=Masa pirolizada en kg/h. Esta masa corresponde a la transformada en forma de gas
y que se utiliza en la generación de energía para suministro de la planta
− Ce = Calor específico medio del residuo = 0,004 Th/kg-ºC. Según datos análisis RF
− DT= Diferencia de temperaturas = 450ºC
− qT= Calor de reacción del proceso de pirólisis= 180 Th/kg . Ver termoquímica del
proceso
Para cada planta estudiada será, según tablas de pirólisis RLF incluídas en el epígrafe 8.4:
CAPACIDAD DE LA PLANTA
20.000 t/año
30.000 t/año
M = Masa total entrante kg/h.
MT= Masa pirolizable en kg/h
2.430
292
3.700
362
8. Valorización por pirólisis
Página 161
El consumo de energía calorífica en el calentamiento es:
QM = M . Ce . DT
4.400 Th/h
6.700 Th/h
Energía consumida en la reacción:
QR = MT . qT
52.560 Th/h
56.960 Th/h
65.160 Th/h
71.860 Th/h
Consumo anual:
Para 8.230 h/año
Para 8.108 h/año
470 MTh/año
585 Mth/año
Estos consumos se distribuyen en:
Energía calorífica proceso:
Recuperación de calor K=0,2
Consumo en planta pirólisis
Plantas de secado y tratamiento de efluentes:
224 MTh/año
44 Mth/año
180 Mth/año
246 Mth/año
369 MTh/año
74 MTh/año
295 MTh/año
216 MTh/año
La utilización de energía para plantas de secado y tratamiento de efluentes se realiza en
forma de energía eléctrica que se valora en el epígrafe siguiente.
CP . K . PT=
180 x 0,10 x 2,40 = 43.200 mptas
295 . 0,10 . 2,40 = 70.800 mptas.
En la cuenta de resultados previsional se ha considerado un coeficiente de incremento del
1,50% para los diez años siguientes.
SUMINISTRO ELÉCTRICO
Se considera un consumo específico de energía eléctrica, no deducida de la energía generada,
en Kw-h por Kg de producto tratado para suministro de motores, consumos eléctricos de las
plantas de tratamiento de agua y de inertización de cada uno de ellos..
Se tiene por tanto:
FEE = CT . MP . NR . KU . TE
En donde
− FEE = Consumo de energía eléctrica en las plantas y motores de proceso
− CT = Consumo de energía eléctrica en Kw-h por Kg de producto tratado
− MP= Cantidad de producto tratado
− NR = Capacidad de tratamiento de la planta en horas
− KU = Porcentaje de suministro de origen externo = 0,10
− TE = Término de energía (s/tarifa 1.1. año 2000)= 7,20 ptas./Kw-h
8. Valorización por pirólisis
Página 162
Para una planta de 20.000 t/año
MP
73 kg/h.
2.070 kg/h
292 kg/h
Sólidos:
Aceites:
Gases:
Totales
Funcionamiento de la planta:
Por lo que el consumo de la planta será:
CT
0,20
0,340
0,200
CTxMP
14,60
703,80
58,40
776,80
NR =8.230 h.
8.230 x 776,80 = 6.390 Mw-h
El máximo coste externo del suministro, según legislación vigente, será:
Consumo de energía:
FEE = 6.390 . KU . TE = 6.390 . 0,10 . 7,20 = 4.565 mpts.
Para una planta de 30.000 t/año
Sólidos:
Aceites:
Gases:
Totales
MP
91 kg/h.
2.565 kg/h
362 kg/h
CT
0,200
0,300
0,240
CTxMP
18,20
769,50
86,98
874,58
Funcionamiento de la planta:
NR =8.108
Por lo que el consumo de la planta será:
8.108 x 874,58 = 7.100 Mkw-h:
El máximo coste externo del suministro, según legislación vigente, será:
Consumo de energía:
FEE = 6.390 . KU . TE = 7.100 . 0,10 . 7,20 = 5.112 mpts
Es evidente que estos valores no corresponden a los totales del sistema, ya que están
calculados sobre el coeficiente máximo que permite la legislación vigente para considerar la
planta como productora de energía en Régimen Especial. En realidad, estos consumos no se
presentan en régimen de funcionamiento continuo, ya que el suministro externo tiene lugar en
las fases de arranque del sistema. En la hipótesis de cáculo de ambos módulos, se han
considerado cuatro arranques anuales de la planta de pirólisis, dos por fraccionamiento de
suministros y dos por mantenimiento.
8. Valorización por pirólisis
Página 163
SUMINISTRO DE AGUA
Este punto contempla los consumos de agua en la planta de lavado de carbón y la reposición
por pérdidas en los circuitos de vapor.
Se ha estimado un consumo de 5 m3/día y 6,70 m3/día para cada tipo de planta, con el m3
tasado a 30 pts.. Los valores se calculan en el cuadro siguiente:
CAPACIDAD DE LA PLANTA
20.000 t/año
3
Consumo en m /día: QAD =
Días de funcionamiento; DAT=
Coeficiente de recuperación KR =
Coste suministro m3 de agua; PAS=
TOTALES
5,00
360,00
0,60
30,00
11.665 mpts.
30.000 t/año
6,70
360,00
0,60
30,00
15.550 mpts.
8.6.3. Mantenimiento y reparación
El mantenimiento de la planta de pirólisis se ha diseñado con carácter preventivo y
programado, reponiendo cada elemento inventariado al 0,90 del tiempo de vida útil estimado,
sin que necesariamente haya presentado defecto tabulado.
Los costes de reposición de elementos de las partes calientes son los que tienen máxima
incidencia sobre los costes globales, llegando a alcanzar el 80% de éstos.
Se han considerado los factores de coste de mantenimiento y reposición que se detallan:
PARAMETRO
CONDICIONES DE FUNCIONAMIENTO
Tipo de servicio
Planta de termólisis:
Generación de energía
Base
Base
Funcionamiento en arranque
Planta de termólisis:
Generación de energía
8 horas
10 horas
Espacio de ubicación
Planta de termólisis:
8. Valorización por pirólisis
Página 164
amplio
FACTOR
1,50
1,20
1,25
2,00
1,00
Generación de energía
amplio
1,00
Combustible
Planta de termólisis:
Generación de energía
Residuos RLF
Gases y aceites destilados
2,00
3,00
En función de los parámetros anteriores se han obtenido los valores siguientes:
TIPO DE PLANTA
TERRENOS
OBRAS CIVILES
MAQUINARIA DE
PROCESO
GENERACION DE
ENERGIA
INST.
COMPLEMENTARIAS
INGENIERIA Y OTROS
TOTALES
20.000 t/año
30.000 t/año
26.000
39.000
24.900
29.850
4.956
4.960
55.856
73.810
Tabla 8.3. Costes de Reparación y Mantenimiento
8.6.4. Ingresos
Las ventas de la Sociedad estarán generadas, principalmente, por los epígrafes siguientes:
− Venta de energía eléctrica producida, en el área de generación, en régimen especial
− Venta de combustibles sólidos
Aplicando un criterio conservador, en la previsión de ventas no se han considerado otros
posibles conceptos, tales como los ingresos por venta de los metales que acompañan a los
residuos RLF, tales como acero, cobre y aluminio y que en la caracterización alcanzan el 19,95
% en peso bruto del residuo. Asimismo, no se consideran los ingresos por venta de los
elementos inertizados por plasma y/o los ingresos auxiliares por mejora de la calidad
medioambiental o por ahorro de combustibles convencionales derivados del petróleo.
8.6.4.1. Ingresos por ventas de energía eléctrica
8. Valorización por pirólisis
Página 165
Se calcula la potencia garantizada disponible en cada grupo en un año tipo para, a partir de
esos valores, calcular la energía eléctrica producida por la turbina de gas y la turbina de vapor.
Se han tenido en cuenta unos días al año, pertenecientes a los meses de verano, en los cuales
disminuye la disponibilidad de las turbinas, debido a los paros parciales para atender las
labores de mantenimiento preventivo de la planta. Durante esos períodos los coeficientes de
disponibilidad disminuyen hasta tomar valores próximos a 0,600 en la turbina de gas y 0,571
en la turbina de vapor.
Para los cálculos, se ha tenido en cuenta la siguiente evolución prevista de precios de venta a la
red, proporcionada por Unión Fenosa Energías Especiales:
CONCEPTO
Precio medio
Prima
Complemento por reactiva
Precio de venta a la red (pts/kwh)
1999
5,72
3,70
0,38
9,80
2000
5,57
3,50
0,36
9,43
2001
5,07
3,34
0,34
8,75
AÑO
2002 2003
5,15 5,23
3,37 3,40
0,34 0,35
8,86 8,98
2004
5,31
3,42
0,35
9,08
2005
5,40
3,45
0,35
9,20
2006
5,48
3,48
0,36
9,32
Tabla 8.4. Evolución de precios de venta a la red
A este respecto, se ha simplificado el análisis, estimando que la energía producida anualmente
se venderá a un precio mínimo del 80% del precio promedio de venta del Sistema, de acuerdo
con la legislación actual.
8.6.4.2. Ingresos por venta de combustibles sólidos
Se ha supuesto que el carbón generado es vendido a una cementera, pues como se ha visto en
el apartado 8.5, experiencias prácticas indican que es posible realizarlo. Se ha utilizado el valor
0,75 pts/termia producida con la combustión de dicho carbón.
8. Valorización por pirólisis
Página 166
8.6.5. Cuenta de resultados
Con todo ello, tenemos la cuenta de resultados prevista para la planta de 20.000 t/año de RLF:
INGRESOS
Venta de energía
Venta combustibles
TOTAL INGRESOS
515.305.000
1.813.000
517.118.000
COSTES OPERACIÓN Y MANTENIMIENTO
Combustible de apoyo
Suministro eléctrico
Suministro de agua
Personal en planta
Costes de reposición
TOTAL COSTES OPERACIÓN Y MANTENIMIENTO
43.008.000
5.963.000
11.664.000
76.000.000
55.856.000
192.491.000
MARGEN BRUTO
324.627.000
GASTOS GENERALES Y DE ESTRUCTURA
Personal directivo y técnico
Gastos de estructura diversos
Amortización inmovilizado material
Amortización ingeniería y servicios
TOTAL GASTOS GENERALES Y DE ESTRUCTURA
73.400.000
32.500.000
120.535.000
1.970.000
228.405.000
BENEFICIO DE EXPLOTACIÓN
96.222.000
Gastos financieros
Aplicación de subvenciones
3.220.000
19.275.000
BENEFICIO ANTES DE IMPUESTOS
112.277.000
IMPUESTO DE SOCIEDADES
39.297.000
BENEFICIO NETO
72.980.000
Tabla 8.5 Tabla de resultados prevista para la planta de 20.000 t/año
8. Valorización por pirólisis
Página 167
Y para la planta de 30.000 t/año de RLF:
INGRESOS
Venta de energía
Venta combustibles
TOTAL INGRESOS
784.124.000
2.261.000
786.385.000
COSTES OPERACIÓN Y MANTENIMIENTO
Combustible de apoyo
Suministro eléctrico
Suministro de agua
Personal en planta
Costes de reposición
TOTAL COSTES OPERACIÓN Y MANTENIMIENTO
70.800.000
6.521.000
15.552.000
76.000.000
73.810.000
242.683.000
MARGEN BRUTO
543.702.000
GASTOS GENERALES Y DE ESTRUCTURA
Personal directivo y técnico
Gastos de estructura diversos
Amortización inmovilizado material
Amortización ingeniería y servicios
TOTAL GASTOS GENERALES Y DE ESTRUCTURA
73.400.000
32.500.000
127.385.000
2.170.000
235.455.000
BENEFICIO DE EXPLOTACIÓN
308.247.000
Gastos financieros
Aplicación de subvenciones
18.566.000
24.275.000
BENEFICIO ANTES DE IMPUESTOS
313.956.000
IMPUESTO DE SOCIEDADES
109.885.000
BENEFICIO NETO
204.071.000
Tabla 8.6 Tabla de resultados prevista para la planta de 30.000 t/año
8. Valorización por pirólisis
Página 168
8.6.6. Análisis económico
A partir de los datos anteriores aportados por NOVAFIN, ARTHUR ANDERSEN ha realizado
este apartado.
Podemos agrupar los diferentes conceptos de la cuenta de resultados en fijos y variables. El
único concepto cuya clasificación no es trivial es “costes de reposición”. Se ha supuesto un
coste fijo en base a que la continuidad de la actividad de la planta exige una compra inicial de
repuestos que suponen la mayor parte de la cuantía de los costes de reposición. Un análisis más
preciso hubiera considerado la variabilidad de este concepto.
Así, tenemos la siguiente tabla resumen del análisis coste beneficio para la planta de 20.000
t/año de RLF:
INGRESOS Y COSTES FIJOS
Concepto
Personal en Planta
Personal directivo y técnico
Gastos de estructura diversos
Amortización inmovilizado material
Costes de reposición
Ingeniería y servicios
Gastos financieros
Aplicación de subvenciones
TOTAL (pts/año)
Cantidad (pts/año)
-76.000.000
-73.400.000
-32.500.000
-120.535.000
-55.856.000
-1.970.000
-3.220.000
19.275.000
-344.206.000
INGRESOS Y COSTES VARIABLES
Concepto
Consumo de combustible
Consumo eléctrico
Consumo de agua
Venta de energía
Venta de combustibles
TOTAL
NETO (pts/kg)
Cantidad (pts/año)
-43.008.000
-5.963.000
-11.664.000
515.305.000
1.813.000
456.483.000
22,8
Tabla 8.7 Tabla resumen del análisis coste beneficio para la planta de 20.000 t/año
8. Valorización por pirólisis
Página 169
Y para la planta de 30.000 t/año:
INGRESOS Y COSTES FIJOS
Concepto
Personal en Planta
Personal directivo y técnico
Gastos de estructura diversos
Amortización inmovilizado material
Costes de reposición
Ingeniería y servicios
Gastos financieros
Aplicación de subvenciones
TOTAL (pts/año)
Cantidad (pts/año)
-76.000.000
-73.400.000
-32.500.000
-127.385.000
-73.810.000
-2.170.000
-18.566.000
24.275.000
-379.556.000
INGRESOS Y COSTES VARIABLES
Concepto
Consumo de combustible
Consumo eléctrico
Consumo de agua
Venta de energía
Venta de combustibles
TOTAL
NETO (pts/kg)
Cantidad (pts/año)
-70.800.000
-6.521.000
-15.552.000
784.124.000
2.261.000
693.512.000
23,1
Tabla 8.8 Tabla resumen del análisis coste beneficio para la planta de 30.000 t/año
8. Valorización por pirólisis
Página 170
Podemos representarlo gráficamente:
15,0
Ingreso (pts/kg)
10,0
5,0
0,0
-5,0
Planta 20.000 t/año
0
10000
20000
30000
Planta 30.000 t/año
-10,0
-15,0
-20,0
RLF tratado (t/año)
Figura 8.7 Curva de ingresos netos para cada cantidad de RLF tratado
Podemos observar que nos encontramos ante una tecnología rentable, pero con un riesgo
innato debido a que la planta funciona sólo con RLF, por lo que una escasez en esta
materia prima plantearía serios problemas. Haciendo una breve comparación con las otras
tecnologías, ya podemos obtener dos conclusiones:
− Según la instalación se especializa en el RLF, obtiene mayor rentabilidad
− Debido a la propia especialización, el riesgo aumenta ante la escasez de entrada de RLF
a la planta
En el caso de la pirólisis, el riesgo disminuiría si la planta gestionara diversos residuos, lo
cual es viable sin una pérdida de rentabilidad económica. Sin embargo, como ya se ha
citado, el presente estudio debía centrarse en RLF y NFU por separado, sin considerar otros
residuos.
8.7. POSIBLES ESCENARIOS PARA LOS AÑOS 2000 Y 2006 CON ESTA
TECNOLOGÍA
En este apartado se analizan distintos escenarios para la valorización energética de residuos de
fragmentación provenientes de vehículos fuera de uso únicamente en plantas de pirólisis.
8. Valorización por pirólisis
Página 171
8.7.1. Datos de partida
De cara a evaluar los distintos escenarios, se han considerado las previsiones de residuos
presentadas en el capítulo 5, los datos de fragmentadoras presentados en el capítulo 5 y los dos
tamaños de planta de pirólisis mencionados en el apartado 8.2, así como las funciones de
transporte de carácter general, desarrolladas en el capítulo 9.
La información disponible permite analizar el conjunto de operaciones de la cadena logística
incluidas en el recuadro oscuro de la figura 8.8. Se han estimado los costes de inversión y
operación, así como los ingresos estimados como consecuencia del funcionamiento de la
instalación para tratamiento mediante pirólisis (fuente: NOVAFIN), por lo que la cadena
logística, en este caso, es más larga que las analizadas para las otras dos tecnologías
previamente analizadas.
CHATARRA
ENERGÍA
ELÉCTRICA
FRAGMENTACIÓN
TRANSPORTE
TERMÓLISIS
COMBUSTIBLE
UPM-IOL
Figura 8.8. Cadena logística analizada.
Considerando los costes implicados en la referida cadena, y tomando como referencia una
relación 1 hora ≅ 50 kilómetros, en la figura 8.9. se presentan los resultados económicos
totales de valorización, en función de la cantidad anual de residuo procesada y de la distancia
desde el origen de los residuos. Este gráfico se ha obtenido a partir de la función común de
costes de transporte de residuos y de las estimaciones económicas de NOVAFIN, que se
resumen en la tabla 8.9, donde 20000 y 30000 significa la capacidad de la planta considerada
en cada caso (t/año).
Tipo de coste
20000 30000
Coste fijo anual: inversiones, personal,...(millones de pesetas) 344,2 379,6
Contribución unitaria al beneficio o a la cobertura de costes
fijos: ingresos menos costes variables (pta/kg)
22,8
23,1
Tabla 8.9 – Datos económicos de partida para la pirólisis. Fuente: NOVAFIN
8. Valorización por pirólisis
Página 172
Para facilitar la interpretación, en la figura 8.9 se presenta una función de resultados
económicos de la pirólisis, que corresponde, en la práctica, tanto a 20000 como a 30000
t/año de capacidad.
Es interesante observar que los valores máximo y mínimo para los resultados económicos en la
figura 8.9. son diez veces mayores que los correspondientes en la figura análoga presentada en
el caso de las cementeras (apartado 6.7, figura 6.10). Mientras que en el caso de la cementera
se presentaban unos límites de ±50 millones de pesetas, en el caso de la pirólisis estos límites
son ±500 millones de pesetas, lo que da una idea del diferente comportamiento de ambas
tecnologías (con los datos disponibles, la pirólisis supone unos costes fijos 6 veces mayores y
una contribución unitaria 9 veces también mayor).
500.000.000
Resultado
económico
(pta/año)
30000
0
20000
10000
-500.000.000
0
0
UPM-IOL
Valorización
(tm/año)
25
50
75
100
Distancia a fragmentación (km)
Figura 8.9. Función del resultado económico en la cadena de valorización energética
En la figura 8.9 puede apreciarse un conjunto de características del comportamiento
económico de esta tecnología:
La escasa influencia relativa del coste de transporte. Así, el punto de equilibrio (en que los
ingresos igualan a los costes) se encontraría en torno a las 15000 toneladas anuales para
cualquier distancia.
Para altos volúmenes de valorización energética, el resultado económico es muy sensible al
flujo estimado. Para un flujo previsto de 20000 t/año, basta una disminución del 10% en el
flujo estimado para que el beneficio unitario disminuya más del 30%.
En torno al punto de equilibrio, la sensibilidad del resultado económico puede tornar con
mucha facilidad beneficios en pérdidas. Una disminución del flujo previsto en un 10% lleva a
un coste unitario de 2,5 pta/kg, si bien un aumento de la misma dimensión produciría un
beneficio unitario de 2,1 pta/kg. (la figura 8.10 muestra un detalle de la función de resultados
económicos unitarios para una capacidad de 20000 t/año).
8. Valorización por pirólisis
Página 173
Por debajo de las 15000 toneladas/año, una planta de pirólisis sería netamente antieconómica.,
por encima de estos valores podría resultar económicamente rentable.
En consecuencia de lo anterior, el rasgo económico más destacable de las plantas de pirólisis
sería la alta sensibilidad de sus resultados económicos respecto al flujo. Esta sensibilidad es
especialmente acusada respecto a disminuciones de flujo.
Ingreso unitario
(pta/kg)
0
100%
90%
80%
70%
60%
-15
50%
0
UPM-IOL
25
50
75
Utilización de
una planta
20000 t/año
100
Distancia a fragmentación (km)
Figura 8.10. Detalle de la función del resultado económico unitario en pirólisis para una
capacidad de 20.000 t/año
8.7.2. Metodología utilizada
El problema que se trata de resolver es el de determinar la solución más satisfactoria para que
los residuos producidos en las 19 fragmentadoras (orígenes) sean valorizados (destinos) en
plantas de pirólisis para las que se han preseleccionado como posibles emplazamientos los
propios de las fragmentadoras.
De esta forma, además de los pares resultantes de unir puntos identificados en el mapa 8.2. hay
que considerar los formados por cada fragmentadora y la planta de pirólisis que podría
emplazarse en el mismo lugar, los cuales no se percibirían gráficamente en un mapa.
Por otra parte, cuando se pretende valorizar los residuos procedentes de las fragmentadoras
solamente en plantas de pirólisis, hay que tener en cuenta un conjunto de consideraciones:
La capacidad de valorización que se crearía si se instalara una planta de pirólisis contigua a
cada fragmentadora sería mucho más del doble de la producción total de residuos estimada en
el escenario más optimista respecto a las bajas de vehículos. Una instalación de pirólisis tiene
una capacidad suficiente para valorizar los residuos de 2 o 3 fragmentadoras “medias”
8. Valorización por pirólisis
Página 174
(considerando solamente la producción de residuos de VFU). Únicamente las tres
fragmentadoras mayores de España podrían situarse en torno al inestable punto de equilibrio ya
mencionado.
La gran influencia del volumen de valorización en los resultados económicos de una planta de
pirólisis hace que el peso relativo del transporte disminuya. Así, se podría justificar el envío de
residuos desde largas distancias con objeto de procurar buenos resultados económico a las
plantas de pirólisis que se instalaran. Sin embargo, estas actividades de transporte de residuos a
larga distancia podría estar limitado por problemas medioambientales, políticoadministrativos,...
En consonancia con estas consideraciones, en el mapa 8.2 se presentan las 4 zonas en las que
se ha descompuesto la geográfica peninsular española para el estudio de localización de
plantas de pirólisis: Andalucía, Barcelona, Madrid y zona Norte.
Valencia no es considerada como una zona en la que resulte necesario resolver un problema de
asignación, ya que solamente hay 2 plantas fragmentadoras, siendo una de ellas notablemente
mayor que la otra, por lo que la localización de la planta de pirólisis en esta provincia siempre
se realizaría en la mayor de las dos plantas.
En el mapa 8.2 se puede apreciar también una situación singular: el del noroeste de Galicia.
Consideraciones de tipo medioambiental impiden su integración en un subsistema con otras
instalaciones, por lo que este caso se aborda de forma individual.
De esta forma, de un mismo conjunto resultan 19 destinos posibles para llevar a cabo la
valorización energética de los residuos de fragmentación de VFU de 19 orígenes. Al haberse
ya realizado una asignación directa de 3 fragmentadoras a 2 plantas de pirólisis, el problema se
reduce a 16 orígenes y posibles destinos, distribuidos en 4 zonas.
8. Valorización por pirólisis
Página 175
UPM-IOL
Mapa 8.2. Situación de partida considerada para la valorización en pirólisis.
El problema restante es el de seleccionar las ubicaciones de plantas fragmentadoras donde
localizar una planta de pirólisis y determinar las cantidades de residuos que deben ser enviadas
desde cada fragmentadora a cada planta de pirólisis seleccionada, de manera que sea máximo
el resultado económico expresado por la diferencia entre ingresos derivados de la valorización
y la suma de costes de transporte, de tratamiento y de amortización de las inversiones,
satisfaciendo la condición de que se valoricen la totalidad de los residuos y teniendo en cuenta
las limitaciones de capacidad establecidas para las plantas tipo de pirólisis.
Para resolver este tipo de problemas, se ha aplicado el modelo de programación matemática
que sigue (detalles en capítulo 9).
Modelo
Sean M plantas de fragmentación (i=1,...,M), cuyos residuos pueden ser valorizados en un
máximo de M plantas de pirólisis (j=1,...,M) que podrían situarse en las mismas contiguas a las
fragmentadoras.
Se trata de determinar:
8. Valorización por pirólisis
Página 176
yj: variable binaria de decisión (0: no se instala una planta de pirólisis en la ubicación j; 1:
se instala una planta de pirólisis en la ubicación j).
xij:parte del residuo generado en la planta fragmentadora i que se procesará en la planta de
pirólisis j.
De la forma:
M
M
M
max ∑∑ cij ⋅ xij − ∑ f j ⋅ y j
i =1 j =1
j =1
N
∑x
s.a.
ij
=1
∀i = 1,..., M
j =1
xij ≤ y j
∀i = 1,..., M
∀j = 1,..., M
M
∑x
ij
⋅ di ≤ d j
∀j = 1,..., M
i =1
xij ≥ 0
y j ∈ {0,1}
∀i = 1,..., M
∀j = 1,..., M
∀j = 1,..., M
Donde:
di: generación anual de residuo en la planta fragmentadora i (t/año)
dj: capacidad anual de valorización de residuos de la planta de pirólisis j (t/año)
fj: coste anual fijo derivado de la instalación de una planta de pirólisis j
cij: contribución al beneficio por valorizar todo el residuo anual de la planta fragmentadora i
en la planta de pirólisis j (pta/año): ingresos derivados de la valorización menos costes
variables de valorización y de transporte. Para i=j no existe coste de transporte.
El modelo de programación matemática descrito no se ha resuelto para el conjunto total de
fragmentadoras sino que, por las consideraciones efectuadas anteriormente, el problema se ha
reducido a las 4 zonas geográficas para las cuales se ha aplicado el modelo, resultando más
sencillo y de más fácil interpretación.
Tanto para la interpretación, como para la integración de los resultados de los submodelos, se
ha utilizado un sistema de información geográfica, que presenta gráficamente los resultados.
Para cada par fragmentadora-planta de pirólisis, el grosor de la línea que los une en un mapa es
proporcional al flujo resultante. De esta manera, se puede efectuar una primera verificación
visual la coherencia de una solución, pues posibles errores en el tratamiento de datos conducen
a redes cuya estructura extraña a la vista. Hay que tener en cuenta que los flujos que se
producen entre una fragmentadora y la planta de pirólisis ubicada en la misma localización no
se aprecian gráficamente. En este caso, existe un flujo “oculto gráficamente” cuyo valor es la
producción de residuos de la planta fragmentadora en cuestión.
8. Valorización por pirólisis
Página 177
Los modelos han sido confeccionados y resueltos mediante un programa informático
especializado en programación matemática. Los resultados de los submodelos, a través de una
hoja de cálculo, han sido capturados, integrados y analizados mediante el sistema de
información geográfica mencionado anteriormente.
8.7.3. Escenario básico en el año 2006
En el caso de la pirólisis no se han considerado escenarios para el año 2000. La ausencia de
plantas de este tipo en la actualidad ha remitido a la realización de escenarios solamente para
el año 2006.
Se han tomado las previsiones de generación y producción de residuos de fragmentación de
vehículos fuera de uso establecidas en el capítulo 5. Para las plantas de pirólisis, en este
escenario básico se han considerado los módulos de capacidad de 20000 t/año y 30000 t/año.
La estructura de las funciones de coste, como se pone de manifiesto en los resultados
obtenidos en los submodelos, implica que la resolución del modelo planteado equivalga
prácticamente a minimizar el número de plantas de pirólisis. La selección de la localización de
este número mínimo de plantas de pirólisis entre las de las plantas fragmentadoras no puede
realizarse por simple inspección, puesto que hay que combinar distancias y producciones de
residuos de las fragmentadoras candidatas.
En lo referente a las plantas de pirólisis, en el mapa 8.3 se han marcado en negro los iconos de
las plantas de pirólisis en que resulta menos costoso llevar a cabo la valorización energética.
8. Valorización por pirólisis
Página 178
UPM-IOL
Mapa 8.3. Resultados para el escenario base de pirólisis en el año 2006.
Con la división en zonas realizada, resultan necesarias 9 plantas de pirólisis (ubicaciones
receptoras de residuos): 8 de 20000 t/año y una de 30000 t/año en lo zona de Madrid. Como
era de esperar por la estructura de las funciones de coste y por el volumen de producción
estimado para las fragmentadoras, de los conjuntos producción-capacidad, ninguna de las
plantas fragmentadoras en cuya ubicación existiera una planta de pirólisis, debería desviar
parte de sus residuos a una segunda planta de pirólisis. De las 10 plantas fragmentadoras
restantes, solamente 3 deberían enviar sus residuos a 2 plantas de pirólisis diferentes.
8. Valorización por pirólisis
Página 179
Un resumen cuantitativo de los resultados se presenta en la tabla 8.10., donde, para las 10
plantas de pirólisis resultantes en la solución, se recogen los siguientes datos:
TER, código de la planta de pirólisis (*: planta de 30000 t/año);
FU (en %), utilización de la planta de pirólisis respecto a su capacidad máxima de valorización
energética en el año 2006;
BT (en millones de pesetas), contribución al beneficio anual derivada de la valorización
energética (ingresos variables menos costes fijos y variables de operación);
BU (en pta/kg), contribución unitaria al beneficio derivada de la valorización energética
(ingresos variables menos costes fijos y variables de operación).
TER
TM2*
TAL
TB1
TB3
TCA
TCO
TS1
TV2
TVI
FU
80%
70%
100%
65%
75%
21%
100%
60%
100%
BT
BU
205,9
8,5
-24,9 -1,8
112,3
5,6
-49,4 -3,8
6,5
0,4
-250,5 -61,0
112,3
5,6
-78,7 -6,8
112,3
5,6
Elaboración: UPM-IOL
Tabla 8.10. Resultados para el escenario de plantas de pirólisis en el año 2006.
En la tabla 8.10. puede apreciarse que aparecerían 3 plantas de pirólisis de 20000 t/año con una
utilización máxima y, por lo tanto, con unos resultados esperables claramente positivos, al
igual que la planta de 30000 t/año que se ubicaría en Madrid (en este caso con una utilización
del 80%).
En el extremo opuesto, si se instalara una planta de pirólisis en Galicia, con la producción de
residuos prevista, sería claramente deficitaria.
En las zonas en que se instalarían 2 plantas de pirólisis (Andalucía, Barcelona y zona Norte),
se observa lo siguiente: una de las plantas funcionaría al 100% y la segunda completaría por
exceso la capacidad necesaria para valorizar todos los residuos producidos en la zona. Estas
“segundas” plantas funcionarían en el límite del equilibrio económico o en un régimen
deficitario.
Lo anterior pone de manifiesto un conjunto de zonas en las que, en cada una de ellas, se
esperaría un resultado económico positivo (excepto Galicia y Valencia) como resultado de la
presencia de una instalación claramente beneficiaria y otra en una situación muy próxima al
punto de equilibrio, tan sensible a pequeñas variaciones del flujo o de la producción estimada.
8. Valorización por pirólisis
Página 180
De forma global, los beneficios económicos totales, para todas las plantas, incluyendo el coste
de transporte, ascenderían a alrededor de 140 millones de pesetas anuales.
Este tipo de situaciones hace pensar que las plantas de pirólisis presentarían un potencial
económico interesante, pero muy vulnerable ante variaciones de la producción de residuos
prevista.
Todo lo anterior apunta a que el aprovechamiento del potencial económico de la pirólisis, con
una protección respecto a sus riesgos (sensibilidad respecto a la producción de residuos),
pasaría por su integración en un escenario mixto donde se contemple la presencia de otras
alternativas tecnológicas que aporten robustez en sus costes respecto a las incertidumbres en
los flujos estimados.
De esta forma, las posibles variaciones en los flujos serían absorbidas por estas otras
alternativas, aún incrementándose ligeramente los costes, de manera que quedaría estabilizado
el flujo en las plantas de pirólisis, tal como requieren estas plantas.
De esto último se ocupa el siguiente capítulo.
8. Valorización por pirólisis
Página 181
9. ANÁLISIS DE LOS ESCENARIOS PARA LOS AÑOS 2000
Y 2006
Este capítulo ha sido realizado en su totalidad por la UPM.
La producción de residuos provenientes de la fragmentación de vehículos fuera de uso se
genera en España en muchas instalaciones, situadas en una gran diversidad de ubicaciones
geográficas. Por su parte, las tres alternativas tecnológicas para la valorización energética
estudiadas en este proyecto darían lugar a instalaciones, reales o potenciales, de diferente
dimensión y con distintos condicionantes económicos, geográficos y logísticos.
En el presente capítulo se realiza un estudio de los distintos sistemas logísticos que podrían
constituirse para la valorización energética de residuos provenientes de vehículos fuera de uso
en España cuando se considera la posibilidad de utilizar conjuntamente las tres tecnologías
mencionadas.
Para ello, se parte de una presentación del enfoque con que se ha abordado este problema.
Siguiendo este enfoque, se analiza, en segundo lugar, la información de partida, lo que va a
condicionar la selección de los escenarios y de los modelos utilizados como ayuda en este
estudio. Posteriormente, se definen los modelos utilizados, con sus particularidades de
aplicación en cada caso. A continuación, se presentan los resultados obtenidos en 2 escenarios
básicos, uno referido a 2000 y otro a 2006, mediante la aplicación de la metodología y los
modelos realizados. Por último, como síntesis de lo anterior, se establecen las principales
conclusiones que han aparecido a lo largo de este estudio.
9.1. METODOLOGÍA
El enfoque adoptado en este análisis logístico corresponde a la línea metodológica que la
Unidad de Ingeniería de Organización y Logística de la ETS de Ingenieros Industriales de la
Universidad Politécnica de Madrid ha aplicado en los últimos años en diferentes proyectos de
investigación.
Dado el carácter multiagente y multicriterio del problema, no se ha considerado conveniente su
resolución mediante un gran modelo cerrado que, a partir de un conjunto de datos de partida,
proporcione un conjunto perfectamente definido de resultados cuantitativos.
Así, ya en el estudio realizado para los casos de cada una de las tecnologías a estudiar
(apartado 7 de los tres capítulos anteriores), se ha utilizado la metodología que se representa
esquemáticamente en la figura 9.1.
9. Análisis de los escenarios para los años 2000 y 2006
Página 182
CASO
DATOS DE PARTIDA
ESTIMADORES
ECONÓMICOS
ESTIMADORES:
CAPACIDAD
PRODUCCIÓN
NÚMERO DE PLANTAS
Y (PRE)LOCALIZACIÓN
ANÁLISIS DE LA SITUACIÓN DE PARTIDA
ANÁLISIS DE LA
INFORMACIÓN
SELECCIÓN
DE MODELOS
DETERMINACIÓN
DEL MODO DE
APLICACIÓN
RESOLUCIÓN
DE MODELOS
INTEGRACIÓN Y ANÁLISIS DE RESULTADOS
INTEGRACIÓN DE
RESULTADOS
ANÁLISIS DE
SENSIBILIDAD
CONCLUSIONES
IDENTIFICACIÓN
DE ASPECTOS
CRÍTICOS
RESULTADOS
UPM-IOL
Figura 9.1 – Metodología para los casos específicos
La experiencia adquirida en el estudio de los tres casos mencionados, ha permitido poner a
punto la metodología que se utiliza en el estudio del caso general, la cual se representa
esquemáticamente en la figura 9.2.
Efectivamente, la realización de 3 análisis, correspondientes a escenarios para cada una de las
3 tecnologías consideradas aisladamente, permite utilizar la experiencia de estos 3 casos para
ayudar en la definición de la metodología a seguir.
Hay que tener en cuenta que un determinado modelo que se consideró oportuno aplicar para un
ámbito concreto en el análisis con una sola tecnología, puede no ser el más conveniente en el
caso general.
En la metodología utilizada para el caso general se aprovechan las conclusiones obtenidas en
cada uno de los casos específicos de una tecnología, de modo que en la selección de los
modelos a aplicar y de la manera en que se aplican por ámbitos geográficos (división en
distintas zonas) son considerados los aspecto críticos de cada tipo de tecnología que se han
puesto de manifiesto en los escenarios parciales.
9. Análisis de los escenarios para los años 2000 y 2006
Página 183
DATOS DE PARTIDA
ESTIMADORES
ECONÓMICOS
ESTIMADORES:
CAPACIDAD
PRODUCCIÓN
CASO 1
NÚMERO DE PLANTAS
Y (PRE)LOCALIZACIÓN
CASO 2
CASO 3
ANÁLISIS DE LA SITUACIÓN DE PARTIDA
ANÁLISIS DE LA
INFORMACIÓN
DETERMINACIÓN
DEL MODO DE
APLICACIÓN
SELECCIÓN
DE MODELOS
RESOLUCIÓN
DE MODELOS
INTEGRACIÓN Y ANÁLISIS DE RESULTADOS
INTEGRACIÓN DE
RESULTADOS
IDENTIFICACIÓN
DE ASPECTOS
CRÍTICOS
ANÁLISIS DE
SENSIBILIDAD
CONCLUSIONES
RESULTADOS
UPM-IOL
Figura 9.2 – Metodología para el caso general
En cualquier caso, el análisis de sensibilidad ha permitido identificar los puntos fuertes y
débiles de una solución o conjunto de soluciones obtenidas, de manera que ha podido ponerse
a punto el procedimiento seguido y alcanzar conclusiones acerca del problema resuelto.
9.2. ANÁLISIS DE LA INFORMACIÓN DE PARTIDA
Las estimaciones de producción de residuos presentadas en el capítulo 5, de 120000 toneladas
para 2000 y 140000 para 2006, suponen una media de 6300 y 74000 t/año por planta
fragmentadora, respectivamente. Sin embargo, se ha estimado una gran dispersión en el peso
relativo de las 19 plantas fragmentadoras (fuente: FER). Por lo tanto, hay que considerar la
dispersión geográfica de la producción de residuos provenientes de la fragmentación de
vehículos fuera de uso (entre distintas instalaciones aparecen relaciones hasta de 1 a 20
respecto al volumen de residuos generado).
9. Análisis de los escenarios para los años 2000 y 2006
Página 184
Respecto al conjunto de posibles instalaciones para la valorización energética, las instalaciones
de tratamiento mediante lecho fluido, termólisis o cementeras son de una naturaleza muy
diferente.
Estas diferencias no estriban solamente en la forma de realizar los procesos, sino en diversos
aspectos productivos y logísticos.
En la figura 9.3 se presentan conjuntamente las distintas cadenas logísticas que se pueden
identificar en la valorización energética mediante los tres tipos de tecnología (zonas
oscurecidas), de forma que se puedan apreciar sus diferencias.
CHATARRA
FRAGMENTACIÓN
TRANSPORTE
VALORIZACIÓN
EN LECHO FLUIDO
ENERGÍA
ELÉCTRICA
CHATARRA
FRAGMENTACIÓN
TRANSPORTE
VALORIZACIÓN
EN CEMENTERA
CEMENTO
CHATARRA
ENERGÍA
ELÉCTRICA
FRAGMENTACIÓN
TRANSPORTE
TERMÓLISIS
COMBUSTIBLE
Elaboración: UPM-IOL
Figura 9.3 – Cadenas logísticas para la valorización energética
Las diferencias en el contenido de estas cadenas se deben a las diferencias entre las
tecnologías. Por ejemplo, la termólisis es una tecnología emergente, de la que no existen
9. Análisis de los escenarios para los años 2000 y 2006
Página 185
instalaciones apropiadas para la valorización energética de residuos de VFU en España. En el
caso que nos ocupa, estas instalaciones estarían originadas como solución específica para la
valorización energética de residuos de VFU, mientras que las plantas cementeras o las de
tratamiento mediante lecho fluido, se pueden considerar de propósito general o de otro
propósito específico (fabricación de cemento o eliminación de residuos urbanos).
Sin embargo, las diferencias en la longitud de estas cadenas logísticas se deben también a la
disponibilidad de información en este proyecto:
− en el caso de la termólisis se han estimado todo tipo de ingresos y costes fijos y variables
como consecuencia del funcionamiento de las instalaciones (fuente: NOVAFIN);
− en el caso de las cementeras se han estimado costes fijos de inversión, costes variables de
operación e ingresos variables derivados de la sustitución de combustibles convencionales
(fuente: OFICEMEN);
− para las instalaciones de lecho fluido únicamente se ha dispuesto del canon que
actualmente cobra una de las plantas operativas por aceptar una tonelada para su
valorización energética.
Es importante tener en cuenta estas diferencias respecto a la disponibilidad de información,
por cuanto esto impone precauciones a la hora de efectuar una comparación de las cadenas
logísticas correspondientes.
Al analizar las funciones de resultados económicos de la valorización energética sin incluir
el coste de transporte (figura 9.4), se aprecia el diferente comportamiento de las tres
tecnologías a este respecto.
Figura 9.4 – Resultados económicos en las 3 tecnologías de valorización energética
En el caso del lecho fluido, se ha considerado únicamente el coste variable asociado al canon
que actualmente cobra este tipo de instalaciones por tonelada valorizada (2840 pta/t, fuente:
Arthur Andersen).
Para las plantas cementeras se ha estimado un coste de anual fijo de 50.000.000 pesetas,
9. Análisis de los escenarios para los años 2000 y 2006
Página 186
resultado de la amortización a 5 años de la inversión necesaria para adaptar este tipo de plantas
a la valorización energética de residuos de VFU. También se considera un ingreso variable de
2400 pts/t, resultado de la diferencia entre ingresos por sustitución de combustible
convencional y coste variable de operación (fuente: OFICEMEN).
Las plantas de termólisis de nueva creación, para una capacidad de 20.000 t/año, supondrían
un coste anual fijo de 340.000.000 pesetas y un ingreso variable de operación de 23000 pts/t
(fuente: NOVAFIN).
Para la actividad común de transporte, se ha considerado una referencia de 90000 pesetas por
jornada de trabajo para un vehículo de 80 m3 de capacidad (datos suministrados por CAT) y
una densidad para el residuo de fragmentación del automóvil de 0,282 t/m3 (valor medio entre
el obtenido por CIEMAT en la caracterización del residuo y el observado en la experiencia
práctica de valorización energética en cementeras).
En consonancia, al tener en cuenta tanto coste como distancia desde la producción de residuos,
el efecto del transporte en cada caso queda de manifiesto en la figura 9.5. En esta figura se
consideran flujos de valorización energética comprendidos entre 5000 y 20000 t/año. Por
debajo de este rango, el lecho fluido ofrece unos resultados económicos negativos menores.
Otros factores determinantes son el conjunto de plantas de cada tipo existentes en la actualidad
y su potencial de crecimiento, tanto en lo referente a número de plantas, como respecto a su
capacidad para la valorización energética.
El mapa 9.1 representa la localización y capacidad para la valorización energética de las
cementeras y plantas de lecho fluido existentes en España. El tamaño del icono que las
simboliza es proporcional a su capacidad. Asimismo, aparece la localización de las plantas
fragmentadoras, que deben ser consideradas en su doble vertiente: producción de residuos de
vehículos fuera de uso, y posible localización para una planta de termólisis.
9. Análisis de los escenarios para los años 2000 y 2006
Página 187
Figura 9.5 – Resultados económicos en las cadenas logísticas de valorización
9. Análisis de los escenarios para los años 2000 y 2006
Página 188
UPM-IOL
Mapa 9.1 – Plantas fragmentadoras, de lecho fluido y cementeras en España.
Si a todo lo anterior se unen las conclusiones establecidas en el apartado 7 de los capítulos 6, 7
y 8 como consecuencia del análisis de los escenarios para la valorización energética mediante
un solo tipo de tecnología, la situación de partida respecto a disponibilidades para la
valorización energética de residuos de fragmentación provenientes de vehículos fuera de uso
se puede resumir según se presenta en la figura 9.6.
9. Análisis de los escenarios para los años 2000 y 2006
Página 189
CEMENTERAS
LECHO FLUIDO
TERMÓLISIS
++
+
-
-
-
++
++
+
-
Potencial de ampliación
de capacidad
+
-
++
Influencia del flujo sobre
el resultado económico
+
-
+++
Importancia relativa del
transporte
+
++
-
Número de instalaciones
existentes
Potencial de ampliación
del nº de instalaciones
Capacidad disponible
Figura 9.6 – Comparación de diferentes tecnologías para la valorización energética
Número de instalaciones:
No existen plantas de termólisis adecuadas en la actualidad. Existen solamente 2 plantas de
lecho fluido y más de 30 cementeras. La dispersión geográfica de estas últimas permite una
buena cobertura para las fragmentadoras.
Por su dimensión operativa mínima y por el propósito de las plantas cementeras y de
tratamiento mediante lecho fluido, no se plantea la posibilidad de instalar nuevas plantas de
lecho fluido o cementeras cuya localización y capacidad se determinara con el solo propósito
de la valorización energética de residuos de fragmentación de vehículos fuera de uso. Sin
embargo, los módulos de 20000 t/año en el caso de termólisis están pensados para su
instalación y dedicación a estos efectos.
Capacidad de las instalaciones:
Con las limitaciones de capacidad establecidas por OFICEMEN para las plantas cementeras,
en la actualidad existiría una capacidad suficiente para la valorización energética de residuos
de VFU, si bien demasiado dispersa geográficamente (son fuertes las limitaciones de
capacidad por planta). Esto provocaría utilizar muchas instalaciones a corto plazo. Sin
embargo, a medio plazo serían posibles grandes ampliaciones de capacidad (se duplicarían), al
aumentar la sustitución de combustibles convencionales.
En las grandes plantas de lecho fluido, el problema de capacidad se traduce en la ocupación de
éstas que supondría la valorización energética de residuos de VFU. No se plantean
ampliaciones de capacidad, que irían asociadas a la instalación de nuevas plantas.
La flexibilidad de la termólisis respecto a ampliaciones de capacidad deriva de dos factores: la
9. Análisis de los escenarios para los años 2000 y 2006
Página 190
posibilidad de elección de la capacidad de una planta y la de instalar diferente número de
plantas sin más restricciones que las derivadas de las inversiones necesarias.
Funciones económicas:
Características de las distintas funciones para el resultado económico: coste unitario fijo para
el caso del lecho fluido; inversión media y pequeños ingresos variables para las cementeras; y
grandes inversión e ingresos variables en plantas de termólisis.
El riesgo aparece precisamente como consecuencia de las inversiones necesarias y por la
sensibilidad que presentarían los resultados económicos ante variaciones del flujo previsto
(lecho fluido: ninguno; cementeras: medio; termólisis: muy alto).
Al tener en cuenta tanto los factores anteriormente comentados, como el coste de transporte y
la dispersión geográfica de los residuos de VFU presentada en el capítulo 5, podrían
establecerse unos ámbitos típicos para la utilización de los tres tipos de tecnologías:
Plantas de termólisis: Grandes flujos (≥16000 t/año). Costes de transporte derivados de la
distancia necesaria para consolidar tales flujos dada la dispersión geográfica dada de las
fragmentadoras. Resultado económico positivo, pero con riesgo si falla el volumen de entrada
de residuos. (se trataría de obtener rentabilidad en la valorización energética de residuos de
VFU).
Cementeras: Flujos medios (8000-16000 t/año). Costes de transporte derivados de la distancia
necesaria para consolidar tales flujos con una dispersión geográfica dada. Resultado
económico negativo de bajo riesgo (se trataría de conseguir la solución menos costosa para la
valorización energética de residuos de VFU).
Plantas de lecho fluido: Pequeños flujos (≤8000 t/año). Resultado económico negativo sin
riesgo (se trataría de evitar el vertido para pequeñas cantidades de residuo de fragmentación de
VFU que no se adecuen a otras soluciones de valorización energética).
9. Análisis de los escenarios para los años 2000 y 2006
Página 191
9.3. MODELOS
9.3.1. Planteamiento del problema y modelización
El problema general consiste en, por una parte, seleccionar las ubicaciones de plantas
fragmentadoras donde localizar una planta de termólisis, así como las cementeras y plantas de
lecho fluido existentes que serían utilizadas para valorizar residuos; por otra parte, determinar
las cantidades de residuos que deben ser enviadas desde cada fragmentadora a cada instalación
de valorización energética (cementera, planta de lecho fluido o de termólisis seleccionada), de
manera que sea mínima la suma de costes de transporte, de tratamiento y de amortización de
las inversiones, satisfaciendo la condición de que se valoricen la totalidad de los residuos. Los
ingresos obtenidos por venta de energía o sustitución de combustible convencional serán
tenidos en cuenta como costes negativos. Esta “suma de costes”, con signo contrario, es el
“resultado económico” que se ha venido utilizando a lo largo de este estudio. En la solución a
este problema hay que tener en cuenta las limitaciones de capacidad para la valorización
energética de las distintas instalaciones de valorización.
Sean M plantas de fragmentación (i=1,...,M), cuyos residuos pueden ser valorizados en N
instalaciones (j=1,...,N), resultantes de la preselección de Jk instalaciones para cada uno de los
K tipos de planta (k=1,...,K), de manera que N=J1+...+JK.
Este problema puede ser formulado mediante el modelo siguiente (1):
M
N
N
min ∑∑ cij ⋅ xij + ∑ f j ⋅ y j
i =1 j =1
j =1
N
∑x
s.a.
ij
=1
∀i = 1,..., M
j =1
xij ≤ y j
∀i = 1,..., M
∀j = 1,..., N
(1)
M
∑x
ij
⋅ di ≤ d j
∀j = 1,..., N
i =1
xij ≥ 0
y j ∈ {0,1}
∀i = 1,..., M
∀j = 1,..., N
∀j = 1,..., N
Para tratar de determinar:
yjk: variable binaria de decisión (0: no se utiliza la instalación j del tipo k; 1: se utiliza la
instalación j del tipo k).
9. Análisis de los escenarios para los años 2000 y 2006
Página 192
xij:parte del residuo generado en la planta i que se procesará en la instalación j.
Donde:
di: generación anual de residuo en la planta fragmentadora i (t/año)
dj: capacidad anual de valorización de residuos en la instalación j (t/año)
fj: coste anual derivado de poner en operación la valorización energética de residuos en una
instalación j (coste fijo anual de amortización de las instalaciones necesarias)
cij: coste operativo de valorizar todo el residuo anual de la planta fragmentadora i en la
instalación j (pts/año): coste de transporte, menos ingresos (más costes) derivados de la
operación.
A su vez, se entiende que:
cij = vij + t ij
donde,
vij: costes variables de valorización de todo el residuo anual di de la planta fragmentadora i
en la instalación j (pts/año)
Se obtiene de vij=vj·di, siendo vj: el coste variable unitario (pts/t) de valorización en la
instalación j
tij: costes variables derivados del transporte de todo el residuo anual di de la planta
fragmentadora i a la instalación j (pts/año)
Se obtiene de tij=tuij·di, siendo tuij el coste variable (pts/t) de transporte entre la planta
fragmentadora i y la instalación de valorización j. Este coste variable puede establecerse en
función de la distancia Dij o del tiempo necesario para el transporte Tij entre la planta i y la
instalación j tuij=tu(Dij,Tij)
El problema (1) es un problema de programación lineal con variables mixtas (continuas y
binarias o {0,1}), con (M+1)·N variables y M·(N+1) restricciones (con otras N restricciones
adicionales si se considera la limitación de capacidad de las instalaciones de valorización). Su
estructura corresponde a una adaptación de la que utilizan Efroymson y Ray para problemas de
localización de instalaciones industriales, para lo que proponen el algoritmo que lleva su
nombre.
El modelo general para el caso español consta de 1080 variables y 1069 restricciones.
9.3.2. Utilización del modelo
El problema (1) debe resolverse en los escenarios 2000 y 2006.
Para contemplar posibles vinculaciones entre las soluciones de ambos escenarios, se identifica
9. Análisis de los escenarios para los años 2000 y 2006
Página 193
el escenario 2000 mediante 1 y el escenario 2006 con 2, de manera que se añadiría este dígito
como subíndice para las variables y parámetros de cada problema. Es el caso de posibles
instalaciones a utilizar en el año 2000 que no hubieran terminado su plazo de amortización en
2006.
Así, puede contemplarse que una instalación de valorización que resulte operativa para 2000
(fj1=1) debe serlo también en 2006 (fj2=1). En el caso de que el uso de una instalación sea
interesante en 2000 (fj1=1) pero no en 2006 (fj2=0), debe estudiarse la alternativa
correspondiente a mantener la instalación abierta en 2000 y 2006, así como la complementaria:
mantenerla cerrada en ambos años. Se elige la mejor de estas dos combinaciones de
escenarios.
En este estudio, no ha sido necesario considerar este tipo de restricciones que vinculan los
resultados de dos escenarios ya que:
la instalación de plantas de termólisis se plantea únicamente para el año 2006;
el plazo de amortización considerado para las inversiones en plantas cementeras es de 5 años
(fuente: OFICEMEN), por lo que la situación de 2000 no vincularía a la de 2006.
Por otra parte, para introducir el criterio “reducción del riesgo” en los modelos a plantear,
puede limitarse el número de plantas de un tipo considerado como de riesgo. Este tipo de
restricción, especialmente interesante en lo referente a las plantas de termólisis (véase apartado
8.7), se plasmaría en limitar a Nk el número máximo admisible de plantas del tipo k (con
riesgo), de la forma:
JK
∑y
jk
≤ Nk
jk =1
Tanto para la interpretación, como para la integración de los submodelos, se ha utilizado un
sistema de información geográfica, que presenta gráficamente los resultados. Para cada par
fragmentadora-instalación de valorización energética, el grosor de la línea que los une en un
mapa es proporcional al flujo resultante. De esta manera, se puede verificar la coherencia de
una solución de forma visual.
Sin embargo, hay que tener en cuenta que los flujos que se producirían entre una planta de
termólisis y la fragmentadora donde está ubicada no se aprecian gráficamente. Por esto, en las
localizaciones donde se ubicaría una planta de termólisis existe un flujo “oculto gráficamente”
cuyo valor es la producción de residuos de la planta fragmentadora en cuestión (esto se ha
solventado marcando en oscuro el símbolo de las ubicaciones de fragmentadoras donde
resultaría localizada una planta de termólisis).
El análisis conjunto, por una parte, de los factores económico y logístico ya presentados y, por
otra, de la ubicación y dimensión de las instalaciones existentes en España (que aparece en el
mapa 9.1) ha puesto de manifiesto la inconveniencia de aplicar el modelo anterior extendido al
conjunto de la geografía peninsular.
9. Análisis de los escenarios para los años 2000 y 2006
Página 194
En este análisis se han identificado 4 plantas fragmentadoras de carácter singular (están
aisladas geográficamente), así como 5 zonas geográficas que pueden considerarse de manera
prácticamente independiente. Estas 4 singularidades y las 5 zonas identificadas aparecen
señalados en el mapa 9.2 mediante rectángulos y óvalos, respectivamente.
UPM-IOL
Mapa 9.2 – Zonas geográficas y lugares singulares para la valorización energética.
Por ello, el modelo de programación matemática descrito no se ha resuelto para el conjunto
completo de fragmentadoras, sino que se ha aplicado en las 5 zonas geográficas establecidas,
resultando más sencillo y de más fácil interpretación, integrándose los resultados junto con los
de los 4 casos singulares identificados.
Los modelos han sido elaborados y resueltos mediante un programa informático especializado
en programación matemática. Los resultados de los submodelos, a través de una hoja de
cálculo, han sido capturados, integrados y analizados mediante el sistema de información
geográfica mencionado anteriormente.
9.3.3. Aplicación para el escenario del año 2000
Para este escenario se considera una producción de 120000 toneladas de residuos provenientes
de la fragmentación de vehículos fuera de uso, distribuidos según el peso relativo de las
distintas fragmentadoras (véase capítulo 5).
9. Análisis de los escenarios para los años 2000 y 2006
Página 195
Dado que las plantas de termólisis no se consideran hasta 2006, puede considerarse que este
escenario se ha analizado de forma análoga al presentado en el caso de las cementeras
(apartado 6.7), añadiendo las 2 plantas de lecho fluido existentes.
Las posibles asignaciones a resolver mediante el modelo anteriormente presentado aparecen en
el mapa 9.3.
De los 4 puntos singulares identificados, solamente en el caso de Galicia se plantea la
alternativa entre la planta de lecho fluido y la cementera. En los otros tres casos (Asturias,
Palencia y Zaragoza) se identifica claramente un par fragmentadora-cementera.
Sin embargo, el caso de Aragón presenta una peculiaridad: la producción de residuos estimada
en esta región es tan pequeña que resultaría ruinosa cualquier alternativa de valorización
energética en esa comunidad autónoma. Las diferencias económicas entre valorizar estos
residuos en Cataluña, País Vasco, Navarra, Madrid, e incluso Valencia, serían mínimas, y la
aportación de tal producción de residuos a la mejora de las condiciones económicas de la
valorización energética en el destino elegido serían despreciables (supone menos de un 0,5%
del total nacional). Por lo tanto para la asignación de tales residuos se considera que se debería
utilizar criterios “ad hoc”, lo que queda fuera del alcance de este estudio.
9. Análisis de los escenarios para los años 2000 y 2006
Página 196
UPM-IOL
Mapa 9.3 – Flujos posibles para la valorización energética en 2000.
9.3.4. Aplicación para el escenario del año 2006
Para este escenario se considera una producción de 140000 toneladas de residuos provenientes
de la fragmentación de vehículos fuera de uso, distribuidos según el peso relativo de las
distintas fragmentadoras (véase capítulo 5).
9. Análisis de los escenarios para los años 2000 y 2006
Página 197
Al incluir la posibilidad de instalar plantas de termólisis en las ubicaciones de las
fragmentadoras, se incrementa notablemente el número de variables a considerar. Baste
comparar las líneas de flujo potenciales que aparecen en el mapa 9.4 con las que aparecían en
el mapa 9.3.
UPM-IOL
Mapa 9.4 – Flujos posibles para la valorización energética en 2006.
Para simplificar la situación de partida y tener en cuenta el factor riesgo identificado para las
plantas de termólisis, y a la vista de los resultados obtenidos en el apartado 8.7 (escenarios con
plantas de termólisis solamente), se ha limitado el número de plantas de este tipo a considerar.
9. Análisis de los escenarios para los años 2000 y 2006
Página 198
En el estudio logístico para esta tecnología no aparecían más de 2 plantas en ninguna zona
geográfica. La holgura resultante en cada caso para las “segunda planta” hacía que las mismas
estuvieran en una “una zona de riesgo” (alta sensibilidad respecto al flujo).
Con objeto de limitar el riesgo de las soluciones en estos casos, se ha optado por restringir a
uno el numero de plantas de termólisis en cada zona. Así, otras tecnologías menos sensibles al
flujo completarían la valorización energética de los residuos, de manera que, aunque los
resultados económicos pudieran ser algo peores, serían más robustos ante disminuciones en la
producción de residuos de fragmentación de VFU.
9.4. RESULTADOS
Como observación previa a la presentación de los resultados obtenidos, se quiere destacar que
la principal relevancia de los resultados que se presentan a continuación, no estriba tanto en las
soluciones concretas, como en la prueba que suponen de la validez y adecuación de la
metodología propuesta.
También es de destacar la facilidad que ofrece para comparar las soluciones obtenidas al variar
algún parámetro o criterio en un mismo escenario, así como las soluciones correspondientes a
escenarios diferentes.
9.4.1. Escenario para el año 2000
Los resultados obtenidos para el año 2000, cuando se admite la posibilidad de utilizar las tres
tecnologías consideradas en este estudio, se resumen mediante su representación gráfica (mapa
9.5) y las tablas 9.1 y 9.2.
La similitud de este resultado con el obtenido en el escenario planteado únicamente con
cementeras en el año 2000 (apartado 6.7) se puede apreciar por comparación de los mapas 6.4
y 9.5. Obsérvese que en este último mapa aparecen 2 plantas de lecho fluido.
En ambos escenarios se ha cumplido la condición de asignar la valorización energética de los
residuos de todas la fragmentadoras a cementeras de la misma zona, excepto en el caso de la
zona País Vasco-Navarra, donde la capacidad limitada de las cementeras impide la
valorización de un 7% de los residuos de la planta fragmentadora de Vizcaya (este resultado es
el que resulta menos costoso para la zona).
Una observación significativa es el gran número de instalaciones en las que resulta necesario
llevar a cabo valorización energética: 16 plantas cementeras y las 2 de lecho fluido. Esto es
debido a que para el escenario del año 2000 se ha considerado que el residuo únicamente
9. Análisis de los escenarios para los años 2000 y 2006
Página 199
puede alcanzar el 5% del consumo energético de combustible de las plantas cementeras, lo que
limita de forma notable la capacidad de valorización de cada planta. Por ello aparece en el
mapa 9.5 un gran número de pares en los que se asigna flujo (dispersión de flujos).
UPM-IOL
Mapa 9.5 – Flujos resultantes para la valorización energética de residuos en 2000.
En el año 2000, las soluciones obtenidas para el escenario general y el escenario con plantas
cementeras son diferentes en el caso de las zonas de Galicia y Madrid.
En el escenario general para 2000, en la zona de Galicia, en vez de la valorización en la
9. Análisis de los escenarios para los años 2000 y 2006
Página 200
cementera, se utilizaría la incineración en la planta de lecho fluido de A Coruña, lo que supone
una disminución de coste respecto al escenario solamente con cementeras estimada en 30
millones de pesetas.
Más significativo es el cambio en la solución correspondiente a la zona de Madrid (mapa 9.6).
En la solución para esta zona, en el escenario que considera únicamente cementeras como
posibles destinos para la valorización energética de residuos, se asignan dos cementeras (CM y
CTO2). En el escenario 2000 para el caso general, la composición de la solución es cualitativa
y cuantitativamente diferente: solamente se utilizaría una cementera (CTO1), de mayor
capacidad que cualquiera de las dos resultantes en el escenario 2000 sólo para cementeras, y a
mayor distancia; el resto se enviaría a la planta de lecho fluido. De esta forma, se reducirían los
costes en algo más de 10 millones de pesetas.
PLANTAS CEMENTERAS 2000
CASO GENERAL 2000
Mapa 9.6 – Comparación de dos soluciones para la zona de Madrid en 2000.
Un resumen cuantitativo de los resultados se presenta en la tabla 9.1, donde, para las plantas en
que resultaría menos costoso llevar a cabo la valorización energética, se recogen los datos
siguientes:
COD, código de la planta cementera o de lecho fluido,
D2000 (en t/año), capacidad de valorización energética para el año 2000;
VE (en t/año), valorización energética anual de residuos;
FU (en %), utilización de la instalación respecto a su capacidad máxima de valorización
energética en el año 2000;
9. Análisis de los escenarios para los años 2000 y 2006
Página 201
CT (en millones de pesetas), coste anual derivado de la valorización energética (amortización
mas costes variables de valorización menos ingresos);
CU (en pts/kg), el coste unitario derivado de la valorización energética (amortización mas
costes variables de valorización menos ingresos).
COD D2000
CAS 12600
CB1 15600
CB2 10900
CB3
9800
CCA
6100
CGU
4100
CH
3200
CMA 8300
CNA
6800
CPA
4700
CSE
8200
CTO1 12700
CV2 10300
CVI1
4600
CVI2
3800
LCO 500000
LM 265000
VE
5751
8626
9253
9702
6112
4134
3226
8271
6757
2875
8230
12076
9776
4538
3731
3422
7386
FU
45%
55%
85%
100%
100%
100%
100%
100%
100%
60%
100%
95%
95%
100%
100%
1%
3%
CT
36,2
29,3
27,8
26,5
35,2
40,1
42,3
29,9
33,8
43,1
30,2
21,0
26,5
39,1
41,0
9,6
20,8
CU
6,3
3,4
3,0
2,7
5,7
9,7
13,1
3,6
5,0
15,0
3,6
1,7
2,7
8,6
11,0
2,8
2,8
Elaboración: UPM-IOL
Tabla 9.1 – Resultados para el escenario 2000 (1).
Respecto a las plantas fragmentadoras, 7 de ellas deberían enviar sus residuos a 2, e incluso 3,
instalaciones de valorización diferentes. Son las que se muestran en la tabla 9.2 (FRAG), junto
con la parte de su producción que sería enviada a cada uno de los destinos (DES). Se ha
destacado el envío de una fragmentadora de Madrid a la planta de lecho fluido (LM), como
excepción a los demás casos (cementeras).
FRAG DES
FB1
CB2
FCA
CSE
FNA
CGU
FS1
CSE
FS2
CH
FVI
CVI2
FM2 CTO1
%
76%
30%
58%
72%
63%
32%
87%
DES
CB3
CCA
CNA
CCO
CCO
CVI1
LM
%
24%
53%
42%
28%
37%
39%
13%
DES
%
CMA
16%
CGU
21%
Elaboración: UPM-IOL
Tabla 9.2 – Resultados para el escenario 2000 (2).
El resultado económico del conjunto resultante daría lugar a un coste total de 730 millones de
pesetas, 40 millones menos costoso que el escenario alternativo en el que se utilizaran
únicamente plantas cementeras.
9. Análisis de los escenarios para los años 2000 y 2006
Página 202
9.4.2. Escenario para el año 2006
Los resultados obtenidos para el año 2006 se resumen mediante su representación gráfica
(mapa 9.7) y la tabla 9.3.
UPM-IOL
Mapa 9.7 – Flujos resultantes para la valorización energética de residuos en 2006.
De acuerdo a lo establecido en la descripción de la aplicación de los modelos para el escenario
2006, las plantas de termólisis a utilizar, cuyo número se ha limitado, han resultado localizadas
en 4 de las 5 zonas geográficas establecidas (en la zona de Valencia domina la solución de
utilizar la planta cementera), complementándose la valorización con otras 4 instalaciones (3
9. Análisis de los escenarios para los años 2000 y 2006
Página 203
cementeras y una planta de lecho fluido). Estas instalaciones, unidas a las 3 de los puntos
singulares (4 si se considerara una instalación en Aragón), conduce a un total de 12
instalaciones para la valorización de residuos provenientes de vehículos fuera de uso (6 plantas
cementeras, 4 plantas de termólisis y 2 plantas de lecho fluido).
Un resumen cuantitativo de los resultados se presenta en la tabla 9.3, donde, para las plantas en
que resultaría más conveniente llevar a cabo la valorización energética, se recogen los
siguientes datos:
COD, código de la planta cementera, de lecho fluido o de termólisis;
D2006 (en t/año), capacidad de valorización energética para el año 2006;
VE (en t/año), valorización energética anual de residuos;
FU (en %), utilización de la instalación respecto a su capacidad máxima de valorización
energética en el año 2006;
CT (en millones de pesetas), coste anual derivado de la valorización energética (amortización
mas costes variables de valorización menos ingresos);
CU (en pta/kg), . coste unitario derivado de la valorización energética (amortización mas
costes variables de valorización menos ingresos).
COD D2006
CAS 21500
CB2 21800
CNA 13600
CPA
9300
CSE
8200
CV2 20500
LCO 500000
LM 265000
TB3 20000
TCA 20000
TM2 20000
TVI
20000
VE
6800
12900
4400
3400
8130
11600
4106
4104
20000
20000
20000
20000
FU
25%
60%
30%
35%
100%
55%
1%
2%
100%
100%
100%
100%
CT
33,2
19,0
49,4
41,8
30,2
22,1
11,5
11,5
-112,3
-112,3
-112,3
-112,3
CU
4,9
1,5
8,9
12,2
3,6
1,9
2,8
2,8
-5,6
-5,6
-5,6
-5,6
Elaboración: UPM-IOL
Tabla 9.3 – Resultados para el escenario 2006.
En este escenario, solamente 4 fragmentadoras habrían de repartir sus residuos entre 2
instalaciones diferentes:
FAL enviaría un 85% y un 15% de su producción de residuos a TVI y CNA, respectivamente;
FB1 enviaría un 90% y un 10% de su producción de residuos a CB2 y TB3, respectivamente;
FRG enviaría un 97% y un 3% de su producción de residuos a CSE y TCA, respectivamente;
9. Análisis de los escenarios para los años 2000 y 2006
Página 204
FM1 enviaría un 52% y un 48% de su producción de residuos a LM y TM2, respectivamente.
El resultado económico del sistema resultante sería de 100 millones de pesetas, un resultado
positivo pero inferior en 40 millones de pesetas que en el escenario alternativo en el que se
utilizaran únicamente plantas de termólisis (si bien este último escenario conlleva un mayor
riesgo).
9.4.3. Comparación de escenarios
Se observan tres diferencias fundamentales al pasar del escenario 2000 al 2006:
un incremento del 20% en la producción de residuos prevista;
un incremento del 100% en la capacidad de las plantas cementeras para valorización
energética;
la introducción de la alternativa de instalación de plantas de termólisis, las cuales conllevan
unas características logísticas diferentes, así como una disponibilidad de capacidad adicional
para valorización energética
Estas tres características conjuntamente hacen que, en el escenario 2006, con las tres
tecnologías, se observe la mayor concentración de flujos entre todos los escenarios analizados,
sobre todo si se tiene en cuenta que los flujos de residuos entre una planta fragmentadora y una
planta de termólisis situada en su misma ubicación no aparecen como líneas en los mapas que
representan las soluciones.
Para una más fácil interpretación de las soluciones obtenidas, se comparan los resultados del
escenario 2006 (2006G) con los alcanzados en otros tres escenarios ya presentados:
Escenario general 2000 (2000G)
Escenario 2006 considerando sólo plantas cementeras (2000C)
Escenario 2006 considerando sólo plantas de termólisis (2006T)
Esta comparación se resume en la tabla 9.4, donde las características de tipo cualitativo se
han valorado con “+” o “-“ según lo observado, y las de tipo cuantitativo se han valorado
con valores relativos tomando como referencia (índice 100) el escenario 2006 para el caso
general.
Es especialmente relevante el efecto de las limitaciones de capacidad, que conducen a
generar unos mayores costes de inversión y totales que cuando se relajan, aún aumentando
significativamente el volumen de residuos a valorizar en estos últimos casos.
9. Análisis de los escenarios para los años 2000 y 2006
Página 205
Nº Instalaciones de valorización
Efecto de las limitaciones de
capacidad
Riesgo
Resultado económico
Inversión
2000
18
+++
-720
40
2006C 2006T 2006G
13
9
12
++
+
-410
30
+++
+140
160
+
+100
100
Tabla 9.4 – Comparación de resultados de diferentes escenarios.
Los efectos mencionados pueden apreciarse en los mapas 9.8, 9.9, 9.10 y 9.11, donde se ofrece
un detalle comparativo de las 4 zonas geográficas establecidas para las que se manifiestan
cambios más significativos entre los cuatro escenarios referidos.
2000
2006T
2006C
2006G
Mapa 9.8 – Comparación de resultados: Andalucía.
9. Análisis de los escenarios para los años 2000 y 2006
Página 206
2000
2006C
2006G
2006T
Elaboración: UPM-IOL
Mapa 9.9 – Comparación de resultados: Barcelona.
9. Análisis de los escenarios para los años 2000 y 2006
Página 207
2000
2006C
2006T
2006G
Elaboración: UPM-IOL
Mapa 9.10 – Comparación de resultados: Madrid.
9. Análisis de los escenarios para los años 2000 y 2006
Página 208
2000
2006C
2006G
2006T
Elaboración: UPM-IOL
Mapa 9.11 – Comparación de resultados: Zona Norte.
9.5. CONSIDERACIONES FINALES
Los resultados presentados en este capítulo y en el apartado 7 de los capítulos 6, 7 y 8 están
condicionados por un triple conjunto de factores:
La diferente naturaleza de las tecnologías evaluadas para la valorización energética de residuos
de fragmentación de vehículos fuera de uso, en términos económicos y logísticos. Esto
dificulta la comparación, por constituirse cadenas logísticas de diferente carácter. Los modelos
monocriterio (resultado económico) utilizados deben ser complementados con la consideración
de otros factores relevantes en el problema que se aborda: riesgo, consecuencias
medioambientales,...
La disponibilidad de información relativa a las actividades implicadas en cada tipo de cadena
logística. Esta limitación ha implicado considerar cadenas logísticas de diferente amplitud
(véase figura 9.3).
9. Análisis de los escenarios para los años 2000 y 2006
Página 209
La incertidumbre respecto de la información utilizada. En el problema que nos ocupa pueden
identificarse tres fuentes de incertidumbre principales:
− Los amplios intervalos de confianza obtenidos para las previsiones de generación de
vehículos fuera de uso y la dificultad de realizar estimaciones acerca de la producción
actual de residuos en las plantas fragmentadoras españolas (capítulo 5)
− El carácter agregado de las estimaciones económicas en las plantas cementeras. Se han
utilizado determinados valores estimados para la inversión y la operación, así como para la
sustitución de combustibles convencionales, para cualquier planta cementera (capítulo 6).
Sin embargo, las características particulares de cada instalación cementera existente hacen
que los valores reales que se obtendrían en cada una de ellas pudieran ser diferentes
− Las estimaciones económicas para posibles plantas de termólisis a instalar en el futuro
contienen la incertidumbre propia de una valoración de instalaciones no existentes en la
actualidad
Con la metodología utilizada, además de aprovecharse las ventajas de la resolución por
ordenador de problemas complejos como los abordados, se ha podido tener en cuenta el factor
riesgo a la hora de utilizar los modelos para la valorización energética de residuos.
Análogamente, podrían introducirse en el problema en cuestión otro tipo de criterios a
considerar.
La selección y evaluación de alternativas efectuada se ha realizado en términos del conjunto
formado por todas las posibles cadenas logísticas formadas con las tres tecnologías
consideradas, en el ámbito peninsular español. Esto no significa que no pudiera llevarse a cabo
de modo similar análisis para conjuntos menores, e incluso, para una sola instalación de
origen. Por otra parte, tal forma de evaluación lleva a la solución más satisfactoria, para un
criterio determinado, en el conjunto del sistema. Es posible que la solución así obtenida no
satisfaga a un agente concreto implicado en el sistema, del mismo modo que la solución
“óptima” para un agente determinado no tiene que ser la más conveniente para el conjunto. A
este respecto, vale la pena destacar que la metodología desarrollada podría aplicarse
igualmente a las decisiones de inversión y operación más convenientes para un agente
concreto, una vez definidos sus parámetros y criterios particulares.
Por otra parte, los resultados económicos presentados, tanto en términos de posibles beneficios
como en términos de costes, se refieren a la totalidad del sistema. En ningún caso el desglose
de costes o ingresos utilizado supone su asignación a agentes concretos del sistema.
9. Análisis de los escenarios para los años 2000 y 2006
Página 210
10. CONCLUSIONES
En el presente estudio, se ha analizado en profundidad la valorización energética de
neumáticos fuera de uso (NFU) y residuo ligero de fragmentación de vehículos fuera de uso
(RLF). El proyecto se ha centrado en el RLF, residuo más problemático y sobre el que todavía
no existe una gestión adecuada, pues es llevado en su mayoría a vertedero. Por otra parte, se
han considerado tres tecnologías avanzadas de recuperación energética, cuyas expectativas
técnicas y medioambientales eran a priori buenas.
Bajo esta perspectiva, los primeros pasos fueron la caracterización completa del RLF (sobre el
NFU ya existen numerosas analíticas) y el análisis de las fuentes de producción de NFU y
RLF. Conocido con qué residuo nos encontramos y dónde y en qué cantidad se genera, se
continuó con el análisis técnico-medioambiental, económico y logístico. El análisis técnicomedioambiental teórico, las pruebas realizadas a nivel industrial y a nivel laboratorio y los
precedentes que existen en otros países, indican que las tres tecnologías analizadas son muy
adecuadas para el tratamiento del residuo en cuestión. Los problemas técnicos, en particular,
los referentes a la trituración y alimentación del RLF, pueden ser solventados invirtiendo en
los equipos adecuados. Y en cuanto al aspecto medioambiental, no se ha encontrado una
tecnología claramente más beneficiosa con el medio ambiente. El análisis comparativo
medioambiental podría resumirse como se indica en la siguiente tabla.
TECNOLOGÍA
RENDIM.
EMISIONES
ATMOSFÉRICAS
AGUAS
RESIDUALES
RESIDUOS
SÓLIDOS
No cambian
No se generan aguas
residuales
significativamente por
el empleo de RLF,
siempre que se
controlen contenido en
Cl y en metales
volátiles
Aguas residuales de
Emisiones con bajo
LECHO FLUIDO
Medio:
lavado de gases
contenido en NOx,
implica
conversión a CO y metales (mejor
LFC). Gases ácidos
energía
pueden requerir
eléctrica
absorbente
CEMENTERA
PIRÓLISIS
Alto: se
emplea
energía
térmica
No hay emisiones en
Medio:
la pirolización. Sólo
implica
conversión a en las calderas para
generación de
energía
electricidad a partir
eléctrica
del gas limpio
Contienen cloro e
hidrocarburos:
necesitan de
depuración
convencional
No se generan: los
metales se combinan
con el clinker
Cenizas limpias y
secas. Pocos
inquemados
El carbón contiene los
metales y
contaminantes
pesados. Posibles
empleos posteriores
Tabla 10.1.Análisis medioambiental de las tres tecnologías
10. Conclusiones
Página 211
Aun más, no sólo las tres tecnologías tienen sentido por sí solas para el tratamiento del RLF y
del NFU, sino que podrían producirse sinergias entre estas. En concreto, hablamos de un horno
de lecho fluido para gasificación acoplado a una cementera y del empleo del carbón de
pirólisis como combustible en una cementera.
Lo anterior hace que el análisis económico y logístico sea clave para tratar de definir el posible
escenario de gestión del RLF para el presente año y para el año 2006. Así, el primer paso fue
analizar económicamente cada tecnología a partir de los datos estimados por los diferentes
grupos de expertos participantes y otras informaciones disponibles.
Del análisis económico puede concluirse que la pirólisis es una tecnología emergente y
prometedora desde los puntos de vista económico y medioambiental, pero con el riesgo
inherente a cualquier nueva tecnología y reforzado por su gran dependencia de un suministro
continuo y elevado para mantener su rentabilidad económica. Tal y como se ha considerado en
este estudio la tecnología de lecho fluido se muestra como una alternativa costosa pero robusta
respecto a posibles variaciones en el flujo de residuos. Las plantas cementeras aparecen en
determinados escenarios como la alternativa menos costosa y con menos riesgo ya que las
inversiones necesarias para su adaptación a la valorización de estos residuos son
sustancialmente menores que las requeridas para la puesta en marcha de nuevas instalaciones
de valorización energética.
A partir de los resultados económicos, la situación de las fragmentadoras y la situación de las
actuales plantas de tratamiento, se elaboró una metodología de simulación de diferentes tipos
de sistemas logísticos para la valorización energética de residuos. El objetivo de esta
metodología ha sido evaluar diferentes escenarios a corto y a medio plazo (años 2000 y 2006,
respectivamente), con plantas ya existentes (caso de cementeras y lecho fluido) y con posibles
plantas futuras (caso de pirólisis), indicando los flujos y estimaciones económicas resultantes.
Los resultados de este estudio logístico se han mostrado con detalle en el capítulo 9. Podrían
resumirse en:
− La gran diversidad de soluciones posibles, con configuraciones distintas para las cadenas
logísticas resultantes, cuyas diferencias en términos económicos no son muy relevantes
− La fuerte influencia de las limitaciones de capacidad de las instalaciones para valorización
en las inversiones, flujos y resultados esperables
− La complementariedad de diferentes tipos de tecnologías en distintos ámbitos geográficos,
según la dispersión geográfica de la producción de residuos y teniendo en cuenta el
importante factor de riesgo asociado a la incertidumbre respecto al volumen de producción
de residuos a valorizar
Los ejemplos incluidos al final del capítulo 9 son ilustrativos a este respecto.
Con esta incitativa, se ha dado el primer paso para el cumplimiento de las futuras directrices
10. Conclusiones
Página 212
europeas al alcanzar el objetivo de conocer la viabilidad económica y la problemática técnica
que se da al valorizar energéticamente parte de los residuos provenientes de vehículos fuera de
uso. Además, se ha fomentado que empresas y asociaciones trabajen conjuntamente con vistas
a un mayor y mejor reciclado de los vehículos al final de su vida útil, convirtiendo lo que para
unos es un residuo en lo que para otros es un combustible limpio, y contribuyendo así a la
protección del medio ambiente.
10. Conclusiones
Página 213