Módulo 1
Anuncio

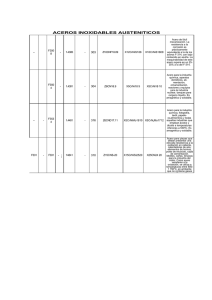
Módulo 1 Propiedades de los materiales Materiales La selección de un material para construir una parte de una máquina o elemento estructural es una de las mas importantes decisiones que debe tomar el ingeniero. Por lo general, la decisión se toma antes de establecer las dimensiones de la parte. Después de seleccionar el proceso para crear la geometría deseada y el material (éstos no pueden estar separados), el diseñador puede proporcionar el elemento de manera que se evite la pérdida de funcionalidad o que la probabilidad de dicha pérdida de funcionalidad se mantenga a un nivel de riesgo aceptable. Más adelante se presentarán los métodos para estimar esfuerzos y deflexiones de elementos de máquina. Estas estimaciones se basan en las propiedades de elasticidad del material, mientras que las evaluaciones del esfuerzo en una localización crítica de un elemento de máquina exigen una comparación con la resistencia del material en dicha ubicación en la geometría y condición de uso. Aunque el esfuerzo y la deflexión son importantes en el proceso de diseño de partes mecánicas, la selección de un material no siempre se basa en estos factores. Muchas partes no soportan carga alguna en ningún momento. Las partes pueden diseñarse también para resistir la corrosión. Algunas veces, los efectos de la temperatura son mas importantes en el diseño que el esfuerzo y la deformación. Existen muchos otros factores además del esfuerzo y la deformación que pueden condicionar el diseño de partes, por lo que el ingeniero debe tener la versatilidad que se adquiere mediante la experiencia en materiales y procesos. Resistencia y rigidez La probeta de ensayo estándar se utiliza para obtener una variedad de características y Resistencias de los materiales que se emplean en el diseño El diámetro original do y la longitud calibrada lo que se usan para medir las deflexiones, se registran antes de comenzar el ensayo. Luego, dicha probeta se monta en una máquina de pruebas y se carga lentamente en tensión mientras se observan la carga P y la deflexión. El esfuerzo se calcula como: 𝑃 =𝐴 Donde Ao es el área original de la probeta. 0 La deflexión está dada por l – lo, donde l es la longitud calibrada correspondiente a la carga P. La deformación unitaria normal se calcula a partir de: = 𝑙 − 𝑙0 𝑙0 Luego se grafican los resultados en forma de diagrama de esfuerzo-deformación unitaria. Los materiales dúctiles se deforman mucho más que los frágiles. En el rango lineal, la relación uniaxial esfuerzo-deformación unitaria está dada por la Ley de Hooke como: = 𝐸 Donde la constante de proporcionalidad E es la pendiente de la parte lineal de la curva de esfuerzo-deformación unitaria y se llama módulo de Young o módulo de elasticidad y es una medida de la rigidez de un material. Ej.: el acero tiene un módulo de elasticidad de alrededor de 30 Mpsi (30 x 106 psi) ó 207 GPa (207 x 109 Pa), sin que importe el tratamiento térmico, el contenido de carbono o la aleación. El punto e1 en la figura 2-2 se llama límite elástico. Si la probeta se carga más allá de éste punto, se dice que la deformación es plástica y que el material tomará una deformación permanente cuando se retire la carga. Durante la prueba de tensión, muchos materiales llegan a un punto en el que la deformación unitaria comienza a crecer muy rápidamente sin que se observe un incremento correspondiente en el esfuerzo. Éste se denomina punto de fluencia. Los materiales frágiles no tienen este punto tan bien definido, por lo que a veces la resistencia a la fluencia Sy se define mediante un método de corrimiento donde la línea ay se dibuja en la pendiente E. El punto a corresponde a una cantidad definida o establecida de deformación unitaria, usualmente 0,2% de la longitud calibrada original (=0.002). La resistencia última, o de tensión Su o Sut corresponde al punto u en la figura y es el esfuerzo máximo alcanzado en el diagrama de esfuerzo-deformación. La resistencia es una propiedad interna del material por lo que su valor para cierta pieza en una ubicación crítica en la geometría y condición de uso, será el mismo sin que importe que ya sea un elemento en una máquina en operación o si está esperando en una mesa de trabajo para ser ensamblada con otras partes. Por otro lado el esfuerzo es algo que ocurre en una parte, por lo general como resultado de ser ensamblada en una máquina y después de recibir una carga por lo que: Resistencias = Sx y Esfuerzos = ó En realidad a medida que se aplica la carga el área se reduce de manera que el esfuerzo real o verdadero es mayor que el esfuerzo de ingeniería. Valores análogos a los anteriores también se definen para los ensayos de compresión y torsión: Suc , Sys , Sus , G , etc. (s = shear) Importancia estadística En la figura 2-2 se muestra el resultado de una sola prueba de tensión. Por lo general, los ingenieros consideran estos valores del esfuerzo como propiedades y los denotan como resistencias (Sx), pero si hubiera por ej, 1000 piezas nominalmente idénticas, los valores que se obtendrían para la resistencia estarían distribuidos entre algunos valores máximos y mínimos por lo que dicha propiedad del material tiene una distribución y por lo tanto es de naturaleza estadística. La densidad de probabilidad se define como el número de ocurrencias dividido entre el número total de muestras. La función densidad de probabilidad del ejemplo es: Donde el esfuerzo medio es 63.62 ksi y la desviación estándar es 2.594 ksi. La resistencia Sut se expresa en términos de sus parámetros estadísticos y su tipo de distribución. En este caso Sut = N(63.62;2.594) ksi Resistencia y trabajo en frío El trabajo en frío es el proceso de deformación plástica por debajo de la temperatura de recristalización en la región plástica del diagrama esfuerzodeformación unitaria. Los materiales pueden deformarse plásticamente mediante la aplicación de calor, como en la herrería o en el laminado en caliente; pero las propiedades mecánicas resultantes son muy diferentes de las que se obtienen mediante el trabajo en frío En el punto i, el material se deformará elásticamente una cantidad 𝜖 e . En este caso, en el punto i la deformación unitaria total consiste en la suma de dos componentes: 𝜖 =𝜖 p + 𝜖 e Este material puede descargarse y volverse a cargar cualquier número de veces desde y hacia el punto i , y se encuentra que: 𝜎 𝜖e= 𝑖 𝐸 En este caso el material tiene un punto de fluencia mas alto, es menos dúctil como resultado de una reducción de su capacidad de deformación, y se dice que la fluencia está endurecida por deformación. Si el proceso continúa, esto es, si se sigue incrementando 𝜖 p , el material puede volverse frágil y sufrir una factura súbita. La reducción del área correspondiente a la carga Pf , en la fractura, se define como: 𝑅= 𝐴0 −𝐴𝑓 𝐴0 =1− 𝐴𝑓 𝐴0 (%) La ductilidad es una propiedad importante porque mide la capacidad de un material para absorber sobrecargas y para ser trabajado en frío. Ade esta manera las operaciones de doblado, grabado, recalcado y formado por estiramiento son operaciones de procesamiento de metales que requieren los materiales dúctiles. También se define el factor de trabajo en frío W como 𝑊= 𝐴0 −𝐴 𝑖 𝐴0 ≈ 𝐴0 −𝐴𝑖 𝐴0 O sea que 𝐴 𝑖 =𝐴0 (1-W) donde 𝐴 𝑖 corresponde al área después de la liberación de la carga P. El trabajo en frío de un material produce un nuevo conjunto de valores de resistencias. , Dureza Se puede definir como la resistencia de un material a la penetración de una herramienta con punta. Existen muchos sistemas para medir dureza, los de mayor uso son: • Rockwell : Símbolo de la escala Penetrador Carga mayor (kg) Aplicaciones A Diamante 60 Aceros tratados y sin tratar. Materiales muy duros. Chapas duras y delgadas. B Esfera de 1/16 pulgada 100 Aceros recocidos y normalizados. C Diamante 150 Aceros tratados térmicamente. D Diamante 100 Aceros cementados. E Esfera de 1/8 pulgada 100 Metales blandos y antifricción. F Esfera de 1/16 pulgada 60 Bronce recocido. G Esfera de 1/16 pulgada 150 Bronce fosforoso y otros materiales. H Esfera de 1/8 pulgada 60 Metales blandos con poca homogeneidad, fundiciones con base hierro. K Esfera de 1/8 pulgada 150 Aplicaciones análogas al tipo anterior. • Brinell: la herramienta de penetración con la cual se aplica la fuerza es una bola y el número de dureza HB son las mismas que las de la prueba. Para los aceros, la relación entre la resistencia última y el número de dureza Brinell entre 200 y 450HB es: 𝑆𝑢= 0.495𝐻𝐵 3.41𝐻𝐵 ksi Mpa Para el hierro fundido, la resistencia mínima, como la define ASTM, se determina como: 𝑆𝑢= 0.23𝐻𝐵 − 12.5 ksi 1.58𝐻𝐵 − 86 Mpa Propiedades de impacto Una fuerza externa aplicada a una estructura o a una parte se llama carga de impacto si el tiempo de aplicación es menor que un tercio del período natural de vibración mínimo de la parte o la estructura. De otro modo, se llama simplemente carga estática. En el ensayo de Charpy se utiliza una barra con geometría específica para determinar la fragilidad y la resistencia al impacto. Estas pruebas son útiles para comparar varios materiales y determinar la fragilidad a baja temperatura. En el ensayo la pieza se golpea con un péndulo que se suelta desde una altura fija, y la energía absorbida por la pieza se calcula a partir de la altura de giro después de la fractura. La rapidez promedio de deformación unitaria que se utiliza para obtener el diagrama de esfuerzodeformación unitaria es aproximadamente 0.001 in/(in.seg) o menor. Cuando la rapidez de deformación unitaria se incrementa, como sucede en las condiciones de impacto, las resistencias aumentan. De hecho, a velocidades de deformación unitarias muy altas, la resistencia a la fluencia parece aproximarse a la resistencia última como un límite, sin embargo se observa que la elongación de las curvas muestra poco cambio. Esto significa que la ductilidad permanece mas o menos igual. Efectos de la temperatura La resistencia y la ductilidad, o la fragilidad, son propiedades afectadas por el efecto de la temperatura del entorno de operación. Se observa que la resistencia a la tensión cambia poco hasta que se alcanza cierta temperatura, a partir de ese punto decae con rapidez. Si embargola resistencia a la fluencia disminuye en forma contínua a medida que la temperatura aumenta Una de las pruebas más útiles es el ensayo de creep a largo plazo bajo carga constante. La curva que se obtiene presenta tres regiones, en la primera etapa se incluyen las deformaciones elásticas y plástica; además presenta una rapidez decreciente del creep debida al endurecimiento por deformación. La segunda etapa una rapidez constante mínima de termofluencia causada por el efecto de recocido. En la tercera, el área de la pieza se reduce de manera considerable, el esfuerzo verdadero se incrementa y a la larga el creep provoca fractura. Cuando las temperaturas de operación son menores que la temperatura de transición se origina la posibilidad de que una parte pueda fallar por fractura frágil. El tratamiento térmico, como se demostrará mas adelante se usa para hacer cambios sustanciales en las propiedades mecánicas de los materiales. Sistemas de numeración y nomenclatura La Sociedad de Ingenieros Automotrices (SAE), fue la primera en reconocer la necesidad de adoptar un sistema para la numeración de los aceros. Más tarde el Instituto Estadounidense del Hierro y del Acero (AISI) adoptó un sistema similar. En 1975 la SAE publicó el Sistema de Numeración Unificado para Metales y Aleaciones (UNS). Ver tablas de los apéndices Para los aceros , los dos primeros números después de la letra del prefijo indican la composición, excluyendo el contenido de carbono. El segundo par de números se refiere al contenido aproximado de carbono. Así, G10400 es un acero al carbono simple con un contenido de carbono de 0.40%. El quinto número después del prefijo se emplea en situaciones especiales. Las designaciones UNS para los aceros inoxidables, prefijo S, utilizan la nomenclatura AISI para los primeros tres números que siguen al prefijo. Los siguientes dos se reservan para propósitos especiales. El primer número del grupo indica la composición aproximada. Así, 2 es un acero al Ni-Cr-Mn, 3 es un acero al Cr-Ni y 4 es uno de aleación de Cr. Para el caso del Al, el primer número indica el procesamiento. Por ej, A9 es un Al forjado, en tanto que A0 es una aleación fundida. El segundo número designa al grupo de aleación principal y el tercero indica los límites de impurezas EL sistema de designación de la Sociedad Estadounidense para Pruebas y Materiales (ASTM)para la fundición de hierro se emplea mucho y se basa en la resistencia a la tensión. Así, ASTM A30 se refiere a una fundición con resistencia a la tensión de 31ksi. Fundiciones La fundición en arena es un proceso básico de bajo costo que se presta a la producción económica de grandes cantidades prácticamente sin límite de tamaño, forma o complejidad de la parte producida. En la fundición de arena, la misma se hace vaciando el metal fundido en moldes de arena. Mediante un modelo construido de metal o madera se forma la cavidad en la cual se vacía el metal fundido. Los recesos o agujeros en la fundición se producen mediante núcleos de arena que se introducen en el molde. Las fundiciones de acero son las más difíciles de producir, porque este material tiene la mayor temperatura de fusión de todos los que se utilizan normalmente para fundición. Esta alta temperatura agrava todos los problemas que aparecen. Reglas útiles: 1. Todas las secciones deben diseñarse con espesor uniforme 2. La fundición debe diseñarse para producir un cambio gradual de sección a sección. 3. Las secciones adyacentes deben diseñarse con filetes o radios amplios. 4. Una parte complicada se manufactura como dos o mas fundiciones simples que se ensamblarán mediante pernos o por soldadura. El acero, el hierro gris, el latón, el bronce y el aluminio son los metales que se usan con mayor frecuencia en las fundiciones. El espesor mínimo de pared para cualquiera de estos materiales es de aproximadamente 5mm. Procesos de trabajo en caliente Cuando se habla de trabajo en caliente se hace referencia a procesos como el laminado, el forjado, la extrusión y el prensado en caliente, en los que el metal se calienta por encima de su temperatura de recristalización. • Laminado en caliente: se utiliza a menudo para crear barras de material (usualmente CS, Al, Mg y Cu) de forma y dimensiones particulares. • Extrusión: es el proceso mediante el cual se aplica una gran presión a una pieza bruta de metal calentado, lo cual obliga a esta a fluira través de un orificio reducido. Este proceso es mas común con materiales de bajo punto de fusión (Al, Cu, Mg, Sn,etc) • Forjado: es el trabajo en caliente del metal mediante martillos, prensas o máquinas de forja. Este método produce una estructura de grano refinado que ofrece mayor resistencia y ductilidad que las fundiciones por ej. Procesos de trabajo en frío Por trabajo en frío se entiende el conformado del metal mientras se encuentra a baja temperatura (por lo general a T ambiente). A diferencia de las partes que se producen mediante trabajo en caliente, las trabajadas en frío tienen un acabado nuevo, brillante, son mas exactas y requieren menor maquinado. Casi todas las barras estiradas en frío se hacen mediante este método. En dicho proceso de estirado, las barras laminadas en frío primero se limpian de escamas y luego se estiran jalándolas a través de un dado que reduce el tamaño en aproximadamente 1/16 in a 1/32 in. Este proceso no remueve material sino que lo "estira". Muchas formas diferentes de barras laminadas en caliente pueden emplearse para el estirado en frío. El laminado y el estirado en frío tienen el mismo efecto sobre las propiedades mecánicas. El proceso de trabajo en frío no cambia el tamaño de grano sino que únicamente lo distorsiona y provoca un gran incremento en la resistencia a la fluencia, un aumento de la resistencia última y de la dureza y una disminución de la ductilidad. El recalcado es el proceso de trabajo en frío en el que el metal se acumula o recalca. Esta operación suele utilizarse para hacer cabezas de tornillos o remaches y se pueden producir una gran variedad de formas. Se consideran además el laminado de roscas, el girado, el estampado, etc. Tratamiento térmico del acero El tratamiento térmico del acero se refiere a los procesos en los que se controla el tiempo y la temperatura y en los que se librean esfuerzos residuales y/o se modifican las propiedades del material como la dureza (resistencia), ductilidad y tenacidad. Algunas veces otras operaciones mecánicas y químicas se agrupan bajo el tratamiento térmico. Las operaciones comunes de tratamiento térmico son recocido, templado, revenido y endurecimiento superficial. Recocido (Annealing) Cuando un material se trabaja en frío o en caliente, se introducen esfuerzos residuales; además, el material suele adquirir una dureza mayor debido a estas operaciones de trabajo, que cambian la estructura del material. El recocido completo y el normalizado son operaciones de calentamiento que permiten que el material se transforme de acuerdo con el diagrama de equilibrio. El material que se va a recocer se calienta aproximadamente 100°F por encima de la temperatura crítica, se mantiene a esta temperatura durante un tiempo suficiente para que el carbono se disuelva y se difunda a través del material. Luego se permite que el objeto tratado se enfríe lentamente, por lo general en el horno en el cual se trató. El recocido se utiliza para suavizar un material y hacerlo más dúctil, eliminar los esfuerzos residuales y refinar la estructura del grano. Normalizado (normalizing) Las partes se calientan hasta una temperatura un poco mayor que en el recocido completo. Esto produce una estructura de grano mas grueso, que se puede maquinar con mayor facilidad si el material es un acero de bajo carbono. En este proceso la pieza se enfría al aire a temperatura ambiente. Como este enfriamiento es mas rápido que el enfriamiento lento que se usa en el recocido completo, se dispone de menos tiempo para el equilibrio, y el material es mas duro que el acero completamente recocido. A menudo, el normalizado se usa como la operación de tratamiento final del acero. El enfriamiento en aire equivale a un templado lento. Templado (quenched) El acero eutectoide, que se encuentra completamente recocido, consiste en su totalidad de perlita, la cual se obtiene a partir de la austenita bajo condiciones de equilibrio. Un acero hipoeutectoide completamente recocido consistiría de perlita más ferita, mientras que uno hipereutectoide consistiría de perlita más cementita. La dureza del acero con cierto contenido de C depende de la estructura que reemplaza la perlita cuando no se realiza el recocido completo. La ausencia del recocido completo indica una rapidez de enfriamiento más acelerada. Dicha rapidez es el factor que determina la dureza. La rapidez de enfriamiento controlada se llama templado. El templado suave se obtiene al enfriar el acero al aire al igual que en el normalizado. Los dos medios más usados pare el temple son el aire y el aceite. El templado en aceite resulta muy lento pero evita las grietas causadas por la rápida dilatación del elemento tratado. El templado en agua se usa para CS y para aceros al medio carbono de baja aleación. Templado (cont.) La eficacia del templado depende del hecho de que, cuando la austenita se enfría, no se transforme de manera instanténea en perlita, sino que requiere de tiempo para iniciar y completar el proceso. Como dicha transformación termina aproximadamente a 800°F puede prevenirse enfriando rápido el material a una T mas baja. Cuando el material se enfría con rapidez a 400°F o menos, la austenita se transforma en una estructura llamada martensita, que es una solución sólida supersaturada de C en ferrita, que representa la forma más dura y más fuerte de acero. Si el acero se enfría rápido hasta una T entre 400 y 800°F y se mantiene a esa temperatura durante un tiempo sufuciente, la austenita se transforma en bainita, que es una estructura intermedia entre la perlita y la martensita. Revenido (tempering) Cuando una pieza de acero se ha endurecido por completo es muy dura y frágil y tiene altos esfuerzos residuales. Por otra parte, cuando envejece el acero es inestable y tiende a contraerse. Esta tendencia se incremente cuando la pieza se somete a cargas aplicadas de manera externa, porque los esfuerzos resultantes contribuyen aún más a la inestabilidad. Dichos esfuerzos internos pueden eliminarse mediante un proceso de bajo calentamiento llamado alivio de tensiones, o por medio de una combinación de alivio de esfuerzos y suavizado que recibe el nombre de revenido. Después de que la pieza se ha endurecido completamente al templarse por encima de la Tcr , se recalienta hasta determinada T < Tcr durante un cierto tiempo y luego se enfría en aire quieto. Revenido (cont.) La T a la cual se recalienta depende de la composición y del grado de dureza o tenacidad deseados. La operación de recalentamiento libera el carbono que contiene la martensita, con lo cual se forman cristales de carburo. La estructura que se obtiene se llama martensita revenida. Ahora, ésta es esencialmente una dispersión superfina de carburos de Fe de grano fino. Los efectos de las operaciones de T.T. sobre varias de las propiedades mecánicas de un acero de baja aleación se muestran en la siguiente fig. Endurecimiento superficial (case hardening) El propósito es producir una superficie exterior dura sobre un elemento de acero de bajo carbono, mientras que al mismo tiempo se retiene su ductilidad y tenacidad en el núcleo. Este proceso se basa en el incremento del contenido de carbono en la superficie. Se pueden utilizar materiales carburizantes sólidos, líquidos o gaseosos. El proceso consiste en introducir la parte que se va a carburizar en el material carburizante durante un tiempo y una temperatura establecidos, dependiendo de la profundidad del espesor deseado y de la composición de la parte. Luego ésta puede templarse en forma directa a partir dela temperatura de carburización y después se reviene, o, en algunos casos se somete a un T.T. con objeto de asegurar que tanto el núcleo como la superficie adquieran condiciones adecuadas. Algunos de los procesos de endurecimiento superficial son: carburizado en caja, carburizado en gas, nitrurado, cianurado, endurecimiento por inducción y endurecimiento a la flama. Aceros aleados Aunque un acero al carbono simple es una aleación de hierro y carbono con cantidades pequeñas de manganeso, silicio, azufre y fósforo, el término acero aleado se aplica cuando uno o mas elementos, además del carbono, se introducen en cantidades suficientes para modificar sustancialmente sus propiedades. Los aceros aleados no sólo poseen más propiedades físicas deseables sino que también permiten una mayor latitud en el proceso del T.T. Cromo La adición de Cr provoca la formación de varios carburos de cromo que son muy duros; sin embargo, el acero resultante es más dúctil que uno de la misma dureza producido por medio de un simple incremento del contenido de carbono. El Cr también refina la estructura del grano de tal manera que los dos efectos combinados causan un incremento de la tenacidad y de la dureza. La adición de Cr aumenta el intervalo crítico de temperaturas y mueve el punto eutectoide hacia la izquierda. Níquel La adición de níquel al acero también ocasiona que el punto eutectoide se mueva hacia las iquierda e incremente el intervalo crítico de temperaturas. El Ni es soluble en ferrita y no forma carburos u óxidos, lo cual incrementa la resistencia sin disminuir su ductilidad. El endurecimiento superficial de los aceros al níquel da como resultado un núcleo mejor que el que se puede obtener con aceros al carbono simples. El Cr se usa frecuentemente en combinación con el Ni para obtener la tenacidad y ductilidad que proporciona el Ni y la resistencia al desgaste y la dureza que aporta el Cr. Manganeso Este material se añade a todos los aceros como agente desoxidante y desulfurizante, pero si el contenido de azufre es bajo y el contenido de Mn es nmayor que 1%, el acero se clasifica como una aleación de Mn. El Mn, que se disuelve en ferrita y también forma carburos, provoca que el punto eutectoide se mueva hacia la izquierda y la reducción del intervalo crítico de temperaturas. Además incrementa el tiempo que se requiere para la transformación, de manera que el templado en aceite se convierte en un procedimiento muy práctico. Silicio El Si se agrega a todos los aceros como agente desoxidante. Cuando se añade a aceros de muy bajo contenido de C, produce un material frágil con una pérdida baja por histéresis y una alta permeabilidad magnética. El uso principal del Si es con otros elementosaleantes, como el Cr y el Va, para estabilizar los carburos. Molibdeno Por lo general se lo utiliza en combinación con otros elementos de aleación, como el Ni, el Cr o ambos. Este metal forma carburos y también se disuelve en ferrita hasta cierto punto, de manera que agrega dureza y tenacidad. Además incrementa el intervalo crítico de temperaturas y disminuye sustancialmente el punto de transformación. Debido a esta disminución, el Mo es más eficaz para producir propiedades deseables de endurecimiento con el aire o con aceite. Si se exceptúa al C, tiene el mayor efecto de endurecimiento, y como también contribuye a obtener un tamaño de grano fino, provoca la retención de gran parte de la tenacidad. Vanadio El Va tiene una tendencia muy fuerte a formar carburos, por lo cual sólo se lo utiliza en cantidades pequeñas. Es un fierte agente desoxidante y promueve un tamaño de grano fino. Como una cierta cantidad de Va se disuelve en la ferrita, también se hace más tenaz al acero. Este material le proporciona un intervalo amplio de endurecimiento, con lo cual la aleación puede endurecerse a partir de una temperatura mayor. Es muy difícil suavizar al acero al Va mediante el revenido, por lo que se lo usa ampliamente en aceros para herramientas. Tungsteno Se emplea mucho en aceros de herramienta porque el instrumento retendrá su dureza aún al rojo vivo. El W produce una estructura fina y densa y agrega tenacidad y dureza. Su efecto es similar al del Mo, excepto que debe agregarse en cantidades mayores. Aceros resistentes a la corrosión Las aleaciones con base de hierro que contienen al menos 12% de Cr se llaman aceros inoxidables (SS). Su característica más importante es su resistencia a muchas condiciones corrosivas, pero no a todas. Los cuatro tipos disponibles son los aceros al cromo ferríticos, los aceros al Cr-Ni austeníticos, los aceros inoxidables martensíticos y los endurecibles por precipitación. Los SS ferríticos presentan un contenido de Cr que varía de 12 a 27%. Su resistencia a la corrosión es una función del contenido de Cr, de manera que las aleaciones que contienen menos de 12% aún presentan cierta resistencia a la corrosión, aunque se oxidan. Si se agrega un póco de Ni, estos aceros retienen un cierto grado de endurecimiento con un contenido de hasta 20%Cr. Si el contenido de Cr excede 18%, es muy difícil soldarlos, y en los niveles muy altos de Cr la dureza se hace tan grande que se debe poner especial atención a las condiciones de servicio. Como el Cr es costoso, el ingeniero debe elegir el contenido menor que sea consistente con las condiciones corrosivas. Los S.S. al Cr-Ni retienen la estructura austenítica a temperatura ambiente, por lo que no son susceptibles al TT. La resistencia de estos aceros se mejora mucho mediante el trabajo en frío. No son magnéticos a menos que se trabajen en frío. Sus propiedades de endurecimiento mediante trabajo también causan que sean difíciles de maquinar. Todos los aceros al Cr-Ni se sueldan y muestran mayores propiedades de resistencia a la corrosión que los aceros al Cr simples. Cuando se agrega mas Cr para lograr una mayor resistencia a la corrosión, también debe agregarse más Ni si se desea mantener las propiedades austeníticas. Materiales para fundición Hierro fundido gris Es el más utilizado, debido a su costo muy bajo, a que se puede fundir con facilidad en grandes cantidades y porque es fácil de maquinar. Los principales inconvenientes son su fragilidad y debilidad en tensión. Además de un contenido alto de C (más de 2% usualmente), el hierro fundido gris también presenta un alto contenido de Si, con bajos porcentajes de S, Mn y P. La aleación resultante se compone de perlita, ferrita y grafito y, bajo ciertas condiciones la perlita puede descomponerse en grafito y ferrita. El grafito, en la forma de hojuelas delgadas distribuido de manera uniforme por toda la estructura, lo oscurece, de aquí su nombre. No es soldable con facilidad, porque puede agrietarse, pero esta tendencia se reduce si la parte se precalienta con cuidado. La resistencia a la tensión del hierro fundido gris varía de 100 a 450 Mpa(15 a 60 ksi) y las resistencias a la compresión son de tres a cuatro veces las resistencia ala tensión. El módulo de elasticidad varía ampliamente, ya que sus valores se extienden desde 75 a 150 Gpa(11 a 22Mpsi) Hierro fundido dúctil y nodular Es en esencia igual al hierro fundido maleable, porque ambos contienen grafito en forma de esferoides. Sin embargo, la fundición dúctil en la condición en que sale de la fundición presenta propiedades muy parecidas a las del hierro fundido maleable, y se le da un recocido simple de una hora y luego experimenta un enfriamiento lento, muestra aún más ductilidad que el producto maleable. El Fe dúctil se hace agregando MgFe Si a la fusión; como el Mg hierve a esta T, es necesario alearlo con otros elementos antes de agregarlo. Tiene un E alto (172Gpa) en comparación con el hierro fundido gris y es elástico, pues una parte de la curva esfuerzo-deformación unitaria es una línea recta. Por otra parte, el hierro fundido gris no obedece la ley de Hooke porque el E disminuye de manera constante con el incremento del esfuerzo. Sin embargo, al igual que el hierro fundido gris, la fundición nodular tiene una resistencia a la compresión que es mayor que su resistencia a la tensión, aunque la diferencia no es tan grande. Hierro fundido blanco Si en la fundición todo el C está en forma de cementita y perlita, sin presencia de grafito, la estructura resultante es blanca y se conoce como hierro fundido blanco, que se produce de dos formas. La composición se ajusta manteniendo bajo el contenido de C y Si, o la composición de la fundición gris se cuela en presencia de enfriadores con objeto de promover un enfriamiento rápido. Son fundiciones con grandes cantidades de cementita, porlo cual el producto es muy frágil y difícil de maquinar, pero a su vez es muy resistente al desgaste. Hierro fundido maleable Si el Fe fundido blanco se recuece, se forma un producto al que se llama hierro fundido maleable. El proceso de recocido libera el carbono, de manera que está presente cono grafito, igual que en la fundición gris, pero en una forma diferente. En el Fe fundido gris el grafito tiene forma de hojuela delgada, mientras que en el maleable su forma es nodular y se conoce como carbono de temple. Una fundición maleable muestra una Sut ≥ 350 Mpa, con una elongación de hasta 18%. Por otro lado, el porcentaje de elongación de un hierro fundido gris rara vez excede 1%. Debido al tiempo que se requiere para el recocido (hasta 6 días para fundiciones pesadas), el fe maleable es más costoso que el Fe fundido gris. Hierro fundidos aleados El Ni, el Cr y el Mo son los elementos de aleación más comunes que se usan en el hierro fundido. El Ni es un elemento de aleación de propósito genral, que por lo común se agrega en cantidades de hasta 5%, pues mejora la resistencia, la densidad, las cualidades de desgaste y aumenta la maquinabilidad. Si el contenido de Ni se incrementa entre 10 y 18%, se genera una estructura austenítica con propiedades de resistencia al calor y a la corrosión. El Cr proporciona más dureza y resistencia al desgaste y, cuando se emplea con un enfriador, la tendencia a formar Fe fundido blanco es mayor. Si se agrega Cr y Ni se mejora la dureza sin que se produzca una reducción en la clasificación de maquinabilidad. El Mo que se agrega en cantidades de hasta 1.25% aumenta la rigidez, dureza, resistencia a la tensión y resistencia al impacto. Aceros fundidos La ventaja del proceso de fundición consiste en que las partes con formas complejas se fabrican a un costo menor que con otros medios, por ejemplo la soldadura. De esta manera, la elección de fundiciones de acero es lógica cuando la pieza es compleja y debe mostrar una alta resistencia. Las temperaturas de fusión elevadas para los aceros agravan los problemas de fundición y requieren mucha atención a detalles, como el diseño del núcleo, de los espesores de la sección, de los chaflanes y el progreso de enfriamiento. El mismo elemento de aleación empleado para los aceros forjados se usa en los Aceros fundidos para mejorar la resistencia y otras propiedades mecánicas. Las partes de acero fundido se tratan térmicamente para modificar las propiedades mecánicas y, al contrario de lo que pasa en los hierros fundidos, puede soldarse. Materiales no ferrosos Aluminio Las características principales del Al y sus aleaciones son su relación resistenciapeso, su resistencia a la corrosión y su alta conductividad térmica y eléctrica. Su densidad es de aproximadamente 2770Kg/m3 (la del acero es 7750Kg/m3 ); Sut = 90MPa (se puede mejorar con aleantes o trabajo en frío); EAl = 72GPa (aprox. un tercio de la del acero) El costo y la resistencia del Al y sus aleaciones los colocan entre los materiales más versátiles desde el punto de vista de la fabricación. Se procesa mediante la fundición en arena (su punto de fusión es a 660°C) o en matriz, trabajo en caliente o en frío, o extrusión. Sus aleaciones se pueden maquinar, trabajar en prensa, soldar en forma directa, al bronce o al estaño (con precauciones). Está comercialmente disponible en forma de placa, barras, láminas, hojas, varillas, tubos y perfiles. La resistencia a la corrosión de las aleaciones de Al depende de la formación de un recubrimiento delgado de óxido. Se puede producir una película de óxido muy pesada mediante el proceso llamado anodizado. Los elementos más útiles para alear con el Al son el Cu, el Si, el Mn el Mg y el Zn. Magnesio Su densidad es de aprox. 1800 Kg/m3 que es dos tercios de la del Al. Como es el metal mas ligero de todos los disponibles en el mercado, se utiliza mayormente en las industrias aeronáutica y automotriz. Aunque las aleaciones de Mg no poseen una gran resistencia, debido a su peso ligero, la relación resistencia-peso se compara de modo favorable con las aleaciones mas resistentes de Al y de CS, aun así, las aleaciones de Mg se emplean con mayor frecuencia en aplicaciones donde la resistencia no es un factor importante. El Mg no soporta temperaturas elevadas y su módulo de elasticidad es de 45 Gpa. El trabajo en frío reduce el módulo de elasticidad y también se encuentra disponible una variadad de aleaciones de Mg fundidas. Titanio El titanio y sus aleaciones son similares en resistencia al acero de resistencia moderado pero pesa la mitad de éste. El material muestra excelente resistencia a la corrosión, tiene baja conductividad térmica, es no-magnético y resiste altas temperaturas. Su módulo de elasticidad es de 114 Gpa. Debido a sus muchas ventajas sobre el acero y el aluminio, entre sus aplicaciones es incluyen: estructuras y componentes de naves aeroespaciales y militares, equipamiento marino, tanques y equipos de procesos químicos, sistemas de manejo de fluidos y partes de prótesis. Las desventajas principales del Ti son su alto costo y su dificultad de maquinado. Aleaciones con base Cu • Latones : aleaciones de Cu con Zn. (5 a 15%Zn) – fáciles de trabajar en frío, dúctiles pero difíciles de maquinar. Buena resistencia a la corrosión. En este grupo se incluyen las aleaciones de latón para dorar (5%), bronce comercial(10%), latón rojo(15%), utilizados para joyería, piezas forjadas y estampadas, tuberías , radiadores, etc. (20 a 36%Zn) – En este grupo se incluyen el latón de bajo Zn (20%), latón para cartuchos(30%), latón amarillo(35%), como el Zn es mas barato que el Cu, estas aleaciones cuestan menos que las mas ricas en Cu. También muestran una mejor maquinabilidad y una resistencia un poco mayor pero tienen escasa resistencia a la corrosión. Se utilizan para operaciones de grabado, cartuchos, etc. También se les puede agregar plomo para mejorar la maquinabilidad (pero empeora las propiedades de trabajo en frío y la soldabilidad), y se utilizan en partes de máquinas, tornillos, cerrajería, etc. Latón almirantazgo (28%Zn y 1% Sn)– excelente resistencia a la corrosión, sobre todo a la del agua de mar. Presenta buena resistencia y ductilidad pero características aceptables para el maquinado y el trabajado. Es utilizado en equipos de plantas de energía y químicas. Latón de Al (22%Zn y 2% Al)– parecido al anterior y se lo utiliza para tuberías por su mejor resistencia a la erosión. (36 a 40%Zn) – Los latones con más de 38%Zn son menos dúctiles que el latón para cartuchos y no se pueden trabajar en frío de una forma tan severa. Con frecuencia se trabajan en caliente y se extruyen. El metal Muntz (40% Zn),es de bajo costo y moderadamente resistente a la corrosión. El latón naval (40%Zn y 0.75% Sn), tiene una mejor resistencia a la corrosión. • Bronces Bronce al silicio(3%Si y 1%Mn), presenta propiedades mecánicas iguales a las del acero dulce, así como buena resistencia a la corrosión. Se puede trabajar en frío o en caliente, maquinar o soldar. Es útil donde se necesite resistencia a la corrosión combinada con resistencia. Bronce al fósforo(11%Sn y cantidades pequeñas de P), esw muy resistente a la fatiga y a la corrosión. Presenta una alta resistencia a la tensión y una alta capacidad para absorber energía y es también resistente al desgaste. Estas propiedades lo hacen muy útil como material para resortes Bronce al aluminio(12%Al), es una aleación tratable de manera térmica y muestra resistencia y propiedades de resistencia a la corrosión mejores que el latón. Cuando se agrega Fe en cantidades de hasta 4%, la aleación muestra un alto límite de resistencia a la fatiga y una excelente resistencia al desgaste. Bronce al berilio(2%Be), es una aleación muy resistente a la corrosión y tiene alta resistencia, dureza elevada y gran resistencia al desgaste. Aunque es muy costosa, se emplea en resortes y otras partes sometidas a fatiga con resistencia a la corrosión. Plásticos y Materiales Compuestos El término termoplástico se usa para indicar cualquier plástico que fluye o que se puede moldear cuando se le aplica calor; algunas veces también se aplica a los que se moldean bajo presión y que se pueden volver a moldear de nuevo cuando se calientan. Un termoestable es un plástico cuyo proceso de polimerización termina en una prensa de moldeo en caliente, donde el plástico se licúa bajo presión. Los plásticos termoestables no pueden volverse a moldear. Los materiales compuestos se forman con dos o más materiales distintos, cada uno de los cuales contribuye a conformar las propiedades finales. A diferencia de las aleaciones metálicas, los materiales compuestos permanecen distintos a los otros a nivel macroscópico. La mayoría de los compuestos que se utilizan en ingeniería constan de dos materiales: un refuerzo llamado rellenador y una matriz. El primero proporciona rigidez y resistencia y el otro mantiene juntos los materiales y sirve para transferir carga entre los refuerzos discontinuos. Los refuerzos mas comunes son las fibras continuas, rectas o recortadas y las matrices mas comunes son diferentes resinas plásticas. Los metales y otros materiales de ingeniería tradicionales son uniformes, o isotrópicos. Esto significa que las propiedades de los materiales, como resistencia, rigidez y conductividad térmica, son independientes de ambas posiciones dentro del material y la elección del sistema de coordenadas. La naturaleza discontinua de los refuerzos compuestos significa que las propiedades de los metales pueden variar tanto en posición como en dirección . Selección de materiales La selección de un material para construir una parte de máquina o un elemento estructural es una de las decisiones más importantes que debe tomar el ingeniero. Hasta aquí se han estudiado muchas propiedades físicas importantes de los materiales, distintas características de los mismos y diferentes procesos de producción. La selección real de un material para una aplicación de diseño particular puede ser fácil, por ej., con base en aplicaciones previas (ej Acero 1020), o el proceso puede ser muy complicado cuando hay que evaluar muchos parámetros físicos, económicos y de procesamiento del material. Existen enfoques sistemáticos y de optimización para seleccionar el material. Una técnica básica consiste en enlistar todas las propiedades importantes de los materiales asociadas con el diseño, por ej, resistencia, rigidez y costo. Esto puede priorizarse usando una medida de ponderación que dependerá de cuales propiedades son mas importantes que otras. Enseguida para cada propiedad, se hace una lista de todos los materiales disponibles y se ordenan de acuerdo con cuál de ellos es mejor: por ej., para la resistencia el acero de alta resistencia 4340 debería estar en la parte alta de la lista. Se requiere para esto tener una gran fuente de datos de materiales. M.F. Ashby ha desarrollado un método sistemático que se basa en el empleo de gráficas de selección de materiales. Dichas gráficas representan datos de diferentes propiedades para las familias y clases de materiales: Diseño Diseñar es formular un plan para satisfacer una necesidad específica o resolver un problema. Si el plan resulta en la creación de algo físicamente real, entonces el producto debe ser funcional, seguro, competitivo, útil, que pueda fabricarse y comercializarse. El diseño es un proceso innovador y altamente iterativo. También es un proceso de toma de decisiones, algunas veces éstas deben tomarse con muy poca información, en otras con un exceso de información parcialmente contradictoria. Algunas veces las decisiones se toman de manera tentativa, por lo cual es conveniente reservarse el derecho de hacer ajustes a medida que se obtengan mas datos. Las herramientas de la ingeniería(como las matemáticas, la estadística, la computación, las gráficas y el lenguaje) se combinan para producir un plan para lograr los objetivos. Los ingenieros mecánicos están relacionados con la producción, la energía, la automatización, etc., y las bases de su capacidad y conocimiento deben ser extensas: mecánicas de sólidos, de fluidos, la transferencia de masa y momento, la teoría eléctrica, procesos de manufactura, metalurgia, etc. Fases e interacciones del proceso de diseño ¿Qué es el proceso de diseño? ¿Cómo comienza? ¿Qué factores influyen o controlan las decisiones que deben tomarse? ¿Cómo termina el proceso de diseño? Consideraciones de diseño Algunas veces la resistencia que requiere un elemento de un sistema significa un factor importante para determinar su geometría y dimensiones. En esa situación se dice que la resistencia es una consideración de diseño importante. Cuando se emplea la expresión consideración de diseño se involucra de manera directa alguna característica que influye en el diseño del elemento, o tal vez todo el sistema. A menudo se deben considerar muchas de esas características en una situación de diseño dada. Entre las más importantes se pueden mencionar (no necesariamente en orden de importancia): 1 Funcionalidad 9 Utilidad 17 Control 2 Resistencia / esfuerzo 10 Costo 18 Propiedades térmicas 3 Distorsión/deflexión/rigidez 11 Fricción 19 Superficie 4 Desgaste 12 Peso 20 Lubricación/Mtto. 5 Corrosión 13 Vida 21 Comercialización 6 Seguridad 14 Ruido 22 Volumen 7 Confiabilidad 15 Estilo/forma 23 Responsabilidad legal 8 Manufacturabilidad 16 Tamaño 24 Reciclado/recuperación Herramientas y recursos de diseño En la actualidad, el ingeniero tiene una gran variedad de herramientas y recursos disponibles que le ayudan a solucionar problemas de diseño. Las microcomputadoras, y los paquetes robustos de software proporcionan herramientas de gran capacidad para diseñar, analizar y simular componentes mecánicos. Además de estas herramientas, el ingeniero siempre necesita información técnica, ya sea en forma de desempeño básico en ciencias/ingeniería o las características de componentes especiales recién lanzados al mercado. Herramientas computacionales El software para el diseño asistido por computadora (CAD) permite el desarrollo de diseños tridimensionales (3-D) con dimensionamientos automáticos, análisis de interferencias, cálculos de esfuerzos, elaboración de bases de datos, etc. Ejemplos: Aries, AutoCAD, CadKey, I-Deas, Unigraphics, Solid Works, Inventor, ProEngineer, etc. El término ingeniería asistida por computadora (CAE) se aplica generalmente a todas las aplicaciones de ingeniería relacionadas con el computador (el CAD es un sobconjunto del CAE). Algunos paquetes de computadora realizan análisis de ingeniería específicos y/o tareas de simulación. Ejs: Algor, ABAQUS, ANSYS, MSC/NASTRAN – programas de elementos finitos (AEF); CFD++, FIDAP, Fluent – programas para análisis de fluidos (CFD); ADAMS, DADS, Working Model – programas para la simulación de fuerzas dinámicas y movimiento de mecanismos. Entre los ejemplos de aplicaciones asistidas por computadora no específicas para ingeniería pueden mencionarse: Excel, Mathcad, MATLAB, Tksolver, etc. Los números generados por una computadora pueden estar muy lejanos a la realidad di uno ingresa datos incorrectos, si se malinterpretan las aplicaciones o las salidas del programa, si éste contiene algún error, etc. Es la responsabilidad del ingeniero asegurar la validez de los resultados, por lo que se debe tener cuidado al revisar las aplicaciones y los resultados por lo que se sugiere realizar pruebas de calibración introduciendo problemas con soluciones conocidas. Adquisición de información técnica Algunas fuentes de información son: • Bibliotecas (libros de texto, manuales, informes técnicos, etc.) • Fuentes gubernamentales (Normas, oficinas de gobierno ej:NASA, patentes, etc.) • Sociedades profesionales (sociedades de ingenieros mecánicos, de ingenieros automotrices, de soldadura, etc.) • Vendedores comerciales (catálogos, literatura técnica, datos de prueba, etc) • Internet Responsabilidades profesionales del ingeniero de diseño En general, el ingeniero de diseño debe satisfacer las necesidades de los usuarios y se espera que lo haga de una manera competente, responsable, ética, profesional. Una gran parte del trabajo en la ingeniería y en la práctica se enfoca en la competencia, pero, ¿cuando se comienzan a desarrollar la responsabilidad y el profesionalismo en ingeniería? El éxito en la ingeniería (logros, promociones, ascensos, etc. puede deberse en gran parte a la competencia, pero si usted no logra comunicar sus ideas en forma clara y concisa, su calidad técnica puede verse comprometida Cuando se trabaje en un problema de diseño, es importante que se desarrolle un enfoque sistémico. Pasos para organizar la técnica de procesamiento: 1. 2. 3. 4. 5. 6. Entender el problema Identificar la información conocida (y relevante) Identificar la información desconocida Formular la estrategia de solución Establecer todos los supuestos y decisiones Analizar el problema Evaluar y presentar la solución Normas y códigos Una norma es un conjunto de especificaciones para partes, materiales o procesos establecidos a fin de lograr uniformidad, eficiencia y cantidad especificadas. Un código es un conjunto de de especificaciones para analizar, diseñar, manufacturar y construir algo logrando un grado específico de seguridad, eficiencia y desempeño de calidad. Economía La consideración del costo tiene una función tan importante en el proceso de la decisión de diseño que fácilmente podría emplearse el mismo tiempo para estudiar el factor del costo que para realizar el estudio de todo el tema de diseño. • Tamaños estándar • Tolerancias • Puntos de equilibrio • Estimaciones de costos Seguridad y responsabilidad legal • Responsabilidad legal estricta(USA por ej.) • Artículos defectuosos (el fabricante conserva la responsabilidad) • Para prevenir los problemas lo mejor es la nuena ingeniería del análisis y el diseño, el control de calidad y los procedimientos exhaustivos de pruebas • Garantías Esfuerzo y resistencia La supervivencia de muchos productos depende de la forma en que el ingeniero ajusta el esfuerzo inducido por la carga para que sea menor que la resistencia en un punto de interés. En resumen, debe permitir que la resistencia exceda al esfuerzo por un margen suficiente, de manera que, a pesar de las incertidumbres, la falla no suceda. Incertidumbre y factor de diseño En el diseño de maquinaria abundan las incertidumbres concernientes al esfuerzo y la resistencia: • • • • • • • • • • La composición del material y el efecto de las variaciones en las propiedades. Las variaciones de las propiedades de un lugar a otro dentro del material. El efecto del procesamiento local, o cercano, en las propiedades. El efecto de ensambles cercanos, como soldaduras y ajustes por contracción. La intensidad y distribución de las cargas. La validez de los modelos matemáticos que se utilizan La intensidad de los concentradores de esfuerzos La influencia del tiempo sobre la resistencia y la geometría El efecto de la corrosión El efecto del desgaste, etc. Los métodos determinísticos establecen un factor de diseño basado en las incertidumbres absolutas de un parámetro de pérdida de función (usualmente esfuerzos) y un parámetro máximo permisible. En ciertos casos el parámetro puede ser la carga, el esfuerzo, la deflexión, etc. Por lo tanto el factor de diseño 𝑝𝑎𝑟á𝑚𝑒𝑡𝑟𝑜 𝑑𝑒 𝑝é𝑟𝑑𝑖𝑑𝑎 𝑑𝑒 𝑓𝑢𝑛𝑐𝑖ó𝑛 𝑛𝑑 = 𝑝𝑎𝑟á𝑚𝑒𝑡𝑜 𝑚á𝑥𝑖𝑚𝑜 𝑝𝑒𝑟𝑚𝑖𝑠𝑖𝑏𝑙𝑒 Confiabilidad La medida estadística de la probabilidad para que un elemento mecánico no falle en el servicio se llama confiabilidad de ese elemento. La confiabilidad R puede expresarse mediante un número que está entre 0 y 1. Una confiabilidad de 0.9 significa que hay una probabilidad de 90% que la parte realice una función adecuada sin falla. Tolerancias Las tolerancias dimensionales fijan un rango de valores permitidos para los cotas funcionales de la pieza respecto de sus medidas nominales. Unidades Cálculos y cifras significativas Las computadoras representan los cálculos con muchas cifras significativas. Sin embargo, usted nunca debe reportar un número de cifras significativas para un cálculo que sea mayor que el número de cifras significativas de los números que se utilizan para realizar el cálculo. Pero se considera una buena práctica hacer todos los cálculos con la mayor exactitud posible y reportar los resultados dentro de la exactitud de los datos proporcionados.