tfg control de emisiones en una caldera de vapor
Anuncio

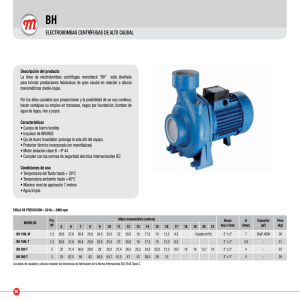
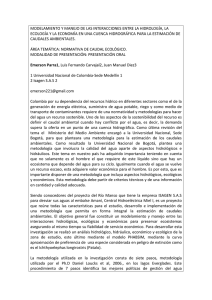
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA DEPARTAMENTO DE INGENIERÍA QUÍMICA Y AMBIENTAL Grado en Ingeniería Química Intensificación: Procesos Químicos Proyecto Fin de Grado 2015 Autor: Álvaro Azagra Morón Tutor: Antonio Plumed Rubio CONTROL DE EMISIONES EN UNA CALDERA DE VAPOR ALIMENTADA CON ORUJILLO ÍNDICE 1. Introducción y objetivos.........................................................página 3 2. Especificaciones técnicas de la caldera y del orujillo...............páginas 4-6 3. Control de emisiones.......................................................páginas 7-16 3.1 Ciclones..............................................................páginas 7-8 3.2 Precipitadores electrostáticos.................................páginas 8-10 3.3 Lavadores húmedos............................................páginas 10-11 3.4 Filtro de Mangas.................................................páginas 12-15 3.5 Intercambiador..................................................páginas 16-19 4. Diseño final...................................................................página 20-32 4.1 Diseño intercambiador de placas..............................páginas 25-28 4.2 Diseño filtro de mangas..........................................páginas 29-32 5. Normativa aplicada........................................................páginas 33-40 6.Conclusiones.................................................................páginas 41 *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 2 Introducción y objetivos El orujillo es la biomasa obtenida del orujo de dos o tres fases una vez deshuesado parcialmente, reducida la humedad en secaderos tipo trómel y desengrasado en plantas de extracción física-química. Su fracción seca está compuesta por piel (15-30%), hueso (30-45%) y sólidos finos de pulpa (3050%) Es una biomasa que como el hueso procede de la aceituna, se produce en grandes cantidades en España. Normalmente se usa como combustible biomásico en calderas industriales para producción térmica. Es el combustible usado en gran parte de las calderas de la industria agroalimentaria asociada con la aceituna. En la última década se exporta en grandes cantidades a Europa para combustible de calderas industriales, en sustitución de otros combustibles fósiles, facilita el cumplimiento del pacto de Kioto por sus reducidas emisiones de CO2. El resto se utiliza principalmente para la generación de electricidad en plantas de biomasa andaluzas, generalmente en centrales con tecnología de turbina de vapor ubicadas en el mismo complejo agroindustrial de la extractora. El uso de orujillo para el secado tiene como inconvenientes una elevada emisión de partículas, que sobrepasan los límites establecidos si no se aplican sistemas de captación adecuados. Por ello, es de especial interés el control de emisiones en una caldera de vapor alimentada con orujillo. *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 3 ESPECIFICACIONES DE LA CALDERA Y DEL ORUJILLO El control de emisiones se va a realizar en una caldera de vapor alimentada con orujillo con una capacidad de producción de 12 toneladas a la hora, cuyo vapor se quiere a 16 kg/cm2, aproximadamente unos 200ºC. Existen muchos fabricantes de caldera de biomasa que producen vapor saturado, dentro de la gran variedad de calderas de escala industrial (la capacidad de producción es considerablemente alta) se ha seleccionado el modelo global-500 del fabricante "Grupo Nova Energía" debido a las siguientes características principales: Caldera de acero y revestimiento en refractario para la producción de agua caliente, agua sobrecalentada, vapor saturado o vapor sobrecalentado. Potencias de 350 a 5800 kW. Su software de fácil manejo permite una gestión global del proceso de combustión. Su construcción modular permite mantener la cámara de combustión y sustituir el intercambiador de calor superior, de manera que se puede obtener la producción de agua caliente a 95 ºC 2 bar, agua sobrecalentada a 150ºC 5 bar o vapor saturado a 12 bar. Amplia cámara de postcombustión que reduce las emisiones en la atmósfera y facilita la decantación de las partículas en el interior de la misma cámara. Revestimiento refractario de gran espesor que facilita el secado del combustible y homogeneíza el flujo de los gases de entrada al intercambiador. *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 4 Geometría de la caldera diseñada con 4 pasos de humo para aumentar al máximo los tiempos de permanencia de los humos en el interior de la caldera y así alcanzar la mayor eficiencia con las mínimas emisiones en la atmósfera. Foto 1. Caldera Global-500 1 En cuanto las especificaciones del orujillo, a continuación se detalla su análisis elemental: *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 5 ORUJILLO Identificación C-001-05 Código Laboratorio PARÁMETRO Unidad COMO SE RECIBE RESULTADO CARBONO Incert.(k=2) RESULTADO -- -- 49,51 0,16 %p -- -- 5,69 0,07 %p -- -- 1,18 0,07 %p -- -- 0,10 0,06 %p -- -- 34,89 0,27 %p 5,66 0,13 -- -- %p 8,14 0,17 8,63 0,18 %p 64,65 0,30 68,53 0,30 %p 21,55 0,40 22,84 0,42 HIDRÓGENO ASTM D5373 n/PEE-C-7 NITRÓGENO ASTM D5373 n/PEE-C-7 AZUFRE ASTM D4293 n/PEE-C-6 OXÍGENO (1) n/PEE-C-11 HUMEDAD UNE 32-001 n/PEE-C-2 CENIZAS ASTM D3174 n/PEE-C-4 VOLÁTILES UNE 32-019 n/PEE-C-5 CARBONO FIJO (2) (1) Diferencia a (100 - Cenizas). Observaciones (2) Diferencia a 100. (n.c.) No Calculada. *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Incert.(k=2) %p ASTM D5373 n/PEE-C-7 n/PEE-C-11 BASE SECA Página 6 CONTROL DE EMISIONES En este apartado, se va a analizar diferentes alternativas para el control de emisiones de la caldera de vapor alimentada con orujillo, considerando las ventajas e inconvenientes de las mismas, para elegir la opción óptima tanto en materia de límites de emisión como también el punto de vista económico. 3.1 Ciclones Los ciclones usan el principio de la fuerza centrífuga para remover el material particulado. En un ciclón, el flujo contaminante es forzado a un movimiento circular. Este movimiento ejerce fuerza centrífuga sobre las partículas y las dirige a las paredes exteriores del ciclón. Las paredes del ciclón se angostan en la parte inferior de la unidad, lo que permite que las partículas sean recolectadas en una tolva. El aire limpio sale del ciclón por la parte superior de la cámara, pasando por un espiral de flujo ascendente o vórtice formado por una espiral que se mueve hacia abajo. Foto 2. FUNCIONAMIENTO CICLÓN Los ciclones son eficientes para remover partículas grandes pero no son tan eficientes para partículas pequeñas. Por esta razón, a menudo se usan con otros dispositivos de control. A pesar de lo anterior, hay muchas fábricas *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 7 que siguen utilizándolo ya que antiguamente los límites de emisión no eran tan severos y en la actualidad, se encuentran con que deben de cambiar de método para hacer cumplir la normativa medioambiental. Foto 3. Multiciclones instalados tras caldera de vapor alimentada con orujillo en la fábrica de Fuente del Obispo (Jaén) Grupo Acesur 3.2 PRECIPITADORES ELECTROSTÁTICOS La precipitación electrostática o electrofiltración es una operación básica de separación de partículas sólidas o líquidas (nieblas) suspendidas en corrientes gaseosas, por efecto de la fuerza que un campo eléctrico ejerce sobre dichas partículas eléctricamente cargadas. El principio de operación de los equipos de precipitación electrostática consiste en dotar a las partículas a depurar de una cierta carga eléctrica, de tal forma que, bajo la acción de un campo electrostático, son depositadas sobre unas superficies de captación, siendo posteriormente separadas *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 8 definitivamente de la corriente gaseosa. En este sentido, los electrofiltros son los únicos equipos de desempolvado en los que las fuerzas encargadas de la separación actúan exclusivamente sobre las partículas y no sobre la totalidad de la masa del gas, produciendo muy bajas pérdidas de carga. Foto 4. Esquema básico de un electrofiltro de placas Esta alternativa tiene asociada una serie de ventajas e inconvenientes que están detallados a continuación : Ventajas: 1. Muy altos rendimientos de depuración (pueden ser superiores al 99%). 2. Alta eficacia fraccional para partículas de pequeño tamaño. 3. Capacidad de tratamiento para volúmenes de gases muy grandes, produciendo muy bajas pérdidas de carga (10 a 20 mm.c.a.). 4. Posibilidad de ser diseñados para un amplio rango de temperaturas de *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 9 operación, desde temperatura ambiente hasta unos 500 ºC. 5. Capacidad para recogida del sólido depurado tanto seca, como por vía húmeda. 6. Bajo coste de operación, excepto para casos de muy alta eficacia. Desventajas: 1. Alto coste de inversión. 2. No aplicables para la depuración en simultáneo de emisiones gaseosas. 3. No demasiado flexibles, una vez instalados, ante ciertos cambios en las condiciones de operación (humedad, composición y temperatura del gas, naturaleza de los sólidos). 4. Equipos de grandes dimensiones, con altas necesidades de espacio para su implantación. 5. Limitaciones de funcionamiento cuando operan con sólidos de muy alta resistividad. 3.3 LAVADORES HÚMEDOS Los colectores húmedos o "scrubbers", han logrado una significativa aceptación como equipos de depuración, debido a su probada eficacia para captar simultáneamente partículas y absorber gases contaminantes de una corriente de gas. El principio de funcionamiento de estos equipos consiste básicamente en poner en íntimo contacto la corriente de gas con un líquido que, usualmente, es agua o una solución acuosa. En un colector húmedo entran en juego varios mecanismos tales como el impacto inercial, la interceptación directa, la difusión y la condensación, además de fuerzas externas gravitatorias, centrífugas y electrostáticas. *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 10 Entre las ventajas que proporcionan estos equipos cabe citar que su operación es simple, que pueden absorber simultáneamente gases contaminantes, que reducen el peligro de fuego o explosión en el caso de partículas inflamables o explosivas y, por último, que la inversión necesaria es moderada al ser equipos muy compactos. Foto 5. Funcionamiento lavador húmedo Los inconvenientes principales que cabe citar son los elevados costes de operación ocasionados por la pérdida de carga y el agua necesaria, el enfriamiento del gas que reduce la flotabilidad en salida de chimenea, la posible alteración de las propiedades del sólido y la exigencia de una planta de tratamiento de lodos. *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 11 3.4 FILTRO DE MANGAS La filtración a través de tejidos, papel o fieltro es, probablemente, el más antiguo, simple y eficaz procedimiento de separación de polvo de una corriente de gas. A escala industrial se emplea cuando las partículas a eliminar son de pequeño tamaño, se requiere una gran eficacia y es deseable recoger el polvo seco. Cuando son operados correctamente alcanzan eficacias del 99,9% con pérdidas de carga de 50 a 150 mm.c.a. La operación consiste básicamente en forzar el paso de la corriente de gas a través del medio filtrante (tejido). El tejido produce un cierto efecto filtrante, aunque su principal misión consiste en servir de soporte para la capa de polvo (torta) que rápidamente se acumula sobre él. Capa de polvo que es la responsable de la alta eficacia de filtración de partículas de pequeño tamaño. *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 12 Foto 6. Funcionamiento filtro de mangas A continuación se detalla las ventajas e inconvenientes que ofrecen los filtros de manga como alternativa al control de emisiones procedentes de la caldera: Las principales ventajas de los filtros de tejido son: 1. Muy alta eficacia, incluso para partículas muy pequeñas. 2. Posibilidad de operar con una gran variedad de tipos de polvo. 3. Baja sensibilidad a variaciones en la carga de partículas. 4. Diseño modular con capacidad para operar en gran rango de caudales de gas. 5. Pérdidas de carga no demasiado altas. *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 13 6. Las partículas se recogen secas facilitando su reprocesamiento o eliminación final. Por contra sus principales limitaciones son: 1. Gran necesidad de espacio para su implantación. 2. La vida útil del tejido puede ser demasiado corta cuando el polvo o el gas son fuertemente alcalinos ó ácidos y la temperatura elevada 3. Para temperaturas superiores a 275 ºC se requieren tejidos de material refractario (filtros cerámicos) o metálico todavía en estado de desarrollo. 4. La condensación de humedad o la deposición de partículas de alquitrán o brea pueden ocasionar la colmatación del filtro. 5. Concentraciones superiores a 50 g/cm3 de polvos fácilmente oxidables suponen un peligro potencial de incendio o explosión. Tras este análisis de opciones posibles, se selecciona la opción del filtro de mangas ya que es la opción con mayores porcentajes de eliminación(un buen diseño implicaría reducciones por encima del 99,9%), además de que es muy flexible ante cambios en la carga, además de ser modular que permite enfrentarse a un gran abanico de caudales de humos. Por la contra, el principal inconveniente que posee que su temperatura de operación máxima(275ºC) es inferior a la temperatura de salida de los gases de la caldera(300ºC). Pero para ello se intercala un precalentador de aire entre la salida de la caldera y la entrada del filtro de mangas, asegurando que los humos se enfríen a una temperatura de 150ºC. *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 14 3.5 INTERCAMBIADOR Lo clásico sería optar por un Ljungström, intercambiador de tipo regenerativo, ya que sus ventajas se basan en que se procura utilizar la energía restante de fuentes que ya han participado en el proceso de generación de calor como son los gases de combustión, pero conservando parte de la capacidad para incrementar la energía de la sustancia de trabajo, en este caso el aire de combustión. Aunque no están incluidos dentro de la termodinámica del ciclo, estos aparatos mejoran la combustión de la caldera, disminuyendo el consumo de combustible y por lo tanto mejorando la eficiencia térmica de la planta. Los pre-calentadores de aire son intercambiadores de calor de tipo regenerativo con movimiento del fluido a contracorriente o contra flujo, y se clasifican en dos tipos de pre-calentadores de aire regenerativos conocidos por el nombre de sus respectivos creadores: Rothemühle y Ljungström. Ambos constan de una cesta que se expone alternativamente al flujo de aire caliente y al flujo de aire frio, en el Rothemühle la cesta es fija y se mueven los conductos de aire y en el Ljungström es la cesta quien gira exponiéndose a uno y otro flujo. Es decir, en el Rothemühle, aire se calienta a medida que fluye a través de la canasta, que ha obtenido la energía térmica de los gases de escape. En cambio Ljungström, la parte de la cesta expuesta a los gases calientes absorbe calor y luego se lo cede al aire frio. En este caso, el calor no se transfiere a través de una placa o un tubo, sino que es absorbido y cedido por la misma superficie. *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 15 Foto 7. Funcionamiento Ljungström 1 Por contra, estos equipos disponen de una serie de inconvenientes que priman para optar por otro tipo de equipos: Uno de los problema son las fugas de aire hacia el flujo de humos, debido a la rotación, que exige siempre una holgura entre las partes móviles y fijas y hace aumentar el caudal de aire requerido y es difícilmente controlable. Además estos equipos requieren de un alto mantenimiento, por todo el conjunto de partes móviles que dispone, aparte de ser equipos con unos sistemas de control importantes para regular la velocidad del rotor para asegurar en todo momento la temperatura de salida de los humos. Estas razones hacen que este equipo sea inviable en muchas pequeñas industrias ya que suelen ser sitios pocos tecnificados y no sería apropiado. Por último también existe un riesgo de incendio ya que son equipos que trabajan por motores eléctricos a altas temperaturas, con la posibilidad que alguna chispa provoque algún incendio o explosión en la planta. Estas razones hacen que el intercambiador elegido sea recuperativo, en los que la transferencia de calor se verifica de forma directa y continua, a través de la pared que separa los fluidos, lo que garantiza la permanente separación de los flujos que intervienen en el proceso de intercambio térmico. Dentro de los precalentadores recuperativos, se clasifican según la superficie de intercambio térmico esté conformada por: *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 16 Un determinado conjunto de tubos, cuya superficie global es la del calentador de aire para el intercambio calorífico. La energía térmica se transfiere desde los humos calientes que circulan por el interior de los tubos, al aire que circula por su exterior. Foto 8. Tres pasos de aire en contracorriente, humo en contracorriente Un conjunto de placas paralelas que canalizan, por separado, los dos fluidos que intervienen en el proceso. Estos calentadores constan de baterías de chapas en paralelo y transfieren el calor, en flujos cruzados, desde los humos calientes que fluyen por un lado de la chapa, al aire frío que fluye por el otro lado. El sellado entre los flujos de aire y humos se obtiene por soldadura de los bordes de las chapas, o mediante una junta, muelle y compresión externa de las baterías de chapas. *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 17 Foto 9. Intercambiador de placas humo ascendente En esta imagen se puede observar como el flujo de gas neto procedente de la caldera entra por abajo y sale por arriba para que en su movimiento ascendente pueda desprenderse de partículas que serían recogidas en un cenicero en la parte inferior del intercambiador. Esto hace que esas partículas más gordas no entren al filtro de mangas y no puedan obstruir la tela. *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 18 Foto 10. Montaje intercambiador de placas Dentro de los intercambiadores recuperativos se elige el intercambiador de placas frente al de tubos por una serie de ventajas: Son más compactos: disponen de una superficie de intercambio muy grande requiriendo menor espacio en planta. Alto rendimiento térmico. Seguros: ausencia de contaminación entre circuitos debido al sellado independiente de ambos mediante las juntas de estanqueidad. Livianos: Su diseño proporciona más fácil manipulación en planta, embarque y seguridad de uso en la instalación. Ensuciamiento mínimo: Debido a su diseño auto limpiante de las placas. Expansibilidad y durabilidad: Posibilidad de ampliación de placas para el futuro incremento del rendimiento térmico en planta y renovación de efectividad con el cambio de placas. Fácil limpieza: permite una apertura y cierre fácil y rápido para limpieza mecánica, lo que implica un menor gasto de operación. *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 19 DISEÑO FINAL El diseño del filtro de manga y del intercambiador de placas, se basa en simples balances de materia y energía, a partir del análisis elemental del orujillo y de la capacidad de la caldera principalmente. Las reacciones fundamentales que se producen en la combustión del orujillo son: 1) 2) 3) La línea de funcionamiento será: para una base de 100 kg/h de orujillo, vemos el caudal de vapor producido en la caldera, y extrapolamos con el dato real de 12 toneladas/h de vapor producido, las diferentes magnitudes que sean necesarias. Así pues: A partir del análisis elemental del orujillo, con los pesos atómicos se obtiene los kmol/h de cada elemento y con una base de 100kg/h tenemos: Elemento Masa (kg/h) Moles(kmol/h) Carbono 49,51 4,126 Hidrógeno 5,69 5,69 Azufre 0,1 3,125x10-3 Nitrógeno 1,18 0,084 Oxígeno 34,89* 2,18 A partir de la estequiometría de las reacciones se calcula el oxígeno estequiométrico para determinar el caudal de aire necesario, además del caudal volumétrico de gases de combustión. Reacción 1 estequiométrico (kmol/h) 4,126 Gases producido (kmol/h) 4,126 ( ) 2 1,4225 2,845 ( 3 3,125x10^-3 3,125x10^-3( ) ) *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 20 El oxígeno estequiométrico necesario procedente del aire será la suma de los 3 valores anteriores menos la propia cantidad de oxígeno que viene en el orujillo. Así pues: estequiométrico(aire)= (4,126+1,4225+3,125x10-3)- 1,09=4,46 kmol/h La relación de oxígeno en el aire es del 21%, por lo que se requiere 21,24 kmol/h de aire(16,78kmol/h de nitrógeno). Además por la ley de gases ideales, 1 kmol equivalen a 22,4 m3, por lo que se halla el caudal volumétrico de aire directamente: Teniendo en cuenta que hay un 10% de oxígeno en los gases de salida y que además la temperatura del aire es T(ºC), se calcula el caudal real de aire: Por otro lado, también es necesario calcular el caudal de gases tanto volumétrico como másico, teniendo en cuenta que está formado por los productos de las reacciones principales, además del nitrógeno y oxígeno sin reaccionar: *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 21 Con los caudales másicos de orujillo y humos, y conociendo el poder calorífico del orujillo(PCI=3900 kcal/kg),se puede calcular el caudal másico de vapor correspondiente mediante un balance de energía en la caldera. Se va a contemplar dos situaciones: 1) El aire que entra en la caldera entra a una temperatura ambiente de 30ºC 2) El aire que entra en la caldera es precalentado en un intercambiador de placas con los humos de salida, que salen a unos 300ºC.De esta manera, se aumenta el rendimiento energético de nuestra operación, traduciéndose en un ahorro de combustible y por consiguiente, de humos a tratar. El balance de energía de ambas situaciones se puede modelar de la siguiente manera: el poder calorífico del combustible se utiliza en conseguir el vapor a 16kg/cm2 a partir de agua líquida a 30ºC y para calentar los gases de salida: + (1) Donde para la situación 1: PCI=3900 kcal/kg = 30ºC =100 kg/h El término del aire se anula al entrar a 30ºC =1 es la temperatura correspondiente a los 16kg/cm2 que se aproxima a 200ºC entalpía de vaporización, 464,9 kcal/kg = 1260,87 kg/h = 0,24 es la temperatura de salida de los gases de combustión, ºC es la incógnita de nuestro balance *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 22 De aquí se obtiene que el caudal de vapor =478.81kg/h. Como en realidad la caldera produce 12 toneladas/h de vapor, se obtiene el caudal másico de orujillo de manera lineal. Ya calculado, se puede hallar utilizando el mismo procedimiento anterior, el caudal volumétrico de humos que será necesario para el diseño del filtro de mangas. A ese caudal de orujillo le corresponden: kg/h, que son 1080,32 kmol/h de humos. Por la ley de los gases ideales y teniendo en cuenta que salen a 300ºC: Antes de realizar el balance energético de la situación 2, es necesario calcular a cuál temperatura sale el aire del pre-calentador mediante un balance de energía en el mismo. Para ello, se debe establecer que los humos salen a una temperatura lo suficientemente baja para que el filtro de mangas posterior no tenga problemas de operación, la cual es 150ºC. Donde***: = 0,24 es la temperatura de entrada del fluido caliente, 300ºC es la temperatura de salida del fluido caliente, 150ºC es la temperatura de salida del fluido frío, incógnita la temperatura de entrada del fluido frío, 30ºC *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 23 De la ecuación (2) resulta que el aire sale a =192ºC. Ahora, ya se puede plantear el balance de energía (1) pero ahora todos los términos estarán referidos a la nueva incógnita, que es el nuevo caudal de combustible : = 192ºC El resto de términos permanecen inalterados. Así pues, con estos valores, el consumo de combustible se ve reducido un 13% hasta 2180,34 kg/h. Al igual que antes, volvemos a calcular el caudal volumétrico de gases que será necesario para el diseño del filtro de mangas. kg/h, que son 939,88 kmol/h de humos. Por la ley de los gases ideales y teniendo en cuenta que salen a 300ºC: La situación 2, la que el aire que utilizamos para refrigerar los humos, es introducido a la caldera a 192ºC, nos permite un importante ahorro. Como el precio del orujillo está aproximadamente a 0,05€/kg y que la planta opera unas 8000 horas al año: AHORROanual= (morujillo - m'orujillo) x 0,05x8000= 130348 €/año *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 24 4.1 DISEÑO INTERCAMBIADOR DE PLACAS Una vez analizado lo que ocurre en la caldera, se procede a diseñar el intercambiador de placas y el filtro de mangas. El diseño térmico de los equipos de transferencia de calor hace uso de los principios fundamentales de la Termodinámica, de la Transferencia de calor y de la Mecánica de los Fluidos. Aquí solo se presentan los principales resultados, de acuerdo a los Métodos de la diferencia media logarítmica de temperaturas. Para el precalentador, se utiliza una ecuación de diseño de intercambiador de calor para calcular su área: Donde: Q : es el calor intercambiado en el intercambiador, en este caso utilizaremos el calor cedido por el fluido caliente(igual que el ganado por el fluido frío), kcal/h U: coeficiente global de transmisión de calor, incluye los coeficientes de convección y radiación, y los factores de ensuciamiento del lado de los gases y del aire, siendo su valor del orden de 17-57 . Se tomará 40 A: superficie de intercambio del intercambiador F: Factor de corrección de intercambiadores de calor. Se asume un valor de 0,9. DTLM: diferencia de temperaturas logarítmica media DTLM= = 113,89 K Para ambas situaciones, las temperaturas de entrada y salida del fluido caliente(gases) son 300ºC y 150ºC respectivamente. Mientras que la temperaturas de entrada y salida del fluido frío(aire) son 30ºC y 192ºC respectivamente. La diferencia entre ambas situaciones reside en el calor intercambiado, que en la primera será mayor y por tanto requerirá más área. *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 25 Siendo: Resultando: Verificándose que el área de la situación 1 es mayor que el área de intercambio de la situación 2. Buscando en el catálogo intercambiadores industriales de más de 300 m2 que puedan tratar más de 45000 m3/h de gases de combustión, que soporte una temperatura de entrada de gases cercana a los 300ºC, no son muy frecuentes que estén disponibles abiertamente en el mercado, suelen ser encargos de la industria correspondiente. Aun así el intercambiador "Concitherm CT-193" y el "REKULUVO" del fabricante "GEA Heat Exchangers" cumple todos nuestros requisitos. *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 26 En cuanto al primer modelo sus dimensiones son: Modelo CT-193 Sup placa (m2) Nºmax 1,53 600 A B C D E Longitud (mm) (mm) (mm) (mm) (mm) (mm) 2565 1060 1720 570 360 14504560 Vemos como el intercambiador puede llegar a ser de mayor 600m2 y sus dimensiones características A,B,C,D,E y longitud mínima y máxima son: Foto 11. Dimensiones intercambiador 1 En cuanto al otro modelo, "REKULUVO", es más industrial, cabe resaltar que es un intercambiador de placas perforadas, trabajan prácticamente a vacío, por lo que sus costes operacionales son muy altos y sus principales características son: *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 27 Por tema económico, seleccionamos el primero ya que tanto su inversión como sus costes de operación son bastantes más pequeños. El precio de adquisición del "CT-193 del fabricante GEA" puede rondar los 10000€. *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 28 4.2 Diseño del filtro de mangas Para el diseño del filtro de mangas, lo primero que hay que determinar es el método de limpieza del mismo. Existen varios sistemas de limpieza que pueden clasificarse en tres grandes grupos: 1. De flexión. 2. De aire inverso. 3. Por pulsos de aire a presión. El primer grupo incluye los siguientes: por sacudidas mecánicas, por oscilación y por ondas sonoras de baja frecuencia. Los sistemas más usados pertenecientes al segundo grupo son los de chorro inverso y los de flujo inverso de aire. Los filtros con limpieza por sacudidas o por aire inverso han sido ampliamente empleados durante muchos años y están siempre divididos en varios compartimentos, uno de los cuales es aislado durante el proceso de limpieza mientras que los demás continúan en operación. Los filtros con limpieza por pulsos de aire a presión son equipos mucho más recientes (desarrollados en los últimos 20 años) que representan en la actualidad casi la mitad del mercado de la filtración de gases industrial. Operan mediante filtración externa y consiguen la limpieza de las mangas por efecto de pulsos de aire comprimido (a 6 ó 7 atm) de muy corta duración (30-100 ms) que producen una onda de choque que flexa las mangas y desprende el polvo depositado. La principal ventaja de los filtros limpiados por pulsos de aire es que la limpieza de las mangas se realiza sin parar el proceso de depuración de gas, no siendo necesaria la compartimentación del equipo. Por ello seleccionamos éste último método. La elección de un tejido para una aplicación dada depende fundamentalmente de los siguientes factores: 1) Temperatura del gas 2) Propiedades físicas y químicas del polvo 3) Composición química del gas 4) Contenido en humedad del gas. *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 29 5) Precio A su vez, el tipo de tejido elegido condiciona, en gran parte, el método de limpieza a utilizar. La tela seleccionada es de fibra de vidrio, ya que es relativamente barata y cumple los requisitos anteriores, además de que es compatible con el método de limpieza seleccionado. El diseño de este tipo de filtro de mangas, sugiere la EPA, viene marcado por la ecuación: Donde: V: velocidad de filtración, es la incógnita que se pretende hallar (ft/min) A: Factor asociado al material del polvo a eliminar (Tabla 1.4) B: Factor asociado al tipo de proceso de procedencia de los humos (Tabla 1.4) T: Temperatura del gas. (ºF) Para temperaturas menores de 50ºF, se usará este valor, y para temperaturas mayores de 275ºF, se usará este valor. L: Carga del polvo a la entrada (gr/ft3). Para cargas menores de 0,05 se usará L=0,05 y para cargas mayores de 100, se usará L=100. D: Diámetro promedio de las partículas a tratar. El valor de D será 0,8 para partículas menores a 3 μm, y de 1,2 para mayores de 100 μm. De la tabla 1.4, se busca el material del polvo a filtrar, en este caso cenizas volantes de combustión de carbón pulverizado es el que mejor se asemeja (Fly ashes) cuyo valor asociado es A=9. De la misma tabla, como el proceso anterior es una combustión en una caldera, el factor asociado (Product collection) B=0,9. La temperatura de trabajo es 150ºC que su equivalencia a grados Fahrenheit T=302ºF, como es mayor que 275, se toma este último valor. T= 275 La carga de polvo a la entrada máxima a tratar son 700 mg/Nm3 que debemos pasar a las unidades anglosajonas grano entre pie cúbico. *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 30 La equivalencia es L=0,146 gr/ft3. Como el 80% de las partículas tienen un diámetro menor de 3 μm, el valor de D=0,8. Así pues, con estos valores, resulta un valor de la velocidad de filtración de V=5,134 ft/min. Para hallar el área del filtro de mangas, basta con dividir el caudal volumétrico de gases entre la velocidad de filtración recientemente calculada. Situación 1 2 Caudal volumétrico ft3/min 27333,38 25981,87 Área del filtro ft2 5324 5060,75 Para no quedarse justos y ante posibles cambios de la carga, se selecciona un filtro con 5500 ft2. PRECIOS DE FILTRO La inversión del filtro de mangas es la suma del coste de una serie de términos como el equipo, la tela, equipos auxiliares, instrumentos y equipos de control, impuestos y otros conceptos. Para hallar el precio de inversión del equipo, nos vamos a la correlación del filtro de mangas limpiado por pulsos de aire a presión. De la figura 1.8: De esta ecuación nos sale P=13,306 , por lo que la inversión sería de 13306$1998. Este precio debe ser multiplicado por un factor de actualización que lo lleve a un precio actual. A partir de los índices de coste de Marshall and Swift que publica la revista de "Chemical Engineering" para el coste de equipos, y por regresión lineal se obtiene el factor de actualización 2014. El 1998 ya viene publicado y no hace falta calcularlo: *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 31 Año 1963 1964 1965 Año 1978 1979 1980 1981 1982 Índice 100,5 101,2 102,1 Índice 240,3 264,7 292,6 323,9 336,2 Año 1966 1967 1968 Año 1983 1984 1985 1986 1987 Índice 105,3 107,7 109,9 Índice 336 344 347,2 336,2 343,9 Año 1969 1970 1971 Año 1988 1989 1990 1991 1992 Índice 116,6 123,8 130,4 Índice 372,7 391 392,2 396,9 392,2 Año 1972 1973 1974 Año 1993 1994 1995 1996 1997 Índice 135,4 141,8 171,2 Índice 391,3 406,9 427,3 427,4 433,2 Año 1975 1976 1977 Año 1998 1999 2000 ----------- Índice 194,7 205,8 220,9 Índice 436 435,5 438 ------------- La regresión lineal Y=a+bX, (siendo y:índice; x:año) da como resultado: por lo que resulta los siguientes índices de coste: La inversión en 2014 del equipo será: Los precios de la tela viene marcada por el material de la misma, su diámetro el método de limpieza del filtro y el tamaño del mismo. La tela que hemos elegido es de fibra de vidrio con un diámetro de 20 cm (de 6 a 8 pulgadas) Así pues de la tabla 1.8: Esta misma tabla indica que los precios en la actualidad han podido variar hasta un 10%. Para el diseño tomamos ese valor máximo quedando: En conceptos como equipos auxiliares, instrumentación, equipos de control, impuestos y otros, el precio total de compra del filtro puede ascender hasta un 120% *Diferencia a (100- Cenizas) **8,515-4,46=4,055 *** Los caudales de gas y aire son calculados respecto al caudal de orujillo de la situación 1 Como ambos caudales son proporcionales entre sí, se sigue cumpliendo la ecuación. Álvaro Azagra Morón Página 32 NORMATIVA APLICADA Como instalación de combustión de potencia menor de 50 MW, en materia de emisiones de la atmósfera se debe cumplir las siguientes leyes: NORMATIVA GENERAL MEDIOAMBIENTAL REAL DECRETO 393/2007, de 23 de marzo, por el que se aprueba la Norma Básica de Autoprotección de los centros, establecimientos y dependencias dedicados a actividades que puedan dar origen a situaciones de emergencia. LEY 7/2007 DE GESTIÓN INTEGRADA DE LA CALIDAD AMBIENTAL (GICA) LEY 26/2007 DE RESPONSABLIDAD AMBIENTAL RD LEGISLATIVO 1/2008 que aprueba el texto refundido de la ley de Evaluación de Impacto Ambiental en Proyectos. DECRETO 356/2010 regula la autorización ambiental unificada. DECRETO 5/2012, de 17/01/2012, Se regula la autorización ambiental integrada y se modifica el Decreto 356/2010, de 3 de agosto, por el que se regula la autorización ambiental unificada REAL DECRETO-LEY 17/2012, de 04/05/2012, De medidas urgentes en materia de medio ambiente. Álvaro Azagra Morón Página 33 Ley 11/2012 sobre medidas urgentes en materia de medio ambiente (modificaciones varias) Ley 21/2013, de 9 de diciembre, de evaluación ambiental. Ley 11/2014 que modifica la Ley 23/2007 de Responsabilidad Ambiental CONTAMINACIÓN ATMOSFÉRICA : A) Comunitaria Reglamento (CE) Nº 3093/1994, del Consejo de 15 de diciembre, relativo a las sustancias que agotan la capa de ozono. Reglamento (CE) Nº 2037/2000 del Parlamento Europeo y del Consejo de 29 de junio de 2000 sobre las sustancias que agotan la capa de ozono. B) NACIONAL LEY 34/2007 de calidad del aire. RD 100/2011 que actualiza el catalogo de actividades potencialmente contaminadoras de la atmósfera. RD 102/2011 relativo a la mejora de la calidad del aire. Álvaro Azagra Morón Página 34 REAL DECRETO 815/2013, de 18 de octubre, por el que se aprueba el reglamento de emisiones industriales. RD 117/2003 limita emisiones de Cov debido al uso de disolventes. Real Decreto 678/2014, de 1 de agosto, por el que se modifica el Real Decreto 102/2011, de 28 de enero, relativo a la mejora de la calidad del aire. ORDEN DE 18 DE OCTUBRE DE 1976 del ministerio de industria sobre prevención y corrección de la contaminación atmosférica industrial. RD 1800/95 establecen nuevas normas sobre limitación de las emisiones a la atmósfera de determinados agentes contaminantes procedentes de grandes instalaciones de combustión. RD 430/2004 sobre nuevas normas sobre limitación de emisiones a la atmósfera de determinados agentes contaminantes procedentes de grandes instalaciones de combustión... y refinerías de petróleo. C) ANDALUCIA Orden, de 23 de febrero de 1996, que desarrolla el Decreto 74/1996 por el que se aprueba el Reglamento de Calidad del aire, en materia de medición, evaluación y valoración. ORDEN de 12 de febrero de 1998, por la que se establecen límites de emisión a la atmósfera de determinados agentes Álvaro Azagra Morón Página 35 contaminantes procedentes de las instalaciones de combustión de biomasa sólida. ORDEN de 22 de octubre de 2004, por la que se aprueban los modelos de pago fraccionado a cuenta y de declaración-liquidación anual del impuesto sobre emisión de gases a la atmósfera, y se determina el lugar de pago. ORDEN de 22 de octubre de 2004, por la que se regula la declaración de comienzo, modificación y cese de las actividades que determinen la sujeción al impuesto sobre emisión de gases a la atmósfera. ORDEN de 2005 q establece modelos de NOTIFICACIÓN anual de emisiones de las empresas afectadas por ley 16/2002 Decreto 239/2011, de 12 de julio, por el que se regula la calidad del medio ambiente atmosférico y se crea el Registro de Sistemas de Evaluación de la Calidad del Aire en Andalucía. A continuación adjunto la orden de 12 de Febrero de 1998 en la que la Consejería de Medio Ambiente de Andalucía establece los límites de emisión a la atmósfera de determinados agentes contaminantes procedentes de instalaciones de combustión de biomasa sólida, que son en los que se ha basado este trabajo: " ORDEN de 12 de febrero de 1998, por la que se establecen límites de emisión a la atmósfera de determinados agentes contaminantes procedentes de las instalaciones de combustión de biomasa sólida. El Decreto 833/75, de 6 de febrero, por el que se desarrolla la Ley 38/1972, de 22 de diciembre, de protección del ambiente atmosférico, establece en su Anexo IV los valores límites que, con carácter general, no deberán superar las emisiones de humos, polvos, hollines, gases y vapores Álvaro Azagra Morón Página 36 contaminantes procedentes de las principales actividades industriales potencialmente contaminadoras, cualquiera que sea su localización. El epígrafe 2 del citado Anexo IV recoge los límites de emisión para instalaciones de combustión industrial, pero solo con respecto a la utilización de carbón o fuel-oíl como combustibles. Desde hace bastantes años, se ha venido generalizando la utilización de ciertos tipos de biomasa sólida como combustible. En concreto, y de gran importancia en el caso andaluz, se ha aprovechado el orujillo, residuo sólido procedente de la extracción del aceite del orujo de las almazaras. Este orujillo, o bien el hueso, constituye un magnífico combustible que se está utilizando en numerosas instalaciones de combustión en Andalucía, fundamentalmente hornos, calderas y secaderos. Desde una óptica puramente ambiental, hay varios aspectos positivos a destacar. El primero de ellos consiste en que se ha realizado la valorización de un residuo. El segundo consiste en que, al contrario que en el caso del carbón y el fuel-oil, las emisiones de dióxido de azufre son prácticamente inexistentes en la combustión de biomasa sólida. Como tercer aspecto ambiental a considerar hay que citar el enorme beneficio que las nuevas tecnologías han traído consigo, como es la práctica eliminación de uno de los mayores problemas de contaminación que ha padecido Andalucía, consistente en el vertido de ingentes cantidades de alpechín a nuestros ríos. Sin embargo, hay un aspecto negativo, ya que la concentración de partículas sólidas en los gases de combustión sí puede llegar a alcanzar valores del mismo orden, e incluso superiores, al caso del carbón. En efecto, la generación de orujos procedentes de sistemas de obtención de aceite de oliva mediante tecnología de dos fases, ha implicado un significativo incremento en el vertido de partículas a la atmósfera en las operaciones de procesado y posterior combustión. Debe considerarse que la mayoría de las instalaciones que utilizan este combustible son de pequeño volumen, por lo que la adopción de ciertos sistemas de reducción de las emisiones de partículas no resulta económicamente viable. Adicionalmente, el reducido tamaño de las instalaciones implica que la emisión neta de partículas tampoco sea muy elevada. Álvaro Azagra Morón Página 37 El propósito de la presente regulación es el establecimiento de unos valores límite de emisión a la atmósfera de determinados agentes contaminantes en la combustión de biomasa sólida, teniendo en cuenta una visión integral del problema, es decir, su repercusión global sobre los distintos medios que puedan resultar afectados. Para ello, hay que considerar la no penalización, con respecto a la combustión del carbón, de estos tipos de combustibles, cuyas consecuencias sobre el medio hídrico, sobre la generación de residuos, y en gran medida sobre las emisiones de algunas sustancias a la atmósfera, son indudablemente beneficiosas. Por último, y en lo que respecta a la Comunidad Autónoma de Andalucía, en el ejercicio de sus competencias para dictar medidas adicionales de protección del medio ambiente atmosférico, puede establecer nuevos niveles más rigurosos de emisión de contaminantes para determinadas empresas o sectores. Así lo establecen los artículos 3 y 4 del Reglamento de Calidad del Aire, aprobado por Decreto 74/1996, de 20 de febrero. En este caso, y habida cuenta que la presente regulación supone una actuación tendente a regular niveles de emisión de actividades no especificadas en el Anexo IV del Decreto 833/1975, el artículo 46.3 de la norma citada dispone que «los límites de las emisiones a la atmósfera de otros contaminantes y otras actividades no especificadas en el Anexo IV de este Decreto serán establecidos en cada caso particular por el Ministerio competente por razón de la actividad, previo informe de la Organización Sindical». En consecuencia, tras la debida interpretación analógica del precepto, podemos concluir que es el Consejero de Medio Ambiente quien, mediante Orden, puede fijar niveles de emisión del sector de empresas que llevan a cabo combustión de biomasa, los cuales no serán necesariamente más estrictos que los del punto 27 del ya tantas veces mencionado Decreto 833/1975. En su virtud, esta Consejería de Medio Ambiente ha tenido a bien disponer: Artículo 1. La presente Orden tiene como objeto establecer los valores límites de emisión a la atmósfera para aquellas instalaciones de combustión que utilizan cualquier tipo de biomasa sólida como combustible. Álvaro Azagra Morón Página 38 Artículo 2. Se establecen en el Anexo de la presente Orden los límites de emisión de contaminantes que serán de aplicación para aquellas instalaciones en que se verifiquen procesos de combustión de potencia térmica inferior a 50 Mw. Artículo 3. En caso de que la aplicación de los límites especificados en el Anexo de la presente Orden tuviesen como resultado la superación de los niveles máximos de inmisión aplicables, podrán proponerse niveles de emisión más rigurosos para aquellas actividades ubicadas en la zona afectada o, aunque se encuentren fuera de dicha zona, sus emisiones sean responsables o contribuyan significativamente a dichas superaciones. Artículo 4. Cuando las condiciones económicas y el avance tecnológico así lo permitan, podrá proponerse que, con respecto a aquellas instalaciones que use biomasa sólida como combustible, se establezcan límites de emisión más estrictos que los señalados en el Anexo. Artículo 5. Los titulares de instalaciones que usen biomasa sólida como combustible las mantendrán en perfecto estado de conservación y limpieza, con objeto de minimizar las emisiones, tanto canalizadas como fugitivas, de partículas a la atmósfera. Los dispositivos de eliminación de partículas, cuando existan, tendrán como finalidad principal, independientemente de consideraciones económicas de aprovechamiento de materia prima, la minimización de las partículas vertidas a la atmósfera. A estos efectos, toda nueva instalación que queme biomasa sólida justificar• técnicamente que ha sido concebida teniendo en cuenta dicho aspecto". LÍMITES DE EMISIÓN DE LAS INSTALACIONES QUE UTILIZAN BIOMASA SÓLIDA COMO COMBUSTIBLE Potencia térmica (Mw): Partículas:(mg/Nm3) Monóxido de Carbono Pt (ppmv) 0<Pt≤10 400 1445 10<Pt≤30 300 1445 30<Pt≤10 200 1445 Álvaro Azagra Morón Página 39 En el mayor de los dos supuestos, la potencia térmica de la caldera es : Por lo que a nuestro sistema le corresponde cumplir unas emisiones más restrictivas que las mencionadas en la primera fila de la tabla anterior. Álvaro Azagra Morón Página 40 CONCLUSIONES El aplicar un filtro de mangas después de la caldera es el sistema más efectivo para reducir la problemática de la engente cantidad de partículas que emiten estas calderas alimentadas con orujillo, frecuentes en la industria aceitunera, debido a sus grandes ventajas como: - Facilidad de transporte hasta su punto de consumo, por su humedad, granulometría y densidad. - Buena reactividad, autoignición, estabilidad de llama y alto tiempo de residencia para una combustión completa. - Alto en Volátiles que favorece una llama viva y una transmisión de calor por radiación alta en el hogar. Así pues con este sistema de captación de partículas reducimos en un 99,9% dicha emisión quedándonos en valores de decenas de mg/Nm3muy inferiores a los 400 mg/Nm3 que marca la ley, por lo que es muy flexible ante cualquier aumento de la demanda o cambio en la composición del orujillo. El mayor problema de este sistema es que el filtro requiere trabajar a temperaturas menores de 250ºC para que su funcionamiento sea óptimo, por lo que requiere una importante inversión en un equipo que reduzca la temperatura de los gases de salida de la caldera, unos 300ºC. Se selecciona el intercambiador de placas por sus bajos costes de operación y su fiabilidad para conseguir la temperatura deseada ante cambios como el de caudal de gases. Así pues, con este método, se podría incrementar el porcentaje de autoconsumo de orujillo en las plantas aceituneras que disponen de extractoras que generen orujillo(en torno al 80% de las extractoras), que actualmente se encuentra en torno al 50%, y poder así aumentar el rendimiento de la planta y ser más autosuficientes. En la actualidad, el orujillo que no se autoconsume en la planta, la mayoría se destina a las plantas de cogeneración eléctrica, mientras que el resto se suele exportar a otros países. Para las plantas de cogeneración el orujillo se transforma en combustible gaseoso. Sin embargo, las tecnologías utilizadas para esta transformación se encuentran actualmente en fase de I+D con el fin de reducir costes. Su transformación a un combustible gaseoso mediante procesos termoquímicos (gasificación) hace que sea posible su uso en turbinas de gas, lo que permite el uso de un ciclo combinado para la generación de electricidad, el cual posee un mayor rendimiento en la conversión de energía que un ciclo simple de vapor. Álvaro Azagra Morón Página 41 Álvaro Azagra Morón Página 42