Depuración de efluentes y gestión de subproductos generados en
Anuncio

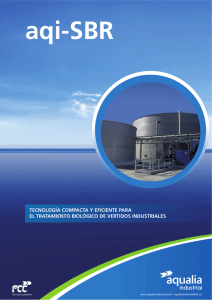
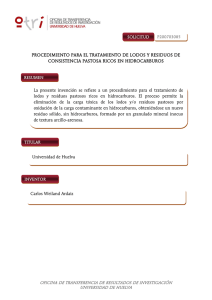
Depuración de efluentes y gestión de subproductos generados en la Industria Cárnica. Soluciones integradas para un máximo aprovechamiento de los recursos José de Castro Director de Desarrollo de Negocio Gestión de Lodos Veolia Water Technologies Ibérica Un marco legal más restrictivo en pro del medio ambiente su correcta gestión medioambiental ma que la de aplicación a los lodos de mediante la implementación de pro- depuración procedentes del trata- cesos de digestión anaerobia (plan- miento de las aguas residuales urba- tas de biogás) y compostaje, se suma- nas y asimilables a urbanas cuando El sector de la industria cárnica se rán nuevas exigencias legales en el éstos se destinan a tales fines (Real medio plazo relativas a la gestión de Decreto 1310/1990, de 29 de octu- los lodos de depuración producidos bre). Esta normativa está siendo re- en el tratamiento de las aguas resi- visada en la actualidad por el Minis- duales generadas en los mataderos terio de Agricultura, Alimentación y y resto de instalaciones de transfor- Medio Ambiente y se esperan modifi- mación de productos cárnicos. caciones de la misma en el sentido de enfrenta una vez más a un nuevo reto en el aseguramiento de una correcta gestión medioambiental de los residuos orgánicos que se generan en su actividad productiva. A la normativa básica vigente aplicable a los subproductos animales no destinados al consumo humano o SANDACH - Real Decreto 1528/2012 de 8 de noviembre - que establece la obligatoriedad de tratamiento de ciertas categorías de estos subproductos en plantas de transformación con el fin de asegurar restringir significativamente dichos La legislación vigente reguladora de usos a los lodos que no hayan sido la utilización agrícola de estos lodos convenientemente tratados (estabi- con fines de fertilización - identifica- lizados e higienizados), tal y como ya dos genéricamente con el código LER se ha legislado recientemente en al- 020204 “lodos de tratamiento in situ guna de nuestras Comunidades Au- de efluentes” según la Orden MAM tónomas (Galicia y País Vasco). 304/2002 de 8 de febrero -, es la mis- Del residuo al recurso ductos cárnicos previo a su digestión 2. Operacionales: anaerobia, junto con los lodos proce- • Veolia Water Technologies, perte- dentes del tratamiento de las aguas tintos flujos de residuos en las residuales generados en dichas ins- propias instalaciones, con el con- talaciones, lo que permite mejorar siguiente ahorro en costes de lo- el rendimiento de dicha digestión de gística y transporte. neciente al Grupo Veolia - compañía multinacional referente mundial en la gestión optimizada de los recursos del agua, la energía y los residuos - lleva años innovando en la búsqueda de soluciones in situ para el tratamiento de lodos de depuración de distinto origen y procedencia conjuntamente con otros tipos de subproductos orgánicos mediante procesos de digestión anaerobia mejorada, orientados a conseguir el máximo aprovechamiento de los recursos que contienen con un mínimo consumo energético y reducido impacto ambiental. una manera significativa. La aplicación de EXELYS™ a la pro- un retorno acelerado de la inver- blemática de los residuos orgánicos sión, ello al amparo de las nuevas generados en la industria cárnica im- políticas de la UE de fomento de plica importantes ventajas sobre las la obtención de energías renova- prácticas de gestión habituales de bles dentro del marco de una eco- dichos residuos, las cuales resumida- nomía circular. mente son las siguientes: 3. Medioambientales: 1. Económicas: • para dar respuesta a las exigencias de este nuevo marco legislativo, la al sector soluciones a medida que incorporan una tecnología de hidrólisis térmica en continuo conocida con el nombre de EXELYS™ para el tratamiento - pasteurización - de los SANDACH producidos en las instalaciones de transformación de pro- Posibilidad de contar con subvenciones públicas que permitan Fruto de dicho esfuerzo innovador y compañía ha desarrollado y ofrece • Tratamiento integrado de dis- • • Producción de lodos (digestatos) Reducción de la cantidad final estabilizados y, por tanto, con un de los lodos (digestatos) a ges- menor potencial de generación tionar (un 25-35% en peso), con de olores e higienizados (exentos el consiguiente ahorro de costes de microorganismos patógenos), de disposición final de estos ma- lo que incrementa notablemente teriales. sus posibilidades de valorización Maximización de la cantidad de agrícola a un mínimo coste. biogás generado en el proceso (30-50%), lo que permite una • Reducción de la huella de carbono. mejora de la eficiencia energética de las instalaciones y/o la generación de calor útil para otros procesos industriales en su caso. Así funciona el proceso EXELYS™ El proceso de hidrólisis térmica del lodo se lleva a cabo en el sistema EXELYS™ tal y como se ilustra en la Figura 1. En su configuración más habitual - colocado antes de la digestión anaerobia en la EDAR -, los lodos previamente deshidratados - con un 20% a 25% de concentración media en sólidos conseguida a partir de un sistema de deshidratación mecánica convencional -, son bombeados desde un silo de almacenamiento de forma continua al reactor de hidrólisis. La capacidad única de EXELYS™ para hidrolizar lodos con tan alto contenido en sólidos presenta una ventaja significativa sobre la hidrólisis en discontinuo tradicional al haber menos agua que calentar. Por lo tan- EXELYS™, maximizándose así la ratura y diluirlos convenientemente, to, con EXELYS™ se puede lograr el eficiencia energética del proceso. de forma que puedan ser incorpora- mismo efecto de hidrólisis con al menos un 30% menos del vapor. A medida que los lodos entran en el sistema, el vapor es inyectado continuamente en su interior a través de una boquilla, condensándose y dos a continuación directamente al A continuación los lodos son con- proceso de digestión anaerobia en la ducidos en modo de flujo pistón a propia EDAR. través del reactor, sometiéndose de forma controlada durante su trasla- EXELYS™ puede ser utilizado en di- do a una temperatura de 165 °C y 8 ferentes configuraciones de proceso. Figura 1: El sistema de hidrólisis térmica continua EXELYS™ transfiriendo su energía en forma de calor a los lodos. A continuación, el lodo calentado pasa a través de un mezclador estático auto-limpiable que asegura una distribución homogénea del calor a través de la masa de lodo, lo que asegura que toda la energía disponible en el vapor inyectado sea utilizada eficazmente en el bares de presión durante un tiempo Normalmente, se instala antes de la de residencia de aproximadamente digestión con todos los lodos o sola- 30 minutos, lo que permite alcan- mente con la fracción de lodos bioló- zar las condiciones de tratamiento gicos siendo hidrolizados antes de la adecuadas que se requieren para digestión (EXELYS™- LD). En am- hidrolizarlos. A la salida del reactor, bos casos, la capacidad de cualquier los lodos son enfriados, - primero a digestor existente puede ser incre- través de un intercambiador de calor mentada de manera significativa, o y finalmente mediante la adición de reducida de igual modo la inversión agua - con el fin de reducir su tempe- en nuevos digestores. Esto podría proporcionar a un operador la posibilidad de importar lodos a la planta, lo que aumentaría la producción de biogás y la generación de ingresos tanto por la importación de lodos como por la exportación de la energía producida. Sin embargo, si la capacidad del digestor no es un problema, EXELYS™ puede ser incorporado en una innovadora y patentada configuración de proceso, diseñada para optimizar la generación de electricidad y su cogeneración. La configuración del proce- Figura 2: Configuración del proceso EXELYS™- DLD so se llama EXELYS™- DLD y consis- te en la incorporación de EXELYS™ tión convencional, pero la recupera- bien puedan ser reutilizadas para rie- entre dos digestores, como se mues- ción de energía a partir de los lodos go u otros fines en el caso de resultar tra en la Figura 2. Después de la di- se optimiza. de interés. La compañía dispone del gestión primaria, el volumen de los porfolio tecnológico más amplio y lodos se reduce y se mejora su des- avanzado del mercado para dar res- hidratabilidad. Esto permite una unidad de EXELYS™ más pequeña en comparación con EXELYS™- LD y una demanda de energía inferior. El lodo hidrolizado es entonces procesado por segunda vez, recuperando así el potencial de producción de biogás restante. El biogás puede utilizarse para la producción de electricidad, y el calor residual se recupera para operar el proceso EXELYS™. Con esta configuración del sistema, la capacidad de los digestores no se mejora en comparación con la diges- Amplio porfolio de tecnologías complementarias Adicionalmente Veolia Water Te- puesta a las necesidades de tratamiento de aguas residuales, regeneración y reutilización, así como para el tratamiento de aguas de proceso y de servicio. chnologies cuenta con tecnologías complementarias para el tratamiento de las aguas residuales generadas en mataderos y otros establecimientos de transformación de productos cárnicos, que permiten que éstas puedan ser vertidas con las máximas garantías de cumplimiento legal a cauce público, colector municipal o Para más información José de Castro Director de Desarrollo de Negocio Gestión de Lodos Veolia Water Technologies Ibérica Telf. 91 660 4000 [email protected]