Trabajo Técnico No. 5 La importancia de contar con un programa PSM
Anuncio

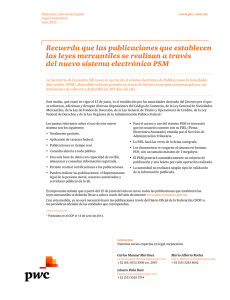
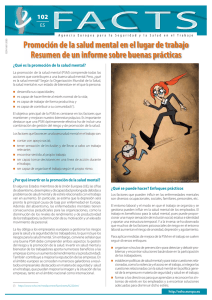
Trabajo Técnico No. 5 La importancia de contar con un programa PSM David Solis Moya Cargill San Jose, Costa Rica Abstracto Este trabajo describe la Administración de la seguridad de los procesos (PSM), un sistema que está formalmente dirigido a la operación segura de cualquier proceso en donde exista el potencial de un hecho catastrófico. El amoníaco es una sustancia regulada y sistemas de refrigeración con 10,000 libras o más de amoníaco son procesos cubiertos por los requisitos del PSM. También describe los beneficios prácticos del PSM como garantizar que los riesgos en los procesos con amoníaco como refrigerante sean identificados; evitar incidentes significativos en las operaciones; asegurar que los requerimientos de seguridad sean considerados al evaluar decisiones comerciales; y evitar riesgos inaceptables a las personas, a la propiedad, a los productos y al medio ambiente. © IIAR 2016 1 La importancia de contar con un programa PSM Resumen Administración de los procesos de gestión de seguridad (Process Safety Management, PSM) es un reglamento promulgado por la Administración de la Salud y Seguridad Ocupacional (OSHA) de los Estados Unidos en 1992. PSM es una herramienta de análisis centrado en la prevención de la liberación de cualquier sustancia definida como “productos químicos altamente peligrosos” por la EPA (la Agencia de Protección Ambiental de los Estados Unidos) o de la OSHA. Se refiere a un conjunto de enfoques relacionados entre sí para gestionar los riesgos asociados con el proceso industrial y está destinado a reducir la frecuencia y gravedad de los incidentes resultantes de las liberaciones de los productos químicos y otras fuentes de energía (US OSHA 1992). La Administración de los procesos de la seguridad es un sistema que está formalmente dirigido a la operación segura de cualquier proceso en donde exista el potencial de un hecho catastrófico. El amoníaco es una sustancia regulada y sistemas de refrigeración con 10,000 libras o más de amoníaco son procesos cubiertos conforme a los requisitos del PSM. Aparte de cumplir con el reglamento, es importante contar con un programa PSM por los siguientes motivos: • Para garantizar que los riesgos en los procesos con amoníaco como refrigerante sean identificados, para que se eviten incidentes significativos en las operaciones. • Para asegurar que los requerimientos de seguridad sean considerados al evaluar decisiones comerciales y se eviten riesgos inaceptables a las personas, a la propiedad, a los productos y al medio ambiente. International Technical Paper #5 © IIAR 2016 3 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL Introducción A través de los años se ha informado de escapes inesperados en procesos que envuelven químicos altamente peligrosos. Los incidentes continúan ocurriendo en industrias que usan estos químicos que pudieran ser tóxicos, reactivos, inflamables o explosivos o que puedan exhibir una combinación de estas propiedades. Sin importar la industria que use estos químicos altamente peligrosos, hay potencial para un escape accidental si no están apropiadamente controlados. Esto, a su vez, crea la posibilidad de que ocurra un desastre. Los desastres mayores incluyen el incidente de 1984 en Bhopal, India, que resultó en más de 2,000 muertes; el de octubre de 1989 en la Phillips Petroleum Company, en Pasadena, Texas, incidente que resultó en 23 muertes y 132 lesionados; el de julio de 1990 en BASF, en Cincinnati, Ohio, que resultó en dos muertes; y el de mayo de 1991 de IMC, Sterlington, Louisiana, incidente que resultó en ocho muertes y 128 lesionados. Aunque estos desastres, que envolvieron químicos altamente peligrosos, atrajeron la atención nacional al potencial de catástrofes mayores, el expediente público está repleto de información concerniente a muchos otros escapes menos notables de químicos peligrosos. Los escapes de químicos peligrosos continúan presentando una amenaza significativa a los empleados y proveen ímpetu, internacional y nacionalmente, para que las autoridades desarrollen o consideren desarrollar legislación y reglamentos para eliminar o minimizar el potencial para tales eventos. El 17 de julio de 1990, la Administración de Seguridad y Salud Ocupacional Federal (OSHA) publicó en el Federal Register (55 FR 29150), una norma propuesta – “Administración de seguridad de proceso de químicos altamente peligrosos” – que contiene los requisitos para el manejo de los riesgos asociados con procesos que usan químicos altamente peligrosos para ayudar a garantizar lugares de trabajo seguros y salubres. 4 © IIAR 2016 International Technical Paper #5 La importancia de contar con un programa PSM La norma propuesta de OSHA enfatizaba en el manejo de los riesgos asociados con los químicos altamente peligrosos y establecía un programa de manejo comprensivo que integraba tecnologías, procedimientos y prácticas de manejo. La notificación de la reglamentación solicitaba comentarios sobre cualquier aspecto de la norma propuesta para la administración de seguridad de proceso de químicos altamente peligrosos y anunció la programación de una audiencia para comenzar el 27 de noviembre de 1990, en Washington, DC. El primero (1ero) de noviembre de 1990, OSHA publicó una notificación en el Federal Register (55 FR 46074), programando una segunda audiencia para comenzar el 26 de febrero de 1991, en Houston, TX, enumerando asuntos adicionales y extendiendo el período de comentarios hasta el 22 de enero de 1991. Las audiencias sobre la norma propuesta, se celebraron en Washington DC, desde el 27 de noviembre hasta el 4 de diciembre de 1990; y en Houston, TX, desde el 26 de febrero al 7 de marzo de 1991. OSHA recibió más de 175 comentarios en respuesta a la notificación de la reglamentación propuesta. Además de estos comentarios, las audiencias resultaron en casi 4,000 páginas de testimonio y casi 60 comentarios postaudiencia. La norma final de OSHA fue emitida en el Federal Register el 24 de febrero de 1992, incluyendo la lista de químicos cubiertos y las cantidades límite (umbral). International Technical Paper #5 © IIAR 2016 5 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL Figura 1. 1984 en Bhopal, India;; desastre que resultó en más de 2,000 muertes. Figura 1. 1984 en Bhopal, India; desastre que resultó en más de 2,000 muertes. ¿Cómo funciona la norma? ¿Cómo funciona la norma? La norma aplica principalmente a las industrias de manufactura, las pertinentes a químicos, las de equipo de transportación y las de productos fabricados de metal. Otros La norma aplica principalmente a las industrias de manufactura, las pertinentes a sectores afectados incluyen a líquidos de gas natural;; almacenado de productos de granja;; servicios eléctricos, de gas y sanitario;; y mercadeo al por mayor. También químicos, las de equipo de transportación y las de productos fabricados de metal. aplica a los manufactureros de pirotecnia y explosivos cubiertos bajo otras normas de Otros sectores afectados incluyen a líquidos de gas natural; almacenado de productos OSHA y tiene disposiciones especiales para los contratistas que trabajan en las de granja; servicios eléctricos, de gas y sanitario; y mercadeo al por mayor. También fábricas cubiertas. aplica a los manufactureros de pirotecnia y explosivos cubiertos bajo otras normas En cada industria, PSM aplica a aquellas compañías que traten con cualquiera de más de OSHA y tiene disposiciones especiales para los contratistas que trabajan en las de 130 químicos tóxicos y reactivos específicos en las cantidades listadas;; también fábricas cubiertas. incluye líquidos y gases inflamables en cantidades de 10,000 libras (4,535.9 Kg.) o más. En cada industria, PSM aplica a aquellas compañías que traten con cualquiera de Sujetos a las reglas y procedimientos establecidos en la Norma de Comunicación de más de 130 químicos tóxicos y reactivos específicos en las cantidades listadas; Riesgos de OSHA (OSHA 1910.1200(i)(1) a 1910.1200(i)(12)), a los empleados y sus representantes designados se les debe dar acceso a la información de secreto también incluye líquidos y gases inflamables en cantidades de 10,000 libras industrial contenida dentro del análisis de riesgo de proceso y otros documentos que la (4,535.9 Kg.) o más. norma de PSM requiere que se desarrollen. 6 © IIAR 2016 International Technical Paper #5 La importancia de contar con un programa PSM Sujetos a las reglas y procedimientos establecidos en la Norma de Comunicación de Riesgos de OSHA (OSHA 1910.1200(i)(1) a 1910.1200(i)(12)), a los empleados y sus representantes designados se les debe dar acceso a la información de secreto industrial contenida dentro del análisis de riesgo de proceso y otros documentos que la norma de PSM requiere que se desarrollen. La disposición clave de PSM es el análisis de riesgos de proceso (PHA), una revisión cuidadosa de lo que pudiera ir mal y qué salvaguardas deben implantarse para evitar escapes de químicos peligrosos. Los patronos deben identificar aquellos procesos que presenten los mayores riesgos y empezar a evaluarlos de primero. Los PHAs deben completarse tan pronto como sea posible (al menos, una cuarta parte de los procesos debían haber sido evaluados para el 26 de mayo de 1994, con un 25% adicional completado cada año siguiente; de manera que, para el 26 de mayo de 1997, si no antes, los patronos hayan evaluado todos los procesos afectados). El PSM aclara las responsabilidades de los patronos y los contratistas involucrados en trabajo que afecte o tenga lugar cerca de los procesos cubiertos para garantizar que se considere la seguridad de los empleados de la planta y la de los contratistas. La norma también requiere procedimientos de operación escritos, adiestramiento a los empleados, revisiones de seguridad antes del arranque, evaluación de la integridad mecánica del equipo crítico, y procedimientos escritos para manejar el cambio. El PSM especifica un sistema de permiso para trabajo en caliente; investigación de incidentes que envuelvan escapes o conatos de incidentes de los químicos cubiertos; planes de acción de emergencia; auditorías de cumplimiento, al menos cada tres años; y protección de secretos industriales. Para entender la norma de PSM y sus requisitos, los patronos y empleados necesitan entender cómo OSHA usa el término “proceso” en PSM. Proceso significa cualquier actividad que envuelva químicos altamente peligrosos, que incluya usar, almacenar, manufacturar, manejar o mover tales químicos en el sitio o cualquier combinación de estas actividades. Para propósitos de esta definición, cualquier grupo de recipientes International Technical Paper #5 © IIAR 2016 7 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL que estén interconectados, y recipientes separados localizados de manera que pudiera envolver un químico altamente peligroso en un escape potencial, son considerados un sólo proceso. Figura 2. Elementos de la Administración de la seguridad de los procesos Figura 2. Elementos de la Administración de la seguridad de los procesos Información de seguridad de proceso (PSI) Información de seguridad de proceso (PSI) Los patronos deben completar una recopilación de información de seguridad Los patronos deben completar una recopilación de información de seguridad de proceso escrita antes de conducir cualquier análisis de proceso requerido por la norma. de proceso escrita antes de conducir cualquier análisis de proceso requerido La recopilación de información de seguridad de proceso escrita, a ser completada bajo por la norma. La recopilación de información de seguridad de proceso escrita, la misma agenda requerida para el análisis de proceso de riesgo, ayudará al patrono y a ser completada bajo la misma agenda requerida para el análisis de proceso de al empleado involucrado en la operación de proceso a identificar y comprender los riesgo, ayudará al patrono y al empleado involucrado en la operación de proceso riesgos presentados por aquellos procesos que envuelven químicos altamente peligrosos. La información de seguridad de proceso debe incluir información sobre los a identificar y comprender los riesgos presentados por aquellos procesos que riesgos de los químicos altamente peligrosos, usados o producidos por el proceso, sobre la tecnología del proceso y sobre el equipo en el proceso. La información de los riesgos de los químicos altamente peligrosos en el proceso consistirá de, al menos, lo siguiente: 8 • Toxicidad © IIAR 2016 International Technical Paper #5 La importancia de contar con un programa PSM envuelven químicos altamente peligrosos. La información de seguridad de proceso debe incluir información sobre los riesgos de los químicos altamente peligrosos, usados o producidos por el proceso, sobre la tecnología del proceso y sobre el equipo en el proceso. La información de los riesgos de los químicos altamente peligrosos en el proceso consistirá de, al menos, lo siguiente: • Toxicidad • Límites de exposición permisibles • Datos físicos • Datos de reactividad • Datos de corrosividad • Datos de estabilidad térmica y química y efectos peligrosos de la mezcla inadvertida de materiales diferentes La información sobre la tecnología de proceso debe incluir, al menos, lo siguiente: • Un diagrama de flujo de bloques o diagrama simplificado del flujo del proceso • Química del proceso • Inventario máximo • Límites seguros (superior e inferior) para parámetros, tales como temperaturas, presiones, flujos o composiciones • Una evaluación de las consecuencias de las desviaciones, incluyendo aquellas que afectan a la seguridad y salud de los empleados International Technical Paper #5 © IIAR 2016 9 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL Figura 3. Ejemplo de un diagrama de bloques del proceso Figura 3. Ejemplo de un diagrama de bloques del proceso Donde la información técnica original no exista, tal información debe ser desarrollada Donde la información técnica original no exista, tal información debe ser desarrollada conjuntamente con el análisis de riesgo del proceso para apoyar el análisis. conjuntamente con el análisis de riesgo del proceso para apoyar el análisis. La información sobre el equipo en el proceso debe incluir lo siguiente: La información sobre el equipo en el proceso debe incluir lo siguiente: • Materiales de construcción • Diagramas de tuberías e instrumentos (P&IDs) • Materiales de construcción • Clasificación eléctrica • Diagramas de tuberías e instrumentos (P&IDs) • Diseño del sistema de alivio y bases de diseño • Diseño del sistema de ventilación • Clasificación eléctrica • Códigos y normas de diseño empleados • Diseño del sistema de alivio y bases de diseño • Balances de materia y energía para procesos construidos después del 26 de mayo de 1992 • Diseño del sistema de ventilación • Códigos y normas de diseño empleados • Balances de materia y energía para procesos construidos después del 26 de mayo de 1992 • Sistemas de seguridad (por ejemplo, sistemas de enclavados “interlocks”, detección o supresión). 10 © IIAR 2016 International Technical Paper #5 La importancia de contar con un programa PSM El patrono deberá documentar que el equipo cumple con las buenas prácticas de ingeniería reconocidas, y generalmente aceptadas. Para el equipo existente diseñado y construido de acuerdo con los códigos, normas o prácticas que ya no sean de uso general, el patrono deberá determinar y documentar que el equipo está diseñado, mantenido, inspeccionado, probado y operado en forma segura. La recopilación de la información de seguridad del proceso descrita anteriormente provee la base para identificar y entender los riesgos de un proceso, y es necesaria en el desarrollo del análisis de riesgo de proceso y puede ser necesaria para cumplir con otras disposiciones del PSM, tales como la administración de cambio e investigación de incidentes. Figura 4. Estándares para diseño y construcción de sistemas de r Figura 4. Estándares para diseño y construcción de sistemas de refrigeración con amoníaco amoníaco International Technical Paper #5 © IIAR 2016 11 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL Análisis de riesgo de proceso (PHA) El análisis de riesgo de proceso es un acercamiento cuidadoso, ordenado, sistemático para analizar, identificar, evaluar y controlar los riesgos de los procesos que envuelven químicos altamente peligrosos. El patrono debe realizar un análisis de riesgo inicial (evaluación de riesgo) en todos los procesos cubiertos por esta norma. La metodología de análisis de proceso seleccionada debe ser apropiada a la complejidad del proceso y debe identificar, evaluar y controlar los riesgos envueltos en el proceso. Primero, los patronos deben determinar y documentar el orden de prioridad para conducir análisis de riesgo de proceso basado en una razón que incluya consideraciones, tales como la extensión de los riesgos, el número de los empleados potencialmente afectados, la edad y el historial de operación del proceso. Todos los análisis de riesgo de proceso iniciales deben ser realizados tan pronto como sea posible; pero, como mínimo, el patrono debía haber completado no menos del 25% para el 26 de mayo de 1994; 50% para el 26 de mayo de 1995; 75% para el 26 de mayo de 1996 y todos los análisis de riesgo iniciales para el 26 de mayo de 1997. Donde haya sólo un proceso en un lugar de trabajo, debía haber completado el análisis para el 26 de mayo de 1994. Los análisis de riesgo de proceso completados después del 26 de mayo de 1987 que cumplan con los requisitos de la norma de PSM, son aceptables como análisis de riesgo de proceso iniciales. Todos los análisis de riesgo de proceso deben ser actualizados y revalidados a base de la fecha en que se completaron, al menos, cada cinco años. 12 © IIAR 2016 International Technical Paper #5 La importancia de contar con un programa PSM El patrono debe usar uno o más de los siguientes métodos, según apropiado, para determinar y evaluar los riesgos de los procesos que estén siendo analizados: • Qué tal si...(What if) • Lista de verificación (checklist) • Qué tal si / lista de verificación • Estudio de riesgo y operatividad (HAZOP) • Modo de falla y análisis de efectos (FMEA) • Análisis de diagrama de falla • Una metodología equivalente apropiada Cualquiera que sea el método usado, el análisis de riesgo de proceso debe tratar lo siguiente: • Los riesgos del proceso • La identificación de cualquier incidente previo que tuviera potencial para consecuencias catastróficas en el lugar de trabajo • Los controles de ingeniería y administrativos aplicables a los riesgos y sus interrelaciones, tales como la aplicación apropiada de las metodologías de detección para proveer advertencia temprana de los escapes. Los métodos de detección aceptables pudieran incluir el monitoreo de proceso e instrumentación de control con alarmas y dispositivos de detección, como sensores. • Consecuencias de las fallas de los controles de ingeniería y administrativos • La ubicación de la instalación • Factores humanos • Una evaluación cualitativa del alcance de los posibles efectos de seguridad y salud sobre los empleados en el lugar de trabajo si hay una falla de controles OSHA cree que el análisis de proceso es realizado mejor por un equipo con peritajes en ingeniería y operaciones de proceso, y que el equipo debe incluir, al menos, un empleado que tenga experiencia y conocimiento del proceso que está siendo evaluado. También, un miembro del equipo debe ser conocedor de los métodos de análisis específicos usados. International Technical Paper #5 © IIAR 2016 13 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL El patrono debe establecer un sistema para tratar prontamente los hallazgos y recomendaciones, asegurarse de que las recomendaciones sean realizadas en manera oportuna y de que las resoluciones estén documentadas; documentar cuáles acciones han de tomarse; desarrollar un itinerario escrito de cuándo estas acciones deben completarse; completar las acciones tan pronto como sea posible; y comunicar las acciones a los empleados de operación, mantenimiento y otros empleados cuyas asignaciones de trabajo estén en el proceso y quienes pudieran ser afectados por las recomendaciones o acciones. Al menos, cada cinco años después de completarse el proceso inicial de análisis de riesgo, éste debe actualizarse y revalidarse por un equipo que cumpla con los requisitos de la norma para asegurarse de que el análisis de riesgo es consistente con los procesos en curso. Los patronos deben mantener en archivo y facilitar a OSHA o las autoridades pertinentes, cuando sean solicitados, los análisis de riesgos de proceso y las actualizaciones o revalidaciones para cada proceso cubierto por PSM, así como la resolución documentada de las recomendaciones por la vida del proceso. 14 © IIAR 2016 International Technical Paper #5 La importancia de contar con un programa PSM Identificar riesgos Revalidar proceso Evaluar riesgos Actuar en dirección al riesgo Recomendar acciones FiguraFigura 5. Análisis de riesgos del proceso debe ser actualizado y revalidado cada 5 5. Análisis de riesgos del proceso debe ser actualizado y revalidado cada 5 años. años. Procedimientos de operación (SOPs) Procedimientos de operación (SOPs) El patrono debe desarrollar e implantar procedimientos de operación escritos, El patrono debe desarrollar e implantar procedimientos de operación escritos, consistentes con la información de seguridad de proceso, que provea instrucciones consistentes con la información de seguridad de proceso, que provea instrucciones claras para realizar con seguridad las actividades involucradas en cada proceso clarascubierto. OSHA entiende que las tareas y procedimientos relacionados con el proceso para realizar con seguridad las actividades involucradas en cada proceso cubierto deben ser apropiados, claros, consistentes y, más importante, bien cubierto. OSHA entiende que las tareas y procedimientos relacionados con el comunicados a los empleados. Los procedimientos deben tratar, al menos, los proceso cubierto deben ser apropiados, claros, consistentes y, más importante, siguientes elementos. bien comunicados a los empleados. Los procedimientos deben tratar, al menos, los Pasos para cada fase de operación: siguientes elementos. • • • • Inicio Operaciones normales Operaciones eventuales Cierres de emergencia, incluyendo las condiciones bajo las cuales se requiere éste y la asignación de la responsabilidad de cierre a los operadores cualificados para cerciorarse que el mismo se ejecute en una manera segura y oportuna. International Technical Paper #5 © IIAR 2016 15 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL Pasos para cada fase de operación: • Inicio • Operaciones normales • Operaciones eventuales • Cierres de emergencia, incluyendo las condiciones bajo las cuales se requiere éste y la asignación de la responsabilidad de cierre a los operadores cualificados para cerciorarse que el mismo se ejecute en una manera segura y oportuna. • Operaciones de emergencia • Cierres normales • Arranque siguiente a un cambio completo o después de un cierre de emergencia Límites de operación: • Consecuencias de desviación • Pasos requeridos para corregir o evitar la desviación Consideraciones de seguridad y salud: • Propiedades de los químicos usados en el proceso y riesgos presentados por éstos • Precauciones necesarias para evitar la exposición, incluyendo controles de ingeniería, controles administrativos y equipo de protección personal • Medidas de control a tomarse si ocurre contacto físico o exposición en el aire • Control de calidad para materiales y control de niveles de inventario de químicos peligrosos (amoníaco) • Cualesquiera riesgos especiales o únicos • Sistemas de seguridad (por ejemplo, sistemas de enclavado “interlocks”, detección o supresión) y sus funciones 16 © IIAR 2016 International Technical Paper #5 La importancia de contar con un programa PSM Para asegurar que haya una referencia actualizada disponible y para formar una base para el adiestramiento necesario de los empleados, los procedimientos de operación deben estar fácilmente accesibles a los empleados que trabajen en un proceso. Los procedimientos de operación deben revisarse con tanta frecuencia como sea necesario para asegurarse de que reflejen las prácticas de operación actuales, incluyendo cambios en químicos de proceso, tecnología, equipo e instalaciones. Para proteger de procedimientos de operación obsoletos o imprecisos, el patrono debe certificar anualmente que éstos están vigentes y son precisos. El patrono debe desarrollar e implantar prácticas de trabajo seguro para el control de los riesgos durante las actividades de trabajo, tales como cierre; rotulación; entrada a espacios confinados; abrir equipo o tubería de proceso; y control sobre la entrada a la facilidad por el personal de mantenimiento, contrato y otro personal de apoyo. Estas prácticas seguras de trabajo deben aplicar a los empleados y a los empleados de los contratistas. International Technical Paper #5 © IIAR 2016 17 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL Límite de operación: presión de succión Establecida/prefijada 32 psig Rango normal 32 -­ 35 psig Nota: un operador entrenado siempre analiza cuando los parámetros de operación han excedido el rango normal y determina si las condiciones requieren inmediata atención, basado en la duración y alcance de las variantes y la experiencia de un operador entrenado trabajando con el sistema.” Abajo de los limites 28 psig Arriba de los limites 40 psig Posible causa(s) Posible causa(s) Obstrucción en línea de succión o válvula de succión del compresor parcialmente cerrada Baja existencia de amoníaco Bajas condiciones de carga Falla en microprocesador para apagado/exceso de la capacidad de carga del compresor Falla corte por baja presión Compresor no está corriendo en modo automático Consecuencia(s) de desviaciones bajas Baja capacidad del compresor Compresor no está corriendo en modo automático Condiciones de sobrecarga Pocos compresores operando Ninguna Posible acción para corregir Ninguna Posible acción para corregir Inspeccione la válvula de la línea de succión para determinar si está abierta totalmente Inspeccione el recibidor de alta presión para determinar si hay una baja carga de amoníaco Investigue las condiciones de carga para determinar si la condición es baja/sin carga Inspeccione para determinar si también muchos compresores están corriendo. Investigar capacidad de los compresores para determinar si el/los compresor(es) es/son suficientes para encargarse de las cargas de las instalaciones Encender compresores según condiciones de carga. Consecuencia(s) de desviaciones altas Figura 6. Ejemplo SOP, tabulado de límites de operación Figura 6. Ejemplo SOP, tabulado de límites de operación Participación de los empleados El patrono debe desarrollar un plan de acción escrito para implantar la participación de los empleados requerida por PSM. Bajo PSM, los patronos deben consultar con los 18 © IIAR 2016 International Technical Paper #5 La importancia de contar con un programa PSM Participación de los empleados El patrono debe desarrollar un plan de acción escrito para implantar la participación de los empleados requerida por PSM. Bajo PSM, los patronos deben consultar con los empleados y sus representantes sobre la realización y desarrollo de análisis de riesgos de proceso y en el desarrollo de los otros elementos de la administración de procesos, y deben proveer a los empleados y sus representantes acceso a los análisis de riesgo de proceso y a toda otra información que la norma requiera que se desarrolle. Adiestramiento Adiestramiento Inicial OSHA entiende que la implantación de un programa de adiestramiento efectivo es uno de los pasos más importantes que un patrono puede dar para mejorar la seguridad de los empleados. En consecuencia, PSM requiere que cada empleado involucrado en la operación de un proceso o en un proceso nuevo que se le haya asignado debe estar adiestrado en el proceso en general y en los procedimientos de operación. El adiestramiento debe enfatizar los riesgos de seguridad y salud específicos del proceso y operaciones de emergencia, incluyendo cierre y otras prácticas de seguridad que apliquen a las tareas de trabajo del empleado. Aquellos empleados ya involucrados en la operación de un proceso en la fecha de vigencia del PSM no tienen necesariamente que recibir adiestramiento inicial. En su lugar, el patrono puede certificar por escrito que los empleados tienen el conocimiento, las destrezas y capacidades requeridas para llevar a cabo con seguridad los deberes y las responsabilidades especificados en el procedimiento de operación. International Technical Paper #5 © IIAR 2016 19 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL Adiestramiento de repaso El adiestramiento de repaso debe proveerse, al menos, cada tres años o con más frecuencia, si es necesario, a todo empleado involucrado en la operación de un proceso para asegurarse de que el empleado entienda y se adhiera a los procedimientos de operación de proceso actuales. El patrono, en consulta con los empleados involucrados en operar el proceso, debe determinar la frecuencia apropiada del adiestramiento de repaso. Documentación de adiestramiento El patrono debe determinar si todo empleado que opera un proceso ha recibido y entendido el adiestramiento requerido por PSM. Debe mantenerse un expediente que contenga la identidad del empleado, la fecha de adiestramiento y cómo el patrono verificó que el empleado entendió el mismo. Figura 7. IIAR cuenta con un programa de entrenamiento básico en refrigeración con Figura 7. IIAR cuenta con un programa de entrenamiento básico en refrigeración con amoníaco, en amoníaco, en idioma español. idioma español. Contratistas Aplicación 20 En un sitio de trabajo pueden estar presentes muchas categorías de trabajo por © IIAR 2016 International Technical Paper #5 contrato. Tales trabajadores pueden operar la fábrica o sólo hacer un aspecto particular del trabajo porque tienen un conocimiento o destreza especializado. Otros trabajan sólo por períodos cortos, cuando es necesario para aumentar el personal rápidamente, como en operaciones de cambio de procesamiento. PSM incluye disposiciones La importancia de contar con un programa PSM Contratistas Aplicación En un sitio de trabajo pueden estar presentes muchas categorías de trabajo por contrato. Tales trabajadores pueden operar la fábrica o sólo hacer un aspecto particular del trabajo porque tienen un conocimiento o destreza especializado. Otros trabajan sólo por períodos cortos, cuando es necesario para aumentar el personal rápidamente, como en operaciones de cambio de procesamiento. PSM incluye disposiciones especiales para los contratistas y sus empleados enfatizando la importancia de que todos tengan cuidado de no hacer nada que ponga en peligro a los que trabajan cerca, que pudieran trabajar para otro patrono. El PSM, por lo tanto, aplica a contratistas que realizan mantenimiento o reparación, cambio de procesamiento, renovaciones mayores o trabajo de especialidad en el proceso cubierto o adyacente al mismo. No aplica, sin embargo, a contratistas que provean servicios incidentales que no influencien la seguridad del proceso, tales como servicios de limpieza, alimentos y bebidas, lavandería, entregas u otros servicios de suministro. Responsabilidades del patrono Al seleccionar un contratista, el patrono debe obtener y evaluar la información concerniente a la ejecución y los programas de seguridad del contratista. El patrono también debe informar a los contratistas de los riesgos potenciales de incendio conocidos, explosión o escapes tóxicos relacionados con el trabajo y proceso del contratista; explicar a los contratistas las disposiciones aplicables del plan de acción de emergencia; desarrollar e implantar prácticas de trabajo seguras para controlar la presencia, entrada y salida de los contratistas y los empleados contratados en las áreas de proceso cubiertas; evaluar periódicamente la ejecución de los contratistas en cumplir con sus obligaciones; y mantener un registro de lesiones y enfermedades de los empleados relacionados con el trabajo del contratista en las áreas de proceso. International Technical Paper #5 © IIAR 2016 21 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL Responsabilidades del contratista El contratista debe asegurarse de: Que los empleados contratados sean adiestrados en las prácticas de trabajo necesarias para realizar sus funciones con seguridad. Que los empleados contratados sean instruidos en el potencial conocido para riesgos de incendio, explosión o escapes tóxicos relacionados con su trabajo y el proceso, y en las disposiciones aplicables del plan de acción de emergencia. Documentar que todo empleado contratado haya recibido y entendido el adiestramiento requerido por la norma, preparando un expediente que contenga la identidad de los empleados contratados, la fecha de adiestramiento y los medios usados para verificar que los empleados entendieron el adiestramiento. Que todos los empleados contratados sigan las reglas de seguridad de la facilidad, incluyendo las prácticas de trabajo seguro requeridas en la sección de procedimientos de operación de la norma. Advertir al patrono de cualesquiera riesgos únicos presentados por el trabajo d el contratista. 22 © IIAR 2016 International Technical Paper #5 La importancia de contar con un programa PSM Figura 8. Todos los soldadores deben estar certificados según indica ASME B31.5. Figura 8. Todos los soldadores deben estar certificados según indica ASME B31.5. Revisión de seguridad pre-arranque (PSSR) Revisión de seguridad pre-­arranque (PSSR) Es importante que tenga lugar una revisión de seguridad antes de que se introduzca Es importante que tenga lugar una revisión de seguridad antes de que se introduzca cualquier químico altamente peligroso en un proceso. PSM, por lo tanto, requiere que el cualquier químico altamente peligroso en un proceso. PSM, por lo tanto, requiere que patrono realice una revisión de seguridad pre-­arranque para las nuevas facilidades y el patrono realice una revisión de seguridad pre-arranque para las nuevas facilidades para las facilidades modificadas cuando la modificación sea lo suficientemente y para las facilidades modificadas cuando la modificación sea lo suficientemente significativa para requerir un cambio en la información de seguridad del proceso. significativa para requerir un cambio en la información de seguridad del proceso. Antes de la introducción de un químico altamente peligroso a un proceso, la revisión de seguridad pre-­arranque debe confirmar que: • La construcción y el equipo están de acuerdo con las especificaciones de diseño. International Technical Paper #5 © IIAR 2016 23 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL Antes de la introducción de un químico altamente peligroso a un proceso, la revisión de seguridad pre-arranque debe confirmar que: • La construcción y el equipo están de acuerdo con las especificaciones de diseño. • La seguridad, la operación, el mantenimiento y los procedimientos de emergencia • La seguridad, la operación, el mantenimiento y los procedimientos de están funcionando y son adecuados. emergencia están funcionando y son adecuados. • Se• ha realizado un análisis de riesgo de proceso para las nuevas facilidades, las Se ha realizado un análisis de riesgo de proceso para las nuevas facilidades, las recomendaciones han sido resueltas o implantadas antes del comienzo y las recomendaciones han sido resueltas o implantadas antes del comienzo y las facilidades modificadas cumplen con los requisitos de administración de cambio. facilidades modificadas cumplen con los requisitos de administración de cambio. • El adiestramiento de todo empleado involucrado en la operación de un proceso ha sido completado. • El adiestramiento de todo empleado involucrado en la operación de un proceso ha sido completado. Requisitos Preguntas Básicas del PSSR 1. Toda la información del PSM ha sido compilado y está completa, actualizada y precisa. La información es accesible a los empleados. 2. El PHA está completo y el manejo del cambio se ha realizado para todas las modificaciones. Los requisitos específicos de estos elementos han sido completados satisfactoriamente. 3. Todos los procedimientos de seguridad han sido desarrollados, o modificados, y están siendo implementados. 4. Todos los procedimientos operacionales han sido desarrollados, o modificados, y están siendo implementados. 5. Todos los procedimientos de mantenimiento han sido desarrollados, o modificados, y están siendo implementados. 6. Todos los procedimientos de emergencia han sido desarrollados, o modificados, y están siendo implementados. 7. La construcción y el equipo está conforme con las especificaciones de diseño. Status Comentarios Fecha Inicio Fecha Fin 8. El entrenamiento ha sido completado para todos los empleados envueltos en la operación del proceso. 9. El entrenamiento ha sido completado para todos los empleados envueltos en el mantenimiento y la operación del proceso. 10. El entrenamiento ha sido completado para todos los empleados que son requeridos para responder a emergencias involucradas con el proceso. Figura 9. Ejemplo de una hoja de verificación para el PSSR Figura 9. Ejemplo de una hoja de verificación para el PSSR 24 © IIAR 2016 International Technical Paper #5 La importancia de contar con un programa PSM Integridad mecánica (MI) OSHA entiende que es importante mantener la integridad mecánica del equipo de proceso químico para asegurarse de que esté diseñado e instalado correctamente y operado apropiadamente. Los requisitos de integridad mecánica de PSM se aplican a los siguientes equipos (componentes): • Recipientes a presión y tanques de almacenado • Sistemas de tuberías (incluyendo componentes de tuberías, tales como válvulas) • Sistemas y dispositivos de descarga y ventilación • Sistemas de parada de emergencia • Controles (incluyendo los dispositivos de monitoreo y sensores, alarmas y sistemas de enclavamiento “interlocks”) • Bombas El patrono debe establecer e implantar procedimientos escritos para mantener la integridad continuada del equipo de proceso. Los empleados involucrados en mantener la integridad continuada del equipo de proceso deben estar adiestrados en la revisión de ese proceso y sus riesgos y en los procedimientos aplicables a sus tareas. Deben realizarse inspecciones y pruebas en el equipo de proceso, usando los procedimientos que sigan las buenas prácticas de ingeniería reconocidas y aceptadas. La frecuencia de las inspecciones y pruebas del equipo debe ser conforme a las recomendaciones del fabricante y a las buenas prácticas de ingeniería, o más frecuentemente si se determina que es necesario mediante la experiencia de operación previa. Toda inspección y prueba en el equipo de proceso debe ser documentada, identificando la fecha de la inspección o prueba, el nombre de la persona que realiza la inspección o prueba, el número de serie u otra identificación del equipo en el cual la inspección o prueba fue realizada, una descripción de la inspección o prueba realizada y los resultados de la inspección o prueba. International Technical Paper #5 © IIAR 2016 25 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL Las deficiencias del equipo fuera de los límites aceptables definidos por la información de seguridad de proceso deben corregirse antes del uso subsiguiente. En algunos casos, puede no ser necesario que las deficiencias sean corregidas antes del uso subsiguiente, siempre que sean corregidas con seguridad y de manera oportuna, cuando se tomen otras medidas necesarias para garantizar la operación segura. En la construcción de nuevas plantas, el patrono debe asegurarse de que el equipo, según fabricado, sea apropiado para la aplicación del proceso para el cual vaya a usarse. Deben realizarse verificaciones e inspecciones para asegurarse de que el equipo esté instalado apropiadamente y sea consistente con las especificaciones de diseño y las instrucciones de manufactura. equipo esté instalado apropiadamente y sea consistente con las especificaciones de diseño y las instrucciones de manufactura. El El patrono debe asegurarse de que los materiales de mantenimiento, las partes de patrono debe asegurarse de que los materiales de mantenimiento, las partes de remplazo y el equipo sean apropiados a la aplicación del proceso para el cual vayan a remplazo y el equipo sean apropiados a la aplicación del proceso para el cual vayan usarse. a usarse. Figura 10. Inspección de ultrasonido en tuberías con amoníaco Figura 10. Inspección de ultrasonido en tuberías con amoníaco 26 © IIAR 2016 International Technical Paper #5 La importancia de contar con un programa PSM Figura 11. El boletín 109 del IIAR presenta hojas de inspección de seguridad con los criterios mínimos para un sistema de refrigeración con amoníaco seguro. International Technical Paper #5 © IIAR 2016 27 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL Permiso para trabajo caliente Figura 11. El boletín 109 del IIAR presenta hojas de inspección de seguridad con los criterios mínimos para un sistema de refrigeración con amoníaco seguro. Debe emitirse un permiso para operaciones de trabajo caliente conducidas en los procesos cubiertos o cerca de éstos. El permiso debe documentar que se han Permiso para trabajo caliente implantado los requisitos de prevención y protección contra incendios establecidos en Debe emitirse un permiso para operaciones de trabajo caliente conducidas en los la reglamentación de OSHA (OSHA 1910.252(a)) antes de comenzar las operaciones. procesos cubiertos o cerca de éstos. El permiso debe documentar que se han implantado los requisitos de prevención y protección contra incendios establecidos en la reglamentación de OSHA (OSHA 1910.252(a)) antes de comenzar las operaciones. Éste debe indicar la fecha autorizada para el trabajo e identificar el objeto en el cual Éste debe indicar la fecha autorizada para el trabajo e identificar el objeto en el cual se se va a realizar el trabajo caliente. El permiso debe mantenerse en archivo hasta que va a realizar el trabajo caliente. El permiso debe mantenerse en archivo hasta que se se complete el trabajo. complete el trabajo. Figura 12. Pre-­tarea y permiso para trabajos de corte y soldadura son de carácter Figura 12. Pre-tarea y permiso para trabajos de corte y soldadura son de obligatorio. carácter obligatorio. Administración de cambios (MOC) 28 © IIAR 2016 International Technical Paper #5 La importancia de contar con un programa PSM Administración de cambios (MOC) OSHA entiende que los cambios contemplados a un proceso deben ser cuidadosamente evaluados para evaluar por completo su impacto sobre la seguridad y salud de los empleados y para determinar los cambios necesarios en los procedimientos de operación. A este fin, la norma contiene una sección sobre procedimientos para la administración de cambios a procesos. Deben establecerse e implantarse procedimientos escritos para administrar los cambios (excepto para substitución por equivalente) a los procesos químicos, tecnología, equipo y procedimientos y cambios a las facilidades que afecten a un proceso cubierto. Estos procedimientos escritos deben garantizar que se tomen las siguientes consideraciones antes de cualquier cambio: • La base técnica para el cambio propuesto • El impacto del cambio en la seguridad y salud de los empleados • Modificaciones a los procedimientos de operación • Período de tiempo necesario para el cambio • Requisitos de autorización para el cambio propuesto Los empleados que operan un proceso, los de mantenimiento y de contrato cuyas tareas vayan a ser afectadas por un cambio en el proceso deben ser informados y ser adiestrados en el cambio antes del comienzo del proceso o el arranque de la parte afectada del proceso. Si un cambio cubierto por estos procedimientos resulta en un cambio en la información de seguridad requerida del proceso, tal información también debe ser actualizada como corresponde. Si un cambio cubierto por estos procedimientos cambia los procedimientos o prácticas de operación requeridos, éstos también deben ser actualizados. International Technical Paper #5 © IIAR 2016 29 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL Reconocer la necesidad del cambio. Aprendizaje. Establecer una visión para el cambio. Evaluar el cambio. Entender la cultura y política. Controlar el proceso del cambio. Promoción y el empleo de liderazgo. identificación de un enfoque de cambio. Implementar el cambio. Planear el cambio. Figura 13. Modelo para implementar el cambio Figura 13. Modelo para implementar el cambio Investigación de incidentes Investigación de incidentes Una parte crucial de un programa de administración de seguridad de proceso es una Una parte crucial de un programa de administración de seguridad de proceso es una investigación cuidadosa de los incidentes para identificar la cadena de eventos y causas, de modo que puedan desarrollarse e implantarse medidas correctivas. PSM investigación cuidadosa de los incidentes para identificar la cadena de eventos y requiere la investigación de todo incidente que resulta en un escape catastrófico de un causas, de modo que puedan desarrollarse e implantarse medidas correctivas. PSM químico altamente peligroso en el lugar de trabajo o pudiera, razonablemente, requiere la investigación de todo incidente que resulta en un escape catastrófico de esperarse que resultara en uno. un químico altamente peligroso en el lugar de trabajo o pudiera, razonablemente, La investigación de un incidente se iniciará tan pronto como sea posible, pero no más esperarse que resultara en uno. tarde de las 48 horas siguientes al incidente. La investigación debe ser realizada por un equipo consistente en, al menos, una persona conocedora del proceso envuelto, incluyendo a un empleado de contrato si el incidente envolviera el trabajo de un La investigación de un incidente se iniciará tan pronto como sea posible, pero no más contratista, y otras personas con el conocimiento y la experiencia necesarios para tarde de las 48 horas siguientes al incidente. La investigación debe ser realizada por investigar y analizar el incidente cuidadosamente. 30 © IIAR 2016 International Technical Paper #5 La importancia de contar con un programa PSM un equipo consistente en, al menos, una persona conocedora del proceso envuelto, incluyendo a un empleado de contrato si el incidente envolviera el trabajo de un contratista, y otras personas con el conocimiento y la experiencia necesarios para investigar y analizar el incidente cuidadosamente. Debe prepararse un informe de investigación que incluya, al menos: • Fecha del incidente • Fecha en que comenzó la investigación • Descripción del incidente • Factores que contribuyeron al incidente • Recomendaciones resultantes de la investigación Debe establecerse un sistema para tratar y resolver prontamente los hallazgos y recomendaciones del informe de incidente. Las resoluciones y acciones correctivas deben documentarse y los informes deben ser revisados por todo el personal afectado, cuyas tareas sean relevantes a los hallazgos del incidente (incluyendo a los empleados contratistas, donde sea aplicable). El patrono debe mantener estos informes de investigación de incidente por cinco (5) años. Planificación y respuesta de emergencia Si a pesar de la mejor planificación ocurre un incidente, es esencial que la planificación pre-emergencia y el adiestramiento adviertan a los empleados de qué hacer, y sean capaces de ejecutar las acciones apropiadas. Por esta razón, debe desarrollarse e implantarse un plan de acción de emergencia para toda la planta de acuerdo con las disposiciones de otras reglas de OSHA (OSHA 1910.38(a)). Además, el plan de acción de emergencia debe incluir los procedimientos para el manejo de pequeños escapes de químicos peligrosos. Los patronos cubiertos por PSM también pueden estar sujetos a la reglamentación de desperdicios peligrosos y respuesta de emergencia (OSHA 1910.120 (a), (p) y (q). International Technical Paper #5 © IIAR 2016 31 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL Figura 14. HAZMAT es una parte importante del plan de emergencias para sistemas Figura 14. HAZMAT es una parte importante del plan de emergencias para sistemas con amoníaco. con amoníaco. Auditorías de cumplimiento Auditorías de cumplimiento Para tener certeza de que la administración de seguridad de proceso es efectiva, los Para tenerpatronos deben certificar que han evaluado el cumplimiento con las disposiciones de certeza de que la administración de seguridad de proceso es efectiva, los PSM, al menos, cada tres (3) años. patronos deben certificar que han evaluado el cumplimiento con las disposiciones de Esto verificará que los procedimientos y las prácticas desarrollados al amparo de la PSM, al menos, cada tres (3) años. norma sean adecuados y se sigan. Deben realizarse auditorías de cumplimiento por, al menos, una persona conocedora Esto verificará que los procedimientos y las prácticas desarrollados al amparo de la del proceso;; desarrollarse un informe de los hallazgos de la auditoría y documentarse norma sean adecuados y se sigan. las deficiencias que hayan sido corregidas. Los dos informes de auditoría de cumplimiento más recientes se deben mantener en el archivo. Deben realizarse auditorías de cumplimiento por, al menos, una persona conocedora del proceso; desarrollarse un informe de los hallazgos de la auditoría y documentarse las deficiencias que hayan sido corregidas. Los dos informes de auditoría de cumplimiento más recientes se deben mantener en el archivo. 32 © IIAR 2016 International Technical Paper #5 La importancia de contar con un programa PSM FiguraFigura 15. Las guías de PSM y RMP del IIAR son la mejor opción para implementar y 15. Las guías de PSM y RMP del IIAR son la mejor opción para implementar y dar seguimiento a un programa de PSM. dar seguimiento a un programa de PSM. Secretos industriales Secretos industriales Los patronos deben facilitar todos los datos necesarios para cumplir con el PSM a aquellas personas responsables de recopilar la información de seguridad de proceso, Los patronos deben facilitar todos los datos necesarios para cumplir con el PSM a desarrollar el análisis de riesgo y los procedimientos de operación, y los que realizan aquellas personas responsables de recopilar la información de seguridad de proceso, investigación de incidentes, planificación y respuesta de emergencia y auditorías de desarrollar el análisis de riesgo y los procedimientos de operación, y los que realizan cumplimiento, sin importar el posible estatus de secreto industrial de tal información. investigación de incidentes, planificación y respuesta de emergencia y auditorías de Sin embargo, nada en PSM impide que el patrono requiera a estas personas que entren en acuerdos de confidencialidad de no revelar la información. cumplimiento, sin importar el posible estatus de secreto industrial de tal información. Sin embargo, nada en PSM impide que el patrono requiera a estas personas que entren en acuerdos de confidencialidad de no revelar la información. International Technical Paper #5 © IIAR 2016 33 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL Conclusión El amoníaco se considera un riesgo alto para la salud, ya que es corrosivo para la piel, los ojos y los pulmones. La exposición a 300 partes por millón (ppm) constituye un peligro inmediato para la vida y la salud. El amoníaco también es inflamable en concentraciones de aproximadamente 15% a 28% en volumen en el aire. Cuando se mezcla con aceites lubricantes, se aumenta su gama de concentración inflamable. Puede explotar si se libera en un espacio cerrado con una fuente de ignición presente, o si un recipiente que contiene amoníaco anhidro se expone al fuego. Afortunadamente, el amoníaco tiene un umbral de olor bajo (20 ppm), por lo que la mayoría de la gente va a buscar alivio en concentraciones mucho más bajas. El amoníaco como refrigerante se aborda en las normas específicas para la industria en general por OSHA y EPA. La clave para prevenir escapes de amoníaco es buen mantenimiento y procedimientos operacionales seguros. En los Estados Unidos, las instalaciones que usan 10,000 libras o más de amoníaco anhidro deben cumplir con el Estándar de Administración de Seguridad de Procesos (PSM). El beneficio está en mayor seguridad en el sistema mecánico con amoníaco, para proteger la vida y la propiedad tanto de los empleados como los vecinos. Incrementa las capas de seguridad para mitigar o controlar cualquier evento de fuga. Además ayuda a crear sistemas más robustos que brindan mayor vida operativa con menor mantenimiento, disminuyendo costos. Realmente seguir un estándar no es garantía que el sistema tenga cero problemas o fugas, pero es una guía para un nivel de ordenamiento óptimo, que reduce fallas y persigue evitar errores. 34 © IIAR 2016 International Technical Paper #5 La importancia de contar con un programa PSM Todos los países de Latinoamérica deberían implementar y exigir un programa de PSM para las instalaciones nuevas y existentes que utilicen amoníaco como refrigerante, siguiendo los alineamientos de la OSHA y la guía de PSM del IIAR. Esta es una responsabilidad y un deber de cada profesional en este oficio de la refrigeración industrial con amoníaco. Figura 16. El amoníaco es una sustancia con nivel de riesgo a la salud de 3 e inflamabilidad de 1 para áreas abiertas y nivel 3 para cuarto de máquinas, según NFPA 704. International Technical Paper #5 © IIAR 2016 35 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL Referencias 1. “Occupational Safety and Health Standards 29 CFR 1910.119”. United States Department of Labor Occupational Safety and Health Administration. OSHA. Consultado el 15 enero de 2016. 2. “Process Safety Management”. OSHA.gov. United States Department of Labor Occupational Safety and Health Administration. Consultado el 15 enero de 2016. 3. “Model Risk Management Program and Plan for Ammonia Refrigeration” (PDF). Environmental Protection Agency. EPA. Science Applications International Corporation, (May 1996). 4. Accident Prevention and Response Manual for Anhydrous Ammonia Refrigeration System Operators (PDF). U.S. Environmental Protection Agency Region 7. Publication EPA-907-B-1-9001, 4th Ed, (junio de 2015). 5. National Institute for Occupational Safety and Health (NIOSH), (mayo de 1994). Proporciona un documento de concentraciones IDLH (Inmediatamente peligroso para la vida y salud) que incluye los datos de toxicidad aguda para el amoníaco. 6. Process Safety Management & Risk Management Program Guidelines, Vol. 1 & Vol. 2. IIAR 7. Ammonia Refrigeration Piping Handbook. IIAR. 2014 8. Ammonia Data Book 2nda edición. IIAR. 9. Ammonia Refrigeration Library. IIAR 36 © IIAR 2016 International Technical Paper #5 La importancia de contar con un programa PSM 10.Center for Chemical Process Safety (CCPS) (23 September 2011). Guidelines for Hazard Evaluation Procedures. John Wiley & Sons. ISBN 978-1-118-21166-3. 11.American Institute of Chemical Engineers. Center for Chemical Process Safety (15 de abril de 1995). Guidelines for Process Safety Documentation. Center for Chemical Process Safety of the American Institute of Chemical Engineers. ISBN 978-0-8169-0625-3. 12.American Institute of Chemical Engineers. Center for Chemical Process Safety (1994). Guidelines for Implementing Process Safety Management Systems. Center for Chemical Process Safety of the American Institute of Chemical Engineers. ISBN 978-0-8169-0590-4. International Technical Paper #5 © IIAR 2016 37 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL Apéndice A: § 1910.119 – Lista de químicos, tóxicos y reactivos altamente peligrosos (mandatorio) 38 © IIAR 2016 International Technical Paper #5 La importancia de contar con un programa PSM Notes: International Technical Paper #5 © IIAR 2016 39 2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL Notes: 40 © IIAR 2016 International Technical Paper #5