Fabricación de blindajes de plomo para envase y venta de
Anuncio

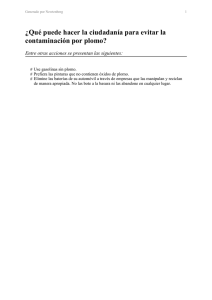
El ININ hoy FABRICACIÓN DE BLINDAJES DE PLOMO PARA ENVASE Y VENTA DE MATERIAL RADIACTIVO Por Ing. J. Adrián González González, Depto. Para atender lo anterior se decidió fabricar Fabricación de Prototipos ([email protected]) moldes para producir por medio de extrusión, utilizando para ello una prensa hidráulica. Las Introducción tapas continuaron produciéndose por medio de vaciado en sus moldes respectivos. Desde el año de 1982 se producen en el taller del Departamento de Fabricación de Prototi- Cabe aclarar que al producir una pieza por pos de la Gerencia de Ingeniería, los blindajes medio de extrusión, siempre la punta del ex- de plomo requeridos por el Departamento de tremo inicial resulta irregular, por lo cual los Materiales Radiactivos de la Gerencia de Apli- blindajes luego de extruidos debían ser caciones Nucleares en la Salud, para envase maquinados en su extremo superior para lo- y venta de material radiactivo. Desde enton- grar una forma regular y un buen asiento de ces, se decidió fabricar seis tipos de blindaje la tapa correspondiente. para envase de material con distinta intensidad radiactiva. Fueron denominados como A, Los materiales primarios necesarios para pro- B, C, D, E y F, cada uno con su propia geome- ducir los diferentes tipos de blindajes siempre tría y espesor determinado. fueron el plomo afinado al 99.99 %, gas L.P. para el proceso de fundición y líquido El proceso de fabricación desmoldante. Los materiales secundarios para el acabado de los blindajes fueron, líquido Inicialmente se fabricaron a partir de una ba- desoxidante, primario cromato de zinc, laca rra maciza de plomo hasta obtener el diáme- automotiva, disolventes, lija y trapo limpio. tro interior y exterior necesario, así como el tipo de tapa con un maquinado escalonado, A partir de 1996 en función de consideracio- al igual que la parte superior del blindaje, para nes técnicas, prácticas y de una tendencia a obtener un ensamble adecuado para impedir lograr una mejor presentación del producto y fugas de radiación. de disminuir los costos de fabricación, se han realizado innovaciones significativas como re- En fecha posterior se decidió modernizar el ducir el número de modelos de blindaje, de proceso de fabricación, dado que la deman- seis a solamente cuatro. Se eliminaron los da se iba incrementando y el procedimiento modelos B y F y además se estandarizaron o ya resultaba lento y costoso. igualaron las dimensiones interiores de los cuaContacto Nuclear tro blindajes. Pero la innovación principal fue que la práctica de recubrir los blindajes con diseñar y fabricar cuatro moldes para produ- primario cromato de zinc y laca automotiva cir los diferentes blindajes por medio de va- encarecía notoriamente su costo, por el eleva- ciado y prensado del plomo y así obtener pie- do precio de los materiales aunado al tiempo zas totalmente formadas, a las que únicamen- por mano de obra. Por lo anterior se decidió te había que eliminarles la pequeña cola que diseñar y fabricar moldes para producir siempre queda después del prensado de me- recubrimientos de polietileno, denominados tal fundido. camisas, por medio de inyección termo-plástica. Aunado a lo anterior se diseñó y fabricó Con lo anterior se eliminó el proceso de una prensa neumática para realizar el proce- maquinado del extremo superior de los blin- so de inyección termo-plástica en los moldes dajes y las posibles diferencias de dimensio- mencionados. nes entre piezas del mismo tipo. Los recipientes de polietileno con tapa sustituiLuego de un análisis económico se observó Tipo A Tipo C rán al recubrimiento de pintura actual. Cabe Tipo B Tipo D Tipo E Tipo F Los seis tipos de blindajes que actualmente se fabrican en el ININ 2 2 Contacto Nuclear aclarar que el recubrimiento con pintura tiene El proceso actual de recubrimiento que utiliza una finalidad bien determinada, la cual con- cromato de zinc, catalizador, laca automotiva, siste en evitar el contacto directo con el plo- disolventes, lijas, trapo limpio y mano de mo, tanto del personal que maneja los blinda- obra, tiene un costo promedio de $ 102.50 jes durante el proceso de envase del material por pieza. radiactivo, como de los usuarios finales en los Considerando que aproximadamente se fa- hospitales y en la industria. brican 10,000 piezas por año, el costo En la tabla de abajo, se comparan los costos asciende a $ 1025,000.00 entre el proceso de recubrimiento con pinturas y el recubrimiento con camisas de El proceso propuesto comprende la fabrica- polietileno. Este último se iniciará a partir de ción de recipientes de polietileno con tapa, próximo año 2006. cuyo costo promedio será de $ 35.00 por pieza. Actualmente se fabrican aproximadamente 10,000 blindajes anuales, de los cuales se es- El ahorro estimado será de $ 675,000.00 anua- tima que podrán reciclarse o reutilizarse aproxi- les madamente un 40 %, teniendo como resultado un ventajoso ahorro, así como una entre- La parte mayor se deriva del estimado aproxi- ga más oportuna al Departamento de Mate- madamente del 40 % de blindajes recupera- riales Radiactivos, debido a la simplificación dos y reutilizados, ya que al tener la protec- del proceso de fabricación. ción del recipiente de polietileno, el plomo no se maltratará. A la fecha el principal problema estriba en que el recubrimiento de pintura Conclusión se maltrata con mucha facilidad, debido a golA partir del año 2006 se sustituirá el proceso pes por manejo inapropiado. actual de recubrimiento con pintura, para los blindajes tipo A, C, D y E de plomo, los cuales El 40 % de blindajes recuperados representa se emplean para el envase y venta de mate- 13,400 kg anuales de plomo, con un costo de rial radiactivo, por un recipiente recubierto de $ 167,000.00. polietileno con tapa. Blindaje Tipo A B C D E F Año / Costo (pesos) 1995 32.00 39.00 58.00 74.00 60.00 77.00 Año / Costo (pesos) 2001 100.00 ----179.00 211.00 159.00 231.00 Año / Costo (pesos) 2005 154.00 ----272.00 322.00 240.00 ----- Año / Costo (pesos) 2006 124.00 ----210.00 272.00 179.00 ----- Peso en Kg 1.0 --3.8 6.0 2.6 --- Tabla comparativa de costos. Contacto Nuclear !