Impresión de fax de página completa
Anuncio

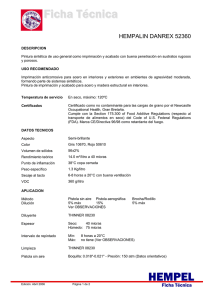
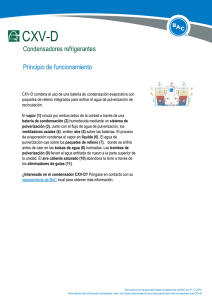
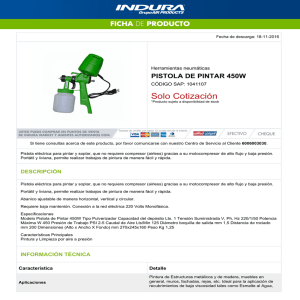
3 uso y regulación de pistolas aerográficas 3. USO Y REGULACIÓN DE LAS PISTOLAS AEROGRÁFICAS 3.1. Indicaciones generales 3.2. Recomendaciones de uso 3.2.1. Según la tecnología aplicada 3.2.2. Según el proceso de trabajo 3.2.3. Aplicaciones especiales 3.2.4. Según el producto aplicado 3.2.5. Pintado con equipos a presión 3.3. Control de la pistola 3.3.1. Patrones de rociado 3.3.2. Tasa de transferencia L a aplicación del producto mediante equipos aerográficos es el paso final y el más importante de los trabajos de pintura. Por lo tanto, se deberán seguir unos pasos y criterios adecuados para hacerlo de manera más apropiada. También hay que tener en cuenta que cada tipo de pistola tiene unos parámetros distintos de aplicación, no pudiéndose utilizar de la misma forma una pistola convencional que una HVLP o una híbrida. Esto es debido a las diferentes características técnicas que poseen cada uno de esos equipos aerográficos. Aplicación con pistola aerográfica EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN 3.1. Indicaciones generales A continuación, se realiza una descripción general de los pasos a seguir para una correcta utilización de las pistolas, reflejando las principales diferencias de uso. Se comenzará con el vertido del producto en el depósito, suponiendo que previamente se hayan hecho correctamente las mezclas, de acuerdo a la cantidad de producto que se vaya a necesitar en la aplicación. Para echar el producto de pintura en el depósito, es conveniente colocar un filtro en la boca de llenado, de forma que se retengan las impurezas del producto. Eliminación de impurezas de la pintura Una vez vertido el producto en el depósito y colocada la tapa, se realizarán las verificaciones necesarias para comprobar y evaluar el funcionamiento de la pistola. Estas verificaciones son: • Regulación de la presión de entrada en cacha: La presión de aire comprimido a la entrada de la pistola es un parámetro importante, puesto que puede variar para cada tipo de pistola y se debe ajustar a las condiciones particulares de cada aplicación. Por lo tanto, es importante que, antes de comenzar la aplicación, se apriete el gatillo hasta la primera posición, esto es, hasta la posición en la 94 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN que únicamente pasa aire, comprobando en el manómetro de entrada la presión que está suministrando la instalación de aire comprimido. Si ésta no es la que aconseja el fabricante para ese producto y ese equipo, debe ajustarse, bien desde la propia pistola, si dispone de regulador y la diferencia es pequeña, bien desde los reguladores de la instalación hasta conseguir la presión correcta, en especial cuando deba incrementarse la presión. Este ajuste de la presión se deberá comprobar durante la pulverización, con el gatillo apretado a fondo, para comprobar que no se reduce la presión durante la aplicación. Igualmente, se debe verificar que la red de aire comprimido garantice el caudal necesario de aire, para lo que se mantendrá pulsado el gatillo unos segundos, asegurándose que no disminuye la presión a lo largo del tiempo. • Regulación de la pulverización: Se debe llevar a cabo sobre una probeta de muestra, nunca sobre la pieza a pintar. La regulación consistirá en apretar el gatillo y ver las características de la atomización (patrón de pulverizado). Si se distribuye uniformemente la pintura sobre la superficie de prueba y se delimita bien el patrón de rociado, no hará falta modificación alguna. Sin embargo, en algunas ocasiones, por el cambio de producto, de las condiciones de la aplicación o por desajustes debidos a su limpieza, puede que la pulverización no sea la idónea, demasiado dispersa o 95 Ajuste de la presión de trabajo EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN Patrón de pulverizado concentrada. En estos casos, se procederá a actuar sobre los pomos de regulación de producto y de abanico, hasta conseguir el patrón de pulverizado deseado. Puede incluso ocurrir que el patrón sea defectuoso, en cuyo caso habrá de procederse al mantenimiento, reparación o sustitución del elemento o elementos averiados. Una vez que se han efectuado todos estos pasos previos, se procede a la aplicación propiamente dicha. Las principales reglas de aplicación son las siguientes: - La pistola debe permanecer en todo momento perpendicular a la superficie sobre la que se va a realizar la aplicación, desplazando la pistola con un movimiento paralelo a la misma y manteniendo siempre una distancia constante entre la pistola y la superficie de trabajo. Forma de aplicación correcta, con la pistola perpendicular a la superficie 96 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN De esta forma se consigue que la capa de pintura que se deposita sobre la superficie sea lo más uniforme posible, ya que si la aplicación de pintura no fuese perpendicular a la superficie, sino de forma curva, algunas partes tendrían más grosor que otras. Por otro lado, la razón de mantener una distancia constante entre el equipo y la superficie durante toda la aplicación es porque, a medida que la distancia entre boquilla y superficie aumenta, la dispersión de las partículas de pintura se hace mayor y, por lo tanto, la capa de pintura en esas zonas tendrá menor grosor, y viceversa. Además, en especial en los colores metalizados y perlados, una aplicación más próxima disminuye la evaporación de disolventes de la pintura antes de alcanzar la superficie, lo que crea una capa más húmeda en la que las partículas metálicas pueden moverse mejor, hundiéndose y oscureciendo el color, mientras que, al aumentar la distancia y producirse una mayor evaporación de disolventes, la capa de pintura formada es más seca, quedándose las partículas metálicas y perladas más en la superficie, dando un acabado más metálico y más claro. Formas incorrectas de aplicación - La velocidad de desplazamiento a lo largo de la superficie durante el proceso de pintado debe ser uniforme, ya que la pistola proporciona una velocidad y un caudal de pintura constante y, por lo tanto, para lograr una aplicación uniforme de producto sobre la superficie completa (la misma cantidad de pintura proporciona el mismo espesor) es necesario que la 97 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN velocidad de desplazamiento sea también constante. En cualquier caso, hay que tener en cuenta que a mayor velocidad de desplazamiento, menor será la cantidad de pintura depositada y viceversa, lo cual es importante al dar un mayor o menor número de manos. Banco móvil con sistema de control Cuando haya problemas en el acabado o sea necesario aplicar fondos (de espesores elevados), es recomendable conseguirlo mediante varias pasadas, pues aumentar la cantidad de producto aplicada en una misma pasada incrementaría el riesgo de que se produzcan descolgados, hervidos o perdidas de brillo. Además, si las manos son muy bañadas (especialmente en pintura al agua), se incrementan exageradamente los tiempos de evaporación, por lo que, cuando sea posible, se darán pasadas finas, que favorecen la evaporación. - La aplicación de la pintura puede realizarse de distintas maneras, según varíen parámetros como el color (sólido, metalizado…) o la superficie (horizontal, vertical…); normalmente, se aconseja hacerlo primero de izquierda a derecha y, después, de derecha a izquierda, o viceversa. En cualquier caso, es imprescindible que cada pasada se superponga, aproximadamente, sobre la mitad del abanico de la pasada anterior. Esto debe realizarse para que la pintura cubra correctamente toda la superficie y se produzca una buena fusión e integración entre todas las capas. Con este proceder, además, el pintor se asegura de que cada mano cubra las posibles pulverizaciones irregulares que pueden producirse en los límites del abanico. A la hora de pintar superficies verticales, se debe comenzar por la parte de arriba, moviendo la pistola horizontalmente hasta el límite de la pieza 98 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN para ir descendiendo progresivamente en cada pasada hasta llegar a la parte inferior. Las pasadas pueden ser también verticales, si la superficie es más alta que ancha; esto se conseguirá girando el casquillo 90º o girando la pistola para aplicar desde arriba hasta abajo y volver luego hacia arriba, en vez de ir avanzando de izquierda a derecha. Esta opción, que no es muy frecuente por las características de las piezas ni por la costumbre del pintor, también puede ser utilizada cuando se pintan grandes superficies, como laterales de camiones y autocares. Pasada sobre la mitad del abanico anterior En ambos casos, cuando se llega al final de cada pasada hay que soltar el gatillo de la pistola tras abandonar la superficie que se pinta, para volverlo a apretar en la siguiente pasada, antes de entrar de nuevo en la superficie que se está pintando. De esta forma se desperdicia menos producto (no aplicando producto sobre la zona enmascarada o directamente fuera de la superficie, cuando se pintan piezas desmontadas), a la vez que se evita una acumulación excesiva de pintura en los bordes, que pueda dar lugar a la aparición de descolgados. Puede ser aconsejable también dar pasadas cruzadas (consisten en dar primero pasadas horizontales o verticales y, luego, perpendiculares a éstas) en zonas planas visibles, como un capó. Pasadas cruzadas 99 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN De esta forma, se reducen los riesgos de marcar el sentido en el que se ha pintado y se consigue que el acabado quede más uniforme. Puede ser especialmente útil en colores de efecto, ya que, al proceder así, se reduce la posibilidad de formación de sombras. Por otro lado, en superficies curvas, se sigue con el brazo la misma trayectoria y se mantiene siempre la perpendicularidad entre la pistola y la superficie, con una distancia y velocidad de pasada constantes. En el caso de rebordes o perfiles en la superficie, existencia de molduras u otros accesorios enmascarados, debe tenerse la precaución de no aplicar excesiva cantidad de pintura, pues la acumulación en dichos puntos puede dar lugar a la aparición de descolgados y a la formación de defectos en el desenmascarado, ya que la pintura se deposita sobre el material de enmascarar y forma una película uniforme con la pieza que se pinta. La acumulación de material en determinadas zonas de unión puede evitarse utilizando un burlete. De igual manera, debe considerarse que las zonas horizontales de una misma pieza reciben mayor cantidad de pintura que las partes verticales, por lo que, nuevamente, debe evitarse la aplicación de una carga elevada. 3.2. Recomendaciones de uso Partiendo de las consideraciones generales realizadas anteriormente, se tendrán en cuenta también factores particulares de la aplicación como el tipo de tecnología de la pistola (convencional, HVLP o híbrida), el proceso de trabajo (desde una única pieza hasta el vehículo completo), la aplicación específica que se haga (difuminado, productos base agua, etc.) o si el equipo es de presión. 100 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN 3.2.1. Según la tecnología aplicada Como se ha indicado con anterioridad, existen distintos tipos de equipos aerográficos. La clasificación, según la tecnología empleada o según la presión de aplicación y su tasa de transferencia, los divide en equipos convencionales, HVLP e híbridos. Cada equipo, dadas sus propiedades técnicas, poseerá unas características de aplicación particulares. 3.2.1.1. Uso de las pistolas convencionales El uso de estas pistolas es el más generalizado, ya que fueron las primeras en salir al mercado y, hasta hace no demasiados años, las únicas. Su utilización se ha explicado anteriormente; si bien, hay que tener en cuenta las siguientes características: • La distancia de aplicación debe estar comprendida entre 15 y 25 cm, manteniendo siempre las prescripciones anteriormente descritas en cuanto a velocidad, posición y orientación de la pistola. • La presión de trabajo en boquilla está en torno a los 2 - 2,5 bar y la velocidad a la que circula la pintura de 10 m/s, aproximadamente. Esto se traduce en una densa niebla de pulverización producida por el rebote de la pintura. •El consumo de aire se encuentra entre 250 y 350 litros/minuto, dependiendo del producto utilizado y de su viscosidad. A mayor viscosidad, mayor consumo de aire. También depende del tipo y modelo de pistola aerográfica. • La velocidad de aplicación está en función, en gran medida, del pro- ducto, paso de pico fluido y de su viscosidad, así como de la pericia del pintor. 101 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN • Poseen un amplio abanico, que reduce considerablemente el número de pasadas. Con estas características se pueden encontrar tanto equipos de succión como equipos de presión. Como referencia para la selección del pico de fluido y de la aguja, para pistolas convencionales, según el producto a aplicar, puede utilizarse la siguiente tabla. Pistola convencional, con un amplio abanico PICO Y AGUJA (mm) PRODUCTO Gravedad Aparejo Masilla Selladores Imprimaciones Base bicapa al disolvente Base bicapa al agua Monocapa Barniz 102 1.6 2.0 1.4 1.3 1.3 1.2 1.3 1.3 - 1.8 2.2 1.6 1.6 1.4 1.3 1.5 1.5 Aspiración 1.8 - 2.0 --------1.6 - 1.8 1.4 - 1.6 1.5 - 1-8 1.4 - 1.6 1.6 - 1.8 1.6 - 1.8 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN Nota: Los picos recomendados en la tabla anterior son los tamaños normalmente utilizados para esos tipos de productos. No obstante, antes de utilizar cualquier producto, se debe consultar las fichas técnicas del fabricante del mismo para ver qué combinación de pico y aguja es la recomendada, ya que el uso de uno u otro tipo está íntimamente relacionado con la viscosidad del producto y con las características de la aplicación. 3.2.1.2. Uso de las pistolas HVLP Si el equipo utilizado es HVLP, las características de aplicación serán muy diferentes a la de los convencionales, considerando las siguientes indicaciones: • Las pasadas deben efectuarse más cerca de la superficie (a unos 10 - 12 cm). La razón de este cambio es que, al tratarse de equipos que pulverizan a una presión más baja que los convencionales, si se mantuviese la distancia de aplicación típica de la pistola convencional, las partículas tendrían dificultades para llegar a la superficie. Otra razón por la que se puede trabajar más cerca con este tipo de pistolas es porque, al tener menos presión, no remueven la pintura cuando se aplica. 103 Casquillo de pistola convencional EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN • Como consecuencia de este acercamiento y de la mejor tasa de transferencia, se requiere una mayor rapidez en las pasadas, ya que la cantidad de pintura que se va a depositar sobre la superficie es muy superior; de lo contrario, se corre el riesgo de formar descolgados, piel de naranja, etc. Con una pasada más rápida se consigue aplicar la misma cantidad y espesor que con las convencionales. En definitiva, la aplicación deberá ser más rápida. • Otro aspecto a tener en cuenta es que se utilizan distintas presiones de entrada y salida. Se debe ajustar la presión en la boquilla hasta los 0,7 bar, que suele corresponderse con unos 2 bares de presión a la entrada de la pistola. Abanico reducido y corta distancia de aplicación con una pistola HVLP • El abanico de este tipo de pistolas es menor que el de las convencio- nales, causado, en parte, por la menor distancia a la superficie, lo que implica que, para una misma superficie, con una pistola HVLP se realizarán más pasadas. 104 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN • El consumo de aire de estas pistolas suele estar entre los 450 y los 500 litros por minutos, por lo que debe contarse con una instalación que garantice estos caudales. Para permitir este caudal, se recomienda utilizar mangueras de diámetro interior superior a los 8 milímetros. Las pistolas HVLP ofrecen, generalmente, mejor acabado para la aplicación de las bases bicapa, ya que la menor presión de pulverización ayuda a que se coloquen mejor las partículas metalizadas y nacaradas de los colores de efecto. Igualmente ayudan a la igualación del color con respecto a las herramientas de color e indicaciones del fabricante, dado que en los laboratorios de color, los ajustes se realizan con este tipo de equipos. Los picos de fluido son distintos para cada producto, por lo que se deben seguir las indicaciones del fabricante del equipo y del de la pintura. Los picos y agujas utilizados en las pistolas HVLP, según los productos son: PRODUCTO Aparejo Selladores Imprimaciones Base bicapa al disolvente Base bicapa al agua Monocapa Barniz PICO Y AGUJA 1.8 1.4 1.3 1.3 1.2 1.3 1.3 - 1.6 - 1.4 - 1.3 - 1.4 - 1.4 Nota: Los picos recomendados en la tabla son los tamaños normalmente utilizados para esos tipos de productos. No obstante, antes de utilizar cualquier producto, se deben consultar las fichas técnicas del fabricante, para ver qué combinación de pico y aguja es la recomendada, ya que el uso de uno u otro tipo depende de la viscosidad del producto y de las características de la aplicación. 105 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN Casquillo de HVLP Según lo visto anteriormente, el empleo de pistolas HVLP requiere una adaptación a la técnica de aplicación; por lo tanto, si se quiere garantizar la obtención de acabados de calidad, se deberá formar al personal en el manejo de estos equipos; de lo contrario, el acabado podría presentar una calidad muy distinta a la deseada. 3.2.1.3. Uso de las pistolas híbridas Este tipo de equipos aerográficos surgió porque el uso de las pistolas HVLP es muy distinto al de las convencionales y a los pintores les costaba adaptarse a esta nueva tecnología. Por otro lado, el elevado consumo de aire de las HVLP hacía difícil el uso de estas pistolas en instalaciones con compresores cuya producción de aire comprimido fuera baja; por lo tanto, exigía la adaptación de los equipos de aire comprimido. Ante esta problemática, los fabricantes diseñaron un tipo de pistolas que tuviera características técnicas muy similares a las pistolas HVLP y que, a la vez, se utilizaran de la forma más parecida posible a la de las convencionales; así mismo, debieran consumir menos aire, permitiendo su uso con los compresores existentes en los talleres. De esta manera, surgieron las denominadas pistolas híbridas. 106 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN La tasa de trasferencia conseguida es superior al 65%, dependiendo este dato del modelo y del producto aplicado. La forma de aplicación es casi idéntica a la de las convencionales, tanto en velocidad como en distancia, con lo que los operarios no necesitan una formación especial para conseguir acabados de calidad, idénticos a los obtenidos con las pistolas convencionales en cuanto a brillo, extensibilidad, dureza, etc. El consumo de aire de estas pistolas es algo menor que el de las HVLP y algo superior a las convencionales, encontrándose entre los 290 y los 320 litros por minutos. Las presiones de trabajo están en torno a los 1,5 - 2 bar, siendo de unos 2 a 2,5 bar en la entrada de la pistola. Los picos de fluido y agujas utilizados con este tipo de pistolas son muy parecidos a los utilizados en las HVLP para poder conseguir las elevadas tasas de transferencia. PRODUCTO Aparejo Selladores Imprimaciones Base bicapa al disolvente Base bicapa al agua Monocapa Barniz 107 PICO Y AGUJA 1.6 1.4 1.3 1.3 1.2 1.3 1.3 - 1.8 - 1.6 - 1.4 - 1.3 - 1.4 - 1.4 Aplicación con tecnología híbrida EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN Nota. Los picos recomendados en la tabla anterior son los tamaños normalmente utilizados para esos productos. No obstante, antes de aplicar cualquier producto, se deben consultar las fichas técnicas del fabricante sobre la combinación de pico y aguja, ya que su uso depende de la viscosidad del producto y de las características de la aplicación. Casquillo de híbrida A modo de resumen, la siguiente tabla recoge las principales regulaciones y parámetros de uso para cada tipo de pistola. CARACTERÍSTICAS Presión de entrada (bar) Presión de salida (bar) Consumo de aire (l/min) Caudal de producto (cc/min) Coeficiente de transferencia (%) Distancia de aplicación Dimensión del abanico (cm) 108 CONVENCIONAL HVLP HÍBRIDA 3-4 2 - 2,5 2 - 2,5 2,5 - 3,5 0,7 1,5 - 2 250 - 350 450 - 500 290 - 320 400 - 500 200 - 300 200 - 350 30 - 40 >65 >65 15 - 25 10 - 12 15 - 25 30 15 - 20 25 - 30 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN 3.2.1. Según el proceso de trabajo Además de todo lo visto, dentro de un mismo equipo aerográfico su forma de utilización también varía en función del tipo de pieza o trabajo a efectuar. Según sea la superficie a pintar se debe regular el equipo de distinta manera, se deben hacer las pasadas en un orden y de una manera determinada, etc. A continuación se describe la forma de utilizar las pistolas aerográficas en distintos procesos. 3.2.2.1. Pintado de una sola pieza A la hora de pintar una sola pieza surgen ciertas dudas sobre cómo hacerlo, si es preferible pintar con la pieza montada, o si por el contrario es mejor desmontarla; cómo se debe colocar la pieza, en sentido vertical u horizontal; todas estas dudas afectan a la forma de aplicar con la pistola y a la calidad del acabado final. Ante el problema de si es mejor pintar con la pieza montada o desmontada, depende en gran medida de la facilidad con la que se desmonta la pieza, ya que si el proceso es muy complicado encarecería mucho los costes. En este caso también influye en gran medida el color que se va a aplicar ya que si el color del vehículo es difícil de igualar, si se pintara la pieza por separado es muy probable que al volver a montarla la diferencia de color entre la pieza pintada y las adyacentes sea notable. En la decisión de desmontar o no la pieza influye la problemática del enmascarado, ya que se debe evaluar en los costes del trabajo si resulta más eficiente su desmontaje (para evitar ciertos enmascarados) o si se tiene garantía de que ninguna otra zona del vehículo resultará pulverizada sin necesidad de desmontar pieza alguna. 109 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN Al pintar una pieza desmontada, ésta debe estar colocada preferentemente en la misma posición y sentido en la que va situada en el vehículo, ya que reproduciendo las condiciones originales se conseguirá un acabado muy semejante al inicial. La pieza, desmontada, se coloca y pinta en la posición en la que va situada en el vehículo Si se opta por pintar una pieza en posición horizontal, habrá que tener especial cuidado ya que la cantidad de pintura depositada en la superficie es mayor y por lo tanto el espesor de la capa de pintura también; esta mayor cantidad de pintura y de espesor puede influir en la tonalidad final de la pieza, así como producir defectos como la bajada de brillo en partes planas, hervidos, velados… Estos problemas son menores a la hora de pintar capós o techos ya que van colocados en sentido horizontal; en piezas que van colocadas verticalmente, como puertas, la diferencia de tonalidad con las piezas adyacentes puede llegar a ser notable. En el pintado de piezas en posición horizontal se recomienda comenzar desde la parte más alejada del pintor, realizando pasadas hacia derecha e izquierda, y acercándose progresivamente al punto en que se encuentra el aplicador, superponiendo moderadamente las pasadas. Pintado de la aleta montada 110 Si, por el contrario, se pinta con la pieza en posición vertical, se comenzará por la parte de arriba, desplazándose horizontalmente hacia EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN los bordes de la pieza para ir bajando progresivamente, superponiendo las pasadas como se ha especificado en las recomendaciones generales. 3.2.2.2. Pintado de un lateral completo La forma de actuar en este caso es pintando pieza a pieza. No se deben hacer pasadas que abarquen todo el lateral del vehículo, pues al estar el pintor en movimiento, es muy difícil que se consiga mantener en todo momento la misma distancia y velocidad de aplicación; consecuentemente, al no conseguir un pintado uniforme, el acabado será distinto. Es aconsejable sobrepasar un poco en cada pasada los límites de las piezas, pintando una pequeña parte de la pieza adyacente. De esta manera, se corre menos riesgo de cargar los contornos de las piezas, que son muy propicios para la formación de descolgados y de gotas. Por otro lado, esta superposición de pasadas facilita la integración de las diferentes capas de pinturas. Cuando se trata de piezas adyacentes que el pintor puede abarcar perfectamente sin desplazarse ni adoptar posturas incómodas, puede optarse por pintar como si de una única pieza se tratase, siempre y cuando se garantice una velocidad constante de avance para la pistola y se mantenga la perpendicularidad respecto a la superficie. 111 Pintado, pieza a pieza, de un lateral completo EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN 3.2.2.3. Pintado de un frontal o de una trasera Para pintar un frontal debe seguirse el siguiente orden: primero se pintarán ambas aletas o costados como piezas verticales individuales y, posteriormente, se continuará con el capó o portón, para lo cual hay dos formas de proceder: • Si el pintor puede abarcar con un movimiento toda la pieza, se situará junto al paragolpes y comenzará las pasadas desde la parte de la pieza más alejada de su cuerpo (en el caso de los capós junto a la luna). Una vez acabada la aplicación de esta capa, se puede dar otra mano cruzada, esto es, perpendicular a la anterior para que así no se note el sentido de la aplicación y la comparación con las aletas sea lo más parecida posible. • Si el pintor no puede abarcar con un movimiento toda la pieza, por ser Barnizado de un capó abarcando la pieza completa en cada mano 112 demasiado grande, se situará junto a una aleta y comenzará a aplicar desde el centro de la pieza hasta llegar al borde junto al que está, repitiendo este proceso en el otro lado. También puede comenzarse junto a la aleta, hasta llegar al centro del capó, desplazándose luego al otro lado, partiendo ahora del centro y terminando en la aleta. Puede también dar otra mano cruzada, sobre todo si el color aplicado es un metalizado, ya que este tipo de aplicación es especialmente útil para evitar problemas en acabados de este tipo. Estos métodos se pueden aplicar tanto para pintar frontales como traseras. EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN 3.2.2.4. Pintado de un vehículo completo El trabajo de pintado de vehículos completos deberá iniciarse por el techo y los pilares. Luego, se continúa alrededor del vehículo, empezando y terminando en una puerta abierta, para evitar así que quede un borde seco o que se produzca una pulverización. Como es lógico, el hueco de la puerta deberá ser enmascarado. Existen profesionales que siguen este proceso pero no dejan una puerta abierta, ya que por su pericia y experiencia como pintores no forman los defectos anteriormente citados, tomando como medida para evitarlo el uso de otra pistola con una mezcla de pintura y disolvente integrador, que sirve para fundir la posible formación de pulverizaciones en la zona donde se finaliza. Otra posibilidad es pintar piezas alternas; se comienza pintando el techo y los pilares, a continuación el portón trasero, y después, de forma alternativa, las piezas laterales: aleta trasera izquierda, aleta trasera derecha, puerta trasera izquierda, puerta trasera derecha…, así hasta finalizar en el capó delantero. 113 Orden recomendado para pintar un vehículo completo EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN Este último método es el más usual, ya que con él se evita el enmascarado interior de la puerta abierta. Al ir intercalando el pintado de piezas del lateral derecho con piezas del lateral izquierdo los tiempos de evaporación se aprovechan para reducir el riesgo de descolgados. Con este sistema también se minimiza el riesgo de que aparezcan pulverizaciones. 3.2.3. Aplicaciones especiales 3.2.3.1. Aplicaciones en zonas estrechas Un ejemplo de este caso es el típico pintado parcial de una puerta, cuando lo único que se quiere pintar es el marco de puerta. En este caso, la utilización normal de la pistola no sería lógica, ya que al ser la superficie muy estrecha, si se dejara el abanico totalmente abierto, el desperdicio de pintura sería notable. Por lo tanto, lo que se debe hacer es regular el abanico hasta dejarlo en el tamaño adecuado. Las pasadas serán de la manera comentada anteriormente, esto es, siguiendo el trayecto curvo que tiene el marco de puerta, manteniendo la perpendicularidad de la pistola respecto a la superficie que se está pintado. 3.2.3.2. Difuminado Cuando se quiere hacer un difuminado, se deben tener en cuenta ciertos parámetros de regulación; la forma de aplicar el color con la pistola aerográfica será la que se muestra a continuación. Cierre del abanico para adaptarse al tamaño del marco de puerta 114 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN El color preparado se aplica directamente sobre el parche, en un número de manos suficiente para ocultar por completo la presencia de pinturas de fondo aplicadas anteriormente. Para realizar esta operación, se puede cerrar el abanico de la pistola cuando se trate de pequeñas reparaciones, para que se ajuste lo máximo posible al tamaño del parche; además, es recomendable bajar la presión del aire para que la pintura rebote mínimamente. Movimiento para difuminar sobre la aleta delantera La primera mano debe aplicarse exactamente sobre el parche, sin salirse de él. Tras la evaporación de los disolventes, la segunda mano sobrepasa ligeramente a la primera y así sucesivamente. De este modo, se aplica, en pasadas ligeras, el número de manos necesarias para alcanzar la cubrición total. A continuación, para difuminar el color, se reparte la pintura sobre la zona de transición, previamente mateada. Como en la anterior etapa la presión de aplicación de la pistola se ha reducido y el abanico puede haberse cerrado, se debe volver a abrir el abanico y aumentar la presión en función del tipo de pistola utilizada, para así repartir más fácilmente la pintura. 115 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN La realización de la técnica de difuminado es una de las pocas ocasiones en las que la presión de trabajo de la pistola no coincide con las especificaciones técnicas, precisamente para conseguir una aplicación que favorezca la igualación del color. Respecto al ajuste de la presión, habitualmente se recomienda disminuirla para cubrir el parche y aumentarla para difuminar. Sin embargo, también existen fabricantes de pintura que hacen otras recomendaciones, motivo por el cual deben consultarse las fichas técnicas antes de desarrollar esta técnica. Una vez preparada la herramienta se comienza a difuminar la pintura, realizando un amplio movimiento de muñeca en forma de arco, pero casi sin desplazarla. En cada punto de la trayectoria descrita con el movimiento en arco, la pistola queda a la distancia de aplicación adecuada. Por lo tanto, en los bordes de la reparación la distancia será menor, puesto que se necesita una mayor aportación de pintura. A medida que el pintor se vaya alejando del parche, disminuirá la cantidad de pintura, al girar la muñeca sin desplazar la pistola. Con este método se conseguirá una suave transición del color. El arco puede hacerse en dos sentidos. Lo más común es utilizar la denominada técnica de barrido, movimiento que comienza con la pistola de aplicación en la posición más cercana a la superficie (al borde del parche) y termina en la posición más alejada tanto del parche como de la superficie. Si esta técnica fuese en sentido contrario, se llamará técnica de recogido. La técnica del barrido está recomendada cuando no existen límites (impedimentos físicos) para la superficie de transición (por ejemplo, el difuminado en el centro del capó), mientras que si la zona es pequeña se prefiere la técnica del recogido. El movimiento de la pistola, en las técnicas de difuminado, también es una excepción en lo que respecta a la orientación 116 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN normal de la pistola, que en el resto de trabajos debe ser siempre perpendicular a la superficie. En este caso, por las particulares características, para conseguir la aplicación progresiva de menos cantidad de pintura, debe hacerse el movimiento de la muñeca en forma de arco, realizando aplicaciones oblicuas a la superficie. 3.2.3.3. Aplicación de colores metalizados, perlados y de efecto La aplicación de este tipo de colores requiere un mayor control del proceso, debido a la gran influencia que ejercen sobre el acabado final. Con estos colores es más costosa la obtención de un acabado de calidad, por la dificultad que presenta la igualación de color. Uno de los problemas radica en que si el disolvente tarda poco en evaporarse, las partículas de aluminio o mica no podrán asentarse adecuadamente en el lecho de pintura y existirá una mayor proporción de las mismas en la superficie, reflejándose más la luz y quedando, como resultado un color más claro. En el caso contrario, se conseguirá un color más oscuro. Particularizando en las pistolas aerográficas, a la hora de elegir la pistola habrá que tener en cuenta ciertos parámetros como son el caudal de aire y la velocidad de la pintura a la salida, ya 117 Arriba: Las partículas metálicas reflejan la luz como espejos Abajo: Parte de la luz que llega a las partículas de mica se refleja y parte las atraviesa, permitiendo la observación de otros colores, según los ángulos EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN que, como se ha dicho anteriormente, si el caudal es reducido, la velocidad también lo será y, como consecuencia, la evaporación del disolvente aumentará. Por tanto, el color llegará a la superficie más seco, por lo que las partículas de aluminio y mica dispondrán de menos tiempo para asentarse. Por otro lado, a medida que la presión de aire aumenta, la pulverización es mayor, lo cual dificulta el desplazamiento de la pintura hacia el sustrato, ya que se incrementan los choques entre la pintura que sale de la pistola y la que rebota en la superficie. En consecuencia, aumenta la evaporación del disolvente y provoca un color más claro. Si se cambia la boquilla para incrementar el consumo de aire, se produce un mayor aporte del mismo para igual cantidad de producto, con lo que se evapora más rápidamente el disolvente y se consigue un color más claro. Este efecto también se puede conseguir si, al regular la aguja, se reduce la cantidad de producto aportado, pues se consigue el aumento de la relación caudal de aire-producto. En la colocación de las partículas de efecto, aluminio y mica, también influye la distancia entre la pistola y la superficie a pintar: una distancia mayor permite una mayor evaporación de los disolventes, con lo que las partículas llegan más secas a la superficie y dejan un color más claro. Por el contrario, una menor distancia, permite que las partículas se hundan en la capa de pintura, dando como resultado un color más oscuro. Respecto al número de manos, es habitual que se recomiende la aplicación de dos manos para conseguir la cubrición, finalizando con una mano pulverizada, en la que se consigue un ajuste correcto del efecto metalizado o perlado. 118 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN Para facilitar la igualación del color, sin que aparezcan defectos de sombras u otros asociados a la colocación de las partículas de efecto, se recomienda la aplicación de manos cruzadas, al ocultar la dirección en la que se ha realizado la aplicación, deparando un acabado más uniforme. Para conseguir una buena calidad de acabado, lo más aconsejable es seguir las recomendaciones de los fabricantes. La técnica de aplicación será la misma que para los otros colores, teniendo en cuenta las indicaciones que se acaban de efectuar. FACTORES QUE INFLUYEN EN EL ACABADO Aclara Presión Boquilla Reglaje de aguja Distancia de aplicación Velocidad de aplicación Aumenta Aumenta el consumo de aire Aporta menos material Aumenta Aumenta Oscurece Disminuye Disminuye el consumo de aire Aporta más material Disminuye Disminuye 3.2.3.4. Aplicación con productos base agua Al igual que las pistolas HVLP y las híbridas fueron la respuesta de los fabricantes de pistolas a las exigencias medioambientales, los fabricantes de pinturas, para reducir los contaminantes, diseñaron un tipo de pintura de base agua, que reduce notablemente la emisión de COV a la atmósfera. Por ello, productos de base agua y pistolas de alta transferencia son la combinación perfecta para cumplir las normativas. 119 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN Las características de aplicación de los productos base agua son muy similares a los de base disolvente. Las principales diferencias provienen de la más lenta evaporación del agua. A su vez, la aplicación de los productos base agua también resulta parecida en cuanto a distancia, presión o velocidad de aplicación. Una de las diferencias suele estar en la cantidad de producto que se aplica en cada pasada, recomendándose manos ligeras para favorecer la evaporación del agua. También existen fabricantes que hacen recomendaciones diferentes. Colocación de secadores de efecto Venturi para acelerar el secado de productos al agua Antes de aplicar el barniz hay que esperar a que la base bicapa esté totalmente mate, para no tener problemas en el acabado por influencia de la base hidrosoluble en los disolventes del barniz. El secado puede ser acelerado mediante la utilización de aire forzado con un secador de efecto Venturi, o bien aumentando la temperatura. 120 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN Es recomendable utilizar una única pistola para trabajar con pinturas base agua, ya que, si se utiliza indistintamente, pueden quedar restos de producto, ocasionando defectos en el acabado. Por la menor velocidad de evaporación del agua es más fácil la aplicación en colores metalizados y perlados, al favorecer la colocación de las partículas. También resulta muy útil esta característica en los difuminados, ya que permiten una mejor fusión entre manos. El principal producto base agua que se emplea actualmente en los talleres de reparación es la base bicapa. A pesar de las precauciones que deben tomarse en la aplicación, estos productos son totalmente compatibles con otros de naturaleza disolvente que se emplean en los aparejos o en los barnices. 3.2.4. Según el producto aplicado 3.2.4.1. Aplicación de pinturas de fondo El equipo aerográfico recomendado para aplicar pinturas de fondo es del tipo HVLP, debido a que estas pistolas aplican con menor presión. El hecho de que las zonas de preparación estén equipadas para la extracción e impulsión de aire, se ve complementado con el uso de estos equipos, que reducen la niebla de pulverización. La regulación de la presión estará en función de: • La calidad y tipo de reparación de la carrocería: Si el estado de la reparación es el correcto o las piezas a pintar son nuevas, se trabajará con una presión normal, que facilitará el posterior lijado gracias a la mayor extensibilidad del producto. 121 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN Si el estado de la reparación no es el idóneo, se utilizarán presiones más bajas de lo normal, con el fin de transferir a la pieza la mayor cantidad de producto, aplicándose también un mayor número de manos para conseguir mayor espesor. • La técnica de trabajo: Para la aplicación de pinturas de fondo en procesos húmedo sobre húmedo, la regulación de la presión será la normal, empleándose picos más finos, iguales a los de las pistolas de acabado. Ello es debido a que, al no lijarse el aparejo, su capa debe quedar más fina, para que la pintura de acabado consiga las cualidades deseadas. • Del producto aplicado: Aplicación de aparejo sobre un parche Si los productos aplicados son imprimaciones o promotores de adherencia, en los que la película aplicada debe ser fina, se utilizará una presión normal y picos más finos, que reducen la cantidad de producto aplicado. 3.2.4.2. Aplicación de pinturas de acabado Para la aplicación de pinturas de acabado se pueden utilizar tanto pistolas convencionales como HVLP e híbridas, teniendo en cuenta las características particulares de cada una de ellas. 122 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN Aplicación de barniz sobre el paragolpes Con las HVLP se consigue una mejor reproducción del color base bicapa y se consume menos producto. Están especialmente indicadas para las bases hidrosolubles puesto que en los laboratorios de color los ajustes se realizan con este tipo de equipos. Por su parte, los equipos híbridos son los que mejor reproducen el grabado y la tensión superficial de origen; además, son aptos para productos acrílicos HS y barnices MS y HS. Mientras tanto las convencionales, que cada vez se utilizan menos, dado que utilizan presiones muy altas, tienen un consumo de producto muy elevado y una excesiva niebla de pulverización, aunque también las elevadas presiones de trabajo facilitan la extensibilidad del producto aplicado. 3.2.5. Pintado con equipos a presión El uso y regulación de los equipos a presión, en concreto de los calderines, es el que se describe a continuación. 123 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN Estos equipos se distinguen por la posibilidad de regulación mediante dos válvulas, una que alimenta o da presión al calderín y, la otra, al sistema de pulverización. Antes de comenzar a usar este sistema hay que tener muy en cuenta la forma correcta de llenado del recipiente. Para comenzar a llenar el calderín hay que asegurarse de que no haya presión ni dentro de él ni en el sistema de pulverización, lo cual se efectuará regulando las dos válvulas; una vez comprobada la ausencia de presión se procede al llenado del mismo y al cierre lateral de tapa de la manera estipulada por el fabricante. Tras el llenado del producto, lo primero que se debe hacer es dar presión al sistema de pulverización, regulando el manómetro entre 1 y 1,2 bar; seguidamente, con la llave del producto cerrada, se da presión al calderín, regulando el manómetro entre 0,6 y 0,8 bar. La aplicación comenzará abriendo la llave de producto del calderín y apretando el gatillo de la pistola. La aplicación será muy similar a la de los equipos aerográficos anteriormente comentados, con la particularidad de que trabajan a una presión menor y de que sus picos de fluido y aguja son más pequeños, ya que al estar la pintura sobrepresurizada, la pulverización es más fina. Los tamaños de estos picos suelen ser de 0,8, 1 y 1,1 milímetros. Estos equipos, por su gran capacidad, son muy indicados para el pintado de grandes superficies. Pintado de una cabina con un equipo a presión 124 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN 3.3. Control de la pistola 3.3.1. Patrones de rociado Un patrón de rociado o de pulverizado es la forma, distribución y textura que el producto aplicado deja sobre una superficie tras su pulverización. Los patrones de pulverizado dependen en gran medida del tipo de casquillo que se utiliza. Pueden tener formas circulares, ovaladas o rectangulares, según la regulación de aire y producto, siendo la forma más corriente la ovalada. Antes de aplicar sobre la superficie, es importante comprobar si el patrón de rociado es el correcto, ya que, de otro modo, puede dar lugar a defectos en la pintura. Comprobación del patrón de rociado La comprobación se realiza sobre una probeta blanca y se compone de cuatro ensayos: 125 • En el primero, el regulador de producto estará abierto al máximo y el de abanico cerrado totalmente; el patrón producido será de forma circular. • En el segundo ensayo, los dos reguladores estarán abiertos al máximo, estando estipulada la distancia de aplicación; el resultado del patrón deberá ser un abanico alargado verticalmente, para que el abanico sea el ideal. EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN • En el tercer ensayo, se girará el casquillo 90 grados, manteniendo los dos reguladores abiertos al máximo, con lo que el abanico será alargado y horizontal. Para que este patrón sea el adecuado, deberá comprobarse que los descolgados de pintura son uniformes en toda la superficie del abanico. • El cuarto ensayo consistirá en una pasada uniforme, a la distancia establecida, a lo largo de toda la probeta de aplicación. Para que la aplicación sea la correcta, el abanico debe ser uniforme por todo su recorrido. Cualquier irregularidad en los patrones anteriores implica un defecto o anomalía que debe corregirse antes de empezar la aplicación. Tras las comprobaciones anteriores, se realizará un ajuste de la pistola a las características de aplicación de cada pintor en cuanto a presión del aire y caudal de producto. Para ello, suele cerrarse un cuarto de vuelta el regulador de abanico. De esta forma, el patrón de rociado es uniforme en todo el óvalo, sin riesgo de que los extremos queden pulverizados. Asímismo, se debe controlar la velocidad de avance de la pistola y el gatillo. En unos casos, puede cerrarse ligeramente el regulador de producto. Esto reduce el recorrido del gatillo, por lo que, para aumentar la cantidad de producto depositado, deberá avanzarse más despacio. Si se deja el regulador de producto abierto al máximo, el recorrido del gatillo es completo, por lo que presionándolo más o menos se aplicará mayor cantidad de producto o a la inversa. Esta forma requiere una mayor experiencia en el ajuste del gatillo, pues una aplicación con poco producto podría producir un patrón demasiado pulverizado. 126 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN 3.3.2. Tasa de transferencia Se denomina así a la relación entre la cantidad de producto depositado en el sustrato durante la aplicación con respecto a la cantidad de material pulverizado por el equipo. Debido a las características particulares de cada equipo (presión, distancia, etc.) cada pistola presenta una tasa o coeficiente de transferencia distinto. Incluso un mismo equipo, trabajando en unas condiciones diferentes de presión, ofrecerá diversas tasas de transferencia, encontrándose su valor máximo en las características particulares para las que ha sido diseñado. Para realizar la medición de la tasa de transferencia se ajusta el equipo a las características de presión que recomiende el fabricante, empleando el pico adecuado al producto que se vaya a pulverizar. Un sistema elemental de medición, no exacto, pero que puede dar buena aproximación a la tasa de transferencia sería el siguiente: - Pesar la probeta sobre la que se va a realizar la aplicación (P1). - Se prepara el producto o la mezcla de pintura que se va a pulverizar y se vierte en el depósito de la pistola. - Se ajusta la pistola a las condiciones recomendadas por el fabricante. - Se pesa el equipo (E1). - Se realiza la aplicación sobre la probeta. - Se pesa la probeta (P2). - Se pesa el equipo (E2). La diferencia entre peso inicial del equipo aerográfico (E1) y el peso final (E2) tras la aplicación da la cantidad de producto aplicado (Ea). Por otro lado, la diferencia entre el peso final de la probeta (P2) y el peso inicial (P1) da la cantidad de producto transferido (Pt). 127 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN El cálculo de la tasa de transferencia se realiza mediante la división de los valores anteriores (Pt/Ea). Dicho valor suele expresarse en tanto por ciento, para lo cual sólo es necesario multiplicar por 100 el valor obtenido. Tasa de transferencia (%) = (P2 - P1) / (E1 - E2) * 100 Cálculo de la cantidad de pintura consumida En el ensayo anterior, de ahí su inexactitud, no se consideran los componentes volátiles de la pintura. Dichos componentes, desde el momento en que se produce el vertido en la pistola, comienzan a evaporarse, siendo más importante aún la evaporación que se produce durante la pulverización, desde que el producto sale de la pistola hasta que se deposita sobre la superficie de ensayo. Incluso después de depositarse sobre la probeta y hasta que se pesa, se sigue produciendo la evaporación de disolventes. Para realizar una valoración exacta del coeficiente de transferencia, debe medirse el contenido en sólidos del producto que se aplica. Así, se eliminan las alteraciones asociadas a la evaporación de disolvente (que influyen en el rendimiento de la pistola, ya que su función es precisamente evaporarse, bien en la aplicación, bien durante el secado sobre el soporte). Entre las normas relativas a la medición de la tasa de transferencia se pueden citar la D-5286-95 de ASTM (American Society for Testing and Materials) o la norma de 24 de mayo de 1989 de SCAQMD (South Coast Air Quality Management District). La evaluación de la tasa de transferencia suele realizarse en peso, aunque también es posible en volumen. Un dato fundamental de partida es el 128 EQUIPOS DE PULVERIZACIÓN. FUNCIONAMIENTO, DESCRIPCIÓN Y CLASIFICACIÓN contenido en sólidos del producto que se va a aplicar (P). La medición del peso de sólidos aplicados se realiza restando del peso inicial del equipo (J) el peso tras la aplicación (M), multiplicado por el porcentaje de contenido en sólidos del producto. La medición del producto aplicado se realiza por diferencia entre el peso final de la probeta (F) -una vez que la capa está completamente seca- y el peso inicial (E). La tasa de transferencia se obtiene por la división de la cantidad depositada entre la cantidad aplicada. Tasa de transferencia (%) = (F - E) / ( J - M) * P * 100 129