05--ANEXO 5.2 Anexos 1 2 3
Anuncio

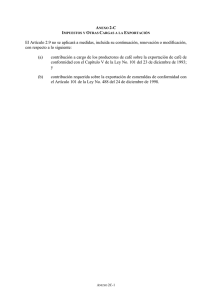
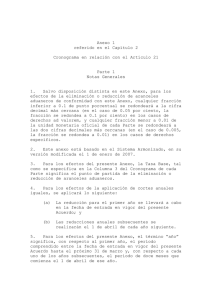
PLAN INTEGRADO DE GESTIÓN DE RESIDUOS DE NAVARRA 2025 ANEXO 5.2 – TECNOLOGÍAS DE FR Anexos 1, 2 y 3 BORRADOR CONSOLIDADO 29 FEBRERO 2016 ÍNDICE 1. Anexo 1- Tecnología BIOCUBI® (Biosecado)......................................................................... 1 2. Anexo 2- Tecnología GEISERBOX® (Autoclave)..................................................................... 1 3. ANEXO 3 – Biorreactores rotativos en ECOPARC-1 de Barcelona........................................ 1 1. Anexo 1- Tecnología BIOCUBI® (Biosecado) (Información extraída de la casa comercial) CARACTERÍSTICAS FUNCIONALES El proceso se desarrolla siguiendo las siguientes fases: - Recepción de residuos domésticos. - Trituración. - Estabilización y biosecado. - Tratamiento de gases. - Afino (para preparación de CSR). Todo el proceso se realiza dentro de una nave industrial, de unos 22 m de ancho, sometida a depresión, que evita la propagación de olores al exterior. En dicha nave, los residuos son descargados directamente por los camiones de recogida en unos fosos de recepción. Fig. Esquema de flujo de una instalación de biosecado Recepción - Se descargan de los residuos en un foso. La capacidad del mismo se calcula de forma que sea suficiente para la recepción de un período de más de un día (deseable para unos 2 – 3 días) para dar cierta flexibilidad en el tratamiento de la materia recibida. - Para evitar la propagación de olores hacia el exterior del edificio, así como el tránsito potencial de insectos, se cuenta con dos medidas: - o Una depresión en el interior del edificio, que se combina con el hecho de que el flujo de salida principal de aire del edificio es a través del biofiltros. De esta manera se pretende minimizar la emisión de caudales de aire que no hayan sido depurados. o Sistemas de rociado de agua micro-pulverizada, accionados automáticamente en la apertura de las puertas de descarga del foso de recepción. Se recogen los posibles lixiviados y se enviarán conjuntamente con el resto de PIGRN 2025 BORRADOR CONSOLIDADO 29 FEBRERO 2016 ANEXO 5.2 - Anexo 1 pág. 1de 7 lixiviados de la planta, al depósito de lixiviados. Trituración - Durante el día y bajo el control de un operario desde la sala de control, que inspecciona visualmente cada descarga. Con el puente grúa se eliminan los residuos incompatibles con el proceso (como bombonas de gas, bloques de cemento, neumáticos, etc.). - El primer puente grúa con cazo bivalvo alimenta de forma automática al triturador, que es una máquina electrohidráulica de corte, muy robusta, de uno o dos ejes y de rotación lenta y giro asíncrono en ambas direcciones. La operación asíncrona entre los dos ejes (en el caso de doble eje) aporta una redistribución continuada de los residuos; de esa manera se evita que se bloquee y a la vez se consigue una máxima capacidad de trituración. - La capacidad de trituración, además del tipo de residuo, depende también del número de cuchillas y del tipo de alimentación. Normalmente se calcula para que pueda triturar durante 8 – 10 horas toda la basura recibida en el día. - La trituración se realiza a un tamaño de 20-30 cm con el objeto de homogeneizar el material y de paso para mejorar las condiciones de fermentación, facilitando el contacto de la parte orgánica de los residuos con el oxígeno del aire que pasa a través de la masa de los mismos. - Se consigue la rotura de las bolsas de basura de manera eficaz. Biosecado Consiste en la evaporación de parte de la humedad contenida en los residuos municipales recibidos y triturados, así como en la estabilización de los mismos. La circulación de una corriente de aire forzada a través de la pila formada con los residuos y el calor producido en las reacciones de degradación aeróbica de la materia orgánica, son los mecanismos principales del proceso, tal como se ha descrito. La reacción se produce de forma natural bajo las condiciones del área de biosecado. - Una vez triturados los residuos, se trasladan mediante el puente grúa hasta la sección de biosecado, depositándolos en pilas de unos 5 – 6 metros de altura. - La duración del proceso variará: - o Si se desea obtener un CSR tras el biosecado, los residuos permanecerán en las pilas durante un tiempo de residencia medio de unos 14 días. Una vez transcurrido este período, se habrá evaporado la humedad y la reacción se parará, dejando de desprender calor, por lo que se considera finalizado el proceso de biosecado. De esta manera no se degrada apenas carbono, por lo que se obtiene mejor poder calorífico inferior (PCI). o Si lo que se desea es bioestabilizar los residuos introducidos para poder enviarlos a un vertedero, habrá que operar de forma que se ralentice la fermentación, humedeciendo si fuera necesario los residuos, alargando por lo tanto la duración del proceso por encima de los 14 días, hasta que se haya agotado la materia orgánica putrescible. Así se consigue un alto nivel de estabilización capaz de cumplir exigentes índices de respirometría en el producto bioestabilizador. Los lixiviados producidos en la zona de biosecado se recogen mediante una serie de colectores, PIGRN 2025 BORRADOR CONSOLIDADO 29 FEBRERO 2016 ANEXO 5.2 - Anexo 1 pág. 2de 7 conduciéndolos mediante una tubería subterránea hacia el depósito de lixiviados. - El pavimento del área de biosecado está formado por parrillas prefabricadas de hormigón, perforadas para permitir el paso de la corriente de aire, desde el interior de la nave hacia el “plenum” situado debajo de los residuos, desde donde es enviado al biofiltros, que se encarga del tratamiento de los gases. - El control del caudal de aire comprende la toma de datos de humedad y temperatura. La temperatura es el parámetro fundamental que determina el régimen de funcionamiento de los ventiladores de aspiración hacia el biofiltro. La cantidad de aire que circula entre los residuos se regula pues en función de la temperatura que se alcanza en el aire a la entrada del biofiltros, tratando de mantener una temperatura constante en torno a los 45-50 ºC, que corresponderían a una temperatura en la pila de residuos de unos 52-57 ºC. La regulación se realiza de forma que si sube la temperatura, se aumenta la cantidad de aire que atraviesa los residuos, mientras que se opera a la inversa si baja. Los ventiladores situados al lado del biofiltros crean la corriente necesaria para aspirar el aire a través de los orificios del pavimento de la zona de biosecado. - Ese aire aspirado, que ha pasado a través de la pila de residuos, se canaliza por tuberías hasta el biofiltros, que generalmente está situado en la cubierta del edificio (aunque también se puede situar el biofiltros en el suelo). Biofiltro - Actúa como sistema biológico de depuración de gases. Los compuestos son transferidos de la fase gaseosa a un lecho sólido donde, con un adecuado grado de humedad, son degradados biológicamente por los microorganismos presentes en el lecho. - Las sustancias a depurar son enviadas hacia un sustrato de aproximadamente un metro de material blando y poroso, generalmente de origen vegetal donde, en condiciones controladas de humedad, pH, tiempo de contacto y de nutrientes inorgánicos y orgánicos, los microorganismos metabolizan los contaminantes contenidos por el flujo gaseoso a depurar. - Las propiedades requeridas para conseguir una adecuada mezcla filtrante son una elevada porosidad, unas condiciones hídricas óptimas para la vida microbiana (60 – 70 % de humedad) y la capacidad para mantener a lo largo del tiempo las características originales. Esas condiciones, además de influir en el rendimiento del biofiltro, influyen favorablemente en los costes de gestión, garantizando unas menores pérdidas de carga y, por consiguiente, menores consumos energéticos y un menor número de intervenciones de mantenimiento para establecer las condiciones originales. - El biofiltro dispone de un sistema automático de humidificación y un sistema de drenaje para eliminar el exceso de agua, la cual será conducida al tanque de almacenamiento de lixiviados. - En estas condiciones, las emisiones después del biofiltro podrán cumplir con los siguientes valores: o Olor ≤ 600 u.o./Nm3 o NH3 ≤ 5 mg/Nm3 PIGRN 2025 BORRADOR CONSOLIDADO 29 FEBRERO 2016 ANEXO 5.2 - Anexo 1 pág. 3de 7 o - H2S ≤ 5 mg/Nm3 El área de biofiltro se dimensiona para cubrir las necesidades de extracción de aire de la zona de biosecado y la zona de recepción/trituración. Afino y preparación de CSR Dependerá del destino que se quiera dar al producto de salida de la planta. Cuando lo que se quiere es preparar un combustible a partir del residuo biosecado, se deposita el material mediante el puente grúa en una tolva situada en la nave de biosecado, desde donde se conduce por medio de cintas transportadoras para su tratamiento posterior en la sección de afino. - El afino comprende la extracción de los metales férreos y no férreos mediante una cinta tansportadora magnética (extracción de metales férreos) y un equipo de corrientes de Foucault (extracción de aluminio y metales no férreos). Los materiales recuperados se gestionarán adecuadamente para su reciclado. - Posteriormente existen varias posibilidades que permite distintas configuraciones de preparación, en función de las características del producto final deseado. Estas alternativas se recogen posteriormente en el apartado de “APLICACIONES DE MATERIA BIOSECADA) A modo de resumen, el diagrama de flujo de una instalación de este tipo se muestra a continuación: Toda la manipulación de los residuos en el interior de la instalación se realiza a través de un sistema compuesto por un conjunto de puentes grúa (dos para cada línea de tratamiento), completamente automáticos y controlados por radiofrecuencia desde el interior de la sala de control. Dispone también dicho sistema de un control de posición continuo por coordenadas absolutas y la comunicación del sistema de control con la máquina se realiza mediante un sistema inalámbrico, que evita la utilización de cables y conexiones que estorben. Cada grúa es redundante de la otra, lo que permite que mientras una está en labores de PIGRN 2025 BORRADOR CONSOLIDADO 29 FEBRERO 2016 ANEXO 5.2 - Anexo 1 pág. 4de 7 mantenimiento, se puede seguir trabajando normalmente con la otra. Se pueden programar una serie de tareas, de forma que la máquina puede funcionar en automático en total ausencia del operador de control durante largos periodos de tiempo. El PC de supervisión se coloca en la sala de control, aunque también puede colocarse lejos de la nave donde trabaja el puente grúa, con un adecuado sistema de telecámaras que suplan la falta de visión directa. Este sistema de control permite una gran flexibilidad, de forma que los parámetros de control se pueden modificar en cualquier momento para adaptar la máquina a las diferentes necesidades de trabajo. La red de control también puede comunicarse con los sistemas dedicados al control de otras máquinas (trituradores, tolvas de alimentación, otros) y de este modo es posible coordinar el funcionamiento de las distintas máquinas que forman la instalación. RESULTADOS DE APLICACIÓN BIOCUBI Un balance de masas típico del proceso es, de forma indicativa, el siguiente: Fig. Balance de masas. - Hay unas pérdidas de masa respecto a la cantidad de residuos en la entrada de aproximadamente un 30%. Estas pérdidas de masa se concretan en tres aspectos diferentes: o 25 % de pérdidas en la evaporación de humedad. o 3% de pérdidas en la degradación de la materia orgánica. o 1% de pérdidas por lixiviación de los residuos. - El residuo tras el proceso de biosecado constituye un material estabilizado y heterogéneo que se traslada al área de afino, donde se procede a separar diferentes fracciones. - Tras el proceso de biosecado se pueden obtener rangos de porcentajes respecto a los residuos de entrada similares a los siguientes: o Sin afino Agua y Mat. Orgánica consumida: 25 – 30% Producto PIGRN 2025 BORRADOR CONSOLIDADO 29 FEBRERO 2016 ANEXO 5.2 - Anexo 1 pág. 5de 7 biosecado (AMABILIS®): 70 – 75% o Con sección de afino: Agua y Mat. Orgánica consumida: 20 - 25% CSR (Fracción compuesta por textiles, papel/cartón, plásticos): 45 - 55 % Metales (ferrosos y no ferrosos) : 3 - 5% Rechazos (M.O estabilizada + inertes): 20% APLICACIONES DEL MATERIAL BIOSECADO Los residuos una vez biosecados están en condiciones óptimas para ser sometidos al tratamiento mecánico, que puede comprender diversos procesos, según sean las necesidades de cada momento y situación, tal como se ha comentado anteriormente. Todas las operaciones posteriores a proceso de biosecado son análogas a las que utilizan otros sistemas tradicionales, pero operando en unas condiciones sanitarias y ambientales mucho mejores, ya que se trabaja sobre un producto secado, higienizado y relativamente homogéneo, que facilita la posterior separación de materiales. - Entre las distintas posibilidades de aplicación del material biosecado, se encuentran las de depositarlo en vertederos de alta densidad, enviarlo directamente a hornos de incineración, preparación de combustibles sólidos recuperados, someterlos a un posterior tratamiento biológico en biorreactores activables o separar algunos de sus componentes, obteniendo metales, otros materiales reciclables, una fracción compuesta por arenas, vidrio y material orgánico estabilizado (finos) y otra fracción compuesta principalmente por papel, madera, plástico y textiles (utilizable como combustible sólido recuperado). - El material biosecado puede ser utilizado también, dadas sus especiales características como material para la restauración de vertederos de residuos domésticos agotados. - Si el destino va a ser una planta de valorización energética, generalmente no se hace nada más, solamente lo necesario para su envío al destino final. Solamente si se quiere reducir en mayor medida el tamaño de la planta posterior, se realizan otras operaciones destinadas a retirar otras fracciones que no aportan poder calorífico, como son los inertes presentes en el producto biosecado. - En cambio, si lo que se desea es preparar combustible con destino a hornos industriales, lo que se suele hacer es introducir la mezcla en un trómel (criba giratoria), con el objetivo de separar el rechazo y el producto final. En esta criba giratoria se separan los compuestos de granulometría superior a 10-12 cm, que están compuestos por plástico o tejidos no fragmentados y trozos gruesos de gomas, madera, vidrios, etc. A veces también se desea separar la fracción más fina, de diámetro medio inferior a 1-2 cm, que se destina a una maduración posterior y a otros usos posteriores. Esta operación se puede separar en otro trómel de cribado colocado antes del anterior (aguas arriba) o bien mediante un trómel con doble perforación. - Tras el cribado, el material seleccionado para formar el CSR se tritura al tamaño requerido por el consumidor final (a unos 4 – 5 cm cuando el destino es una cementera), mientras que la fracción fina se trata como rechazo del proceso. PIGRN 2025 BORRADOR CONSOLIDADO 29 FEBRERO 2016 ANEXO 5.2 - Anexo 1 pág. 6de 7 - La fracción metálica puede ser enviada directamente a gestor autorizado para su reciclado. - La fracción compuesta por arenas, vidrio y material orgánico estabilizado puede someterse a un proceso de separación, para la posterior maduración del material orgánico estabilizado separado. En este caso, ese material madurado sirve para la obtención de un producto utilizable como enmienda orgánica en restauración de suelos, mientras que los inertes pueden utilizarse en obra pública. - La fracción compuesta por papel, madera, plástico, textiles, etc. a su vez también puede ser separada eficazmente en una Fracción a base de sustancias lentamente degradables, y en una Fracción Combustible, rica en plásticos no clorados. VENTAJAS TECNOLOGÍA BIOSECADO Desde el punto de vista ambiental: - Ausencia de emisiones contaminantes (las principales emisiones son vapor de agua y dióxido de carbono en pequeña cantidad). - Todo el proceso se realiza en una nave cerrada sometida a depresión, enviando los gases a un biofiltro, de manera que no se aprecian olores en el exterior. - Producción mínima de lixiviados (alrededor de 2% respecto a los residuos de entrada), que además pueden ser recirculados en el proceso. - Es la aplicación de un BAT. - Pequeña ocupación de terreno por la planta (biosecado+sección de afino para 60000 Tn/año → 3000 m2). PIGRN 2025 BORRADOR CONSOLIDADO 29 FEBRERO 2016 ANEXO 5.2 - Anexo 1 pág. 7de 7 2. Anexo 2- Tecnología GEISERBOX® (Autoclave) (Información extraída de la casa comercial) CARACTERÍSTICAS FUNCIONALES La Higienización Activa se lleva a cabo mediante el empleo de un equipo, donde se introducen los residuos para exponerlos al tratamiento. El proceso puede llevarse a cabo en modo discontinuo o en modo continuo. Para la aplicación en modo discontinuo se emplea un equipo conocido como una Unidad de Higienización o autoclave, donde los residuos son introducidos en su interior, éste se cierra herméticamente y posteriormente se presuriza para alcanzar las condiciones operativas necesarias que permitan higienizar el residuo. Transcurrido el tiempo necesario, el equipo se despresuriza y vuelve a abrirse para dejar salir los residuos transformados. Estas operaciones se repiten a modo de ciclo, procesando en cada sesión un volumen determinado de residuos. Sin embargo la Higienización Activa en modo continuo se lleva a cabo mediante el uso de un “GEISER”, un sistema cuya invención se debe a la compañía Ambiensys, el cual permite procesar los residuos por medio de un ciclo continuo, dentro de un entorno de presión y temperatura estable, que no requiere la presurización y despresurización constante. Por tanto, mejora los tiempos de proceso y conlleva un importante ahorro energético con respecto al modo discontinuo. A continuación se describe el funcionamiento del proceso en modo continuo: - El “GEISER”. Se trata de un aparato compuesto por un cuerpo cilíndrico terminado con dos fondos “klopper” ciegos, construido para aguantar altas presiones y temperaturas. Dispone de una cámara de entrada en un extremo para la introducción de los residuos en su interior, y otra de salida por donde se obtienen los materiales ya higienizados. - Los residuos se introducen sin necesidad de haber estado sometidos a ningún otro proceso previo de manipulación, que no fuera exclusivamente el de su recogida, transporte y disposición en la planta de Higienización. - Cada “GEISER” se presenta con un armazón a modo de caja, de aproximadamente unos 12 metros de longitud por 2,5 metros de anchura, conformando una estructura modular denominada “GEISER BOX”. - En el interior del “GEISER”, los residuos se someten a un baño de vapor de agua saturado a una temperatura que puede oscilar entre los 120º C y los 190º C, dependiendo de la composición del residuo, al tiempo que se someten a un movimiento de traslación y mezclado para facilitar su exposición al vapor y la unificación de ciertas fracciones. El tiempo de proceso es de unos 40 minutos (lo que tardan los residuos en recorrer el interior del cuerpo del “GEISER” y salir por la cámara de extracción). - La presión interior que puede alcanzar en según qué casos hasta los 8 ó 9 bar, lo cual permite que el vapor de agua penetre en el interior del residuo y rompa la estructura de formaciones orgánicas, huesos y otras composiciones como el papel y el cartón, unificándolas en una única fracción de biomasa. - Dispone de un sistema de drenaje y extracción que permite separar los líquidos contenidos en el residuo y extraerlos, conjuntamente con los excesos de vapor condensado, hacia el exterior. Los líquidos extraídos se exponen a un proceso de depuración con objeto de obtener agua limpia que se empleará de nuevo en la producción de vapor y así generar un ciclo PIGRN 2025 BORRADOR CONSOLIDADO 29 FEBRERO 2016 ANEXO 5.2 - Anexo 2 pág. 1 de 3 cerrado que minimice el consumo de recursos hídricos. - Las cámaras de entrada y salida del “GEISER”, actúan como reguladoras de presión, para compensar la presión interior del equipo con la presión atmosférica exterior del ““GEISER””, sin que ello conlleve la perdida de presión o temperatura en el interior del equipo. Las pequeñas variaciones de temperatura que se pudieran producir en el interior del “GEISER”, como resultado de la entrada de nuevos residuos fríos del exterior, se regulan y compensan automáticamente con la entrada de nuevo vapor. Las plantas de tratamiento de residuos que emplean esta técnica, pueden disponer de una o más “GEISER BOX” para adaptar la capacidad de producción a la demanda. Una de las características más interesantes es su presentación bajo el concepto modular “GEISER BOX”. El empleo de cajas apilables, diseñadas con dispositivos de conexión entre ellas permite trasladar este tipo de instalaciones con suma facilidad y ocupar un espacio muy reducido Por ejemplo: 3 “GEISER BOX” permite procesar más de 75.000 t residuos/año ocupando apenas 150 m2. Los equipos de producción de vapor, extracción de condesados y depuración de agua, se presentan también en cajas de las mismas dimensiones. Cada tres “GEISER” requieren de un contenedor de producción de vapor. RESULTADOS Y VENTAJAS Partiendo de la base de que el residuo procesado se corresponde a fracción en masa o “todo uno” de residuos domésticos: - Todos los metales se obtienen limpios, carentes de etiquetas, pinturas, líquidos o piezas de plástico adheridas. Elementos férricos, el nivel impropios < 3%. Cabría resaltar el resultado obtenido de los envases de bebidas de aluminio u otras aleaciones como el que se muestra en la figura, ya que estos se obtienen completamente limpios y en perfectas condiciones para prensar en bloques y enviar directamente a fundición. Nivel impropios < 3%. - Los plásticos se transforman dependiendo de su composición. Los polietilenos de baja densidad (PEBD), que frecuentemente se emplean para la fabricación de las bolsas de PIGRN 2025 BORRADOR CONSOLIDADO 29 FEBRERO 2016 ANEXO 5.2 - Anexo 2 pág. 2 de 3 supermercado, películas para el envasado de alimentos o la base de los pañales desechables, se retractilan y adoptan formas a modo de cantos rodados macizos. Otros plásticos como el polietileno tereftalato (PET), el Polietileno de alta densidad (PEAD) o cloruro de polivinilo (PVC), no llegan a retractilarse en su totalidad pero sí que se encogen, retornando algunos envases a su preforma. En el caso concreto de los PVC es preciso considerar, que debido a la baja temperatura del proceso de Higienización, no se produce reacción alguna con este tipo de plástico que libere átomos de Cloro y por tanto presenta una ventaja más con respecto a otras técnicas como la incineración. PET nivel impropios < 3% (Según la Fundación de Economia Circular, se ha demostrado que los plásticos recuperados no son aptos para su reciclaje debido al alto grado de degradación tras el autoclave.) - Las fracciones correspondientes al papel, cartón y orgánica sufren las transformaciones más importantes. Estas fracciones se disgregan en unidades elementales para posteriormente unirse en una fracción única de biomasa, de textura fibrosa y granulometría excelente para su posterior manipulación. Esta biomasa estabilizada que se conoce como Fibra Orgánica, se obtiene con un grado de humedad inferior al 30%. El nivel de impropios tras cribar a 10 mm es < 5%. - El resto de componentes como el vidrio, el textil, o los cascotes también se obtienen limpios sin apenas sufrir variación alguna en su morfología, a excepción de las roturas por golpes con el resto de los residuos. - Permite clasificar más del 95% de los materiales que componen las basuras. VALORIZACIÓN DE LOS RESIDUOS HIGIENIZADOS Se obtienen fracciones de materiales limpios, muy homogéneas que pueden aplicarse directamente en procesos de valorización energética aportando un alto poder calorífico o pueden reintroducirse en el mercado a través de líneas de subproductos. Tienen sin embargo especial relevancia dos fracciones de materiales, la biomasa (Fibra Orgánica) y el plástico, que por sus características una vez Higienizados, se transforman en perfectos combustibles para ser empleados en sistemas de valorización energética, aplicando técnicas como la gasificación. La viabilidad de ser extraídos sin apenas impropios, su presentación homogénea en ambos casos, su bajo contenido en humedad, su morfología y su poder calorífico, propicia la viabilidad de combinación de las tecnologías de Higienización y Gasificación trabajando en simbiosis. PIGRN 2025 BORRADOR CONSOLIDADO 29 FEBRERO 2016 ANEXO 5.2 - Anexo 2 pág. 3 de 3 3. ANEXO 3 – Biorreactores rotativos en ECOPARC-1 de Barcelona (Información extraída de la casa comercial) En los biorreactores, se producen los siguientes procesos: - Apertura de las bolsas - Desfibrilado del papel cartón - Homogeneización del material - Pre fermentación de los materiales de fácil biodegradabilidad CARACTERÍSTICAS FUNCIONALES Para tener una idea de las características funcionales de este tipo de reactores, a continuación se exponen datos sobre una planta puntual y existente que trata FR. En concreto el Ecoparc-1 de Barcelona. El material de entrada a los biorreactores es la fracción resto de los residuos domésticos, cuyas características estimadas son: materia seca 50-60%, densidad 0,3-0,4 t/m3. Previamente es necesario extraer los residuos voluminosos (fracción > 400x400 mm). A tener en cuenta que la planta opera: - con 4 biorreactores en paralelo. - capacidad unitaria es de 40000 t/año. - diariamente se introducen unas 132 t de fracción resto exenta de voluminosos durante 5,5 horas, a razón de 24 t/h. De operación - El tiempo de residencia es aproximadamente de 2,5 días. - El nivel de llenado de trabajo está entre el 65% y el 75% - Velocidad de rotación: 0.75-1,5 rpm - Extracción de 10.000.- m3/h de aire durante el período de carga y descarga (5,5 horas), y entre 700 y 1.000 m3/h durante el resto de tiempo. - Cada equipo dispone de un sistema de extracción de aire que va directamente a los equipos de depuración. - La humedad debe estar comprendida entre el 50 y 55% (gracias a la adición de lixiviado y agua). - La actividad biológica genera un incremento de temperatura dentro del biorreactor que va de los 40ºC a los 70ºC. PIGRN 2025 BORRADOR CONSOLIDADO 29 FEBRERO 2016 ANEXO 5.2 – Anexo 3 pág. 1 de 3 Constructivas y físicas de los equipos - La línea consta de 4 unidades (en paralelo) de 47 metros de longitud de giro continuo y 4,2 metros de diámetro. - Cada unidad dispone de 4 ruedas tractoras. - Dentro del los biorreactores existen pletinas rigidizadoras longitudinales. - Cada unidad dispone de 3 ventiladores (5.000.- m3/h) para la aportación del aire necesario para la pre fermentación aerobia del material biodegradable. - Está previsto la incorporación de la humedad necesaria para optimizar las condiciones de degradación aeróbica. - La alimentación se efectúa a través de un pistón empujador que introduce el material a tratar situado en una tolva de alimentación. - La salida de material se realiza por rebose en la parte posterior del cilindró y gracias a la apertura de la compuerta de descarga. De proceso dentro del biorreactor - El giro constante del biorreactor hace que la fricción entre materiales provoque el desgarro de las bolsas de plástico, así como la disgregación del papel y el cartón. El material celulósico se incorpora a la fracción fina del material. - La existencia de inoculo (materia orgánica depositada en las paredes del biorreactor) favorece la rápida activación del material introducido y la fermentación aeróbica del material biodegradable introducido y la fermentación aeróbica del material biodegradable. RESULTADOS Y VENTAJAS DE LA IMPLANTACIÓN DE BIORREACTORES - La eficiencia en la apertura de bolsas y desfibrilado del material celulósico es casi total. - El incremento rápido de la temperatura dentro del biorreactor indica que el material biodegradable entra rápidamente en fase de degradación aeróbica. - La degradación de los componentes fermentables y la menor humedad, en el tramo final, facilitan la separación mecánica de los distintos material incrementando la eficiencia del proceso de separación física de los distintos componentes. - La incorporación del papel y el cartón incrementa de forma notable la cantidad de fracción fina a gestionar en la línea de estabilización aerobia, aunque disminuye la recuperación de papel cartón (solo se recuperan con los voluminosos). - Se obtiene una materia biodegradable prefermentada y papel y el cartón desfibrilado. - Se destruyen las bacterias patógenas. - Por otro lado, y mediante un tratamiento mecánico se obtienen materiales recuperables, como PIGRN 2025 BORRADOR CONSOLIDADO 29 FEBRERO 2016 ANEXO 5.2 – Anexo 3 pág. 2 de 3 son bricks, plásticos, y metales. VALORIZACIÓN DE LOS RESIDUOS OBTENIDOS DEL BIORREACTOR Suponiendo que en el reactor entra la fracción resto: - La alternativa de la fracción biodegradable y del papel desfibrilado es la estabilización aerobia. - El resto de materiales pueden destinarse a reciclaje de materiales (metales, plásticos) , o a preparación de combustibles derivados de residuos CSR/ CDR, dependiendo si son aptos para el reciclaje (plásticos, …) PIGRN 2025 BORRADOR CONSOLIDADO 29 FEBRERO 2016 ANEXO 5.2 – Anexo 3 pág. 3 de 3