Aspectos decisíonales de la inspección rectificativa
Anuncio

ESTADfSTICA ESPAÑOLA
Núm. 109, 1985, págs. 29 a 42
Aspectos decisíonales de la inspección
rectificativa
por MIGUEL GUTIERREZ FERNANDEZ
Escuela Técnica Superíor de Ingenieros
I ndustriales de Sevilla
RESUMEN
En este trabajo se considera un proceso cuya calidad de fabricación es
variable. Por tratarse de atributos no críticos, se considera la oportunidad
de rectif car las lotes rechazados, deduciendo una regla de decisión para el
caso de que la ley a priori sea una distribución beta.
Palabras clave: Control de calidad, modelos bayesianos distribución beta.
1.
INTR+ODUCCION
E1 problema cuyo estudio nos interesa es el de la oportunidad de la rectif^cación de
lotes rechazables, cuando varía la calidad entre los lotes, debido a que la propia calidad
del proceso de fabricación es aleatoria, circunstancia que, de no tenerse en cuenta, daría
lugar a la imputación de anomalías asignables en mayor medida de lo que cabría
esperar en principio y, por consiguiente, a interrupciones excesivamente frecuentes de1
proceso productivo.
Frecuentemente cuando se rectifica un lote, la calidad del lote rectificada no es, en la
práctica mucho mejor que la del lote original y a veces la "tasa de errores de rectificación" puede Ilegar al 95%, lo que despierta justificadas sospechas sobre las verdaderas
ventajas que se han obtenido con la rectificación. Es por ello por lo que la investigación
de las condiciones cuantitativas bajo las cuales es canveniente rectificar el lote es de
primordial importancia.
E^tiTr^1[)IS T I( r^1 FSN ^tiC)l 1
,3o
Habitualmente, se supone que la decisión de proceder a una inspección rectif^cativa
se ha adoptado antes de efectuar el muestreo. Un primer criterio que parece razonable
para considerar procedente la rectif^cación de un lote rechazado estriba en atender a la
naturaleza de los fallas objeto del control de calidad: si el atributo en cuestión no es
crítico suele aparecer conveniente rectificar el lote. Un criterio más objetivo y cuantificable que el anterior sería camparar los benef cios y los costes derivados de la rectificación del lote.
2.
^
INTERVARIABILIDAD E INTRAVARIABILlDAD
Muchos procesos industriales se pueden considerar como una sucesión de artículos
que de forma natural constituyen "unidades diseretas de fabricación" tafes como lotes,
producción de un turno de trabajo, de una semana, etc... o adoptar, cualquier otra
forma de "subgrupo racional". Puesto que tales unidades discretas se suelen producir en
sucesión temporal, la (inter) variabilidad de unidad a unidad se asocia frecuentemente
con el tiempo, mientras que la (intra) variabilidad que se observa entre las distintas
piezas de una determinada de tales unidades discretas de fabricación se suele considerar
como independiente del tiempo.
Lo anterior equivale a atribuir un elevado grado de homogeneidad a los artículos
pertenecientes a una misma unidad discreta de fabricación, ya que, en definitiva, el
objetivo de cualquier sistema de control de calidad del proceso es intentar lograr un
estado de control estadístico en el que sólo se hallen presentes las inevitables causas
aleatorias de variabilidad, después de haber conseguido aislar, primero, y eliminar,
después, la totalidad de las causas asignables de variabilidad.
No obstante, este objetivo ideal no siempre se consigue y en el mundo real es
necesario admitir que algunas causas asignables de variabilidad siguen presentes en el
proceso de fabricacián, bien por ser desconocidas (caso frecuente en los procesos sobre
Ios que no se tiene experiencia anterior), bien porque et elevado coste económico que
supondría su detección y eliminación no queda justificado en relación con el precio al
que se desea seguir fabricando el producto.
La teoría "clásica" del Controt Estadístico de Calidad limita su atención a la calidad
de lo^ lotes o subgrupos y no se interesa por la posible variabilidad del proceso bajo el
que tales unidades discretas han sido fabricadas. Pero en muchas situaciones esta última
cuestión es mucho más relevante que la primera ya que se observa que la variabilidad
existente entre los lotes es apreciable comparada con la variabilidad existente entre las
piezas de un mismo lote y, por tanto, ya no es válido atribuir exclusivamente al efécto
aleatorio del muestreo la fluctuación que se presenta en la característica que se trata de
controlar.
1tiF'F.( It)ti F)F ( Itilt)ti^>l.F S F)F l-^ i`tif'F.C ( I(lti FtF( I IF I( :^TIV^t
C'uando se considera nula la dispersión alrededor de la fracción defectuosa del proceso cada lote se puede considerar como una muestra aleatoria simple extraída de un
proceso en el que es constante !a probabilidad de producir una unidad defectuosa: esta
es la hipótesis fundamental del Control Estadístico de Calidad "^Clásico". Muchos
procesos lejos de obedeeer a este modelo no sólo evidencian una determinada dispersión
de su fracción defectiva alrededor de su media sino más eoncretamente una variación
contínua en la probabilidad de obtener una pieza defectuosa. Este interés por la
intervariabilidad sólo puede ser analizado si se considera la información a priori sobre
la calidad del proceso de fabricación y constituye el objeto del Control Estadístico de
C'alidad Bayesiano.
^.
PLANES BAYESIANOS DE CONTROL DE CALIDAD
Dodge y Romig [1] figuran enire los pioneros de los planes de inspección por
mucstreo al establecer una teoría que nos permite seleccionar científicarnente uno de
entre varios planes cualitativos de muestreo. Su método goza de una gran aceptación
debido, sobre todo, a su simplicidad en las aplicaciones prácticas.
Los planes de muestreo bayesianos que tienen por objeto la inspección de un atributo
de las unidades de un lote han recibido en los últimos años una atención creeiente
debido, en parte, al espectacular desarrollo de la tecnología interactiva de los ordenadores a la creciente aptitud para evaluar los parámetros representativos del coste y a la
cada día mayor aceptación del Análisis de las decisiones.
Así como la aproximación tradicional al estudio de los Planes de Muestreo se apoya
en los conceptos estadísticos clásicos, tales como el mantenimiento de un nivel de
calidad aceptable, la aproximación bayesiana, por el contrario, considera explicitamente
los costes asociados con las decisiones de aceptación y rechazo del lote, de modo que se
considera óptimo aquel plan de . muestreo que minimice la función de riesgo basada
sobre los tres componentes de coste considerados por Hald y a los que nos referiremos
posteriormente.
Lwicki [7] acuñó la expresión "Planes Efectivos de Muestreo" . al comentar las consecuencias económicas que podrían originarse, en algunos casos, de la aplicaeión rígida de
la norma M1L-STD-IOS D en el supuesto de que no se suavizara la aplicación de dicha
norma, mediante la incorporación de la experiencia del taller; era el preludio de los
recientes planes bayesianos de muestreo, aunque todavía la idea estaba expresada muy
informalmente.
.
Schafer [fiJ puede ser considerado el pionero de los planes bayesianos de muestreo ya
que ha sido el primer investigador que ha utilizado la minimización del valor esperado
de la función de coste como criterio de selección del tamaño muestral y del número de
^2
__
E.ST:1[^I^TIC,A EaP1tit)l_^1
__
__ . __
aceptación. Los tradicionales riesgos del fabricante y del consumidor son considerados,
por primera vez, respecto a la distribución a posteriori. Schafer limitó su análisis al caso
de inspección no rectificativa, pero en la que los artículos defeetuosos encontrados
durante la inspección eran reemplazados por unidades aceptables, suponiendo curvas de
efic^acia tipo A(fey hipergeométrica). C ^esde nuestro punto de vista, dos de los puntos
más agudo^ en el análisis de Schafer consisten en:
a) Discutir la inadmisibilidad de ciertas leyes a priori basándose en el signo de la
covarianza entre las variables aleatorias que representan respectivamente ef número de
unidades defectuosas en la fracción inspeccionada y no inspeccionada del plan.
h)
Criticar ios planes clásicos de muestreo en los que se supone constante la calidad
del proceso. En frase de Schafer "si la calidad súbitamente se sitúa en el LTPD, es
cierto que sólo se admite el 104 '% de los lotes de esa calidad, pero no lo es menos que
todos los lotes admitidos tienen esa calidad, lo cual resulta muy inconveniente en la
práctica".
Posteriormente Guild [2] materializó las sugerencias de Zwicki y Schafer para el caso
de los ensayos de fabilidad. En un trabajo posterior Guild [3] ilustró de una manera
simple la construcción de Planes Efectivos de Muestreo para algunos ejernplos concretos
exiraidos de la MIL-STD-105 D.
Los planes simples de muestreo constan generalmente de las siguientes etapas:
l)
Extracción de una única muestra de n piezas pertenecientes a un lote de tamaño N.
2)
Determinación del númera .^r de piezas defectuosas en dicha muestra.
3) Aceptación del lote si .t < c, siendo r el denominado número de aceptación. Se
rechaza el lote en caso contrario.
Tales planes simples (N,n,c^) quedan caracterizados al minimizar la función de riesgo
una vez que se han especificado la distribución a priori del proceso, la distribución
muestral de los lotes respecto al proceso y a 1a distribución muestral del grupo (muestra) que se somete a inspección.
Formalizando lo dicho anteriormente suponemos que en el procedimiento de decisión
bayesiano se verifica:
^) E1 proceso productivo se halla en control con respecto a la ley a priori n(p) de
forma que la calidad del lote se rige por una distribución binomial mixta.
hJ Los costes son función lineal del tamaño del lote, del tamaño muestral y del
número de piezas defectuosas en el lote y en la muestra.
c1
E1 criterio de decisión consiste en la minimización de los costes.
ASPEC'Tf)S DE:('ISiO11ALES [)F L.A 1NSPE(`C'IÓti RE-('TIFi(^.A^TIti',A
33
La función de pérdida que ha sido considerada rnás frecuentemente en la investig,ación sobre planes simples bayesianos de muestreo es la función lineal de costes introducida por Hald [4], la cual supone implícitamente una actitud neutral respecto al riesgo
por parte del decisor. Un argumento a favor de esta hipótesis consiste en tener en
cuenta la naturaleza repetitiva del praceso de decisión.
En un trabajo muy reciente 1Vloskowitz y Plante [5] han considerado la necesidad de
contemplar en algunas situaciones una actitud de aversión al riesgo par parte del
decisor, por ejemplo, en fabricaciones de elevado coste. Esta actitud de aversión al
riesgo no es nueva, puesto que ya el Control Estadístico de Calidad "Clásico" la tiene
en cuenta implícitamente al especificar la curva OC, mediante los puntos correspondientes al AQL y LTPD can sus respectivas ordenadas, Riesgo del Fabricante y Riesgo
del Consumidor. Sin embargo, lo que sí es nuevo en la Teoría Bayesiana de los Planes
de Muestreo Simples es el hecho de que la medida de aversión al riesgo del decisor
aparezca de forma explícita a través de su función de utilidad, lo que permite evaluar
las consecuencias de la actitud del decisor en la selección del plan de muestreo más
adecuado.
4.
ECUACION DE LA CURVA CARAC_'TERISTICA RESPECTO A LA CALIDAD
DEL PROCESO
Suponemos que se extrae un lote de tamaño N de un proceso productivo, cuyo nivel
de calidad p(0 < p < 1) representa la fracción defectuasa del proceso, siendo p una
variable aleatoria con función de densidad n(p) que representa la intervariabilidad de
p es decir la variación de la calidad entre lotes generados por el propio proceso
productivo. Suponernos asimismo que el número X de piezas defectuosas en uno de
tales lotes es una variable aleatoria con función de probabilidad marginal
,u(X)= ^ 0íX/p)n(p)dp
0
E1 número x de piezas defectuosas en una muestra de tamar^o x extraída del lote
mencionado es una variable aleatoria con función de probabilidad condicional y(x/X)
y función de probabilidad marginal
N
V (X) =
^
y (X/X ) ^cl (X )
X=0
Una importante característica de un plan de muestreo (N,n,c) es la probabil^dad de
aceptación del lote
_ ! p (p} n (p) dp -- Pr [x < c] _
0
I
34
^sTADÍSTI('A E^sPAÑOLA
^^
^^
_ ^ ti' (-^) _ ^
^^_^
^^
x^n
w
^ Y (.Y/X) ^.t (X)
x=^)
N
^' (.^^aC) r^' ^^ (X/P) ^ ^) ^^ _
= ^,=r^ ix=r)
^
n
{ ^,
^,
y(_^1X) e(X/p)} n(P)^p
X =D r=I)
estando expresada la probabilidad condicionada de aceptación del lote por
P (p) _
^•,
^
X^r,
^
^ ^' (-Y/X) a (X/p)
^^^)
ecuación esta última que representa la ecuación genérica de la curva OC, respecto a la
calidad del proceso.
FL1NClON LINEAL DE COSTE
5.
Aunque es de suponer que tanto el fabricante corno el consumidor están interesados
en el coste total del producto (fabricación, inspección, etc....) supondremos que los
costes de fabricación son dados y nos concentraremos en el modelo de costes asociados
a la etapa de i nspección del producto.
Ante la eventualidad de rechazar algunos lotes es importante --por sus implicaciones
ecanórnicas- definir una política frente a las cuestiones siguientes:
a)
^Qué se hace con los lates rechazados?
^i) ^Cuales son las consecuencias de las piezas defectuosas en los lotes aceptados a
rechazados.
Respecto a estas cuestiones se pueden adoptar diversas actitudes. En particular, en
nuestro easo estamos interesados en evaluar las consecuencias económicas de la rectificación frente a la alternativa de no rectificación. Utilizamos el término "rectificacit^n"
en el sentido de que los lotes que, debido a la inspección muestral, han resultado
rechazados, sufren un proceso de clasificación total (inspección al 100%) de sus elementos de forma que las piezas defectuosas son reparadas o sustituídas por piezas aceptables. Evidentemente, en una inspección destructiva no tiene sentido considerar la posibilidad de rectificar un lote.
Las consecuencias económicas asociadas a un plan de muestreo dependen fundamentalmente de tres tipos de costes: inspección, aceptación del lote y rechazo del mismo. El
coste de inspección es aquél que se origina como consecuencia del examen de una
muestra aleatoria del lote y, por tanto, es proporcional al tamar^o muestral. El coste de
ASPE('TOS DE( ^ISIUNALF:S DE L_A I^1sPEC't'i(7N REC f IFIC:. ATIV 4
aceptación corresponde a la presencia de unidades defectuosas en un lote aceptado y,
por consiguiente, es proporcional al núrnero de tales piezas defectuosas, Finalmente, el
coste de rechazo depende de la acción correctiva esp^ecífica (desecho total, devolución al
fabricante, degradación del lote considerándolo de categoría y precio inferior, rectificación, etc...) que se adopte ante un lote rechazado.
De todos los costes anteriores son, sin duda los costes asociados a la aceptación de
unidades defectuosas los de más dificil cuantiFcación, ya que además de los costes de
identificación y procesamiento de una pieza defectuosa existen otros costes de dudosa
medida como, por ejemplo, la posible pérdida de irnagen de un fabricante que incluya
piezas defectuosas en lotes que -debido al rnuestreo-- hayan resultado ser aceptados.
En los diversos modelos de coste, sólo se suelen considerar los costes que son funcián
del tamaño del lote, N, el tamaño muestral n, y el número de unidades defectuosas
tanto en el lote, X, como en la muestra _x. Como ejemplo, podemos considerar el
modelo lineal de costes estudiado por Hald [4] en el que los costes asociados, respectivamente, al rechazo, aceptación y muestreo son los siguientes:
u^
N(R^ + R,p) = NR, + XR, _(N-X) R1 + X(R, + RZ)
h^
N (A, + A ^p) = NA, + XA, _ (N--X) A, + X (A, + A^,)
c•^
N(M^ + M,p} = NM^ + XM, _(N-X) M1 + X ( M f+ M,)
(5.1)
Como puede observarse cada una de las funciones de coste anteriores consta de dos
sumandos, de los cuales el primero corresponde respectivamente al rechazo, a la
aceptación o a la inspección y es independiente de la calidad del lote. Es evidente, que
las expresiones anteriores sugieren (entre otras posibles} una interpretación alternativa:
el primer parámetro puede representar el coste asociado con una pieza aceptable,
mientras que la suma de los dos parámetros puede asociarse al coste de una pieza
defectuosa.
En el modelo anterior, si nos encontramos ante una inspección rectificativa, R, puede
representar el coste unitario de clasificación de las piezas, mientras que R^, puede
representar el coste adicional de reparación o sustitucicín de una pieza defectuosa.
Puesto que, en principio, cada pieza aceptable supone la obtención de un beneficio, A,
puede ser negativa, aunque en la práctica se suele considerar de valor cero. En cuanto al
parámetro A,, puede representar por ejemplo los costes de reparación o sustitución. Los
costes unitarios de muestreo y de ensayo se designan por M,, mientras que M, represen^
ta los costes adicionales^causados por una pieza defectuosa.
ESTADÍSTIt'A ESPAÑOLA
3b
Un modelo de costes apropiado para un plan simple de inspección muestral (N,n,c^) es
el siguiente:
n1Ni^+xM, +(N-n) A^ +(X-x) Ai,
x^e c
nM^+xM^ + (N-n) R^ + (X-x) RZ
.X > c
(5.2)
en el que la primera (segunda) expresión proporciona los costes de muestreo y los de
aceptación ( rechazo) para la fracción no inspeccionada del lote. Es obvio que el modelo
(5.1) representa simplemente casos particulares del modelo (5.2) en los casos respectivos
a) n=IJ, c----1 (correspondiente a la decisión de rechazar sin muestreo); b) n=0, c^
(aceptación sin muestreo); c) rr=N ( inspección al 1 Q4°^o).
En este trabajo suponemos a diferencia del modelo de costes de Hald [4] que, debido
a la naturaleza del atributo inspeccionado, el proceso rectificativo abarca a la totalidad
del lote y no sólo a la fracción del lote no inspeccionada en la primera etapa del plan.
OPORTUNIDAD DE LA RECTIFICACION
b.
Suponemos que el sistema de Control de Calidad se basa en extraer una muestra
aleatoria simple para determinar si el lote supera o no un determinado nivel de calidad.
Si, en base a los resultados obtenidos (número^ de unidades defectuosas en la muestra) el
lote se considera de calidad inaceptable, se procede a rechazarlo. EI problema en
muchas situaciones consiste en decidir qué hacer a continuación. Por ejemplo, pueden
considerarse entre otros cursos alternativos de acción, los siguientes:
a)
Proceder a rectificar el lote.
b)
Devolver el lote al suministrador.
Un parámetro de primordial importancia, cuando se trata de rnuestreo rectificativo,
es la denominada "tasa de rectificación de errores", que se define como la proporción
de unidades defectuosas en un lote rectificado que, o bien no han sido corregidas (ya
que existían en el lote original) por el personal encargado de la rectificación, o bien que
han sido introducidas por dicho personal, ya que no existían tales piezas defectuosas en
el lote original. Es decir:
D^ + D`^
_
rD ^^
( 6.1)
ASPECTO^S DECISIONALES DE LA INSPECC'f(^N RF('TIFi^'ATIVA
37
siendo
D, = Número de unidades defectuosas no corregidas por el personal de rectificación.
D, = Número de unidades aceptables que en el proceso de rectificación fueron
erróneamente cambiadas por defectuosas.
D^ = Número total de unidades defectuosas en el lote antes de la rectificación.
Los tres componentes de los costes son: C„, coste asociado a la inspección de la
muestra, C, coste de rectificaeión de una unidad rechazada y C^, coste de una unidad
defectuosa en el lote.
Utilizaremos como función de pérdida los costes asociados a las decisiones alternativas de rectificar o no los lotes rechazados. La función de coste correspondiente a cada
una de ambas decisianes es la siguiente:
I.- Inspección no rectificativa.
Cf=nCm+NpCd
(b.2)
Il.- Inspección rectiTcativa.
II.1.- Casv de aceptación del lote.
C^'^' = n C„, + Np C^
(6.3)
I I.2 .- Caso de rechazo del lote.
C^'^^ = n Cm + N C, + Npr C^
(6.4)
Calculemos a continuación el riesgo de cada una de las decisiones anteriores. Si se
adopta la decisión de no rectificar el lote con independencia de la calidad del mismo,
entonces el riesgo es la función de coste. Si por el contrario se adopta la decisión de
rectificar el lote debemos tener en cuenta el valor de P(p), la probabilidad de aceptar el
lote cuando el porcentaje de unidades defectuosas en el lote es p. Los riesgos asociados a
cada una de las posibles decisiones alternativas son los siguientes:
I.-- Inspección no rectificativa.
R^ = n C„, + Ñp C^
(6.5)
ESTADÍ5T1(^A ESPAÑ(jLA
^$
11.- I nsp^ccivn rert ificatr va.
R^^ =[n Cm + Np C,^] P (p) +[n Cm + NC, + Npr C^] [ 1 - P(p)]
(6.6)
Podemos determinar el riesgo de Bayes, RB para cada una de las decisiones mencionadas calculando el valor esperado del riesgo con respecto a la distribución a priori n
(p) de la calidad de la fabricación
RB ^
' R (p) ^ (p) dp
n
expresión que para cada una de las alternativas anteriores implica:
I.- ^nsp^ccivn no rectiTcati va.
(6.7)
RB^^nC,^+NC^E(p)
11.-- Inspec•ción rectifrc^ativa.
^
RB j^ = NCd « p P(p) n(p) [ 1-r] dp + n C,„ +
+ N Cr [1 siendo E(p) =
^
0
f P(p) n(p) dp + Nr C^ E (p) ]
0
p ^r (p) dp
Suponiendo que, como es habitual, disponemos de estimaciones correspondientes al
coste de inspeecionar una unidad de la muestra (Cm), al coste de rectificar una unidad
(Cr), a la tasa de errores de rectificación (r) y a los parámetros de la distribución a
priori, entonces los riesgos de Bayes son sólo función de C^.
Si elegimos la decisión que minimice el riesgo de Bayes, entonces igualando los
riesgos de Bayes correspondientes a las dos decisiones podemos obtener el punto de
indiferencia C^ entre las decisiones de rectificar o desechar el lote. En nuestro caso este
valor de C^ se hallará resolviendo respecto a C^ la igualdad
RB^ = RB^^
lo que nos proporciona la expresión
Cd* = ( -C r--- ) (
1- r
1 -P
E(p) -
0
p P(p) n(p) dp
)=
1
1-- r
K C,
(6.9)
ASPECTOS DEC^ISIONALES DE LA INSPEC'CIÓtiI REC^TIFIC. ATIV:A
^y
siendo
K=
^
E (p) -
0
l-P
{6.10)
P P (p) ^ {p) dP
a la que denorninaremos el valor del "coste unitario critico dc aceptación".
7.
INTERPRETACION DE L4S RESULTADOS
Resulta interesante la interpretación desde el punto de vista del Control de la Calidad
de esta última expresión que acabarnos de obtener.
En primer lugar se observa que el punto de indiferencia en cuanto al coste unitario
crítico de aceptación es independiente tanto del tamar^o del lote, N, como del coste
unitario de inspección Cm de las piezas que constituyen la muestra.
En segundo lugar, basta observar la expresión explícita de K para cerciorarse no sólo
de que se trata de una constante, sino que sus términos admiten una elegante interpretación en el mundo real. El numerador de K es obviamente la probabilidad incondicional
de rechazar un lote. En cuanto a su denominador representa una constante no negativa
ya q ue
E(p) >' p P(p) n(p) dp.
v
Esta última integral representa, a su vez, el valor medio del AOQ, es decir la esperanza
matemática de la calidad media de entrada en el almacén, parámetro este último de
primordial importancia.
En relación con esto se puede hacer la observación de que los conceptos de AOQ y
AOQL (máximo valor del AOQ) no han recibido hasta ahora, en la práctica, la importancia que se merecen, debiéndose esto en gran medida a que si bien el AOQL representa una garantía para el consumidor en el sentido de que la calidad del producto que
recibe no será inferior al AOQL, no obstante ofrece una interpretación excesivamente
pesimista (y también altamente improbable) de la calidad de la fabricación. Es por ello,
por lo que el valor medio del AOQ representa mucho mejor que el AOQL la verdadera
situación de la calidad de la fabricación. Por tanto, especificada una ley de variabilidad
de la calidad del proceso y unas determinadas leyes de muestreo tanto en el proceso
coma en un lote concreto K es una constante no negativa acotada inferiormente por la
probabilidad rnarginal de rechazo de un lote. En cuanto al factor 11(1-r), podemos
interpretarlo como el recíproco de la "tasa de eficiencia" durante el proceso de rectificación.
^
4O
8.
EST^^ D^STIC'A ESPAÑOLA
EL CASO DE BETA^-BINOMIAL
En este trabajo supondremos que ra (X/p) es la ley binomial de parámetros {N,p) y
que ^r (p) es la ley beta de parámetros (s,t) habiendo elegido esta ley por la flexibilidad
que otorgan sus parámetros. En tales condiciones µ(X) es la ley beta-binomial (distribución de Polya) de parámetros (N,s,t). Es decir.
0 {X/x) _ (X) px
ps-/
(1_p)x-x
( 1 p)!-1
^ ^) _
(8.1)
(S+t-1 )!
r-/
=
[3 (s, t)
(
^ (x> _
X+s -1
P (1 P)
t-!
(s-1)! (t-1)!
(8.2)
N+t -X-1
X ) ( N-X ) (X+s-1)! (N+t-X-1)! N! (s+t-1)!
(N+s+ t+l )
N
X! (s-1)! (N-X) (t-1)! (N+s+t+l )!
(8.3)
siendo (3 (s,t) la habitual función beta.
Por lo que respecta al muestreo dentro de un lote concreta supondremos que y(xIX)
es la ley hipergeométrica, lo cual implica, debido a la propiedad de la familia de
"distribuciones reproductibles", que v (x) sigue la ley beta-binomial con parámetros
(n,s,t). Por tanto
(^ (ñ ^
(8.4)
Y (xJX ) _
(^
(.x+s -1) (n+t _ x-1)
x
nx
(x+s-1)! {n+t-x-1 }! n! (x+t-1 }t
(n+s^t-1)
x! (s-1)! (n-x) (t-1)! (n+s+t-1)!
(8.5)
Teniendo en cuenta la expresión (6.9) y las observaciones anteriores el coste unitario
crítico de aceptación toma la forma
^
^ v (-x)
^^ _ ^ E^ + 1
1- r
E (p-AOQ)
(8.6)
ai
ASPECTOS DECISIONALES DE LA INSPECCIbN RECTIFICATIVA
9.
REGLA DE DECISION
La regla de decisión correspondiente al mínirno riesgo de Bayes es la siguiente: si el
decisor valora la presencia de una unidad defectuosa en el lote más de Cd^ debe
rectificar; en caso cantrario la rectificación es innecesaria.
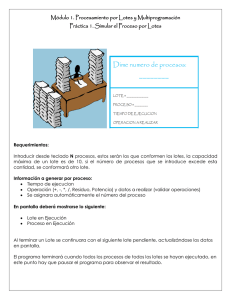
En la figura 1 se muestra la curva (r, C^y correspondiente a la expresión (8.6) para un
plan (N=30; n=4; c^2) siendo s=2, t^4 los valores de los parámetros de la ley a priori. A1
pie de dicha figura se detallan los valores numéricos correspondientes a dicha curva.
Cd
Figura l
w
*
♦
•
11
^
N
*
il
h
N
r
II
v
w
V
^
II
C
v
e^
11
^
z
**>r*
^r
* v r s
* s * ^ *
r^w* ^
r ^ +
* * ^
* * ^^
r^ *
* ^
a
v-i O^n
v^
O O^ O
^b
^n p^no ^n p^n O v^ v^ O^n ^n O^np ^np ^n p v^ O.n O^n O_ v^ vti O•n v^ O v^p vti
v^ O v ^
^np v'^ ©^nQ ^n
ONM V'f^DOpp^ ^N^ r1C`^CD$
M^^dt^0^
N M^1 Opp^ Ní^ v1f^00
M^} ^Of^^ONO^^DOOC+^NtT V1
•^+ •r .^r ..r ..^ ..r .^. N N N hl N N f+'1 f+1 f+1 M Pn e'/1 M^`^f V^ ^! ^ V' ^f V1 1r1 Vl v1 V1 V1 ^\D ^O ^O ^D
^O ^D 1^
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
. h^. ['^. P^. h^
. r . f^ . 00 . 00. 00 00.
00 00
^ 00 M O 1"^ ^p h+ 00 N[`^
N t^l ^D O 00 1^ p V1 e^1 v1 o f^ N GT N O^ N^-+ P^ C? ^ ^-+
r^1 O+
00 ^O vf O^ N O^ v^ i`+ v1 ^.^ ^1 ^ M l'^
t+'1 ^D
t+i
Q^ M 1^ O^! 00 N[^ ^
^^O ^ l"- N 00 V"1 ^+ 00 V1 M Q p^ 1^ 1'^ ^O 1- 00 O^ N V1 CT $p f^ Y1
1'^ ^-+ 1'^ Vl t^ ^+ O t+1 N 1"^ .-+ O O^ ^^
O^O^
O O^» ^NNNMer1^t ^v^ v1^D^Of'^t^ OOO^O^O^+NN M^^/1^OP- 000 -^ N R^b(^O^^M ^O o0-rdoON ^D ^^D^^'1OO^-^M
^^^^^^t'4Nn1NNNNNPVNNfVN fVrVNNNfV f'V Nt^1MMMMt+1t+iMrltri^ et e^ ere^d V'v1+ri vi vivC3^,p^Cpt^ P: ocjopp`...........^.
E^.STAC)ÍSTIC'A EtiPAtiOL.A
REFERENCIAS
[ 1] t3cZtxrr, H. F. y RoM^t;, N. Ci.: ".4 ,^t?'^thnc^.for Sumplin^ InspPrtrvn "'. Bell Syst. Tech. J. (8, pP.
6 I 3-b3 I, 1929).
[2] G^.^^rt^. R. D.: "Ba ^"es^ian MFR Lr'je T'est Sarnntin^ Plans'" Journal of Quality Technology,
Ener© 1973.
[^] Gt ^^D. R. D.: "F/%Prti^^E^ Samplin,^ Plans'; ASQC, 30 th. Annual Technical Conference Transacti©ns, 197b.
[4] H a^n. A.: "Stuti.^^tic•ul Thc^^^rt• c^/'SamplinX In.ti^prc•tic^n h ^ ^ Attrihute.^^ ", Academic Press, 198 I.
[5] Mc)s^ct)w^Tr. H. y P^.AwTF. R.: "^'jr^^c•t c^!f Ri.tik :^ ^"c^rsion un .Sirtklc" Sum^lc^ .4ltrihutc^ In^^pE^ctiun
Pluns ", Management Science. Vol. 30, No. t 0, Octubre I 984.
[6] St'NAFFR. R. E.: "Bu^^c'.^' SiitRlcr Sumplin^,^ Plun.s h^• :^ttrihutc^.t f_3usecl crn thc" Pr ^.^lc^rrur Ri.^^ks ",
Hughes Aircraft Company, Technical Repport n.° 2735, 1975.
[7] Zwtc^Ki. R. D.: ".9c•rc^^tancr .SamnlinR ^t^ith ,FSP", ASQC`, 28 th. Annual Technical C:onference
Transactions, 1974.
SUMMARY
DECISORIAL ASPECTS fJF RECTIFICATIVE C4NTROL
This study considers a process with a variable manufacturing quality. As
the rejected portions are non-critical attributes, it is considered whether it
is convenient to rectify them, deducing a rule of decision in case the a
priori law is a beta distribution.
Kei^ K}or^s: Quality control, Bayesian models, beta distribution.
AIUiS, 1970. Subject classification: 62N05.