preparación y caracterización de esmaltes cerámicos a base
Anuncio

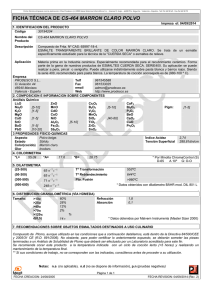
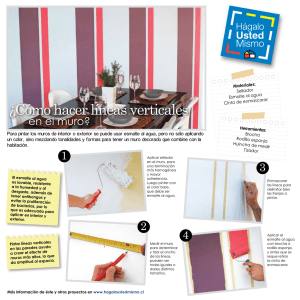
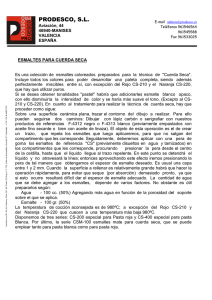
CONAMET/SAM-2008 PREPARACIÓN Y CARACTERIZACIÓN DE ESMALTES CERÁMICOS A BASE DE ÓXIDO DE ESTAÑO. N. Apaza, L.B. Garrido, E.F. Aglietti CETMIC – Centro de tecnología de recursos minerales y cerámicos – CIC- CONICET-UNLP Cam. Centenario y 506 –c.c. 49 (b 1897 zca) M.B.Gonnet - Argentina. email: [email protected] Palabras claves esmaltes cerámicos , óxido de estaño, propiedades eléctricas RESUMEN Los esmaltes o recubrimientos pueden promover cambios sustanciales principalmente en el comportamiento superficial de muchos materiales cerámicos. En las porcelanas eléctricas modifican su conducción eléctrica y consecuentemente su comportamiento y funcionalidad. Recientemente se han desarrollado esmaltes cerámicos semiconductores a base de óxido de estaño que presentan importantes aplicaciones industriales. El óxido de estaño exhibe propiedades de un semiconductor a temperatura ambiente cuando está dopado con antimonio debido a que se forman diferentes soluciones sólidas que desarrollan semiconductividad. El objetivo de este estudio es la preparación y caracterización de esmaltes semiconductores preparados en base al dopado y formación de una solución sólida de antimonio en oxido de estaño. Las soluciones sólidas de SnO2-Sb2O5 se sintetizaron con una proporción variable de óxido de antimonio entre 5 y 15% molar, se trataron térmicamente a 800 y 1000ºC y se caracterizaron estructuralmente por DRX. Esta fase conductora se incorporó a la suspensión de una base de esmalte tradicional. Los esmaltes se aplicaron sobre soportes en verde de porcelana dura y se calcinaron a 1250ºC. Se midió la resistividad del revestimiento usando voltajes DC continuos a temperatura ambiente. Se determinó la variación de la conductividad con el contenido de fase semiconductora y del tratamiento térmico. 1. INTRODUCCIÓN El SnO2 estequiométrico presenta una conductividad electrica muy baja y puede considerarse un compuesto aislante a temperatura ambiente. Sin embargo, ciertos factores químicos (presencia de impurezas), microestructurales y del medio ambiente pueden alterar significativamente sus propiedades de conducción y consecuentemente su funcionamiento. Es bien conocido que la desviación de la estequiometria puede afectar la conductividad. La conducción eléctrica del sistema SnO2-Sb2O5 ha sido investigada en numerosos estudios previos [1,2].La conductividad eléctrica de óxidos de valencia variable se puede aumentar por dopado con otros óxidos de cationes de valencia y tamaño adecuado para sustituirlo en la celda, es decir por formación de una solución sólida. En este sistema la semiconductividad se induce por la presencia controlada de átomos en la red cristalina. En el caso del estaño que es tetravalente, la introducción de átomos pentavalentes sustitutivos en la red cristalina aumenta la concentración de electrones y consecuentemente resulta un aumento de la conductividad. Puesto que sólo 4 de los electrones de valencia participan del enlace, se necesita baja energia para movilizar el electrón restante y permitirle pasar a la banda de conducción. Estos electrones de conducción son los principales transportadores de carga. Se estableció que el Sb+5 es el ión más efectivo para mejorar la conducción del SnO2 [1]. Las soluciones de SnO2 con antimonio se prepararon alcanzando al 30% molar y temperaturas desde 300 a 1300ºC. La resistividad eléctrica es una medida de la resistencia que presenta un material para el paso de una corriente I [Amp] bajo la influencia de un campo eléctrico V [V]. La medición de la resistencia R en corriente contínua se determina a partir de la ley de Ohm R = V /I (1) y se expresa en [] La resistividad volumétrica v se define como la resistencia eléctrica a través de un cubo de material y se expresa por v = R. S /l (2) donde, S es el área de la sección transversal [cm2] y l la longitud de la muestra [cm ]. Las unidades típicas de v son .m, .cm La resistividad superficial s se define como la resistencia eléctrica a lo largo de la superficie de un material conductor ubicado entre los electrodos s= v. t = R. d / l (3) donde t espesor de la muestra, R resistencia, l distancia entre los electrodos ( longitud de la muestra) d distancia perpendicular a la dirección de corriente ( ancho de los electrodos). Los resultados se miden en Ohms []. La conductividad se define como la relación inversa de la resistividad. La resistividad depende de varios factores incluyendo el voltaje, el tiempo de aplicación y otros En la práctica un método de medida de una elevada resistencia en corriente continua consiste en aplicar un voltaje y medir directamente la resistencia o corriente con un instrumento denominado electrómetro que es adecuado para resistencias del orden de los gigaohms o mayores. Conocidas las dimensiones de los electrodos y la distancia de separación se puede entonces calcular la resistividad superficial de acuerdo con la ec (3). Repitiendo el procedimiento para distintos voltajes, usualmente hasta 1000V ) se puede graficar I en función de V y determinar la dependencia con el voltaje. El objetivo del presente estudio es la preparación de diferentes esmaltes basados en la adición de una fase conductora del sistema SnO2-Sb2O3 a un esmalte convencional y la caracterización eléctrica del recubrimiento. Se examinó la influencia de la naturaleza de la fase conductora y de su contenido en el esmalte en la resistividad eléctrica superficial. Las fases cristalinas formadas a partir de mezclas de SnO2 y Sb2O3 se determinaron por DRX para las diferentes composiciones químicas calcinadas a 800 y 1000 ºC 2. MATERIALES Y METODOS 2.1. Preparacion de los soportes de porcelana y del esmalte Los soportes arcillosos para aplicar el esmalte se prepararon en forma de discos de 7 cm de diámetro y 0.3 cm de espesor por prensado uniaxial. La fase conductora que se adicionó a la base de esmalte convencional es una solución sólida del sistema SnO2Sb2O3. Para su síntesis se siguió el metodo convencional de mezclado de oxidos y calcinación . La mezcla de oxidos, comerciales de alta pureza, se preparó a partir de óxido de estaño SnO2 que es el componente principal y Sb2O3 como precursor del dopante Sb+5que se incorporó en proporciones entre 2.5 y 15 % molar. La suspensión de la mezcla de los dos óxidos en alcohol se homogeneizó en un molino de bolas. Luego de la evaporación del alcohol, el material se secó a 100 ºC, se calcinó a 800 y 1000 ºC y posteriormente se tamizó malla 100 (149 μm). Las diferentes composiciones de esmalte fueron producidas por adición de diferentes contenidos de la fase conductora a la suspensión de una base convencional de esmalte cerámico. La desaglomeración del esmalte, se realizó por ultrasonido. Se determinó la distribución de tamaños de partículas de la fase conductora y del esmalte resultante con un Sedigraph 5000 D . Las suspensiones de los esmaltes fueron diluidas hasta lograr una fluidez adecuada que permitiera su aplicación en los soportes de base arcillosa. En un estudio preliminar se identificó SnO2, y no se detectó Sb2O3 sin reaccionar. Ello se explica por la reacción de oxidación del Sb2O3 y la formación del Sb+5 e introducción en la red cristalina del SnO2. Con el análisis realizado previamente por espectroscopia Mossbauer se demostró que el antimonio en la solución sólida se encuentra como catión Sb+5 [1] 5000 Intensidad, Unidades arbitrarias ajustó la densidad y de la fluidez del esmalte incorporando una solución de un aditivo espesante. La optimización de dichas características del esmalte es importante para conseguir una correcta aplicación y mejorar tanto la homogenización de la capa como la uniformidad del espesor. El comportamiento reológico, curva de flujo, de la suspensión del esmalte con 0.2% en peso de dispersante (contenido óptimo) se determinó con un viscosímetro rotacional 4000 2.2 Tratamiento térmico del conjunto porcelana-esmalte 3000 El tratamiento térmico del soporte-esmalte se realizó en una mufla programable eléctrica hasta una temperatura máxima de 1250ºC. 2000 1000 2.3 Medidas de conductividad superficial 3. RESULTADOS Y DISCUSIÓN 3.1 Caracteristicas estructurales de compuestos formados del sistema SnO2-Sb2O3 El análisis de difracción de rayos X (DRX) permitió identificar las fases cristalinas presentes en los óxidos de partida y después del dopado. De acuerdo con la Figura 1 el SnO2 se compone de casiterita (estructura tipo rutilo). Se comprobó que la fase cristalina presente en el óxido de antimonio es la senarmontita y sólo se detectó un pico de muy baja intensidad atribuido a valentinita. En el difractograma correspondiente a las composiciones con 2.5% de Sb2O3 calcinadas a 800 y 1000 ºC únicamente se 0 30 40 50 60 grados 2 Figura 1: DRX del oxido de estaño, de antimonio y de diferentes soluciones solidas En la Figura 2 a y b se presenta la zona entre 25 y 45 º2_ de los difractogramas obtenidos para las diferentes composiciones con 2.5 y 10 % molar calcinadas a 800 y 1000ºC, respectivamente . 2000 1800 1600 1400 Intensidad , u.a Se determinó la conductividad superficial del revestimiento desarrollado por varios esmaltes formulados con diferentes composiciones de Sb2O3, en SnO2 y del soporte de porcelana con y sin esmalte base. El sistema para medir la resistividad se compone de un electrómetro, una fuente de voltaje, y una celda de medida (instalación especial) donde se encuentran los electrodos para hacer contacto eléctrico con la muestra. Los electrodos son circulares (uno superior y el inferior con guarda y anillo), de acero inoxidable que presionan la muestra ubicada entre ellos. En esta celda se minimiza la influencia de las cargas electrostáticas que puedan afectar la medida. Los electrodos están recubiertos con una goma conductora para asegurar un buen contacto eléctrico con la muestra. La respuesta eléctrica de materiales cerámicos en corriente continua se determinó a partir de la medición de la resistencia o corriente aplicando voltajes dc constantes entre 50 y 500 V a temperatura ambiente. La resistividad superficial se determinó a 500V y 60 s siguiendo los lineamientos descritos en la norma ASTM 256. Sb2O3 SnO2 1200 800ºC 1000 2,5 800 600 5 400 10 200 0 25 30 35 40 45 grados 2 Figura 2a: DRX de diferentes soluciones sólidas formadas por dopado de SnO2 con 2.5-10 % de Sb2O3 a 800 ºC Para contenidos iniciales iguales o mayores que 5% molar de Sb2O3, el análisis por DRX demostró que existen 100 80 Masa acumulada, % diferencias entre las nuevas fases de antimonio formadas. Además la proporción relativa depende de la temperatura. Cada uno de los polimorfos de Sb2O4 presenta reflexiones características en la región del espectro mostrada en la Figura 2. Asi la presencia de un pìco a 31.1 º2_ evidenció la formación de _-Sb2O4. De modo que se determinó que coexisten 2 fases de antimonio: _-Sb2O4 y cervantita (fase _-Sb2O4). Por calcinación a 800ºC la intensidad relativa de la cervantita fue menor que la de _-Sb2O4, mientras que a 1000ºC , se invirtió y la proporción de _-Sb2O4 resultó mayor. Basados en esta relación de intensidades se estimó una reducción del contenido de cervantita con respecto al de _-Sb2O4 con el aumento de la temperatura. 60 40 20 0 0.1 1 10 100 Diámetro equivalente esferico, micrón Fase conductora esmalte Figura 3: Distribución de tamaño de particula del materialc conductor y del esmalte. 2000 1800 1600 Intensidad , u.a 1400 1200 1000 800 1000ºC 2,5 600 5 400 10 200 0 25 30 35 40 45 grados 2 Figura 2b: DRX de diferentes soluciones sólidas formadas por dopado de SnO2 con 2.5-10 % de Sb2O3 a 1000 ºC 3.2 Propiedades fisicas y reologicas del esmalte obtenido En la Figura 2 se muestra la distribución de tamaños de partículas de la fase conductora. Este material (pasante T 100) presenta partículas con un tamaño promedio de 1 . 5 μm. La distribución de tamaños del esmalte es bimodal. La fracción mayor a 10μm que corresponde al 10 % del peso total de la muestra se caracteriza con un diámetro medio de aproximadamente de 20 μm, y la fracción restante presenta un diámetro medio de 1.6 μm. El comportamiento reológico del esmalte preparado con el máximo contenido de fase conductora se muestra en la Figura 3. El esmalte exhibe un comportamiento no Newtoniano. Se observa que la viscosidad máxima corresponde a la región de las menores velocidades de corte y que se reduce gradualmente con el aumento de la velocidad hasta 500 s-1 (comportamiento seudoplástico) . En el rango de velocidades estudiado la viscosidad no alcanza un valor constante (limite Newtoniano). Estas propiedades de flujo son convenientes para la aplicación del esmalte. La suspensión debe presentar alta viscosidad a bajas velocidades de corte para evitar la segregación de los componentes durante la aplicación, particularmente cuando la diferencia de densidades entre la fase conductora y los componentes de la base son importantes. La suspensión debe exhibir un comportamiento líquido (fluido) tal que la viscosidad se reduce al aumentar con la velocidad de corte para facilitar la aplicación. Junto con la seudoplasticidad, el esmalte presenta una dependencia de la viscosidad con el tiempo ( tixotropía) que se manifiesta por la histéresis entre las ramas ascendente y descendente de la curva de flujo en la región de bajas velocidades de corte. Estas propiedades reológicas se atribuyen usualmente a la presencia de partículas parcialmente floculadas. Viscosidad, mPa .s alguna diferencia de composición en la superficie, la agregación de los componentes, defectos. Sobre dos composiciones de esmalte (5 y 10%) preparadas con una proporción entre 20y 30% de material conductor se determinó la dependencia de la corriente con el voltaje aplicado. En estos experimentos se aplicó un voltaje constante de magnitud variable entre 50 y 500 V. A partir de la respuesta del material a 60s se obtuvo la resistencia o corriente . Con estos valores se construyó la curva característica entre el voltaje V y la corriente I , que generalmente se describe mediante la ecuación 1000 100 1 10 100 1000 -1 Velocidad de corte, s I=kVn (4) Figura 4: Variación de la viscosidad con la velocidad de corte para el esmalte preparado con SnO2 dopado con 5 % de Sb2O3 a 1000 ºC. En las Figuras 5 a-c se muestra la representación en forma logarítmica de las curvas características para los diferentes revestimientos en función del aumento del contenido fase conductora preparada con SnO2 dopado con 10% de Sb2O3 y calcinado a 1000ºC. Los datos experimentales se ajustaron con la expresión 3.3 Resistividad superficial de la porcelana con y sin esmalte Log (Y) = A + B * log (X) Los parámetros A y B se presentan en la Tabla 1. A partir de los valores de la tabla I se calcularon los parámetros k y n que intervienen en la ecuación (4) . Se encontró que el exponente n ( equivalente a B ) varió entre 1.2 y 1.5 para las diferentes formulaciones, mientras que la ordenada al origen está probablemente relacionada con el contenido de la fase conductora . Experimental Calculado 1E-6 Corriente, Amp Se ha establecido que la resistencia eléctrica del material aislante no sólo depende del voltaje aplicado sino también del tiempo de electrificación. Por aplicación de un voltaje determinado a un material dieléctrico, la corriente inducida se reduce asintoticamente con el tiempo de electrificación hasta alcanzar un valor límite. Generalmente se cumple que el valor limite se alcanza para un tiempo de electrificación de 60 s. Sin embargo, hay materiales para los que ese tiempo puede diferir y por lo tanto debe verificarse experimentalmente. En muchos casos la desviación respecto de los 60 s puede considerarse un parámetro propio de cada material. Ello implica la necesidad de establecerlo experimentalmente. De modo que se investigó la variación de la corriente o resistencia con el tiempo de electrificación para los revestimientos. Se comprobó que en la mayoría de los casos el comportamiento se aproxima a lo esperado. Conocido del valor asintótico de corriente o resistencia superficial para un dado voltaje se construyeron las curvas I-V para observar la dependencia con el voltaje aplicado. En primer lugar se determinó la resistencia eléctrica del soporte de porcelana para distintas muestras que resultó comprendida entre 1-5.1012 que convertida en valores de resistividad superficial fue de 3-6.10 14 . Esta tendencia es suficiente si consideramos que el soporte es de composición heterogénea y si bien es denso, puede presentar ciertos defectos (poros, etc). En el caso de un vidriado puede ser que existan causas de error tales como (5) 1E-7 a 1E-8 100 200 300 400 500 Voltaje, V Figura 5 a : Dependencia de la corriente ( I) con el voltaje aplicado para un revestimiento preparado 80/20 de SnO2 dopado con 10 % de Sb2O3 a 1000 ºC. aumento de la conducción se debe a un aumento de los contactos entre particulas o agregados . Una vez que se supera el umbral de precolación se aumenta la interconexión entre particulas que favorece la conducción [3]. 1E-6 Corriente, Amp Experimental Calculado 1E-7 Tabla I. Parámetros A y B que intervienen en la expresión (5) calculados a partir de los datos experimentales presentados en las Fig 5 a ,b y c b 1E-8 100 200 300 400 500 10%1000ºC Voltaje, V 5%1000ºC 80/20 A :-9.88 B: 1.56 75/25 A:-9.51 B:1.23 70/30 A:-8,24 B:1.20 A:-9.26 B: 1.44 Corriente, Amp Experimental Calculado 1E-6 c 1E-7 100 200 300 400 500 Voltaje, V Figuras 5 b y c : Dependencia de la corriente ( I) con el voltaje aplicado para un revestimiento preparado con diferentes proporciones de SnO2 dopado con 10 % de Sb2O3 a 1000 ºC . b: 75/25, c: 70/30 Se observa que a partir de una adición del 30 % en peso de material conductor al esmalte se inició la reducción de la resistividad del revestimiento. Las propiedades de conducción del revestimiento se afectan por el contenido en el esmalte, naturaleza, tamaño, forma y distribución de la fase conductora. De acuerdo con la examinación realizada previamente con SEM y EDX para conocer la microestructura y distribución de la fase conductora en revestimientos fue desarrollado un modelo microestructural [3]. A través de la distribución superficial de las partículas de SnO2 dopado se explica el mecanismo de conducción y la reducción de la resistividad o aumento de la conducción eléctrica. Este modelo propone que el Por otra parte el cambio de la resistividad con la concentración de Sb en la fase conductora se estudió para 2 revestimientos preparados a partir de un esmalte con 25 % de fase conductora. Los valores indicativos de la resistividad superficial para diferentes revestimientos se muestran en la Tabla II. Se demostró que el efecto del aumento del dopado del SnO2 de 5 a 10 % y calcinación a 1000 ºC produjo un cambio de resistividad muy pequeño en comparación con el efecto del contenido total en el esmalte. Teniendo en cuenta que la solubilidad máxima de Sb+5 en la red de SnO2 informada para 800 ºC es de 6.8 % atom [1]. A medida que la proporción de Sb2O3 aumenta con respecto a ese límite de solubilidad la composición de la fase gradualmente cambia. Para adiciones mayores que 5% el análisis por DRX ( Figura 2 a y b ) verificó que se inició la formación de la fase Sb2O4 (que es aislante). Este resultado coincide con resultados previos de examinación por XPS de sistemas similares que demostró que para altos contenidos de antimonio aparecen diferencias de composición entre la superficie y el interior de la partícula de SnO2. La superficie de la partícula de SnO2 se enriquece en antimonio determinándose la segregación del Sb2O4 mientras que permanece en la estructura cristalina del óxido de estaño sólo el 50 % de la concentración de antimonio probablemente como Sb+5 [2]. Para este tipo de revestimientos en los que coexisten fases con diferentes niveles de resistividad dispersas en la matriz vítrea, la superficie puede presentar considerables variaciones debido entre otras causas a una heterogénea disposición de las fases que incrementaría el error de la medida. Tabla II. Valores indicativos de la resistividad superficial calculados a partir de R a 500V y t: 60s para diferentes revestimientos. 80/20 10%-1000ºC 1 10 10 5%1000ºC 4. 75/25 4 10 10 70/30 3 10 9 2 10 10 CONCLUSIONES Se formularon diferentes esmaltes cerámicos en base a SnO2 dopado con Sb2O3 que tratado térmicamente produce soluciones sólidas que se incorporaron a una base convencional de esmalte. A partir que la proporción de Sb2O3 aumenta al 5% la composición de las fases con antimonio gradualmente cambia. Para las mayores adiciones, el análisis por DRX verificó la formación de la fase Sb2O4 (que es aislante). La repuesta eléctrica del recubrimiento se caracterizó a partir de medidas de resistividad superficial y de la relación I vs. V. De la representación log I-log V, lineal hasta 500V, se derivaron los 2 parámetros (ordenada al origen y pendiente ) que describen satisfactoriamente la dependencia observada. La reducción de la resistividad del recubrimiento se inició a partir del 30 % de fase conductora en el esmalte Controlando el procesamiento de la fase conductora se pueden obtener esmaltes con la resistividad requerida. 5. REFERENCIAS 1. Herrmann, J. M., Portefaix J.L., Forissier , M., Figueras, F., Pichat, P., J.C.S. Faraday I. 75 (1979) 1346-1355. Portefaix J.L., Forissier , M., Figueras, F.,Friedt, J.M., Sanchez, J.P. Theobald, F. J.C.S. Faraday I. 76 (1980) 1652-1659. Aguiar, R., Paskocimas, C. A. , Leite, E. R., Longo, E. , Mauricio, M. R. D., Cerâmica 50 (2004) 314. ASTM D 256. Standard test methods for DC resistence or conductance of insulating materials (1999). 2. 3. 4.