UNIDAD 2 TRATAMIENTO DEL AGUA RESIDUAL
Anuncio

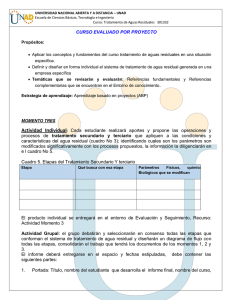
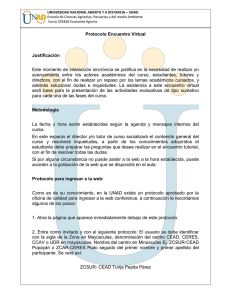
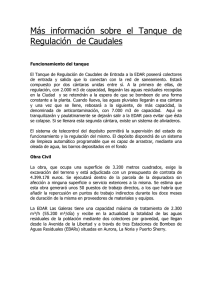
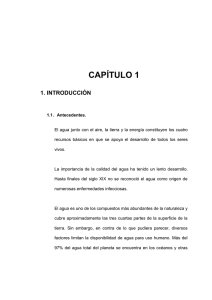
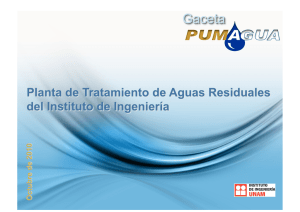
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA – UNAD Escuela de Ciencias Agrícolas, Pecuarias y del Medio Ambiente -Manejo de Aguas Residuales en Pequeñas Comunidades. Autor: Ing. Claudia Patricia Gómez Rendón - 2012 UNIDAD 2 TRATAMIENTO DEL AGUA RESIDUAL CAPÍTULO 4. Tratamiento preliminar El tratamiento preliminar también conocido como pretratamiento de aguas residuales quiere decir que es el alistamiento del agua residual para llevar a posterior tratamiento que puede ser químico, físico o biológico para eliminar la contaminación en ella presente. En esta primera etapa se remueven sólidos gruesos, algunos finos así como grasas y aceites, se homogenizan caudales o cargas afluentes principalmente y se regula el pH requerido para el tratamiento. Lección 16. Remoción de sólidos gruesos y finos 16.1 Rejas El primer paso en el tratamiento del agua residual consiste en la separación de los sólidos gruesos. El procedimiento más habitual se basa en hacer pasar el agua residual a través de rejas de barras, las que suelen tener aberturas libres entre 15 mm o mayores. Estas rejas se construyen en barras de acero soldadas en un marco que se coloca transversalmente al flujo de agua dentro del canal, en forma equidistante, con pendientes entre 30° y 80° respecto a la horizontal cuando de caudales pequeños se trate y, pendientes de 90° cuando se sometan a tratamientos caudales grandes. Criba de limipeza manual Criba de limipieza mecánica Figura 15. Tomado de archivo documental de la Autora (PTAR Zipaquirá y El Salitre respectivamente) Las rejas de barras se pueden limpiar manual o mecánicamente según las características del diseño como se muestra en la tabla 12. 1 UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA – UNAD Escuela de Ciencias Agrícolas, Pecuarias y del Medio Ambiente -Manejo de Aguas Residuales en Pequeñas Comunidades. Autor: Ing. Claudia Patricia Gómez Rendón - 2012 Tabla 12. Características diseño de rejas Características Tamaño de la barra: - Anchura, mm - Profundidad, mm Separación entre barras - mm Pendiente en relación a la vertical - grados Velocidad de aproximación - m/s Pérdida de carga admisible - mm Limpieza Manual Limpieza Mecánica 5 – 15 25 – 37,5 25 – 50 25 – 50 150 150 5 – 15 25 – 37.5 15 – 75 50 – 82.5 150 150 Fuente: Tomado de (Metcalf & Eddy, 1996) 16.1.1 Rejas de limpieza mecánica. Se han venido empleando en las plantas de tratamiento de aguas residuales desde hace más de 50 años. Las rejas de limpieza mecánica se dividen en cuatro tipologías principales: las rejas de funcionamiento mediante cadenas, rejas de movimiento oscilatorio, catenarias y rejas accionadas mediante cables. 16.1.2 Rejas de limpieza manual. Es el procedimiento más común cuando las plantas de tratamiento de aguas residuales son para pequeños caudales. 16.1.3 Criterios de diseño. El análisis asociado con el uso de equipos para el tamizado grueso contempla la determinación de las pérdidas de carga producidas por el paso del agua a través de estas unidades. Las pérdidas hidráulicas a través de rejillas son una función de la velocidad de aproximación del fluido y de la velocidad del flujo a través de los barrotes. Las pérdidas de carga a través de una rejilla se pueden estimar por medio de la ecuación 16.1 h1 1 V 2 v2 0,7 2 g 16.1 Donde: h1 = Pérdida de carga, pies o m k = 1/0,7 = coeficiente empírico que incluye pérdidas por turbulencia y formación de remolinos V = Velocidad de flujo a través del espacio entre las barras de la reja, pies/seg o m/s v = Velocidad de aproximación del fluido hacia la reja - m/s g = Aceleración de la gravedad - m/s2 También se puede calcular la pérdida de carga utilizando la ecuación 16.2 que involucra el dimensionamiento de la reja particularmente el diámetro de la barra de la criba. 4 w 3 hf hv Sen b 16.2 Donde: 2 UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA – UNAD Escuela de Ciencias Agrícolas, Pecuarias y del Medio Ambiente -Manejo de Aguas Residuales en Pequeñas Comunidades. Autor: Ing. Claudia Patricia Gómez Rendón - 2012 hf W b hv = Pérdida de carga – m = Factor de forma de las barras o Coeficiente de Kirschmer = = = = Ancho máximo de las barras en la dirección del flujo – m Espaciamiento entre barras – m Altura o velocidad del flujo de aproximación – m Angulo de la reja con la horizontal Los siguientes son los valores del coeficiente de Kirschmer 2.42 para barra rectangular de caras rectas 1.76 para barra rectangular con cara semicircular aguas arriba y abajo 1.83 para barras rectangulares con cara semicircular aguas arriba 1.79 para barras circulares Para el cálculo de las dimensiones del canal, es necesario definir los datos de partida y las características propias del diseño tales como: - Tipo de sección - Dimensiones propuestas - Gasto - Pendiente - Coeficiente de rugosidad de Manning Cantidad de material retenido en la rejilla Aunque el valor de los sólidos gruesos retenidos en la rejilla varía dependiendo de la misma, se sugieren valores entre 3.5 y 37.5 mL/m3 de agua residual tratada y un valor promedio de 15 mL/m3 Figura 16. Criba. Tomado archivo documental de la Autora 16.2 Tamices Cumple la misma función de la criba gruesa o cribado pero con residuos más finos; de hecho la abertura de la malla varía entre 5 y 0.5 mm Fueron instalados anteriormente en lugar de los tanques de sedimentación, considerándose actualmente como tratamiento complementario de la rejilla. Pueden ser estáticos (autolimpiantes) o rotativos. Cuando se utiliza el primero, es para sustituir el tratamiento primario con mallas de poro del tamaño 3 UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA – UNAD Escuela de Ciencias Agrícolas, Pecuarias y del Medio Ambiente -Manejo de Aguas Residuales en Pequeñas Comunidades. Autor: Ing. Claudia Patricia Gómez Rendón - 2012 de 1 mm o menos. Los tamices rotativos se limpian al pasar el tamiz por una cuchilla que retiene el material retenido. La pérdida de carga de los tamices se obtienen utilizado la ecuación 16.3 1 Q hf 2 g CA 2 16.3 Donde: hf C Q A g = = = = = Pérdida de carga – m Coeficiente de descarga Caudal de diseño – m3/s Área libre sumergida efectiva – m2 Aceleración de la gravedad – m/s2 C y A dependen de factores de diseño del tamiz (ranuras, fresado, diámetro de la malla). C puede tomar valores de 0.60. Lección 17. Homogenización o igualación Las variaciones de caudal presentan problemas usualmente de tipo operativo, razón por la que los tanques de homogenización son opción para superar esta dificultad generando así efluentes constantes, además; reduce el tamaño y los costos de las unidades de tratamiento ubicadas aguas abajo. La homogenización es una práctica útil en plantas pequeñas de tratamiento que experimentan variaciones entre los máximos y mínimos caudales y cargas contaminantes efluentes. Existen dos tipos de unidades para la homogenización de caudales denominados unidad en línea o unidad de derivación. Pueden ser tanques de homogenización en línea y difusa. Los primeros se deben diseñar para lograr mezcla completa para amortiguar la concentración. Estrictamente se puede decir que la homogenización se refiere a unificar las características del agua residual e igualación cuando se requiere regular el flujo o caudal. Se requiere que este tanque (homogenización o igualación) debe mantenerse bien mezclado para prevenir malos olores y sedimentación de sólidos. Para dimensionar una unidad de igualación se debe realizar un balance de masas, método “donde se compara el volumen afluente a la planta de tratamiento con el volumen de agua promedio horario para un tiempo de 24 horas” (Crites & Tchobanoglous, 2000 pág 257), en su defecto; debe medirse la variación de caudal cada hora. Si el volumen afluente es menos que el promedio, se debe drenar el tanque de 4 UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA – UNAD Escuela de Ciencias Agrícolas, Pecuarias y del Medio Ambiente -Manejo de Aguas Residuales en Pequeñas Comunidades. Autor: Ing. Claudia Patricia Gómez Rendón - 2012 homogenización; si el volumen afluente es mayor que el promedio, el tanque se comienza a llenar con el exceso del agua residual. (Ibid). 17.1 Dimensionamiento El volumen requerido del tanque de homogenización se obtiene trazando una recta paralela a la representativa del caudal promedio diario, por el punto de tangencia más extrema, superior o inferior, de la curva de caudales acumulados. El volumen necesario es igual a la distancia vertical entre las dos tangentes 17.2 Criterios de diseño El tiempo de retención en este tipo de unidades se estima varia entra 12 y 24 horas para un volumen definido en función del caudal diario, profundidad de 4.5 m y mezcla de 3 a 4 W/m3. Para mantener condiciones aerobias se debe suministrar aire a una tasa de 9 a 15 L/m3 – min de almacenamiento. Lección 18. Neutralización Es el propósito de la neutralización llevar su valor a pH entre 6 y 8.5. Si es inferior se debe alcalinizar con NaOH3 Ca(OH)2 u otro agente alcalino; si es mayor debe acidificarse con HNO3, HCl. Se debe efectuar después de la igualación, es decir cuando se tiene un caudal constante. La neutralización supone la reacción de soluciones con iones hidrógeno, hidróxidos activos para formar agua y sales neutras. H 2 SO4 2 NaOH Na2 SO4 2H 2 O 18.1 La neutralización de aguas ácidas se hace comúnmente agregando cal, óxido de cal, óxido de magnesio; compuestos que tienen como desventaja la gran cantidad de lodo producido. La utilización de hidróxido de sodio aunque costoso es una forma química muy conveniente para neutralización de residuos en plantas de tratamiento pequeñas y cuando se quiere minimizar la cantidad de lodo. La tabla 13 indica la cantidad de cal a aplicar en función del pH que contiene el agua residual en proceso de tratamiento. 5 UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA – UNAD Escuela de Ciencias Agrícolas, Pecuarias y del Medio Ambiente -Manejo de Aguas Residuales en Pequeñas Comunidades. Autor: Ing. Claudia Patricia Gómez Rendón - 2012 Tabla 13. pH de soluciones de cal a 25 °C CaO - mg/L pH 64 11,27 65 11.28 122 11.54 164 11.66 271 11.69 462| 12.10 680 12.29 710 12.31 975 12.44 1027 12.47 1160 12.53 Fuente: Tomado de (Romero R., J., 2005; pág 324) La neutralización de aguas alcalinas se hace agregando comúnmente ácido sulfúrico, ácido clorhídrico y CO2 en plantas donde existe disponibilidad de dióxido de carbono. Cuando se hace ajuste de pH y posteriormente se dispone de un tratamiento biológico, debe tenerse en cuenta que la actividad biológica introduce cambios de pH en el residuo ´por diferentes mecanismos, siendo las siguientes las reacciones: Destrucción de alcalinidad por producción de CO 2: CO2 OH HCO3 18.2 Oxidación de compuestos de azufre en ácido sulfúrico: H 2 S O2 H 2 SO4 18.3 NH 4 2O2 NO3 2H H 2 O 18.4 Nitrificación: Producción de ácidos orgánicos. La oxidación bioquímica de ácidos orgánicos y la destrucción de sales de ácidos orgánicos aumenta el pH en reactores biológicos. Además adicionar cal para neutralización puede incrementar al combinarse con CO 2 la actividad biológica. 18.1 Métodos para neutralizar Neutralización de residuos ácidos con cal en tanques de mezcla completa. La dosis de cal se estima en concentraciones del 8 al 15%. Para caudales menores de 400 m 3/d se usan procesos de cochada; si el flujo es continuo, el control de pH es automático. 6 UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA – UNAD Escuela de Ciencias Agrícolas, Pecuarias y del Medio Ambiente -Manejo de Aguas Residuales en Pequeñas Comunidades. Autor: Ing. Claudia Patricia Gómez Rendón - 2012 De usarse aire para la mezcla se recomiendan tasas de 0.3 a 0.9 m3/min – m2 para tanques de profundidad de 3 m. Neutralización de residuos ácidos con lechos de piedra caliza. El flujo se recomienda debe ser ascensional. Si el flujo es descendente la carga hidráulica se recomienda debe ser de 60 m/d para asegurar tiempo de contacto. La concentración del ácido debe ser del 0.6% H2SO4 para evitar el recubrimiento de la caliza con CaSO 4 y la evolución excesiva de SO2 Neutralización de residuos ácidos con diferentes sustancias alcalinas como NaOH al 50%, Na2CO3 o NH4OH. Independiente del método de concentración, debe tenerse en cuenta: Igualar el caudal y el pH del afluente al proceso de neutralización Realizar curvas de titulación para el afluente para hacer diseño acorde con el proceso de neutralización Caracterizar cualitativa y cuantitativamente el lodo generado en la neutralización Determinar el efecto del compuesto químico agregado, durante el proceso de neutralización sobre la calidad del afluente Controlar la neutralización (Romero R., J., 2005) Lección 19. Flotación Tiene como propósito la flotación separar las emulsiones y las partículas sólidas presentes en una fase líquida, mediante burbujas de un gas usualmente aire. La separación fundamentalmente depende de las propiedades superficiales que permiten la adherencia de las burbujas a la estructura de las partículas, por lo tanto; es posible separar partículas más densas que en el líquido en el cual se encuentra ya que la la relación sistema partícula – burbuja de menor densidad que la original (partícula) asciende y puede separarse. 19.1 Flotación por aire disuelto Adicionar aire hasta obtener la presurización en un tanque cerrado que contiene agua residual permite obtener la flotación por aire disuelto, posteriormente se libera el gas en exceso de saturación a la presión atmosférica. Se consigue con lo anterior la reducción de la densidad de los materiales en suspensión, principalmente los contenidos grasos. En sistemas de tratamiento de aguas residuales de bajo caudal, el “afluente se presuriza a 275 – 483 kPa ó, 40 – 70 psi” (Romero R., J., 2005; pág 346), reteniendo el caudal en un tanque a presión por un término de minutos para lograr la disolución del aire. Luego, accionando la válvula reductora de presión el afluente ingresa al tanque de flotación donde se desprende el aire de la solución como se muestra en la figura 17. 7 UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA – UNAD Escuela de Ciencias Agrícolas, Pecuarias y del Medio Ambiente -Manejo de Aguas Residuales en Pequeñas Comunidades. Autor: Ing. Claudia Patricia Gómez Rendón - 2012 Afluente Tanque de Mezcla Aire Efluente Tanque de flotación Tanque de presurizació n Válvula reductora de presión Figura 17. Esquema sistema de flotación. Tomado de (Romero R., J., 2005; pág 347). Adaptado por Gomez R. En aguas residuales, la flotación se puede incorporar al sistema así: En procesos de pretratamiento antes de la unidad de sedimentación primaria Como unidad de tratamiento primario Como unidad de pretratamiento de aguas residuales industriales Como unidad de espesamiento de lodos Para flotación de floc liviano 19.1.1 Ventajas del sistema de flotación Grasas y sólidos se remueven en una sola unidad Tasas altas de flujo y tiempo de retención grandes, disminuyen espacio Disminuye la presencia de olores de las aguas residuales Mejor calidad de lodos 19.1.2 Desventajas Costo de los equipos y gasto de energía Difícil operación 19.2 Fundamentos teóricos Aplicando la ley de Henry que establece que la concentración de un gas disuelto es función de su presión relativa, es posible calcular la solubilidad con base en la ecuación 19.1 8 UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA – UNAD Escuela de Ciencias Agrícolas, Pecuarias y del Medio Ambiente -Manejo de Aguas Residuales en Pequeñas Comunidades. Autor: Ing. Claudia Patricia Gómez Rendón - 2012 P´ Pv C´ C 760 P v 19.1 Donde: C´ P´ C Pv = Solubilidad del aire en agua, a la presión absoluta P´ - mL de aire/L de agua = Presión absoluta del aire – mm Hg = Solubillidad del aire en el agua a la presión de una atmósfera mL de aire/ml de agua (tabla 14) = Presión de vapor del agua – mm Hg Tabla 14. Solubilidad de saturación del aire en el agua a 1 atmósfera Temperatura ° C 0 5 10 15 20 25 30 Fuente: Tomado de Solubilidad - C mL aire/mL de agua 29.2 25.7 22.8 20.6 18.7 17.1 15.7 (Romero R., J., 2005, pág: 351) La cantidad de aire liberado, al reducir la presión a presión atmosférica se observa en la ecuación 19.2 f PT Pv PL Pv Ct C L C 760 Pv 19.2 Donde: CT CL PT PL C Pv f = Solubilidad de saturación del aire a la presión de operación del tanque – mL aire/L = Solubilidad de saturación del aire a la presión local atmosférica - mL aire/L = Presión de operación del tanque – mm Hg = Presión local atmosférica – mm Hg = Solubillidad del aire en el agua a la presión de una atmósfera mL de aire/ml de agua = Presión de vapor del agua a la temperatura del ensayo – mm Hg = Fracción de saturación alcanzada en el tanque de presurización – 0.5 a 0.8 9 UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA – UNAD Escuela de Ciencias Agrícolas, Pecuarias y del Medio Ambiente -Manejo de Aguas Residuales en Pequeñas Comunidades. Autor: Ing. Claudia Patricia Gómez Rendón - 2012 f depende de la turbulencia, tiempo de contacto, superficie de contacto aire – agua. Generalmente se adopta f = 0.5 Si la solubilidad de saturación del aire a la presión de operación del tanque se divide por la concentración de sólidos suspendidos, se obtiene la relación aire/sólidos correspondiente a la ecuación 19.3 A mg/L de aire liberado por despresurización S mg/L de sólidos en el efluente 19.3 A Cd f PT Pv PL Pv S S o (760 Pv ) 19.4 Donde: A/S d S0 C PT PL Pv f = = = = = = = = Relación adimensional aire/sólidos (ver tabla 15) Densidad del aire a las condiciones del problema, mg/mL Concentración de sólidos suspendidos afluentes – mg/L Solubillidad de saturación del aire a una atmósfera mL de aire/ml de agua Presión absoluta de operación – mm de Hg Presión local atmosférica – mm de Hg Presión de vapor del agua a la temperatura del ensayo – mm Hg Fracción de saturación alcanzada en el tanque de presurización – 0.5 a 0.8 Tabla 15. Valores de A/S para diferentes presiones de operación a 20 °C Sólidos suspendidos So mg/L 1000 900 800 700 600 500 400 300 200 100 Fuente: Tomado de 40 50 60 70 80 90 100 276 2.086 345 2.585 414 3.102 483 3.619 552 4.136 621 4.653 690 5.170 0.017 0.023 0.029 0.019 0.025 0.032 0.021 0.029 0.046 0.024 0.033 0.041 0.028 0.038 0.048 0.034 0.046 0.057 0.043 0.057 0.071 0.057 0.076 0.095 0.085 0.114 0.143 0.170 0.226 0.286 (Romero R., J., 2005; pág 353) 0.034 0.038 0.043 0.049 0.057 0.069 0.086 0.114 0.172 0.343 0.040 0.045 0.050 0.057 0.067 0.080 0.100 0.134 0.201 0.401 0.046 0.051 0.057 0.066 0.076 0.092 0.115 0.153 0.229 0.459 0.052 0.057 0.065 0.074 0.086 0.103 0.129 0.172 0.258 0.517 19.3 Parámetros de diseño El criterio de diseño seleccionado usualmente es la relación A/S tomando como valor entre 0.01 a 0.20, siendo propio de aguas mezcladas, domésticas – industriales entre 0.03 a 0.05 y así obtener una máxima remoción de sólidos suspendidos. Para el espesamiento de lodos, es usual tomar valores de 0.005 y 0.060. 10 UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA – UNAD Escuela de Ciencias Agrícolas, Pecuarias y del Medio Ambiente -Manejo de Aguas Residuales en Pequeñas Comunidades. Autor: Ing. Claudia Patricia Gómez Rendón - 2012 Si se utiliza la flotación de aire disuelto para espesamiento de lodos, el tanque presurizado se mantiene entre 40 y 60 psig, 3 – 5 atmosferas , 275 a 415 kPa, carga superficial entre 12 y 230 m/d (incluyendo recirculación) y tiempo de retención entre 30 y 40 minutos. La densidad del aire en mg/mL a la temperatura T en ° C a la presión H en cm de Hg se expresa según la ecuación 19.5 d 1.293 H 1 0.00367T 76 19.5 Donde: d H T = Densidad del aire en mg/mL = Presión en cm de Hg = Temperatura en ° C 19.4 Trampas de grasas Cuando se tienen bajos caudales las grasas, aceites y detergentes que se encuentran en las aguas residuales domésticas y de actividades industriales como lavanderías y estaciones de servicio, las que de no removerse pueden alcanzar el suelo generando contaminación y efectos importantes sobre el medio ambiente ya que limitan la capacidad de infiltración del terreno, deben eliminarse mediante la utilización de trampas de grasas. El problema se agrava en la medida que se utilizan con mayor preferencia aceites solubles a temperaturas bajas dificultando su remoción. Una trampa de grasas es una unidad de flotación razón por la cual ésta queda retenida en la parte superficial; debe disponerse al afluente por la parte baja de la superficie del agua y la salida usualmente se realiza por el fondo. 19.4.1 Criterios de diseño El volumen de las unidades de trampas de grasas debe permitir un tiempo de retención entre 15 y 30 minutos, y volumen mínimo de 2.8 metros 3. Lección 20. Mezcla Es una operación unitaria utilizada para el diseño y operación de plantas de tratamiento de agua residual. Tiene como objetivos: Mezcla completa con aditivos químicos Mezcla de fluidos en reactores y tanques de almacenamiento Mezcla para la floculación 11 UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA – UNAD Escuela de Ciencias Agrícolas, Pecuarias y del Medio Ambiente -Manejo de Aguas Residuales en Pequeñas Comunidades. Autor: Ing. Claudia Patricia Gómez Rendón - 2012 Diferentes son las formas que se pueden utilizar para airear o mezclar el agua residual. Para obtener la turbulencia producida por el régimen de flujo se utilizan el resalto hidráulico, tubo venturí, tuberías y bombas; mientras que la turbulencia por aporte externo se obtiene a partir de mezcladores estáticos y mezcladores mecánicos. Algunos equipos utilizados para mezcla se presentan en la figura 18. 20.1 Tipos de mezcladores 20.1.1 Mezcladores de turbina y hélice. Provistos de impulsores pequeños, pueden operar a grandes velocidades obteniendo una buena mezcla de los reactivos o gases en aguas residuales. Si operan en bajas velocidades, la mezcla sería para abordar la floculación. 20.1.2 Mezcladores de alta velocidad. Es empleado para mezclar el cloro, provisto de un motor que genera un vacio en la parte superior para lograr la mezcla entre el agua y los reactivos químicos. 20.1.3 Mezcladores estáticos. Usualmente se conectan en línea y provistos de tabiques internos que pueden provocar cambios de velocidad de flujo e inversiones momentáneas. Se usa para mezclar el agua residual con los reactivos qu´imicos. 20.1.4 Mezcladores de paletas. Tienen una gran superficie de acción sobre el fluido y por lo tanto estos giran lentamente. Son una buena opción para utilizarse en unidades de floculación; la mezcla se produce por el movimiento de las paletas que giran a baja velocidad que al rotar el líquido promueve la mezcla. 20.1.5 Mezcla neumática. Requiere de la inyección de aire por el fondo del tanque de mezcla o tanque de aireación. Propio del proceso de lodos activados generando turbulencia como resultado de la formación de burbujas los que ayudan a mantener el contenido del tanque bien mezclado. Agitadores de hélice Mezclador mecánico Figura 18.. Tipos de mezcladores Fuente: Tomado de www.sulzer.com (2012) 12 UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA – UNAD Escuela de Ciencias Agrícolas, Pecuarias y del Medio Ambiente -Manejo de Aguas Residuales en Pequeñas Comunidades. Autor: Ing. Claudia Patricia Gómez Rendón - 2012 20.2 Potencia de la mezcla Entre mayor sea la energía suministrada en el fluido, mayor sera la turbulencia resultante y por lo tanto la mezcla será la mejor. “La potencia disipada por unidad de volumen del líquido en la mezcla se puede servir como parámetro para medir la eficiencia de la operación” (Crites & Tchobanoglous, 2000; pág 262). Camp y Stein estudiaron la formación y efectos de los gradientes de velocidad en diferentes tanques, obteniendo la ecuación 20.1 que se puede usar para diseño y operación de unidades para mezcla: G P V 20.1 Donde: G P µ V = = = = Gradiente media de velocidad – L/s Potencia necesaria – pie – lb/s o W Viscosidad dinámica – lb s/pie2 o Ns/m2 Volumen del tanque - pie3 o m3 Como G es una medida del gradiente de medio de velocidad del fluido y depende de la potencia suministrada al sistema, viscosidad del flujo y volumen del tanque, es posible multiplicar a ambos lados por el tiempo de retención. Así se obtendrá la ecuación 20.2 a partir de la ecuación 20.1 Gtd V P 1 Q V Q PV 20.2 Donde: td Q = Tiempo de retención – s = Caudal - pie3/s o m3/s 20.3 Potencia para mezcladores de turbina y hélice Para lograr la mezcla debe existir flujo turbulento donde predominen las fuerzas de inercia. Rushton, desarrollo la siguiente expresión para calcular la potencia de mezcla bajo condiciones de flujo turbulento y laminar. 13 UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA – UNAD Escuela de Ciencias Agrícolas, Pecuarias y del Medio Ambiente -Manejo de Aguas Residuales en Pequeñas Comunidades. Autor: Ing. Claudia Patricia Gómez Rendón - 2012 Flujo laminar; número de Reynolds < 10 P kn 2 D 3 20.3 Flujo turbulento; número de Reynolds >10 P kn 3 D 5 20.4 Donde: P K µ = = = = Potencia necesaria – pie.lb/s o W Constante (según tabla 16) Viscosidad dinámica – lb s/pie2 o Ns/m2 Densidad del flujo – slug/pie3 o kg/m3 D N = Diámetro del impulsor – pie o m = Velocidad de rotación – rps Para número de Reynolds intermedios se obtiene a partir de la ecuación 20.5 NR D 2 n 20.5 Donde: D n = Diámetro del impulsor – pie o m = Velocidad de rotación – rps = Densidad del flujo – slug/pie3 o kg/m3 µ = Viscosidad dinámica – lb s/pie2 o Ns/m2 Tabla 16. mezcla Valores de k para estimar la potencia necesaria en diversas unidades de Impulsor Regimen Laminar Ec 19.3 Hélice pitch cuadrado, 3 palas 41.0 Hélice pitch 3 palas 43.5 Hélice 6 palas planas 71.0 Hélice 6 palas curvas 70.0 Turbina ventilador 6 palas 70.0 Turbina, 6 palas en punta de flecha 71.0 Paleta plana 6 palas 36.5 Turbina cerrado 2 palas curvas 97.5 Turbina cerrada con estator (sin 172.5 deflector) Fuente: Tomado de (Crites & Tchobanoglous, 2000; pág 264) Regimen Turbulento Ec. 19.4 0.32 1.0 6.30 4.80 1.65 4.0 1.70 1.08 1.12 20.3 Potencia para mezcladores de paletas 14 UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA – UNAD Escuela de Ciencias Agrícolas, Pecuarias y del Medio Ambiente -Manejo de Aguas Residuales en Pequeñas Comunidades. Autor: Ing. Claudia Patricia Gómez Rendón - 2012 La potencia suministrada a un fluido con mezclador de paleta puede relacionarse con la fuerza de resistencia al avance de las paletas mediante las siguientes expresiones: FD CD Av 2p 20.6 2 P FD v p CD Av 3p 2 20.7 Donde: P FD CD A = = = = = Vp = Velocidad de la paleta con respecto al fluido pie/s o m/s La velocidad de la paleta se asume entre 0.6 y 0.75 veces la velocidad tangencial de las paletas Potencia necesaria – pie – lb/s o W Fuerza de resistencia al fluido de las paletas – lbf o N Coeficiente de resistencia al avance de las paletas Área de la sección transversal de las paletas – pie2 o m2 Densidad del flujo – slug/pie3 o kg/m3 20.4 Potencia para mezcladores estáticos Aplicando la ecuación 20.8 es posible encontrar la potencia consumida para mezcladores estáticos P Qh 20.8 Donde: P = Potencia disipada - pie.lb/s o kW = Peso específico del agua – lb/pie3 o kN/m3 Q h = Caudal - pie3/s o m3/s = Pérdida de energía disipada en el paso del mezclador estático – pie o m 20.5 Potencia para mezcladores neumáticos Al inyectar aire en las unidades de mezcla, la potencia disipada al ascender las burbujas de aire se puede estimar con la expresión 20.9 P P paVa ln c Pa 20.9 15 UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA – UNAD Escuela de Ciencias Agrícolas, Pecuarias y del Medio Ambiente -Manejo de Aguas Residuales en Pequeñas Comunidades. Autor: Ing. Claudia Patricia Gómez Rendón - 2012 Donde: p Pa Va Pc = = = = Potencia disipada - pie.lb/s o kW Presión atmosférica – lb/pie2 o kN/m2 Volumen de aire introducido a la presión atmosférica – pie3/s o m3/s Presión del aire en el punto de descarga - lb/pie2 o kN/m2 16 UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA – UNAD Escuela de Ciencias Agrícolas, Pecuarias y del Medio Ambiente -Manejo de Aguas Residuales en Pequeñas Comunidades. Autor: Ing. Claudia Patricia Gómez Rendón - 2012 Referencias Bibliográficas Crites & Tchobanoglous. (2000). Sistemas de manejo de aguas residuales para núcleos pequeños y descentralizados (Vol. I). McGraw-Hill Interamericana, S.A. Gómez R., C. (2012) Módulo Manejo de Aguas Residuales en Pequeñas Comunidades. Bogotá – Colombia, Escuela de Ciencias Agrarias, Pecuarias y de Medio Ambiente, Ingeniería Ambiental, ECAPMA, UNAD. Metcalf & Eddy. (1981). Tratamiento y depuración de las aguas residuales (Segunda ed.). Barcelona, España: Labor. Romero R., J. (2005). Tratamiento de aguas residuales (Primera reimpresión ed.). Bogotá: Escuela Colombiana de Ingeniería. Sulzer. (2012). Mezcladores de Agua (2012). Recuperado el 12/08/2012 de http://www.google.com.co/imgres?q=mezcladores+mecanicos+de+agua&hl=es419&biw=1366&bih=605&tbm=isch&tbnid=uTt0sPSrghC6MM:&imgrefurl=http://www.sulzer.com /es/Products-and-Services/Agitators-Mixers-and-Dispensers/Agitators-Dynamic- 17