principios del calentamiento por induccion
Anuncio

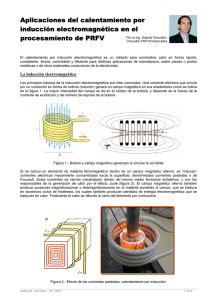
PRINCIPIOS DEL CALENTAMIENTO POR INDUCCION PRINCIPIOS DEL CALENTAMIENTO POR INDUCCION Jhon Alejandro Grisales García 244362 Facultad de ingeniería 26 de mayo de 2010 INTRODUCCION El calentamiento por inducción electromagnética es un método para suministrar calor de manera rápida, constante, limpia, controlable, y eficiente para distintas aplicaciones de manufactura y en aplicaciones industriales en las que haya que soldar o alterar las propiedades de los metales u otros conductores de la electricidad. El proceso utiliza las corrientes eléctricas inducidas en el material para producir calor. Aunque los principios básicos de la inducción son bien conocidos, los últimos avances en la tecnología del estado sólido han simplificado notablemente el calentamiento por inducción, haciendo de este un método de calentamiento muy rentable para aplicaciones que impliquen empalmes, tratamiento, calentamiento y prueba de materiales. ABSTRACT The warming by electromagnetic induction is a method to supply heat, in a quickly, constant, controllable efficient and clean way, for different applications of manufacture and industrial applications in which is necessary to weld or alter the properties of the metals or other drivers of the electricity. The process uses the electrical currents induced in the material to produce heat. Though the basic principles of the induction is well known, the last advances in the technology for the solid state have simplified notably the warming for induction, doing of this a m very profitable method for applications with warming that imply junctions, treatment, warming and test of materials. El principio de la inducción electromagnética descrito por Michael Faraday en 1831 consiste en una corriente que circula por un conductor en forma de bobina (inductor) genera un campo magnético a sus alrededores (fig.1), la fuerza de este campo magnético depende de la corriente aplicada al inductor y del número de espiras que este tenga. Fig1. Campo magnético generado por un inductor Al colocar un elemento ferro magnético dentro de un campo magnético alterno se inducen a este, corrientes denominadas parasitas o de Foucault que se concentran mayormente en la superficie del material, estas corrientes se neutralizan y forman una especie de torbellinos que generan el calor debido al efecto joule (fig. 2), al igual el campo magnético produce varias magnetizaciones y des magnetizaciones en el material sometido al campo los cuales generan perdida que también se traducen en calor, así los fenómenos menos deseados en los sistemas electromagnéticos como lo son las pérdidas de energía, constituyen un gran papel en la industria debido a este proceso. Fig.3 pieza a calentar rodeada por la bobina La porción de material que se calentara directamente con un cierto nivel de potencia se denomina penetración efectiva, y depende de la resistividad, de la permeabilidad magnética, del material a calentar, y de la frecuencia aplicada a cada instante, siguiendo la ley: Fig.2 calentamiento por inducción (uso de corrientes parasitas) La potencia que puede ser transmitida a la pieza debido al inductor viene dada por la ecuación: 𝐼= 𝑉 2𝜋 . 𝐹 . 𝐿𝑏 Ec. 1 potencia generada por el inductor Donde F es la frecuencia en Hz y Lb es la Inductancia de la bobina (H); luego La corriente en la pieza que queremos calentar circulará en la práctica por su corteza exterior, calentándola según la ley de Joule: W=RI² (fig. 3) 𝑟 𝑅 = 50.3 √ 𝜇 .𝐹 Ec. 2 penetración efectiva del material De la cual r es la resistividad en MicroOhm·CM/CM2, F es la frecuencia y 𝜇 es la permeabilidad, así si queremos calentar más grueso de corteza, debemos disminuir la frecuencia o dar más tiempo a que la energía se transmita por conducción térmica; el uso de transistores ha permitido que las oscilaciones en la frecuencias sean desde 60Hz hasta los 60 MHz por lo cual se pueden alcanzar temperaturas de miles de grados con una gran penetración en el cuerpo a calentar en intervalos cortos de tiempo y con gran precisión. El rendimiento de este proceso se puede ver como una relación entre pieza/inductor, como concepto de la eficacia con que un inductor calentará a una pieza, esta relación se ve favorecida por: a) Resistividad elevada de la pieza (aceros, grafitos, latones). b) Resistividad reducida del inductor (cobre). c) Ferromagnetismo del material a calentar (aceros). d) Buen acoplamiento geométrico entre pieza e inductor, el cual depende del factor K calculado del siguiente modo: 𝑑 3 𝐾= ( ) 𝐷 Ec. 3 Factor de acoplamiento geométrico Donde d es el valor del diámetro exterior de la pieza, y D es el diámetro interior de la bobina (Fig. 4), K varia en general entre 0 y 1 entre mas se aproxime el valor a 1 mayor será el rendimiento del proceso. Fig. 4 d= diámetro exterior de la pieza; D= diámetro interno de la bobina e) La temperatura. Incrementa la resistividad y hace que por encima del punto de Curie (750ºC en los aceros), el material que lo sea deja de ser magnético Es posible decir entonces que de nada sirve que un generador sea muy potente si no se consigue un rendimiento pieza/inductor aceptable. Por otro lado, tampoco puede afirmarse que dos generadores distintos que anuncien potencias iguales serán capaces de calentar una pieza en el mismo tiempo. Esto puede parecer paradójico pero es fácil de explicar, así la condición de eficacia en un sistema de este tipo se consigue por su capacidad de calentar las piezas aunque las condiciones exteriores no sean idóneas. Las ventajas que ofrece un proceso de calentamiento por inducción son varias, algunas son enumeradas a continuación: Ausencia de contacto físico Calentamiento con precisión en lugares requeridos Rapidez y control Fácil automatización y del ciclo de trabajo Un equipo de calentamiento por inducción se compone generalmente por: a. fuente de potencia: recibe la corriente alterna normalmente de 380 a 400 V que alimentan al convertidor de frecuencia el cual permite la generación del campo magnético en el espiral. La potencia de la fuente determina la velocidad relativa con la que se calentara la pieza, y actúan con frecuencias desde 5-15 Kw hasta los mayores de 50-250 Kw, todos los cuales requieren de agua de enfriamiento durante el proceso. b. estación de calentamiento: se encargan de ajustar la frecuencia y/o el voltaje de operación a la aplicación y el material que se usara; y poseen sistemas de refrigeración por circulación de agua. Existen dos clases de estaciones remotas, las más usadas, las cuales se conectan al fuente mediante un cable flexible, y las de sistemas integrados que integran una fuente en su estructura (Fig. 5) Fig. 5 estación de calentamiento remota (izquierda), estación de calentamiento integrada (derecha) c. espiral conductor: se fabrican generalmente con tubos de cobre que se enfrían con agua, su tamaño y forma depende del proceso, del material y de la pieza a calentar. Fig.6 diferentes configuraciones de las espirales del inductor d. los materiales magnéticos, en especial los ferro magnéticos ya que ofrecen un calentamiento más veloz que los diamagnéticos, el tipo de material a usar también depende del trabajo que se desee ya que cada material ofrece una permeabilidad magnética distinta lo que implica un mayor o menor tiempo de calentamiento. Cabe aclarar que el uso de esta técnica de calentamiento por inducción no solo es usada para materiales ferromagnetcios, ya que es posible su aplicación en otros compuestos no-magnéticos como los plásticos mediante el uso de materiales susceptivos magnéticos como algunos metales, los cuales por radiación térmica transmiten el calor a la pieza no magnética; para esta práctica se usas materiales susceptibles como el grafito, niobio, aluminio, entre otros y se usa en procesos como los enunciados a continuación: Fusión de materiales de vidrio Sellado de plásticos Fabricación reforzados de termoplásticos Curado de adhesivos y fabricación de pinturas Las aplicaciones más significativas en las que se incluyen este proceso son: Tratamientos templado, superficial térmicos: recocido, endurecimiento Fusión: forjado en caliente Soldaduras: termoplásticos de bronce, Fig.7 sistema de calentamiento por inducción soldaduras de punto, y de flama poseen factores que las hacen de mucha menor calidad que la presentada por este método expuesto, ya que generan desperdicios dañinos para el medio ambiente (nitratos, y partículas de azufre debido a la combustión), y presentas gastos cuantioso para su uso III. Expansión para embutido: alivio de tensiones Aplicación de revestimientos: curado de adhesivos, secado de pinturas CONCLUSIONES I. El calentamiento por inducción es un proceso muy efectivo el cual usa el principio de faraday de inducción electromagnética transforma su principal debilidad (perdida de campo) en energía calórica potencialmente aplicable a la industria II. La necesidad industrial de este proceso es amplia debido a su simpleza, y eficacia, ya que a diferencia de otros procesos usados para fines similares como lo son las La ampliación de los fenómenos electromagnéticos en la actualidad ha sido de gran ayuda para el avance tecnológico, y es la principal conclusión de este articulo decir que es necesaria la implementación a nivel macro de muchos otros fenómenos de naturaleza electromagnética a la vida cotidiana para hacer frente a factores que ponen en riesgo nuestro diario vivir actualmente, como lo es la contaminación, la ineficacia de las fuentes de energía que usamos, y la reducción en los volúmenes de los combustibles que aun utilizamos. BIBLIOGRAFIA 1. GONZALES, Gabriel (Ing.), APLICACIONES DEL CALENTAMIENTO POR INDUCCION ELECTROMAGNETICA EN EL PROCESAMIENTO DE PRFV 2. http://es.ambrell.com/aboutinductio n.php 3. http://www.aembarcelona.com/ES/I CI/calind.htm 4. http://www.aembarcelona.com/ES/I CI/principios.htm 5. http://es.wikipedia.org/wiki/Inducci ón_electromagnética 6. http://es.wikipedia.org/wiki/Horno_ de_inducción