- Ninguna Categoria
Datos técnicos
Anuncio
Datos técnicos Los datos técnicos que se presentan a continuación corresponden principalmente a los productos estándar ELESA+GANTER, fabricados con materiales plásticos y metales para su uso técnico. Las tecnologías primarias utilizadas para la producción de los productos plásticos son: • el moldeo por compresión/transfer para los Duroplásticos • el moldeo por inyección para los Tecnolpolímeros. A Datos técnicos Una vez efectuado este proceso primario, pueden llevarse a cabo operaciones secundarias como mecanizados, operaciones de acabado y adaptación, inscripciones para la personalización del producto (tampografía), embalaje para garantizar la protección durante el transporte y la identificación correcta del producto. 1. MATERIALES PLÁSTICOS DUROPLÁSTICOS: materiales plásticos termoendurentes de base fenólica (PF) que se endurecen durante el proceso de moldeo resultando una polimerización irreversible. TECNOPOLÍMEROS: materiales poliméricos termoplásticos a los cuales la química de la cadena molecular reconoce una gran variedad de propiedades mecánicas, térmicas y tecnológicas. El proceso de transformación está basado en la fusión y sucesivo endurecimiento mediante solidificación en un molde. El material tiene por sí mismo un bajo impacto ambiental ya que puede ser reciclado (solidificación reversible). Los principales TECNOPOLÍMEROS utilizados por ELESA+GANTER 1.1 Resistencia Mecánica PA PA-T PP POM PC PBT TPE Poliamida reforzada con fibra de vidrio, poliamida reforzada, súper polímeros de base poliamídica Poliamida especial transparente Polipropileno reforzado con fibra de vidrio o con cargas minerales Resina acetálica Policarbonato especial Poliéster especial Elastómero termoplástico DUROPLÁSTICOS: el uso de cargas minerales, de fibras textiles naturales y la perfecta elección de la resina de base aportan una excelente resistencia mecánica y una buena resistencia al impacto. TECNOPOLÍMEROS: la amplia elección de polímeros de base y la posibilidad de combinación con cargas de refuerzo o aditivos, hacen posible un gran número de prestaciones que se refieren a la resistencia mecánica, a la resistencia al impacto, a la disminución del relajamiento bajo carga (creep) y a la resistencia a cargas frecuentes (al esfuerzo). Por lo que se refiere a la resistencia mecánica de los componentes moldeados con los materiales plásticos antes mencionados, consultar el capítulo 4. CARACTERÍSTICAS MECÁNICAS DE LOS PRODUCTOS EN MATERIAL PLÁSTICO. 1.2 Resistencia Térmica El uso de materiales termoendurecibles y de polímeros termoplásticos reforzados de elevada resistencia térmica, permite a los productos ELESA+GANTER alcanzar una elevada estabilidad térmica y una mínima variación de las propiedades mecánicas, ya sea con altas o bajas temperaturas. Para cada producto de material plástico presente en el catálogo, se indica el campo de temperaturas de trabajo aconsejado mediante el símbolo representado al lado. Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. En el interior de este campo de temperaturas: • el material es estable y no encuentra degradación significativa • la funcionalidad de base del producto para el usuario normalmente no presenta problemas. Los valores de resistencia mecánica, resistencia al impacto, par máximo y presión de trabajo indicados en el catálogo son de todas maneras relativos a pruebas efectuadas en condiciones de laboratorio (23°C – 50% Humedad Relativa). Dichos A indicadas. Por lo tanto es responsbilidad del Cliente comprobar las prestaciones reales del producto en las correspondientes condiciones térmicas de empleo. Una indicación aproximativa acerca del campo de temperaturas de trabajo para las varias tipologías de materiales plásticos es la siguiente: Duroplásticos (PF) desde -20°C hasta 100°/110°C Tecnopolímeros especiales de base polipropilénica (PP) de alta resistencia desde 0°C hasta 80°/90°C Tecnopolímeros de base polipropilénica (PP) reforzados con fibra de vidrio desde 0°C hasta 100°C Tecnopolímeros de base poliamídica (PA) desde -20°C hasta 90°C Tecnopolímeros de base poliamídica (PA) reforzados con fibra de vidrio desde -30°C hasta 130°/150°C Tecnopolímeros de base poliamídica (PA) para altas temperaturas, reforzados con fibra de vidrio desde -30°C hasta 200°C Para algunas tipologías de productos, que tengan específicas exigencias funcionales, pueden ser idóneos campos de temperaturas de trabajo más limitados. 1.3 Resistencia y dureza superficial DUROPLÁSTICO: el material y el acabado superficial brillante permiten conservar inalterables la superficie incluso con el uso prolongado en presencia de virutas incandescentes durante el mecanizado o en ambientes abrasivos, como sucede por ejemplo en aplicaciones destinadas a máquinas-herramientas para el mecanizado de metales. TECNOPOLÍMERO: los valores de dureza superficial son inferiores a los del Duroplástico, pero siempre entre el campo de 60 a 98 Rockwell, escala M. Por otra parte, los Tecnopolímeros presentan en comparación con los Duroplásticos mayor resistencia a la rotura y a los impactos. 1.4 Resistencia a los agente químicos Algunas tablas del capítulo 12 describen el comportamiento con temperatura ambiente, 23°C, de los materiales plásticos utilizados para los productos ELESA+GANTER en presencia de varios agentes químicos con los cuales pueden estar en contacto en ambiente industrial (ácidos, bases, disolventes, lubrificantes, carburantes, soluciones acuosas). Las tablas (véase pág. A23, A24 y A25) prevén tres clases de comportamiento: • buena resistencia = funcionalidad y estética del producto permanecen invariadas • discreta resistencia = efectos sobre funcionalidad y/o estética, de intensidad que depende de la tipología de producto y de las condiciones de trabajo. Alguna limitación en función de la aplicación específica • Mala resistencia – ataque químico sobre el producto. Uso desaconsejado. Como regla general, la resistencia química se reduce con el aumento de la temperatura de trabajo y de los esfuerzos mecánicos a los cuales se encuentra sometido el producto. La presencia combinada de temperatura y esfuerzos mecánicos, hace indispensable una prueba práctica de comprobación de la resistencia del producto a los agentes químicos. Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. Datos técnicos valores pueden sufrir variaciones en el campo de las temperaturas de trabajo 1.5 Resistencia a los agente atmosféricos y UV En la mayor parte de los casos, los productos estándar ELESA+GANTER de material plástico se utilizan para aplicaciones “indoor” (bajo cubierta). De todas maneras, las características de los materiales y las precauciones adoptadas en fase de proyecto son capaces de permitir incluso aplicaciones “outdoor” (al aire libre), caracterizadas por la exposición a varios agentes A atmosféricos: • Cambios térmicos bruscos: en el ámbito del campo de temperaturas de trabajo indicadas Datos técnicos para cada producto, ante un cambio brusco de temperatura no crea problemas gracias a la resistencia a la ruptura de los materiales utilizados. • Presencia de agua o humedad que puede dar lugar a procesos de hidrólisis y a la absorción de un cierto porcentaje de agua/humedad hasta el equilibrio, con relativa modificación de algunas propiedades mecánicas del material. Los materiales sensibles a la absorción del agua son por ejemplo las poliamidas (PA), las poliamidas transparentes (PA-T y PA-T AR) y los Duroplásticos (PF). Los productos manufacturados con estos materiales pueden experimentar pequeñas variaciones dimensionales debidas a la absorción de agua, condicionando relativamente las tolerancias dimensionales. En fase de proyecto, ELESA+GANTER normalmente tiene en cuenta estas posibles variaciones para minimizar los efectos y garantizar las especificaciones técnicas. La absorción de agua conlleva de todos modos un significativo aumento de la resistencia a la ruptura. En cambio, los siguientes polímeros resultan insensibles a la absorción de agua: polipropileno (PP), elastómeros termoplásticos (TPE), resina acetálica (POM). El contacto típicamente ocasional con lluvia, seguido de fases de “secado”, no conlleva generalmente problemas de resistencia sobre el producto. Si se trata de apliaciones “outdoor”, se aconseja siempre evitar residuos de agua sobre el producto preparando condiciones de montaje que tiendan a eliminar rápidamente el agua. • Exposición a los rayos solares, y en especial a su componente UV. Tests específicos de resistencia han sido efectuados con aparatos especiales para pruebas de envejecimiento acelerado siguiendo como línea guía la norma ISO 4892-2, con establecimiento de los siguientes parámetros: - potencia de irradiación: 550 [W]/[m]2 - temperatura interna (Black Standard Temperature, BST): 65°C - filtro OUTDOOR, que simula una exposición al aire libre caracterizada por una baja protección contra los rayos UV -50% RH (Humedad relativa). Existe una correspondencia entre las horas de prueba y las horas reales de exposición en ambiente externo (“Horas Equivalentes”), que claramente dependen de las condiciones climáticas de cada zona geográfica. Tomando como amplitud de comparación la Exposición Radiante Media Diaria (ERMD), las referencias que normalmente se utilizan a nivel internacional son: - horas Equivalentes Miami = alta intensidad de exposición, típica de los países con clima tropical o ecuatorial (ERMD=9.2 MJ/m2) - horas Equivalentes Europa Central = media intensidad de exposición, típica de los climas continentales (ERMD=2 MJ/m2). Al finalizar prolongadas pruebas efectuadas por los Laboratorios ELESA+GANTER, se ha medido la variación de resistencia mecánica (rotura por tracción/compresión y rotura por impacto). Generalmente, los resultados muestran que la resistencia mecánica de los productos en poliamida (PA), polipropileno (PP) y Duroplástico (PF) no se degrada de manera significativa con la exposición a los rayos UV. Por lo que respecta al aspecto estético de las muestras expuestas a la acción de los rayos UV, al final de la prueba, en algunos casos, se ha observado alguna variación en el aspecto superficial del producto. Para mayores detalles sobre las pruebas de envejecimiento a los rayos UV para productos específicos, ponerse en contacto con el Servicio Técnico ELESA+GANTER. Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. 1.6 Comportamiento ante la llama La clasificación universalmente reconocida para describir el comportamiento ante la llama de los materiales plásticos se obtiene mediante dos pruebas establecidas por los UL (Underwriters Laboratories, USA). Tales pruebas se denominan UL-94 HB y UL-94 V que distinguen cuatro tipologías principales de comportamiento ante la llama: HB, V2, V1 y V0 con características de resistencia progresivamente más elevadas. A UL-94 HB (Horizontal Burning) La prueba consiste en colocar un juego de tres piezas de muestra estándar de material durante 30 segundos, cada uno con una llama aplicada sobre su ángulo libre inferior. En las piezas de muestra existen dos marcas a una distancia estándar desde la extremidad libre. Un material puede ser clasificado HB si para cada una de las tres piezas de muestra se obtiene que: - la velocidad de combustión entre las dos marcas no supera un cierto valor estandarizado y depende del espesor de las piezas de muestra examinadas - se verifica la extinción de la llama antes de que el fuego alcance la marca más lejana desde el ángulo libre (es decir desde el punto de aplicación de la misma llama). UL-94 V (Vertical Burning) La prueba consiste en colocar un juego de cinco piezas de muestra estándar de material plástico (en posición vertical) en contacto, dos veces cada uno durante 10 segundos, cada una con una llama aplicada en su extremidad libre inferior. Debajo de las piezas de muestra se coloca algodón hidrófilo. Durante las pruebas se detectan los siguientes parámetros: - el tiempo necesario para la extinción de la llama de cada una de las muestras después de cada aplicación de la llama - la suma de los tiempos necesarios para la extinción de la llama de las cinco piezas de muestra (considerando ambas aplicaciones de la llama requeridas) - el tiempo de post-incandescencia de cada una de las muestras después de la segunda aplicación de la llama - la presencia o ausencia de goteo de material de la muestra que pueda inflamar el algodón hidrófilo que se encuentra debajo. Clasificación UL de los materiales plásticos UL-94 HB Para cada una de las tres pruebas la velocidad de combustión entre las dos marcas no sobrepasa el valor estándar que depende del espesor de las mismas pruebas Para cada una de las tres pruebas la llama se apaga antes de alcanzar la marca más lejana desde el punto de aplicación de la llama UL-94 V V2 V1 V0 Tiempo necesario de apagado de cada una de las muestras después de cada aplicación de la llama ≤ 30 s ≤ 30 s ≤ 10 s Suma de los tiempos necesarios para el apagado de las cinco pruebas (considerando ambas aplicaciones de la llama prescritas) ≤ 250 s ≤ 250 s ≤ 50 s Tiempo de post-incandescencia de cada una de las pruebas después de la segunda aplicación de la llama ≤ 60 s ≤ 60 s ≤ 30 s Presencia o no de goteo de material de la prueba que pueda inflamar el algodón hidrófilo que se encuentra debajo del mismo material SI NO NO Las variables que determinan un cierto comportamiento ante la llama son el espesor de las muestras y la coloración del material. De tal manera, con el mismo espesor, diferencias entre el material en su color natural y de color diferente y, viceversa, diferencias que dependen de la variación del espesor con igual color. Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. Datos técnicos plástico (en posición horizontal y giradas de 45° con respecto al propio eje) en contacto Documento Amarillo: es el documento expedido por los Underwrtiters Laboratories que certifica el comportamiento ante la llama de un material plástico después de ser sometido a las pruebas de laboratorio. Representa un tipo de reconocimiento oficial del comportamiento del producto. En el “Documento Amarillo” se describe el nombre comercial del producto, el fabricante y su número de identificación, llamado UL-File Number. A El comportamiento ante la llama se certifica para un específico espesor del material y para una determinada coloración del mismo. Datos técnicos Algunas casas fabricantes de materiales efectúan la prueba de comportamiento ante la llama en laboratorios por cuenta de terceros, siguiendo las mismas modalidades operativas de los Underwriters Laboratories. En este caso estará disponible sólo la declaración de conformidad expedida por la casa fabricante pero no el “Documento Amarillo”. Existen series de productos estándar ELESA+GANTER clasificadas como UL-94 V0, e identificadas AE-V0 con el símbolo de arriba. La mayor parte de los otros productos ELESA+GANTER, para los cuales no existe ninguna indicación especial, se encuentran en la categoría UL-94 HB. Los productos ELESA+GANTER identificados AE-V0 se obtienen por medio de materiales plásticos ecológicos y no contienen PBB (Polibromobifenilo) y PBDE (Polibromodifenil Éter) y tampoco pentaBDE (Éter de Pentabromodifenilo) ni octaBDE (Éter de Octabromodifenilo). 1.7 Propiedades eléctricas Los materiales plásticos son por lo general perfectos aislantes eléctricos. Este comportamiento resulta especialmente útil en ciertas aplicaciones del campo electromecánico, haciendo que los productos plásticos sean mejores a sus equivalentes en metal. Las medidas de las características aislantes de un material son: - la resistividad superficial - la resistencia en volumen. en el gráfico siguiente se indica la clasificación de los materiales en base a los valores de resistividad superficial [Ω]. Material conductivo 10-1 Ω Material semi-conductivo 105 Ω Material disipador 109 Ω Material antiestático 1012 Ω Material aislante >1012 Ω Si se requieren características de resistividad especiales (aplicaciones ESD-Electro-Static-Discharge, productos conductivos, productos antiestáticos), ponerse en contacto con el Servicio Técnico ELESA+GANTER que pueden elaborar soluciones específicas para el cliente. Valores típicos para algunos de los materiales plásticos utilizados por ELESA+GANTER son: Material PA 30% fibra de vidrio PP 20% carga mineral 1.8 Acabado superficial y lavado Propiedades Resistividad superficial Resistividad de volumen Resistividad superficial Estado del material Método de medición Valor Seco 1013 Ω Acondicionado (equil. 50% HR) 1011 Ω Seco IEC93, 23°C Acondicionado (equil. 50% HR) Acondicionado (equil. 50% HR) 1015 Ω • cm 1011 Ω • cm ASTM D257 1013 Ω En el moldeo de los tecnopolímeros es técnicamente más fácil realizar productos con acabado superficial en mate para cubrir posibles defectos estéticos: como rechupes, quemaduras, marcas de unión debidas a procesos de moldeo inadecuados. Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. Este acabado mate conlleva por otro lado problemas de lavado de la superficie y hace menos agradable el agarre, ya que su acabado superficial resulta desagradable al tacto. Los productos estándar ELESA+GANTER en tecnopolímero presentan un acabado mate muy fino, para poder garantizar una buena lavabilidad del producto a lo largo del tiempo y un cómodo tecnopolímero cuyo acabado es totalmente brillante, para obtener la máxima conservación de la limpieza a lo largo del tiempo. 1.9 Cumplimiento de las normas internacionales En los últimos años los organismos reguladores nacionales o internacionales han establecido una serie de reglamentos para el control de sustancias dañinas para el hombre o el medio ambiente, así como para la gestión de la seguridad ambiental en la actividad industrial. El Servicio Técnico ELESA+GANTER puede responder a requisitos relativos a: • Directiva Europea 2000/53/CE, (directiva ELV, End Life of Vehicles) aplicada en el campo de la automoción. Prevé la progresiva reducción de los metales pesados Pb, Cd, Hg y Cr6 presentes en los vehículos. • Directiva Europea 2002/95/CE, (directiva RoHS, Restriction of Hazardous Substances) aplicada en el campo de los aparatos eléctricos y electrónicos. Prevé la progresiva reducción de los metales pesados Pb, Cd, Hg y Cr6 y de los compuestos halogenados del tipo PBB y PBDE de los componentes para la industria eléctrica y electrónica. • Directiva Europea 94/9/CE, (directiva ATEX) para productos en atmósfera potencialmente explosiva. • Directiva RAEE (WEEE) Residuos de Aparatos Eléctricos y Electrónicos. • Reglamento Europeo REACH (Registration, Evaluation, Authorisation and Restriction of Chemicals) n.1907/2006 del 18/12/2006 sobre el uso de las sustancias químicas. 1.10 Competencias del Servicio Técnico ELESA+GANTER La constante investigación y ensayo de nuevos materiales técnicos cada vez más performantes forma parte de los principios de mejora continua sobre los cuales se funda el Sistema de Calidad ELESA+GANTER. La cooperación con proveedores de materiales plásticos líderes a nivel mundial de programas de simulación mecánica y de proceso nos permiten además proponer al Cliente el material más idóneo para su aplicación. 2. MATERIALES METÁLICOS Los elementos en plástico contienen muy a menudo insertos o piezas funcionales de metal. Las tablas ilustradas en el capítulo 12 describen la composición química y las resistencias mecánicas como establecen las normativas que se refieren a los materiales metálicos utilizados. Tratamientos superficiales de los insertos y de las partes metálicas: los insertos y las piezas funcionales de material metálico se tratan generalmente en la superficie para garantizar la mejor protección de los agentes ambientales manteniendo las cualidades estéticas y funcionales del producto. Los tratamientos de protección normalmente utilizados son: • bruñido para insertos y núcleos de acero • cincado brillante para espárragos roscados (Fe/Zn 8 según la normativa UNI ISO 2081) • cromado opaco para brazos de palancas y pernos de empuñaduras giratorias. Piezas metálicas en latón o acero inoxidable no requieren normalmente tratamientos superficiales. Bajo pedido y para cantidades suficientes pueden ser suministrados también insertos protegidos con tratamientos de superficie: cincado negro, niquelado, Niploy-Kanigen, nitruración o demás. 3. MATERIALES VARIOS Juntas: ELESA+GANTER utiliza normalmente para sus propios productos juntas de goma sintética nitrílica NBR, acrylonitrile-butadiene-Rubber (BUNA N). La dureza de estas juntas puede estar, según el tipo de producto considerado, entre los 70 y los 90 SHORE A. El campo de temperaturas de uso continuo es de -30°C a +120°C. Si se requiere una mayor resistencia química y térmica, por Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. A Datos técnicos agarre por parte del usuario. Recientemente se han ideado algunas familias de productos en lo tanto en los productos de la serie HCX. INOX, HCX.INOX-BW, HGFT.HT-PR, se utilizan juntas de goma fluorada FKM. Para la resistencia química, consultar la tabla que se encuentra en el capítulo 12 en la pág. A26-A27-A28. El campo de temperaturas de uso es de -25° a +210°C. Bajo pedido y para cantidades suficientes pueden suministrarse juntas con arandela A plana y junta tórica de materiales especiales como los EPDM, goma silicona o demás. Filtros de aire para tapones con respiradero (series SFC., SFN., SFP.,SFV., SFW., SMN y SMW): Datos técnicos • fitros tipo TECH-FOAM: espuma de poliuretano reticulada en base de poliéster, finura de filtración 40 micras, aconsejada para temperaturas comprendidas entre -40°C y +100°C en continuo, +130°C para picos de breve duración. El material no se hincha en contacto con agua, gasolina, jabones y detergentes, aceites minerales y grasas. Algunos disolventes pueden provocar un leve hinchamiento de la espuma (benceno, etanol, cloroformo). • fitros tipo TECH-FIL: compresión de hilo de hierro cincado en caliente (calidad según DIN 17140-D9-W.N.R. 10312, cincada según DIN 1548), finura de filtración 50-60 micras. 4. CARACTERÍSTICAS MECÁNICAS DE LOS PRODUCTOS EN MATERIAL PLÁSTICO Las propiedades mecánicas de un componente moldeado con material plástico pueden variar un poco en función de la forma y del nivel tecnológico de elaboración. Par ello, ELESA+GANTER ha creído útil, en vez de proporcionar tablas con los datos específicos de resistencia mecánica que se refieren a las muestras de varios tipos de materiales, dar a conocer al técnico, en los casos más significativos, los valores de los esfuerzos que en la realidad puede causar la rotura del componente. Para la mayor parte de los productos, los valores de resistencia mecánica indicados en el catálogo se refieren a esfuerzos de rotura. Para algunos productos para los cuales la deformación bajo esfuerzo resulta importante, y por ello compromete la funcionalidad, se proporcionan dos valores de carga: • “carga máxima de trabajo” por debajo de la cual la deformación no compromete la funcionalidad del componente. • “carga de rotura” según los conceptos establecidos anteriormente. En estos casos, la “carga máxima de trabajo” se utilizará como dato en fase de proyecto, para garantizar la correcta funcionalidad. La “carga de rotura” se utilizará en cambio para eventuales controles de seguridad con la aplicación de coeficientes adecuados. Se han tomado en consideración los esfuerzos funcionales (ej. la transmisión de un par en el caso de un volante, la resistencia de tracción en el caso de una empuñadura) y los esfuerzos accidentales (ej. golpe casual), para poder proporcionar al técnico una referencia que le permita establecer coeficientes adecuados de seguridad según el tipo y la importancia de la aplicación. Todos los valores de reistencia proporcionados son el resultado de pruebas efectuadas en los Laboratorios ELESA+GANTER a temperatura y humedad controladas (23°C -50% Humedad relativa) con determinadas condiciones de uso y con la aplicación de una carga estática durante un periodo de tiempo limitado. Por lo tanto, el técnico deberá siempre tener en consideración un adecuado coeficiente de seguridad en función de la aplicación y de las condiciones de uso específicas (vibraciones, cargas dinámicas, temperaturas de uso al límite del campo de temperatura admisible). Por lo tanto, es responsabilidad del técnico comprobar la idoneidad del producto para el uso final al cuál está destinado en las condiciones reales de empleo. Para algunos materiales termoplásticos, cuyas características mecánicas varian un poco en función del porcentaje de absorción de humedad (véase capítulo 1.5), las pruebas de resistencia sobre el componente se efectúan según ASTM D570, para que la absorción de humedad corresponda al equilibrio con un ambiente a 23°C y 50% RH. Resistencia a la compresión para elementos de nivelación (esfuerzo funcional): el elemento de nivelación se ensambla con su relativo vástago metálico roscado y se coloca en el correspondiente equipo de prueba. El elemento es cargado por compresión con cargas repetidas e incrementales hasta su rotura o hasta el alcance de deformación plástica permanente del elemento de plástico. Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. Resistencia a la transmisión de un par Volante en fase de prueba (esfuerzo funcional): se utiliza un dispositivo dinamométrico electrónico, que aplica pares crecientes según el esquema dinamométrico está representado en la forma tradicional para una mayor comprensión. Los valores medios de los pares C obtenidos en las pruebas de rotura se encuentran indicados en b Mordazas de sujeción Dispositivo de tensión del dinamómetro las tablas relativas a los varios componentes y Resistencia al impacto (esfuerzo accidental): se utiliza un equipo especial según se indica en el esquema de Fig. 2. Los valores medios obtenidos en la prueba de rotura, indicados en las tablas relativas a los varios modelos y expresados en [J], F C [Nm] = F [N] • b [m] expresados en [Nm]. Fig. 1 Peso percutor Tubo guía graduado Volante en fase de prueba corresponden al trabajo de rotura L del elemento sometido a golpes repetidos, con alturas de caída del peso percutor incrementales en sucesiones de Plataforma porta-pieza 0.1 m. Percutor: cilindro metálico con extremidad ojival redondeada del peso de 0.680 Kg (6.7 N). Fig. 2 Resistencia a la tracción de las empuñaduras en U (esfuerzo funcional): la prueba prevé el montaje de la empuñadura que debe ser sometida a la prueba en un dinamómetro electrónico, con dos modalidades de carga: • en sentido perpendicular con respecto a los tornillos de fijación (F1). El esfuerzo sobre la empuñadura representa, es este caso, una combinación de tracción y flexión • en sentido paralelo con respecto a los tornillos de fijación (F2). La aplicación de la carga por parte del dinamómetro electrónico se produce gradualmente para poder realizar la deformación de la pieza dentro de los límites de 20 mm/min. 5. CARACTERÍSTICAS DE LOS INSERTOS METÁLICOS MOLDEADOS EN SUPERPOSICIÓN Para poder obtener un mejor anclaje de los insertos metálicos sobre el material plástico y una excelente funcionalidad mecánica del elemento, se ha adoptado como solución el moleteado cruzado, de forma, paso y profundidad adecuados a los esfuerzos que deben transmitirse. Con este tipo de moleteado se asegura el anclaje axial (evita el desenganche de la tracción axial), tanto el anclaje radial (rotación durante la transmisión de un par) (Fig. 3). Si se trata de espárragos, en vez de incorporar un tornillo estándar, se utiliza normalmente un inserto roscado especialmente conformado que, sobresaliendo algunas décimas de mm. del cuerpo de material plástico, permite realizar un reborde metálico sobre la superficie de roscado, evitando Fig. 3 por consiguiente al material plástico de cualquier esfuerzo. Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. A Dinamómetro Datos técnicos indicado en la Fig. 1. En la misma el sistema 5.1 Tipos de montaje de los elementos con insertos roscados Montaje en condiciones idóneas de sujeción: la base de plástico del volante no tendría que apoyarse nunca en la superficie de sujeción, de ese modo el espárrago o el inserto roscado no se somete nunca a esfuerzos anómalos con respecto a una fuerza axial (efecto “sacacorchos”). De esta manera el anclaje por el par aplicado al volante A para la sujeción. Datos técnicos 10 1. Agujero roscado, sin ninguna entrada o rebaje. 2. Agujero roscado con entrada o chaflán de diámetro más pequeño que el diámetro del rebaje del espárrago, para poder garantizar el apoyo del inserto metálico sobre la superficie de sujeción. 3. Agujero cilíndrico liso de diámetro más pequeño que el rebaje del espárrago, para poder garantizar el apoyo del inserto metálico sobre la superficie de sujeción. 4. Agujero cilíndrico liso de diámetro más grande que el diámetro del rebaje del espárrago pero con la interposición de una arandela de acero con un agujero de diámetro más pequeño del diámetro del rebaje del espárrago, para poder garantizar el apoyo del inserto metálico sobre la superficie de sujeción, mediante la arandela. Tipos de montaje incorrectos: Cuando la base de plástico del volante se apoya directamente sobre la superficie de sujeción el espárrago o el inserto roscado se somete a esfuerzos anómalos incluso por una fuerza axial (efecto “sacacorchos”) podría comprometer el anclaje. Naturalmente, los valores de esta fuerza son siempre superiores, con amplio coeficiente de seguridad, a aquellos que pueden ser efectuados con normales operaciones manuales, pero el técnico que quiere tener en cuenta también la posibilidad de un uso impropio, tendrá que evitar las situaciones ilustradas en los casos 5-6-7. 5. Agujero roscado con entrada o chaflán de diámetro más grande que el diámetro del rebaje del espárrago. 6. Agujero cilíndrico pasante de diámetro más grande del diámetro del rebaje del prisionero. 7. Agujero roscado sin entrada o chaflán, con la interposición de una arandela de acero del diámetro del agujero más grande que el diámetro del rebaje del espárrago. Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. 5.2 Agujeros pasantes Para los volantes a los cuales deben ser efectuados agujeros pasantes (tipo FP) el inserto está predispuesto de manera que la elaboración del agujero o el brochado de un alojamiento de muletilla comprometa solamente la parte metálica, sin implicar para el usuario otros mecanizados sobre el material plástico. Todos los espárragos roscados de los elementos ELESA+GANTER se suministran con la extremidad terminal achaflanada según UNI 947 : ISO 4753 (Fig. 4). Fig. 4 pueden suministrarse también espárragos con estremidad terminal diferente, según los tipos representados (Fig. 5), como en la tabla UNI 947 : ISO 4753 relativa a los “Elementos de fijación: extremidad de los elementos con roscado externo métrico ISO”. d dp h14 dt h16 dz h14 4 5 6 8 10 12 14 16 2.5 3.5 4 5.5 7 8.5 10 12 0.4 0.5 1.5 2 2.5 3 4 4 2 2.5 3 5 6 7 8.5 10 Z2 +IT 14* 0 2 2.5 3 4 5 6 7 8 *IT = Tolerancias internacionales Redondeo de pequeño radio Extremidad convexa Extremidad cilíndrica larga Extremidad cónica troncada Extremidad en copa P = paso rosca u = 2P roscas incompletas Fig. 5 6. TOLERANCIAS DE MECANIZADO EL SISTEMA DE TOLERANCIAS DE REFERENCIA ES EL SISTEMA ISO – AGUJERO BASE TOLERANCIAS DE AGUJEROS Y ROSCADOS EN LOS INSERTOS METÁLICOS • Agujeros lisos en los insertos y en los núcleos de empuñaduras y volantes. Para los modelos de mayor uso se encuentran disponibles varios agujeros normalizados para poder ofrecer una amplia elección al usuario, evitando así en lo posible, costosas modificaciones del agujero durante la fase de montaje. Normalmente la tolerancia de estos agujeros es de grado H7, sólo en algunos casos es de grado H9. El grado de tolerancia se encuentra siempre indicado en las tablas de cada artículo, en la columna de la dimensión del agujero. En cambio, en los casos en que resulte más dificil proponer una normalización de los agujeros que pueda safisfacer las más variadas exigencias de montaje, está previsto un pre-agujero con simple tolerancia de desbaste (agujero de diámetro pequeño con respecto al diámetro del eje sobre el cuál se prevé que será efectuado el montaje), o un núcleo sin agujero (macizo). • Agujeros roscados en los insertos y roscados de los espárragos. Mecanizado según las tolerancias para roscados métricos ISO (UNI 5545-65) para longitud de roscado normal (véase tabla en el capítulo 12, pág. A19). - agujeros roscados de los insertos metálicos incorporados = tolerancia 6H. - espárragos metálicos o extremidad de los pernos para empuñaduras giratorias = tolerancia 6g. Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. Datos técnicos d1 = Ø núcleo rosca P = paso rosca u = 2P roscas incompletas u Bajo pedido y para cantidades suficientes A 11 Extremidad achaflanada (cilíndrica) d1 d 5.3 Extremidad terminal de los espárragos roscados TOLERANCIAS DE AGUJEROS Y ROSCADOS OBTENIDOS CON MOLDE EN EL MATERIAL PLÁSTICO - Agujeros lisos (en caso de las empuñaduras con agujero pasante destinadas a ser montadas libres sobre pernos). No obstante las notables dificultades que se encuentran para mantener las tolerancias en un mecanizado en el cual numerosos factores influyen en el resultado final, la cota del diámetro del A agujero axial se respeta por norma con tolerancia C11. Es posible pues montar las empuñaduras 12 también sobre pernos obtenidos a partir de trefilados normales. En cambio si el perno se obtiene Datos técnicos por torneado de barra de diámetro mayor, se recomienda un mecanizado con tolerancia h11, con el cual se realiza un adecuado acoplamiento libre, con la ventaja de un mecanizado más rápido, simple y barato. - Roscados internos (en caso de las empuñaduras sin inserto metálico para atornillar y bloquear sobre pernos roscados). Normalmente se hacen más pequeños para permitir un montaje ligeramente forzado a temperatura ambiente. - Roscados externos (en caso de tapones con respiradero o indicadores de nivel con cierre roscado). Las tolerancias, en este caso, por motivos relacionados con la tecnología del proceso y con la tipología del material plástico que puede absorber pequeños porcentajes de humedad del ambiente externo, deben ser interpretadas teniendo en cuenta este hecho, que de todos modos no perjudica nunca el roscado del montaje del componente. 7. PARTICULARIDADES DE CONSTRUCCIÓN Empuñaduras esféricas En todas las empuñaduras esféricas o de otro tipo, se ha excluido, por principio, el borde moleteado como se indica a título de ejemplo en la Fig. 7. Esta solución permite esconder la rebaba que se forma en la línea de unión del molde, eliminando el coste de los mecanizados de desbarbado y acabado. Desde el punto de vista funcional y ergonómico, esta solución no es racional ya que es la causa de una sensible irritación, con el uso prolongado, en la palma de la mano del operario. Además, aunque no se tenga en cuenta esta consideración ergonómica e importante, este moleteado facilita el cúmulo de polvo y de suciedad cuya eliminación resulta prácticamente imposible, con lo cual la empuñadura construida de esa Fig. 7 manera permanecerá siempre “sucia” y poco estética. También la solución de facilitar los mecanizados de desbarbado creando un borde en relieve que corresponda con la línea de unión del molde (Fig. 8) presenta, aunque en manera inferior, los inconvenientes antes mencionados. Fig. 8 Por lo tanto han sido adoptadas exclusivamente las dos siguientes soluciones: - acabado completamente liso: (Fig. 9) que, aunque tiene un coste mayor debido a los mecanizados que requiere el desbarbado (para quitar la línea de unión del molde) y sucesivo alisado (para recuperar el brillo), permite que la empuñadura sea confortable al agarre y se mantenga siempre “limpia”. Fig. 9 - acabado con ranura diametral: (Fig. 10) que representa una solución más económica ya que reduce la operación de desbarbado a una simple eliminación de la línea de unión del molde mediante el torneado de una pequeña ranura diametral, sin necesidad de pulir luego las superficies mediante esmerilado y, por lo tanto, evitando también la operación de abrillantado. Fig. 10 Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. Empuñaduras de tipo alargado Para las empuñaduras de tipo alargado, ya sea para el montaje fijo (en la extremidad de palancas) ya sea para el montaje giratorio sobre pernos, se han adoptado exclusivamente formas lisas sin ranuras y moleteados (Fig. 11), con ventajas para la funcionalidad operativa de la empuñadura, que debe servir solamente al agarre para maniobras de traslación de un aparato mecánico. Incluso en el caso de empuñadura giratoria sobre perno, moleteados, ranuras y estriados se Fig. 11 traducen únicamente en molestia con el contacto de la mano del operador que la debe agarrar y A 13 7.1 Empuñaduras fijas: tipos de montaje Para el montaje sobre el eje de la empuñadura fija se han previsto diferentes tipos de acoplamiento: • Empuñadura con inserto en latón para un montaje atornillado sobre el eje roscado. • Empuñadura con tornillo tuerca moldeada en material plástico para un montaje atornillado sobre el eje roscado. • Empuñadura con inserto autoblocante incorporada en tecnopolímero especial (diseño original ELESA+GANTER) para un montaje a presión sobre el eje liso (no roscado) obtenido de una pieza redonda trefilada normal (tolerancia ISO h9). Esta solución evita el desenrosque espontáneo a lo largo del tiempo, ya sea debido a las eventuales vibraciones a las cuales se encuentra sujeta la palanca, ya sea por los movimientos giratorios efectuados accidentalmente por el operador al maniobrar la misma palanca. Para las ejecuciones con agujeros roscados obtenidos mediante molde en el material plástico se ha adoptado la precaución de tener la rosca más pequeña en sus elementos con respecto a cuanto Fig. 12 establecen las normas. Ello permite, durante el roscado a temperaturas ambiente, que se produzca una ligera adaptación de las roscas del tornillo tuerca sobre el tornillo, creando un acoplamiento Esfuerzo de desenganche axial (N) con reacción elástica que posee un eficaz efecto de bloqueo. Resultados aún mejores se obtienen 9000 8000 7000 efectuando el montaje en caliente: la empuñadura se calienta a 80÷90°C antes de atornillarse A=Valores del esfuerzo de desenganche en el campo de tolerancia de los diámetros del eje aconsejados para la aplicación. sobre el perno roscado. Este sistema de montaje permite ante todo facilitar el atornillamiento ya que el roscado del tornillo tuerca se presenta dilatado al mismo atornillamiento, y sucesivamente se obtiene gracias al encogimiento por enfriamiento un efecto de bloqueo, más eficaz debido a la 6000 presencia de las pequeñas asperezas superficiales del roscado del eje. 5000 4000 La solución con inserto autoblocante en tecnopolímero especial (Fig. 12) es de todas maneras 3000 la más eficaz para los efectos del desenrosque espontáneo, ya que el acoplamiento, realizado 2000 1000 11.92 11.94 11.96 11.98 12 12.02 Diámetro del eje (mm) Fig. 13 elásticamente, no sufre eventuales vibraciones o componentes giratorios efectuados por la mano del operador. El bloqueo es tal que asegura que la empuñadura pueda salir de su alojamiento, incluso si está sometida a una acción normal de tracción axial. Por este motivo, se indican los resultados de las investigaciones Esfuerzo de desenganche axial (N) (valores medios) 9000 8000 7000 Eje con residuos de gasóleo Eje desgrasado con tricloroetileno Eje con residuos de aceite/agua emulsionados Eje con residuos de lubrificante y de las pruebas efectuadas en los laboratorios ELESA+GANTER, que confirman la validez técnica del acoplamiento con insertos autoblocantes en tecnopolímero especial (Fig. 13 y 14). En el diagrama de la Fig. 13 se representan las variaciones del esfuerzo de desenganche axial expresadas en [N] 6000 en función de las variaciones del diámetro del eje (mm), seco y engrasado con tricloroetileno. Las 5000 dos curvas representan respectivamente los valores mínimos y máximos en centenares de pruebas 4000 efectuadas sobre un tipo de empuñadura autoblocante con agujero Ø 12 mm. En el área A se 3000 ilustran los valores que se refieren a ejes de diámetro comercial 12 mm (tol. h9). 2000 1000 11.92 11.94 11.96 11.98 12 Diámetro del eje (mm) Fig. 14 12.02 En el diagrama de la Fig. 14 se representan las variaciones del esfuerzo de desenganche axial (valores medios) en función del estado de la superficie del eje. Como resulta obvio, la presencia de aceite lubrificante o emulsionante sobre la superficie del eje disminuye el valor del esfuerzo de desenganche de la empuñadura. Se puede notar fácilmente como, incluso en esta desfavorable Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. Datos técnicos en receptáculo de polvo y suciedad. condición, el esfuerzo axial que se debería ejercer para provocar el desenganche de la empuñadura resulta siempre tal que el mismo garantiza que ello no pueda efectivamente suceder. El empleo de este tipo de empuñadura permite un notable ahorro, ya que no requiere ningún mecanizado de roscado de la extremidad del eje. El inserto autoblocante en tecnopolímero especial permite además realizar un acoplamiento elástico, mientras que la misma empuñadura conserva todas las A características de dureza superficial y resistencia al desgaste típicas del material termoendurente. 14 Instrucciones para el montaje: embocar cuidadosamente la empuñadura en el extremo ligeramente Datos técnicos achaflanado del eje y hacerla avanzar hasta donde sea posible manualmente o con una pequeña prensa. Como alternativa, se puede utilizar un mazo de plástico o de madera dando ligeros golpes secos hasta que quede firmemente montada. En este caso, se recomienda interponer un trapo u otro material blando para proteger la superficie de la empuñadura. 8. PRECAUCIONES PARA EL MONTAJE DE LOS ELEMENTOS EN MATERIAL PLÁSTICO El material plástico es un mal conductor de calor y tiene un coeficiente de dilatación térmica diferente del metal de los insertos, por ello es necesario evitar que durante eventuales mecanizados de rectificaciones del agujero los núcleos y los insertos se calienten excesivamente: de hecho, el calor producido se dispersa con dificultad y las partes metálicas, dilatándose, pueden crear esfuerzos internos a la masa del material plástico, perjudiciales para la resistencia del conjunto (Duroplásticos). Además, si se trata de materiales termoplásticos (Tecnopolímeros), podrían alcanzarse temperaturas cercanas a la de ablandamiento, con el peligro de COMPROMETER el anclaje del inserto metálico. Por lo tanto, es necesario adoptar siempre velocidades de corte y avance tales que produzcan calentamientos locales reducidos, refrigerando cuando se trata de diámetros y profundidades notables con respecto a las dimensiones del inserto. Para conservar el máximo brillo de las superficies se recomienda, una vez terminado el mecanizado, evitar que el material plástico permanezca mojado durante demasiado tiempo, secando las superficies de los residuos de agua emulsionada, o mejor, si es posible, utilizar sólo aceite. 8.1 Tipos de mecanizado Los mecanizados normalmente utilizados para el montaje de volantes o empuñaduras son: • Rectificación del agujero axial en los insertos (agujero ciego). Modificando el agujero de un inserto metálico incorporado es necesario evitar siempre la ejecución ilustrada en la Fig. 15, porque ya sea durante el taladrado, que durante la introducción del eje, puede ser sometida a esfuerzo una zona del recubrimiento de material plástico, con posibilidad de resquebrajamiento o desenganche de la parte sombreada con líneas cruzadas. La ejecución como en la Fig. 16 es la más racional. Se puede notar como en los elementos ELESA+GANTER la rectificación del agujero axial puede hacerse en las condiciones ideales antes mencionadas, ya que la longitud de los insertos incorporados se encuentra siempre indicada en la tabla de cada artículo. Es suficiente consultar, para la profundidad del agujero el plano de base. Fig. 15 • Rectificación del agujero axial en los insertos (en caso de agujero pasante). Si el taladrado se efectúa, además de en el inserto metálico también en una capa del material de recubrimiento, es necesario centrar cuidadosamente el volante y empezar el taladrado por la parte del material plástico: en caso contrario, podrían producirse rebabas a la salida de la herramienta. • Roscado transversal en el inserto para prisionero allen. Debe efectuarse según las sugerencias antes citadas. Evitar el roscado en conjunto en la parte plástica y metálica; es preferible efectuar Fig. 16 el agujero en la parte de plástico y roscar solamente la parte metálica. Mecanizados de taladrado o de roscado que se efectúen totalmente en el espesor del material plástico son excepcionales. Tener en cuenta que la dificultad con la cual se dispersa el calor producido localmente, también debido a la acción abrasiva del material plástico sobre la herramienta, empeora notablemente las condiciones de trabajo de éste último, produciendo un rápido desgaste de los filos cortantes (utilizar herramientas de metal duro). Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. 9. MODELOS ESPECIALES La gama de los elementos ELESA+GANTER es extremadamente amplia y puede ofrecer al técnico diferentes alternativas en lo que se refiere a diseño, características y prestaciones de los materiales, dimensiones..., para satisfacer las más diversas exigencias de aplicación. De todas maneras, puede verificarse, por parte del cliente, la necesidad de solicitar alternativas al elemento estándar o ELESA+GANTER están a su completa disposición para satisfacer ampliamente estas necesidades de modelos especiales que, como tales deberán de comportar unas cantidades mínimas. 10. LOS COLORES EN LOS PRODUCTOS ESTÁNDAR ELESA+GANTER EN MATERIAL PLÁSTICO Junto con el negro, que constituye el color mayormente utilizado para los componentes en material plástico, se encuentran disponibles en este catálogo numerosos elementos estándar realizados en los siguientes colores: RAL 7021 RAL 2004 RAL 7035 RAL 1021 RAL 9011 RAL 5024 RAL 3000 RAL 9005 RAL 9006 RAL 9002 El código RAL se indica a título orientativo, ya que la graduación de color de la pieza moldeada podrá diferir ligeramente, debido a diferentes factores como la coloración del polímero con pigmentos en base poliamídica o polipropilénica, la superficie mate o brillante, los espesores y la forma del producto.Atención: la tabla RAL se refiere al color de las pinturas y se trata por lo tanto de colores con superficie brillante. 11. VALORES DE LAS PRUEBAS Todas las informaciones relativas a los valores de las pruebas están basadas en nuestra experiencia y sobre pruebas de laboratorio efectuadas en especiales condiciones estándar y en un intervalo de tiempo necesariamente limitado. Los valores indicados deben tomarse solamente como referencia para el técnico que aplicará a los mismos adecuados coeficientes de seguridad según el empleo del producto. Por lo tanto, es responsabilidad del proyectista y del cliente verificar la idoneidad de nuestros productos para el uso final al cuál están destinados en las condiciones reales de trabajo. Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. A 15 Datos técnicos modelos de colores diferentes para adaptarlos a aplicaciones especiales. En estos casos los técnicos 12. TABLAS TÉCNICAS A TABLA DE CONVERSIÓN Parámetro Unidad IS Para convertir Unidad IS en Multiplicar por Fuerza N kg 0.1 Par Nm kg · m 0.1 Trabajo J kg · m 0.1 Para convertir en multiplicar por mm pulgadas 0.039 N lbf 0.224 Nm lb · ft 0.737 J ft · lb 0.737 g lb 0.002 °C °F (°C · 9/5) + 32 Datos técnicos 16 AGUJEROS Y EJES CUADRADOS según norma DIN 79 s d e1 e1 e2 H11/h11 máx. máx. mín. mín. 4 5 5.5 6 7 8 9 10 11 12 13 14 16 17 19 22 24 27 30 32 36 41 46 50 55 4.2 5.3 5.8 6.3 7.3 8.4 9.5 10.5 11.6 12.6 13.7 14.7 16.8 17.9 20 23.1 25.3 28.4 31.7 33.7 38 43.2 48.5 52.7 57.9 5 6.5 7 8 9 10 12 13 14 16 17 18 21 22 25 28 32 36 40 42 48 54 60 65 72 4.8 6 6.6 7.2 8.4 9.6 10.8 12 13.2 14.4 15.6 16.8 19.2 20.4 22.8 26.4 28.8 32.4 36 38.4 43.3 49.3 55.2 60 66 5.3 6.6 7.2 8.1 9.1 10.1 12.1 13.1 14.1 16.1 17.1 18.1 21.2 22.2 25.2 28.2 32.2 36.2 40.2 42.2 48.2 54.2 60.2 65.2 72.2 Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. Volantes de disco CHAVETEROS DIN 6885/1 Volantes de bandas Volantes de disco d b P9/JS9 Núcleo con chavetero b P9/N9 Eje ranura para chaveta h t2 t4 de 6 hasta 8 2 2 2 1 +0.1 1.2 +0.1 1.8 +0.1 más de 8 hasta 10 3 3 3 1.4 +0.1 más de 10 hasta 12 4 4 4 1.8 +0.1 2.5 +0.1 más de 12 hasta 17 5 5 5 2.3 +0.1 3 +0.1 más de 17 hasta 22 6 6 6 2.8 +0.1 3.5 +0.1 más de 22 hasta 30 8 8 7 3.3 +0.2 4 +0.2 más de 30 hasta 38 10 10 8 3.3 +0.2 5 +0.2 5 +0.2 más de 38 hasta 44 12 12 8 3.3 +0.2 más de 44 hasta 50 14 14 9 3.8 +0.2 5.5 +0.2 Anchura del chavetero: P9 ajuste apretado (dibujo estándar) JS o N9 ajuste libre (es necesario un acuerdo escrito) Volantes de bandas Volantes de una banda CHAVETEROS DIN 6885/2 Volantes de una banda Three-arm handwheels d b P9/JS9 Núcleo con chavetero b P9/N9 Eje ranura para chaveta h t2 t4 de 10 hasta 12 4 4 4 1.1 +0.1 3 +0.1 3.8 +0.1 más de 12 hasta 17 5 5 5 1.3 +0.1 más de 17 hasta 22 6 6 6 1.7 +0.1 4.4 +0.1 más de 22 hasta 30 8 8 7 1.7 +0.2 5.4 +0.2 más de 30 hasta 38 10 10 8 2.1 +0.2 6 +0.2 más de 38 hasta 44 12 12 8 2.1 +0.2 6 +0.2 9 2.6 +0.2 6.5 +0.2 más de 44 hasta 50 Manivelas 14 14 Anchura del chavetero: P9 ajuste apretado (dibujo estándar) JS o N9 ajuste libre (es necesario un acuerdo escrito) Three-arm handwheels Manivelas Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. A 17 Datos técnicos Orientación de los chaveteros AGUJEROS TRANSVERSALES GN 110 Información El montaje de un elemento de maniobra sobre un eje se efectúa normalmente utilizando un pasador 18 s H11 d2 H11 d3 estándar sólo para DIN 950 6 7 2.5 M3 4.5 - 8 9 3 M5 5.5 4.5 10 11 3 M5 5.5 4.5 12 13 4 M6 6.5 5.5 14 15 4 M6 6.5 5.5 innecesario del fabricante. 16 17 5 M6 8 7 No obstante, la forma geométrica de alguno de los 18 19 5 M6 8 7 elementos de maniobra, no le permite al mismo la 20 21 5 M6 8 7 modificación a este particular estándar GN. 22 23 6 M6 10 9 El posicionamiento radial de los agujeros 24 25 6 M6 10 9 transversales está sólo especificado según las tres 26 27 6 M6 10 9 Por consiguiente, el usuario se encuentra con costes relativamente altos ya que los agujeros transversales de los dispositivos de maniobra no se encuentran generalmente disponibles. Los componentes con agujeros transversales GN 110 no solo se ofrecen a precios muy competitivos sino que ahorran también el proyecto de diseño normativas citadas de los grupos de producto (palancas de maniobra, manivelas, volantes). Para todos los otros dispositivos de maniobra Posicionamiento de los agujeros transversales con respecto al chavetero/agujero cuadrado puede ser colocado de cualquier modo. El agujero de la clavija d2 H11 es taladrado para adaptarse a las clavijas elásticas. Cómo efectuar un pedido (Volantes DIN 950-GG-160-B14-A) con agujero transversal taladrado Tipo QE Agujero liso transvesal para palancas de maniobra Tipo GN 110-QE Código Nº Datos técnicos l -0.1 d H7 transversal o bien un prisionero. A l -0.1 Tipo QD Doble agujero liso transversal pasante para manivelas para volantes Tipo GE Agujero roscado transversal Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. ROSCADOS FINOS MÉTRICOS ISO - DIN 13 (Dimensión límite) Ø menor d1 Ø mayor D máx. mín. máx. mín. máx. mín. mín. Ø medio D2 máx. Ø menor D1 mín. máx. mín. máx. 4.980 5.980 7.980 9.980 11.980 4.874 5.874 7.874 9.874 11.874 4.655 5.655 7.655 9.655 11.655 4.580 5.570 7.570 9.570 11.565 4.367 5.367 7.367 9.367 11.367 4.273 5.263 7.263 9.263 11.258 5.000 6.000 8.000 10.000 12.000 4.675 5.675 7.675 9.675 11.675 4.775 5.787 7.787 9.787 11.793 4.459 5.459 7.459 9.459 11.459 4.599 5.599 7.599 9.599 11.599 d1 M6 M8 M10 M12 M16 0.75 0.75 0.75 0.75 0.75 5.978 7.978 9.978 11.978 15.978 5.838 7.838 9.838 11.838 15.838 5.491 7.491 9.491 11.491 15.491 5.391 7.391 9.391 11.385 15.385 5.058 7.058 9.058 11.058 15.508 4.929 6.929 8.929 10.923 14.923 6.000 8.000 10.000 12.000 16.000 5.513 7.513 9.513 11.513 15.513 5.645 7.645 8.645 15.653 11.653 5.188 7.188 9.188 11.188 15.188 5.378 7.378 9.378 11.378 15.378 M8 M10 M12 M16 M20 1 1 1 1 1 7.974 9.974 11.974 15.974 19.974 7.974 9.974 11.974 15.974 19.974 7.324 9.324 11.324 15.324 19.324 7.212 9.212 11.206 15.206 19.206 6.747 8.747 10.747 14.747 18.747 6.596 8.596 10.590 14.590 18.590 8.000 10.000 12.000 16.000 20.000 7.350 9.350 11.350 15.350 19.350 7.500 9.500 11.510 15.510 19.510 6.917 8.917 10.917 14.917 18.917 7.153 9.153 11.153 15.153 19.153 D1 M12 M14 M16 M18 1.5 1.5 1.5 1.5 11.968 13.968 15.968 17.968 11.732 13.732 15.732 17.732 10.994 12.994 14.994 16.994 10.854 12.854 14.854 16.854 10.128 12.128 14.128 16.128 9.930 11.930 13.930 15.930 12.000 14.000 16.000 18.000 11.026 13.026 15.026 17.026 11.216 13.216 15.216 17.216 10.376 12.376 14.376 16.376 10.676 12.676 14.676 16.676 M20 M22 M26 1.5 1.5 1.5 19.968 21.968 25.968 19.732 21.732 25.732 18.994 20.994 24.994 18.854 20.854 24.844 18.128 20.128 24.128 17.930 19.930 23.920 20.000 22.000 26.000 19.026 21.026 25.026 19.216 21.216 25.226 18.376 20.376 24.376 18.676 20.676 24.676 M27 M30 M35 M40 1.5 1.5 1.5 1.5 26.968 29.968 34.968 39.968 26.732 29.732 34.732 39.732 25.994 28.994 33.994 38.994 25.844 28.844 33.844 38.844 25.128 28.128 33.128 38.128 24.920 27.920 32.920 37.920 27.000 30.000 35.000 40.000 25.026 29.026 34.026 39.026 26.226 29.226 34.226 39.226 25.376 28.376 33.376 38.376 25.676 28.676 33.676 38.676 M20 M24 M30 M36 M42 2 2 2 2 2 19.962 23.962 29.962 35.962 41.962 19.682 23.682 29.682 35.682 41.682 18.663 22.663 28.663 34.663 40.663 18.503 22.493 28.493 34.493 40.493 17.508 21.508 27.508 33.508 39.508 17.271 21.261 27.261 33.261 39.261 20.000 24.000 30.000 36.000 42.000 18.701 22.701 28.701 34.701 40.701 18.913 22.925 28.925 34.925 40.925 17.835 21.835 27.835 33.835 39.835 18.210 22.210 28.210 34.210 40.210 60° D2 D No especificado 0.5 0.5 0.5 0.5 0.5 d2 60° Ø medio d2 M5 M6 M8 M10 M12 d Tornillo tuerca Ø mayor d Tornillo P P (mm) Tornillo tuerca con tolerancia 6H ROSCADOS MÉTRICOS ISO - DIN 13 (Dimensión límite) Tornillo con tolerancia 6g P (mm) d d2 D1 D2 D M3 0.5 Ø medio d2 Tornillo tuerca con tolerancia 6H Ø menor d1 Ø mayor D máx. mín. máx. mín. máx. mín. mín. 2.980 2.874 2.655 2.580 2.367 2.273 3.000 máx. Ø medio D2 Ø menor D1 mín. máx. mín. máx. 2.675 2.775 2.459 2.599 M4 0.7 3.978 3.838 3.523 3.433 3.119 3.002 4.000 3.545 3.663 3.242 3.422 M5 0.8 4.976 4.826 4.456 4.361 3.995 3.869 5.000 4.480 4.605 4.134 4.334 M6 1 5.974 5.794 5.324 5.212 4.747 4.596 6.000 5.350 5.500 4.917 5.153 7.188 7.348 6.647 6.912 9.026 9.206 8.376 8.676 10.863 11.063 10.106 10.441 M8 1.25 7.972 7.760 7.160 7.042 6.438 6.272 8.000 M10 1.5 9.968 9.732 8.994 8.862 8.128 7.938 10.000 M12 1.75 11.966 11.701 10.829 10.679 9.819 9.602 12.000 M14 2 13.962 13.682 12.663 12.503 11.508 11.271 14.000 M16 2 15.962 15.682 14.663 14.503 13.508 13.271 16.000 M18 2.5 17.958 17.623 16.334 16.164 15.252 14.541 18.000 No especificado 60° Tornillo tuerca Tornillo P 60° d1 Ø mayor d 12.701 12.913 11.835 12.210 14.701 14.913 13.835 14.210 16.376 16.600 15.294 15.744 M20 2.5 19.958 19.623 18.344 18.164 16.891 16.625 20.000 18.376 18.600 17.294 17.744 M24 3 23.952 23.577 22.003 21.803 20.271 19.955 24.000 22.051 22.316 20.752 21.252 M30 3.5 29.947 29.522 27.674 27.462 26.158 25.189 30.000 27.727 28.007 26.211 26.771 Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. A 19 Datos técnicos Tornillo con tolerancia 6g ROSCADOS GAS-BSP Cilíndricos DIN 218 (Dimensión límite) Tornillo con tolerancia de Clase B Z * d2 Tornillo tuerca P 55° Tornillo 55° d1 Ø medio d2 Ø menor d1 Ø mayor D máx. mín. máx. mín. máx. mín. mín. Ø medio D2 máx. Ø menor D1 mín. máx. mín. máx. G1/8” 28 9.728 9.514 9.147 8.933 8.566 8.298 9.728 9.147 9.254 8.566 8.848 G 1/4” 19 13.157 12.907 12.301 12.051 11.445 11.133 13.157 12.301 12.426 11.445 11.890 G 3/8’’ 19 16.662 16.408 15.806 15.552 14.950 14.632 16.662 15.806 15.933 14.950 15.395 G 1/2’’ 14 20.955 20.671 19.793 19.509 18.631 18.276 20.955 19.793 19.935 18.631 19.172 G 5/8’’ 14 22.911 22.627 21.749 21.465 20.587 20.232 22.911 21.749 21.891 20.587 21.128 25.279 25.421 24.117 24.658 29.039 29.181 27.877 28.418 31.770 31.950 30.291 30.931 No especificado 20 Datos técnicos x 1” d A Ø mayor d roscados Tornillo tuerca G 3/4” 14 26.441 26.157 25.279 24.995 24.117 23.762 26.441 G 7/8’’ 14 30.201 29.917 29.039 28.755 27.877 27.522 30.201 D1 G 1” 11 33.249 32.889 31.770 31.410 30.291 29.841 33.249 D2 G 11/8” 11 37.897 37.537 36.418 36.058 34.939 34.489 37.897 36.418 36.598 34.939 35.579 D G 11/4” 11 41.910 41.550 40.431 40.071 38.952 38.502 41.910 40.431 40.611 38.952 39.592 G 13/8’’ 11 44.323 43.963 42.844 42.484 41.365 40.915 44.323 42.844 43.024 41.365 42.005 G 11/2” 11 47.803 47.443 46.324 45.964 44.845 44.395 47.803 46.324 46.504 44.845 45.485 G 13/4” 11 53.746 53.386 52.267 51.907 50.788 50.338 53.746 52.267 52.447 50.788 51.428 G 2’’ 11 59.614 59.254 58.135 57.775 56.656 56.206 59.614 58.135 58.315 56.656 57.296 * G según UNI-ISO 228 P= 25.4 Z VALORES DE RESISTENCIA DE LOS PERNOS/TUERCAS EN ISO 898-1 EN 20 898-2 CLASES DE RESISTENCIA PERNOS 4.6 5.6 5.8 6.8 8.8 10.9 12.9 Resistencia nominal a la tracción Rm, Nenn N/mm2 400 500 500 600 800 1000 1200 Bajo punto de rendimiento ReL N/mm2 240 300 400 480 - - - 0.2 % límite de rendimiento Rp 0.2 N/mm2 - - - - 640 900 1080 Tensión bajo la prueba de fuerza Sp N/mm2 225 280 380 440 580 830 970 Alargamiento A % 22 20 - - 12 9 8 La marca de identificación de la clase de resistencia consiste en dos números: - el primer número corresponde a 1/100 de la resistencia nominal a la tracción en N/mm2 (véase tabla) - el segundo número muestra diez veces la relación del bajo punto de rendimiento ReL (o 0.2% límite de rendimiento Rp 0.2) y la resistencia nominal a la tracción Rm, nom (relación punto de rendimiento). Ejemplo: Clase de resistencia 5.8 significa Resistencia mínima a la tracción Rm = 500 N/mm2 Mínimo punto de rendimiento Rel. = 400 N/mm2 También, multiplicando ambos números se obtiene el 1/10 del punto de rendimiento en N/mm2 Clase de resistencia de las tuercas Tensión nominal Sp/N mm2 por roscado Por debajo M 4 5 6 8 10 12 520 600 800 1040 1150 Por encima M 4 Por debajo M 7 580 670 855 1040 1150 Por encima M 7 Por debajo M 10 590 680 870 1040 1160 Por encima M 10 Por debajo M 16 610 700 880 1050 1190 Por encima M 16 Por debajo M 39 630 720 920 1060 1200 La designación de una clase de resistencia consiste en un número distintivo que facilita información acerca del test de tensión del material utilizado: - número distintivo x 100 = test de tensión Sp - el test de tensión es igual a la resistencia mínima de tracción en N/mm2 de un perno el cual, si se acopla con la tuerca adecuada, puede ser cargada hasta el mínimo rendimiento del perno. Ejemplo: Perno 8.8 - tuerca 8, la conexión puede ser cargada hasta el punto mínimo de rendimiento del perno. Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. sistema de dimensiones y tamaños nominales, por lo que la tabla refleja los valores calculados de las tolerancias básicas referentes a las dimensiones básicas. El uso de esta tabla se limita a piezas cilíndricas circulares lisas o tales como con dos planos ajustados paralelos o áreas de contacto. Los valores atribuidos al grado de tolerancia ISO (IT) especifican el valor de la tolerancia y por lo tanto el área de tolerancia. Con números ascendentes, la medida de la tolerancia se incrementa. A efectos de identificación de la posición del área de tolerancia en relación con la dimensión nominal (cero) el número escogido como grado de tolerancia IT está precedido por una letra. El área de tolerancia H es el valor más común para agujeros. La misma especifica que la dimensión mínima del agujero corresponde a la dimensión nominal. La dimensión máxima permitida corresponde a la dimensión nominal mas la tolerancia IT. ISO - Series de tolerancia fundamentales DIN ISO 286 Tol. (μm) Grados IT 01 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 Tol. (μm) Clases para agujero D9 D12 Ejemplos: agujero 20 H7 = 20 +0.021/0 agujero 8 H11 = 8 +0.090/0 E8 dimens. mín: 20.000 dimens. mín: 8.000 G6 dimens. máx: 20.021 dimens. mín: 8.090 G7 H7 H8 H9 H11 H12 H13 H14 JS9 N9 P9 para eje f7 h6 h7 h8 h9 h11 h13 h14 js14 n6 p6 ... 3 0.3 0.5 0.8 1.2 2 3 4 6 10 14 25 40 60 100 140 250 400 600 1000 1400 >3 ... 6 0.4 0.6 1 1.5 2.5 4 5 8 12 18 30 48 75 120 180 300 480 750 1200 1800 >6 ... 10 0.4 0.6 1 1.5 2.5 4 6 9 15 22 36 58 90 150 220 360 580 900 1500 2200 >10 ... 18 0.5 0.8 1.2 2 3 5 8 11 18 27 43 70 110 180 270 430 700 1100 1800 2700 >18 ... 30 0.6 1 1.5 2.5 4 6 9 13 21 33 52 84 130 210 330 520 840 1300 2100 3300 ... ... 3 +45 +20 +120 +20 +28 +14 +8 +2 +12 +2 +10 0 +14 0 +25 0 +60 0 +100 0 +140 0 +250 0 ±12.5 -4 -29 -6 -31 >3 ... 6 +60 +30 +150 +30 +38 +20 +12 +4 +16 +4 +12 0 +18 0 +30 0 +75 0 +120 0 +180 0 +300 0 ±15 0 -30 -12 -42 >6 ...10 +76 +40 +190 +40 +47 +25 +14 +5 +20 +5 +15 0 +22 0 +36 0 +90 0 +150 0 +220 0 +360 0 ±18 0 -36 -15 -51 >10 ...18 +93 +50 +230 +50 +59 +32 +17 +6 +24 +6 +18 0 +27 0 +43 0 +110 0 +180 0 +270 0 +430 0 ±21.5 0 -43 -18 -61 -6 -16 0 -6 0 -10 0 -14 0 -25 0 -60 0 -140 0 -250 ±125 +10 +4 +12 +6 -10 -22 0 -8 0 -12 0 -18 0 -30 0 -75 0 -180 0 -300 ±150 +16 +8 +20 +12 -13 -28 0 -9 0 -15 0 -22 0 -36 0 -90 0 -220 0 -360 ±180 +19 +10 +24 +15 -16 -34 0 -11 0 -18 0 -27 0 -43 0 -110 0 -270 0 -430 ±215 +23 +12 +29 +18 Medidas nominales >30 >50 >80 >120 >180 >250 >315 >400 ... 50 ... 80 ... 120 ... 180 ... 250 ... 315 ... 400 ... 500 0.6 0.8 1 1.2 2 2.5 3 4 1 1.2 1.5 2 3 4 5 6 1.5 2 2.5 3.5 4.5 6 7 8 2.5 3 4 5 7 8 9 10 4 5 6 8 10 12 13 15 7 8 10 12 14 16 18 20 11 13 15 18 20 23 25 27 16 19 22 25 29 32 36 40 25 30 35 40 46 52 57 63 39 46 54 63 72 81 89 97 62 74 87 100 115 130 140 155 100 120 140 160 185 210 230 250 160 190 220 250 290 320 360 400 250 300 350 400 460 520 570 630 390 460 540 630 720 810 890 970 620 740 870 1000 1150 1300 1400 1550 1000 1200 1400 1600 1850 2100 2300 2500 160 1900 2200 2500 2900 3200 3600 4000 2500 3000 3500 4000 4600 5200 5700 6300 3900 4600 5400 6300 7200 8100 8900 9700 Medidas nominales >18 >30 ...30 ...50 +117 +142 +65 +80 +275 +330 +65 +80 +73 +89 +40 +50 +20 +25 +7 +9 +28 +34 +7 +9 +21 +25 0 0 +33 +39 0 0 +52 +62 0 0 +130 +160 0 0 +210 +250 0 0 +330 +390 0 0 +520 +620 0 0 ±26 ±31 0 0 -52 -62 -22 -26 -74 -88 -20 -41 0 -13 0 -21 0 -33 0 -52 0 -130 0 -330 0 -520 ±260 +28 +15 +35 +22 -25 -50 0 -16 0 -25 0 -39 0 -62 0 -160 0 -390 0 -620 ±310 +33 +17 +42 +26 Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. >50 ...80 +174 +100 +400 +100 +106 +60 +29 +10 +40 +10 +30 0 +46 0 +74 0 +190 0 +300 0 +460 0 +740 0 ±37 0 -74 -32 -106 >80 ...120 +207 +120 +470 +120 +126 +72 +34 +12 +47 +12 +35 0 +54 0 +87 0 +220 0 +350 0 +540 0 +870 0 ±43.5 0 -87 -37 -124 >120 ...180 +245 +145 +545 +145 +148 +85 +39 +14 +54 +14 +40 0 +63 0 +100 0 +250 0 +400 0 +630 0 +1000 0 ±50 0 -100 -43 -143 >180 ...250 +285 +170 +630 +170 +172 +100 +44 +15 +61 +15 +46 0 +72 0 +115 +460 0 +720 0 +1150 0 ±57.5 0 -115 -50 -165 -30 -60 0 -19 0 -30 0 -46 0 -74 0 -190 0 -460 0 -740 ±370 +39 +20 +51 +32 -36 -71 0 -22 0 -35 0 -54 0 -87 0 -220 0 -540 0 -870 ±435 +45 +23 +59 +37 -43 -83 0 -25 0 -40 0 -63 0 -100 0 -250 0 -630 0 -1000 ±500 +52 +27 +68 +43 -50 -96 0 -29 0 -46 0 -72 0 -115 0 -290 0 -720 0 -1150 ±575 +60 +31 +79 +50 +290 A 21 Datos técnicos Este estándar ISO representa lo básico para un MVK Fijación de los roscados ( mediante auto-pegado). Adhesivo con endurecedor microencapsulado (rojo). A Datos técnicos 22 d l1 l2 ≈ M5 1.5 ÷ 2.5 7.5 M6 2÷3 9 Par máximo de enroscado (Nm) Par mínimo de desbloqueo (Nm) Par máximo de desenrosque (Nm) 1 1 6.5 1.5 1.8 10 M8 2.5 ÷ 4 12 3 4 26 M10 3 ÷ 4.5 15 5.5 10 55 l0 ≈ Longitud del roscado M12 3.5 ÷ 5 18 7.5 16 95 l1 ≈ de 2 a 3 veces el paso (p) del roscado M16 4÷6 24 14 35 250 l2 ≈ 1,5 veces el diámetro (d) del roscado M20 5 ÷ 7.5 30 22 45 500 Los valores de pares respetan las normas DIN 237 parte 27 y están basados en los tests de torsión sin pre-carga, con una tuerca 6H y a temperatura ambiente. Para un roscado 10>I2, la longitud I2 se reduce de manera tal que deja descubiertas una o dos de las últimas roscas (I1). El adhesivo está compuesto por un material plástico líquido y por un endurecedor, ambos contenidos en microcácpsulas de polímero recubiertas por una capa de color rojo visible en una porción de roscado. Durante el enrosque las cápsulas se abren bajo la presión debida a la fricción entro las dos roscas. El material plástico líquido y el endurecedor reaccionan químicamente bloqueando el roscado. Las operaciones de regulación y posicionamiento deben ser completadas en unos 5 minutos, ya que la estabilización del adhesivo empezará después de unos 10-15 minutos aproximadamente. Un primer endurecimiento suficiente para la fijación se alcanza después de 30 minutos mientras que el endurecimiento completo se producirá después de un periodo de 24 horas. El desbloqueo del elemento roscado que se encuentra pegado de esta manera, se puede obtener aplicando un par máximo de desenrosque como se indica en la tabla para cada roscado, o bien calentando el elemento a una temperatura superior a 180°C. Se desaconseja su uso después del desbloqueo. Los roscados sin aceites ni grasas garantizan una mayor acción de fijación del adhesivo. Los elementos tratados con este adhesivo pueden ser almacenados durante un periodo no superior a los 4 años, sin que se modifiquen sus características. Los elementos con adhesivo microincapsulado MVK se utilizan generalmente para máquinas sujetas a vibraciones, donde desea evitarse el desenrosque. No adecuado para el ajuste de pernos y tornillos. Este aspecto de seguridad puede ser esencial para ciertas aplicaciones de las partes estándar. Se elimina el stock de adhesivo líquido. Baja fuerza de resistencia. Temperatura de trabajo de -40°C a + 170°C. Para pedir un artículo con el revestimiento de poliamida, añadir la abreviación MVK a la descripción del producto. Ejemplo: Pistón con muelle GN 615.3-M8-K-MVK Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. PFB Fijación de los roscado con acción de bloqueo. Revestimiento de poliamida (azul). l0 ≈ Longitud del roscado l1 ≈ de 2 a 3 veces el paso (p) del roscado l1 l2 ≈ Par máximo de enroscado (Nm) Par mínimo de desenrosque (Nm) M3 1 ÷ 1.5 4.5 0.43 0.1 M4 1.5 ÷ 2 6 0.9 0.15 M5 1.5 ÷ 2.5 7.5 1.0 0.2 M6 2÷3 9 2.0 0.5 M8 2.5 ÷ 4 12 4.0 1.0 M10 3 ÷ 4.5 15 5.0 1.5 M12 3.5 ÷ 5 18 7.0 2.3 M16 4÷6 24 10.0 4 Los valores de pares están basados en los tests de torsión sin pre-carga, con una tuerca 6H y a temperatura ambiente. Para un roscado 10>I2, la longitud I2 se reduce de manera tal que deja descubiertas una o dos de las últimas roscas (I1). l2 ≈ 1,5 veces el diámetro (d) del roscado w1 = parte central del revestimiento w2 = revestimiento total La cobertura con revestimiento en poliamida PFB es un proceso donde un material plástico elástico (poliamida) se aplica sobre una parte de rosca, creando una acción de bloqueo durante la sujeción de un tornillo. El juego existente entre el tornillo y el tornillo tuerca se rellena con el revestimiento de poliamida, garantizando así un elevado grado de contacto entre las demás superficies roscadas no revestidas. No es necesario esperar algún tiempo de activación ya que la acción de bloqueo entre las roscas es instantánea. El almacenamiento de elementos roscados con revestimiento de poliamida PFB tiene prácticamente vida ilimitada. Características. Alta acción de bloqueo del roscado. Excelente para pernos de ajuste. Estos aspectos de seguridad pueden ser esenciales para ciertas aplicaciones de partes estándar. Se elimina el stock de adhesivo líquido. El multiuso es posible por lo cual el efecto de interferencia después de la quinta extracción será todavía alrededor del 50% de la resistencia original. Temperatura de trabajo de -50°C a +90°C. Para pedir un artículo con el revestimiento de poliamida, añadir la abreviación PFB a la descripción del producto. Ejemplo: Pistón con muelle GN 615.3-M8-K-PFB Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. A 23 Datos técnicos d CARACTERÍSTICAS DE LOS MATERIALES METÁLICOS ACEROS INOXIDABLES Descripción A Datos técnicos 24 Denominación con arreglo a EN 10088-1-2-3 EN 10283 (AISI CF-8) SINT C40 (AISI 316 LMC) % componentes de la aleación Carga de rotura mínima Rm N/mm2 Límite de elasticidad Rp 0.2 n/mm2 Mecanibilidad AISI 303 AISI 304+Cu AISI 304 AISI 316 AISI 316 LHC AISI 301 AISI 302 AISI CF-8 X 8 CrNiS 18-9 X 3 CrNiCu 18-9-4 X 5 CrNi 18-10 X 5 CrNiMo 17-12 Sint C40 X 2 CrNiMo 17-12-2 EN 100088-1;-2;-3 X10CrNi 18-8 X 10 CrNi 18-09 EN 10283 GX5CrNi 19-10 C ≤ 0.10 Si ≤ 1.0 Mn ≤ 2.0 P ≤ 0.045 S ≤ 0.15 ÷ 0.35 Cr 17.0 ÷ 19.0 Ni 8.0 ÷ 10.0 C ≤ 0.04 Si ≤ 1.0 Mn ≤ 2.0 P ≤ 0.045 S ≤ 0.030 Cr 17.0 ÷ 19.0 Ni 8.5 ÷ 10.5 C ≤ 0.07 Si ≤ 1.0 Mn ≤ 2.0 P ≤ 0.045 S ≤ 0.030 Cr 17.0 ÷ 19.5 Ni 8.0 ÷ 10.5 C ≤ 0.08 Si ≤ 1.0 Mn ≤ 2.0 P ≤ 0.045 S ≤ 0.030 Cr 16.0 ÷ 18.5 Ni 10.0 ÷ 13.0 C ≤ 0.08 Si ≤ 0.9 Mn ≤ 0.1 Mo ≤ 2.0 ÷ 4.0 Cr 16.0 ÷ 19.0 Ni 10.0 ÷ 14.0 C ≤ 0.05 ÷ 0.15 Si ≤ 2.0 Mn ≤ 2.0 P ≤ 0.045 S ≤ 0.015 Cr 16.0 ÷ 19.0 Mo ≤ 0.8 Ni 6.0 ÷ 9.5 C ≤ 0.08 Si ≤ 0.6 Mn ≤ 1.2 Cr 18.0 Ni 9.0 C ≤ 0.07Si ≤ 2.0 Si ≤ 1.5 Mn ≤ 1.5 P ≤ 0.04 S ≤ 0.03 Cr 18.0 ÷ 20.0 Ni 8.0 ÷ 11.0 500 - 700 450 - 650 500 - 700 500 - 700 330 500 - 750 600 - 800 440 - 640 ≥ 190 ≥ 175 ≥ 190 ≥ 205 ≥ 250 ≥ 195 ≥ 210 ≥ 175 Muy buena Excelente Media Media - Escasa Buena Discreta Capacidad de forjado Escasa Buena Buena Buena - Buena Escasa - Idoneidad para la soldadura Escasa Muy buena Excelente Buena - Buena Escasa Buena Estructura no magnética Excelente para mecanizados en máquinas automáticas. Estructura no magnética adecuada para bajas temperaturas Estructura nomagnética adecuada para bajas temperaturas puede ser utilizado a temperaturas de hasta 700°C Estructura magnética adecuada para bajas temperaturas Estructura no-magnética Estructura austenítica Estructura magnética adecuada para bajas temperaturas Antimagnética, estructura austenítica Media Muy buena Buena Excelente Discreta Buena Media Buena Resistente a la corrosión en ambientes naturales: Resistente a la corrosión en ambientes naturales: agua, clima de ciudad o de campo sin especiales concentraciones de cloruros, en la industria de la alimentación. Resistente a la corrosión incluso en ambientes marinos o ambientes húmedos y en presencia de ácidos. Debido a su áspera porosidad, la resistencia a la corrosión se ve generalmente reducida como para el acero inoxidable. Precauciones especialmente en ambiente ácido y salobre. Resistencia a la corrosión en ambientes naturales; agua, atmósfera rural, urbana e industrial. Industria de Industria de alimentación, química alimentación, química y farmacéutica. y farmacéutica. Agricultura. Agricultura. Fabricación de Fabricación de máquinas electrónicas. vehículos y máquinas. Sector naval. Sector de la Acabados para el construcción. sector del mueble. Acabados para el sector del mueble. Industria de alimentación y química. Sector de construcción naval y fabricación de componentes para ambiente marino o usos en condiciones de alta corrosión. Química e industria de la celulosa y el papel. Industria de pintura, aceite, jabón y textil. Productos lácteos y sector cervecero. Muelles para temperaturas de hasta 300°C. Herramientas (cuchillos). Metal inoxidable para vehículos de la industria de la automoción. Industria química y alimenticia. Características especiales Resistencia a la corrosión Principales sectores de aplicación Debido al contenido de azufre se desaconseja su uso en ambientes que contengan ácidos o cloruros. Fabricación de vehículos. Electrónica. Acabados para el sector del mueble. Resistencia a la corrosión. El material es en gran medida comparable con AISI 304. Uso para la fabricación de muelles en varios campos de aplicación. Las características descritas deben ser consideradas solamente indicativas. No hay ninguna garantía. Es responsabilidad del usuario verificar las exactas condiciones de trabajo. Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. Industria alimenticia, de bebidas y envases. Armaduras. Bombas. Batidoras. CARACTERÍSTICAS DE LOS MATERIALES METÁLICOS ACEROS AL CARBONO, ALEACIONES DE CINC, ALUMINIO Y LATÓN Denominación Acero para prisioneros roscados Aleación de cinc para moldeado a presión Aluminio para tubos de empuñaduras Latón para insertos con tubo roscado o liso Latón para agujeros cuadrados reforzados 11SMnPb37 C10C U+C ZnA14Cu1 Aleación EN AW-6060 Latón CW614N Latón CW508L UNI EN 10277 : 2000 UNI EN 10263-2 : 2003 UNI EN 1774 : 1999 UNI EN 573-3 UNI EN 12164 EN 12449 : 99 C < = 0.14 Pb ≤ 0.20-0.35 Si ≤ 0.05 Mn 1.00 ÷ 1.50 P ≤ 0.11 S 0.340.40 Fe resto C 0.08-0.12 Si ≤ 0.10 Mn 0.30-0.50 P ≤ 0.025 S ≤ 0.025 Al 0.02-0.06 Fe resto Cu 0.7-1.1 Pb ≤ 0.003 Fe ≤ 0.020 Al 3.8-4.2 Sn ≤ 0.001 Si ≤ 0.02 Ni ≤ 0.001 Mg 0.035-0.06 Cd ≤ 0.003 Zn resto Si 0.03-0.6 Fe 0.1-0.3 Cu ≤ 0.10 Mn ≤ 0.10 Mg 0.035-0.06 Cr ≤ 0.05 Zn ≤ 0.15 Ti ≤ 0.10 Impurezas totales ≤ 0.15 Al resto Cu 57-59 Pb 2.5-3.5 Fe ≤ 0.30 Al ≤ 0.05 Sn ≤ 0.30 Si ≤ 0.90 Ni ≤ 0.30 Impurezas totales ≤ 0.20 Zn resto Cu 62-64 Pb ≤ 0.10 Fe ≤ 0.10 Al ≤ 0.05 Sn ≤ 0.10 Ni ≤ 0.30 Impurezas totales ≤ 0.10 Zn resto 400-650 510-520 280-350 120-190 490-530 340-360 ≤ 305 / 220-250 60-150 / / Módulo de elasticidad (Mpa) / / 100000 67000 100000 103400 Alargamiento a la rotura % 9 58 2-5 16 12-16 45 Latón para mecanizados a alta velocidad. Utilizado para piezas especiales obtenidas mediante torneado. Latón para mecanizados de trefilado con buena deformabilidad plástica. Norma UNI de referencia % componentes de la aleación Resistencia a la rotura por tracción Rm [MPa] Límite de elasticidad Rp 0.2 [MPa] Características especiales Acero para mecanizados a alta velocidad. Utilizado para piezas especiales obtenidas mediante torneado. Acero para moldeo. CARACTERÍSTICAS DE LOS MATERIALES PLÁSTICOS Resistencia a los agentes químicos a la temperatura de 23°C DUROPLÁSTICO ● ▲ = buena resistencia = discreta resistencia (en función de las condiciones de uso) = mala resistencia (empleo desaconsejado) Los espacios vacíos en la tabla indican valores no disponibles RESISTENCIA A LOS AGENTES QUÍMICOS Aceites comestibles Aceites minerales Ácidos débiles (butírico, oleico, láctico...) Ácidos fuertes (clorhídrico, nítrico, sulfúrico...) Agua Agua en ebullición Álcalis débiles Álcalis fuertes Alcohol (metanol, etanol, isopropanol...) Cetonas (acetona) Ésteres (acetato de metilo, acetato de etilo) Éter (éter etílico, éter de petroleo...) Gasolina, gasóleo, benceno Grasas Tolueno Xileno DUROPLÁSTICO (PF) DUROPLÁSTICO CLEAN PINTADO ● ● ● ● s s ● ● s s ● ● ● ● ● ● ● ● ● ● ● (milk effect) (milk effect) Las características descritas deben ser consideradas solamente indicativas. No hay ninguna garantía. Es responsabilidad del usuario verificar las exactas condiciones de trabajo. Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. A 25 Datos técnicos Acero para prisioneros roscados Descripción CARACTERÍSTICAS DE LOS MATERIALES PLÁSTICOS Resistencia a los agentes químicos a la temperatura de 23°C TECNOPOLÍMEROS Y GOMAS A Datos técnicos 26 Poliamida transparente (PA-T) Poliamida (PA) AGENTES QUÍMICOS Y DISOLVENTES notas conc.% 23°C notas conc.% Resistente al alcohol poliamidatransparente (PA-T AR) 23°C notas conc.% 23°C Polipropileno (PP) notas conc.% Tacto suave Elastómero termoplástico (TPE) Resina acetal (POM) 23°C Aceite l l l Aceite de linaza l l l l Aceite de parafina l l l l Aceite de silicona l l l l Aceite mineral l l l l Aceites alimenticios l l l Aceites para transformadores l l notas conc.% 23°C l l l l Hasta 60°C l l l l l Hasta 60°C l l l l Hasta 60°C l l l l Hasta 60°C l l l Acetato de etilo 100 l 100 l 100 l l l Acetato de metilo 100 l 100 l 100 l Acetona 100 l l l l Sol. 10 Ácido cítrico Sol. 10 Ácido clorhídrico Sol. 10 Ácido fluorhídrico Sol. Ácido fórmico Ácido fosfórico Ácido láctico 10 l Sol. 10 40 l Sol. 10 s Sol. 10 Sat. l Sat. l 10 l Sol. 30 l s Sol. 40 l s Sol. 10 l s Sol. 85 l l 10 Sol. 10 s Sol. 10 Sol. 10 40 s Sol. 10 s Sol. 10 Sol. 10 l Sol. s Sol. Sol. 10 s Sol. 10 l Sol. 10 Sol. 10 Sol. 20 l 10 s Sol. 2 Sol. 2 Sol. 10 l 2 Sol. 2 Ácido oleico Ácido sulfúrico Sol. Sol. Ácido nítrico Sol. 100 l 10 s Sol. l Sol. Ácido tartárico Acrilonitrilo 100 l l l Sol. l Sol. Sol. Sol. 20 Sol. 10 l 10 l Sol. l Sol. l s Hasta 60°C l Sol. 100 s 10 s l 50 Hasta 60°C l Sat. Hasta 60°C l Sol. Hasta 60°C l Sol. Sol. 10 s l Hasta 60°C l Sol. 10 s Hasta 60°C l Hasta 60°C l l l l l Agua destilada l l l l l s Sol. l s Sol. l Sat. Sol. l 10 l Sol. 20 l Sol. l 10 20 Sol. l Sol. 10 s Agua de mar, de río y potable Hinch. l l s Hinch. Sol. Hasta 60°C s s l l s Hinch. s l Hasta 60°C l 98 l s l Agua en ebullición s l l s 23°C l l Ácido bórico conc.% Hasta 60°C 100 10 notas l l Sat. 23°C l 100 Sol. conc.% l l Sol. notas l 100 Ácido benzoico 23°C Goma fluorada FKM s l Acetato de butilo Ácido acético notas Goma nitrílica NBR l 50 l s 20 Sol. l l Sol. 10 Sol. 20 Sol. l l l s s l l l l l l l Alcohol amílico 100 l s l l l l l l Alcohol butílico 100 l s l l l l l l l s l l l l l 100 l s l l l l s 10 l Alcohol isopropilo Alcohol metílico Amoníaco Sol. Sol. 10 Amoníaco gaseoso l Sol. 10 l 100 Conc. Sol. l Sol. s l l l l s Anilina 100 s s l l s s l Benceno 100 l l s l s s l Butilenglicol 100 l s 10 l l Carbonato de sodio Sol. Cerveza Cloroformo l l Sol. Sat. l l l l l l l 100 l s s s Cloruro cálcico Sol. 10 l l l Cloruro de aluminio Sol. 10 l l l l Cloruro de amonio Sol. 10 l l Sol. 10 l Sol. 10 l Sol. 50 l Sol. 50 l Cloruro de cinc 10 Cloruro de etilo 100 l s s 10 l l l 100 l s s Cloruro de magnesio Sol. Cloruro de metileno Cloruro de sodio Sol. 10 l Cloruro férrico Sol. 10 l Sol. 25 l l Sol. 25 l l Sol. Sol. 50 20 l l l Sol. 10 l Sol. l l s s Sol. Sat. Sat. l l Sol. l Sol. l l Sol. l Sol. l l Sol. l l Sol. l l l l l Sol. l l l Sol. s Sol. l Sol. l s l l l l l l l l Las características descritas deben ser consideradas solamente indicativas. No hay ninguna garantía. Es responsabilidad del usuario verificar las exactas condiciones de trabajo. l l Sol. s l l Sol. l Sol. l Sol. l Sol. l s = buena resistencia Conc. = concentración = discreta resistencia (en función de las condiciones de uso) Sol. = solución = mala resistencia (empleo desaconsejado) Líq. = líquido Sat. = saturado Hinch. = hinchamiento Los espacios vacíos en la tabla indican valores no disponibles notes Cloruro mercúrico Transparent polyamide (PA-T) Polyamide (PA) CHEMICAL AGENTS AND SOLVENTS Sol. conc.% 23°C 6 l notes conc.% Alcohol-Resistant transparent polyamide (PA-T AR) 23°C notes conc.% 23°C Polypropylene (PP) notes conc.% Soft-Touch thermoplastic elastomer (TPE) Acetal resin (POM) 23°C notes conc.% 23°C l notes Rubber NBR 23°C conc.% 23°C notes conc.% A 23°C l Dicloro propanol s Disulfuro de carbono 100 l Etanol 96 l s l l l l l l s l l s l l l l l s s s éter de petroleo Éter etílico 100 Etilenglicol Fenol Sol. Formaldehído (formalina) Sol. 30 l l Sol. 40 96 s Líq. l s s Sol. 40 l s l l Sol. 40 l s s Sol. 40 l l Sol. l l l l l l Gasolina l l l Gasolina sin plomo l l l Glicerina l l l Grasas comestibles l l l (Potasa cáustica) Hidróxido potásico 50% Sol. 50 l Sol. 50 (Potasa cáustica) Hidróxido potásico 10% Sol. 5,10 l Sol. 5,10 Hipoclorito de sodio Sol. l Jabón Sol. l l Sol. 50 l Sol. 5,10 s Sol. l Sol. l Hinch. l s l s Hinch. l s Hinch. l l l Sol. 50 l l Sol. 5,10 l Sol. 10 s Sol. 20 l Sol. 5 l Sol. l l Sol. s l l s l l Freón 13 Gasóleo l s l Freón 11 Freón 12 notes Flourated Rubber FKM 40 l l l l l l l s l l l l Sol. 50 l l Sol. 5,10 s l Sol. 10 l l Sol. l s l l Sol. 50 s Sol. 5,10 s s Sol. 10 l l Sol. l Keroseno l l l Leche l l l l l l l Mantequilla l l l l l l l Mercurio l l l l l l l Metiletilcetona l s l s s s l Nitrato argéntico s l Sol. 10 l Sol. 10 l Sol. l l Nitrato de sodio Sol. 10 l Sol. 10 l Sol. 10 l Sat. l l l Nitrato potásico Sol. 10 l Sol. 10 l Sol. 10 l Sat. l l l Peróxido de hidrógeno Sol. 3 s Sol. 3 s Sol. 3 s Soda cáustica 10% Sol. 5,10 l Sol. 5,10 l Sol. 5,10 l Soda cáustica 50% Sol. 50 Sol. 50 l Sol. 50 l Silicato de sodio l Sulfato de aluminio Sol. 10 l Sulfato de cobre Sol. 10 l Sulfato sódico Sol. 10 l Tetracloruro de carbono l Tetralina l Ticloroetileno Sol. Sol. 10 10 l Sol. 90 s Sol. 5,10 l Sol. 10 l Sol. 50 l l l l l 5,10 Sol. 50 l 80 Sol. 5,10 s s Sol. 50 s Sol. l Sol. l Sol. l l Sol. l l l l l Sol. l Sol. l l s l s s l l l s s s l l l s s s l Sol. 10 s l l Vaselina l l l l Vapor l l l l Vapor de gasolina l l l Vinagre l l Hinch. l l s s l l l Xileno Sol. l l Sol. l s l l s Sol. l Whisky 80 Sol. s l Sol. l Toluol/tolueno l Sol. l Tintura de yodo-alcohólica Vino l l l 10 30 l Sol. l l Sol. 20 l l l l s l l l l l l l l l l l l l l l s l s s l Las características descritas deben ser consideradas solamente indicativas. No hay ninguna garantía. Es responsabilidad del usuario verificar las exactas condiciones de trabajo. 27 Datos técnicos l CARACTERÍSTICAS DE LOS ELASTÓMEROS (goma) A Datos técnicos 28 Símbolos internacionales NBR CR FKM - FPM TPE PUR Denominación comercial Perbunan® Neoprene® Viton® SANTOPRENE® Bayflex® acrilonitrilobutadienoestireno Cloropreno Flúor Termoplástico goma goma goma goma 25 hasta 95 30 hasta 90 65 hasta 90 55 hasta 87 65 hasta 90 corto-plazo -40° hasta +150°C -30° hasta +150°C -30° hasta +280°C -40° hasta +150°C -40° hasta +130°C largo-plazo -30° hasta +120°C -20° hasta +120°C -20° hasta +230°C -30° hasta +125°C -25° hasta +100°C 25 25 20 8.5 20 buena buena buena buena excellent Denominación química Dureza (Gama A) Poliuretano Resistencia a la temperatura Resistencia a la tracción [N/mm2] Desgaste / Resistencia a la abrasión Resistencia a: aceite, grasa excepcional buena buena buena muy buena buena en parte buena en parte muy buena excepcional satisfactoria restringida buena muy buena excepcional no apropiada soluciones cáusticas buena muy buena muy buena excepcional no apropiada combustibles buena ligera excepcional buena buena disolventes ácidos general NBR es una goma especial CR es una de las gomas FPM es incomparable para SANTOPRENE ® es una PUR es conocido por sus sintética para partes de goma sintéticas que se usan con aplicaciones que se encuentren goma termoplástica, cuyas excepcionales características con grandes requerimientos mayor frecuencia con una en contacto con carburantes, características de uso son mecánicas con muy buena para la resistencia al extensa gama de aplicaciones aceites, disolventes, como comparables a las de resistencia a factores hinchamiento cuando se para partes que requieran muchas soluciones ácidas y algunas gomas especiales ambientales y atmosféricos. encuentra en contacto con una excepcional resistencia cáusticas; resistente a factores vulcanizadas. aceites y carburantes. al envejecimiento, factores atmosféricos y ambientales. atmosféricos y ambientales. Además, debería también SANTOPRENE ® es un material mencionarse su extremada Material estándar para juntas Debido a su alto precio su multi-uso con excepcional resistencia al desgarre y al tóricas. uso se restringe a partes de resistencia dinámica a la fatiga desgaste. goma de alta calidad que y excelente resistencia al se encuentren expuestas ozono y factores atmosféricos a condiciones de desgaste (factores ambientales). extremadamente fuertes. Las características descritas deben ser consideradas solamente indicativas. No hay ninguna garantía. Las adecuadas condiciones de uso deberían ser tomadas en cuenta individualmente. Perbunan® y Bayflex® son marcas registradas de Bayer. - Viton® es una marca registrada de DuPont Dow Elastomer. Neoprene® es una marca registrada de DuPont SBR. - SANTOPRENE® es una marca registrada de Advanced Elastomer Systems. Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente. NOTAS A 29 Modelos ELESA y GANTER propiedad reservada según la ley. Dibujos no reproducibles si no se menciona la fuente.
 0
0
Anuncio
Documentos relacionados

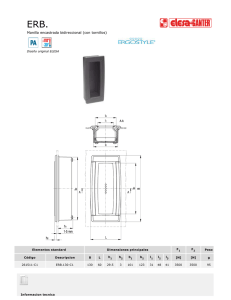

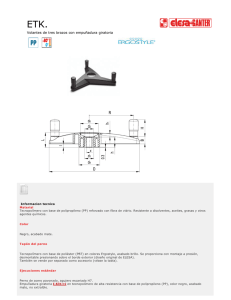
Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados